BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Pengendalian kualitas pada perusahaan manufaktur sangat diperlukan.
Perusahaan harus menjaga kualitas produk yang dihasilkan agar dapat diterima
oleh kosumen. Pengendalian kualitas dibutuhkan untuk meminimalisir adanya
produk yang cacat agar perusahaan tidak mengalami kerugian, baik dari segi
waktu yang terbuang untuk proses produksi ataupun dari segi keuangan.
Menurut Crosby, kualitas adalah conformance to requirement (sesuai
dengan yang disyaratkan atau distandarkan). Suatu produk memiliki kualitas yang
baik apabila sesuai dengan standar kualitas yang telah ditentukan. Standar kualitas
meliputi bahan baku, proses produksi dan produk jadi.
PT. Industri Karet Nusantara merupakan pabrik industri karet yang
berlokasi di jalan Medan Tanjung Morawa Km 9,5 Medan, Sumatera Utara.
Pabrik ini terdiri dari Rubber Article Factory (RAF) yang memproduksi packing
sterilizer, dock fender dan rubber impeller.
Proses produksi di PT. Industri Karet Nusantara telah dilaksanakan sesuai
dengan Standard Operating Procedure (SOP), namun pada kenyataannya masih
ditemukan terjadinya kesalahan-kesalahan terutama pada produk packing
sterilizer, dimana kualitas produk yang dihasilkan tidak sesuai dengan standar
Hal ini dapat dilihat dari jumlah kecacatan pada masing-masing produk Rubber
Article Factory pada bulan April 2015 sampai Maret 2016 yang ditunjukkan
pada Tabel 1.1.
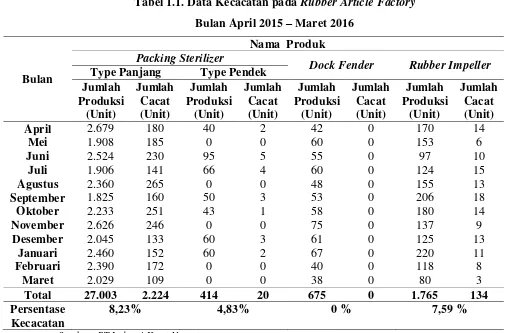
Tabel 1.1. Data Kecacatan pada Rubber Article Factory
Bulan April 2015 – Maret 2016
Bulan
Nama Produk
Packing Sterilizer
Dock Fender Rubber Impeller
Type Panjang Type Pendek
Sumber : PT Industri Karet Nusantara
Berdasarkan Tabel 1.1. diatas, dapat dilihat bahwa persentase kecacatan
terbesar terjadi pada produk packing sterilizer dengan type panjang, sehingga
peneliti menetapkan objek pada penelitian ini adalah produk packing sterilizer
dengan type panjang. Rata-rata kecacatan packing sterilizer pada bulan April
2015 sampai Maret 2016 adalah 8,23%. Nilai ini melebihi batas toleransi yang
karena apabila kecacatan tersebut diabaikan dikhawatirkan akan merugikan pihak
perusahaan baik dari segi materi, waktu maupun tenaga. Produk packing
sterilizer dapat dilihat pada Gambar 1.1.
Gambar 1.1. Produk Packing Sterilizer
Jumlah kecacatan packing sterilizer pada bulan April 2015 sampai Maret
2016 dapat diperinci menurut jenis kecacatan yang terjadi seperti pada Tabel 1.2.
Tabel 1.2. Data Kecacatan Produk Packing Sterilizer
Bulan April 2015 – Maret 2016
Jenis kecacatan yang terjadi pada proses produksi packing sterilizer pada
Tabel 1.2. adalah gembung, bengkok dan tekor. Packing sterilizer yang
mengalami kecacatan biasanya terjadi pada proses vulkanisasi, proses pencetakan
dan proses pemanasan packing sterilizer. Temperatur pemanasan, tekanan mesin
press serta lama pendinginan mempengaruhi hasil dari produk packing sterilizer.
Packing sterilizer bengkok terjadi pada proses vulkanisasi, dimana
terdapat bagian yang tidak rata pada lembaran packing sterilizer yang disebabkan
karena tekanan mesin press yang tidak stabil. Bagian yang tidak rata tersebut
dibuang dengan cara dipotong sesuai ukuran standar paking sterilizer. Lembaran
packing sterilizer memiliki ukuran 50cm x 50cm. Satu lembar packing sterilizer
akan menghasilkan 8 unit packing sterilizer dengan ukuran standar
masing-masing sebesar 6,25cm x 50cm. Packing sterilizer bengkok juga dapat terjadi
pada saat proses pencetakan yaitu pada saat pemotongan lembaran packing
sterilizer dikarenakan proses pendinginan lembaran packing sterilizer belum
sempurna dan pada saat pemanasan packing sterilizer dikarenakan suhu pada
proses pemanasan tidak stabil.
Packing sterilizer tekor terjadi pada proses pencetakan yaitu pada saat
pemotongan lembaran packing sterilizer dimana terdapat ukuran packing sterilizer
kurang dari ukuran yang ditetapkan.
Packing sterilizer gembung terjadi pada proses pemanasan yang
dikarenakan suhu pada proses pemanasan tidak stabil dan cetakan yang terkadang
tidak sesuai. Packing sterilizer gembung juga dapat terjadi pada saat proses
lembaran packing sterilizer terlalu lama sehingga mengakibatkan lembaran
packing sterilizer bereaksi dengan udara. .
Packing sterilizer diperiksa kualitasnya oleh operator masing-masing
proses dan setiap satu jam kualitas packing sterilizer diperiksa oleh bagian quality
control. Gambar kecacatan packing sterilizer dapat dilihat pada Gambar 1.2. dan
Gambar 1.3.
Gambar 1.2. Packing Sterilizer Bengkok
Gambar 1.3. Packing Sterilizer Gembung
Penelitian terdahulu yang dilakukan oleh Suseno dan Sawaludin
(April,2013) mengenai analisis produksi pada mesin speed di PT Industri
Sandang Nusantara menggunakan metode Taguchi dengan cara melakukan
konfigurasi mesin yang tepat ternyata dapat mengurangi persentase kecacatan
yang mencapai 7%. Berdasarkan loss function, perbaikan yang didapat adalah
terjadi penurunan tingkat kerugian sebesar 67,30% dan total loss function
Penelitian yang dilakukan oleh Diana Fitri (April,2015) mengenai usulan
perbaikan kualitas pada produk isolator di PT Inti Pindad Mitra Sejati, dimana
PT IPMS telah melakukan perbaikan dalam proses produksi, namun perbaikan
tersebut masih belum mengurangi jumlah cacat secara signifikan, sehingga perlu
diidentifikasi lebih lanjut akar dari akar dari potential cause dengan menggunakan
Fault Tree Analysis (FTA). Berdasarkan analisis yang dilakukan, diperoleh 8
potential cause yang perlu diidentifikasi lebih lanjut. Usulan perbaikan untuk akar
dari potential cause diperoleh berdasarkan nilai probabilitas terbesar yaitu pada
potential cause tidak adanya pemeriksaan mattres secara berkala.
Berdasarkan kedua penelitian diatas, maka peneliti mencoba melakukan
penyelesaian permasalahan pada perbaikan kualitas packing sterilizer dengan
metode Taguchi dan Fault Tree Analysis (FTA).
1.2. Perumusan Masalah
Pokok permasalahan yang dibahas dalam penelitian ini adalah jumlah
kecacatan produk packing sterilizer yang melebihi batas toleransi perusahaan.
1.3. Tujuan dan Manfaat Penelitian
Tujuan umum dari penelitian ini adalah melakukan perbaikan terhadap
Tujuan khusus dari penelitian ini adalah :
1. Mengidentifikasi penyebab kecacatan produk packing sterilizer.
2. Menentukan faktor penyebab kecacatan yang paling signifikan dengan
metode Fault Tree Analysis (FTA).
3. Menentukan kombinasi level faktor optimum yang berpengaruh signifikan
dengan menggunakan metode Taguchi.
4. Memberikan usulan perbaikan untuk melakukan pencegahan dan mengurangi
potensi penyebab kecacatan produk.
Manfaat penelitian ini adalah sebagai berikut :
1. Bagi Mahasiswa
Mendapatkan peluang untuk dapat menganalisis dan mencari solusi perbaikan
terhadap permasalahan yang terjadi di perusahaan dari sudut pandang
akademis.
2. Bagi Perusahaan
Perusahaan dapat mengetahui kecacatan yang terjadi dan faktor penyebabnya.
Persentase cacat dapat diminimalkan dengan adanya kombinasi level faktor
yang optimum dari faktor-faktor yang berpengaruh terhadap banyaknya
kecacatan produk. Perusahaan dapat memberikan perhatian lebih terhadap
faktor-faktor yang paling berpengaruh terhadap produksi.
3. Bagi Universitas
Mempererat kerjasama antara perusahaan dengan Departemen Teknik
Industri, Fakultas Teknik USU dan untuk menambah literatur perpustakaan
1.4. Batasan Masalah dan Asumsi
Batasan-batasan yang digunakan dalam penelitian ini adalah :
1. Penelitian dilakukan pada bagian Rubber Articles Factory
2. Data kecacatan produk yang digunakan adalah data kecacatan selama periode
satu bulan yaitu April 2016
3. Analisa biaya tentang kerugian yang timbul akibat kecacatan produk tidak
dibahas dalam penelitian ini
4. Faktor-faktor yang diteliti adalah faktor-faktor terkendali yang mempengaruhi
kualitas yang disetujui oleh pihak pabrik
Asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Seluruh peralatan dan mesin produksi dalam keadaan baik dan layak
produksi.
2. Pabrik beroperasi dalam keadaan steady state selama proses pengumpulan
data.
1.5. Sistematika Penulisan Laporan
Dalam pengerjaan sistematika penulisan tugas sarjana dibagi dalam
beberapa bab dengan tujuan untuk memudahkan penelitian, pembahasan dan
penilaian tugas sarjana. Sistematika penulisan tugas akhir adalah sebagai berikut:
Bab I Pendahuluan, berisi tentang latar belakang masalah sehingga dapat
diketahui mengapa penulis mengambil judul tersebut, perumusan masalah
berdasarkan latar belakang permasalahan, tujuan penelitian yang terdiri dari
perusahaan maupun universitas, asumsi–asumsi yang digunakan penulis dan
batasan masalah untuk membatasi masalah agar terfokus pada masalah yang
diteliti dan sistematika penulisan tugas sarjana.
Bab II Gambaran Umum Perusahaan, menguraikan sejarah perusahaan,
ruang lingkup perusahaan, lokasi dan daerah pemasaran perusahaan, serta uraian
proses produksi.
Bab III Landasan Teori, menguraikan tinjauan-tinjauan kepustakaan yang
berisi teori-teori yang digunakan dalam analisis pemecahan masalah. Sumber teori
atau literatur yang digunakan diambil dari referensi buku-buku dan jurnal
penelitian yang berhubungan dengan penelitian yang akan dibahas.
Bab IV, Metodologi Penelitian, menguraikan tentang objek penelitian,
waktu pelaksanaan penelitian, kerangka konseptual, variabel penelitian, data
penelitian, pengumpulan dan pengolahan data beserta diagram alir penelitian.
Bab V Pengumpulan dan Pengolahan Data, menampilkan data primer dan
sekunder yang digunakan dalam penelitian dan pengolahan data yang membantu
dalam analisis pemecahan masalah.
Bab VI Analisis Pemecahan Masalah, menganalisis hasil pengolahan data
untuk menghasilkan solusi terhadap masalah yang ada.
Bab VII Kesimpulan dan Saran, menguraikan tentang kesimpulan
berdasarkan hasil penelitian serta saran-saran yang dapat diberikan berdasarkan
analisis dan pembahasan terhadap data-data yang telah diperoleh.