Bab III Metode Penelitian
III.1 Flowchart Penelitian
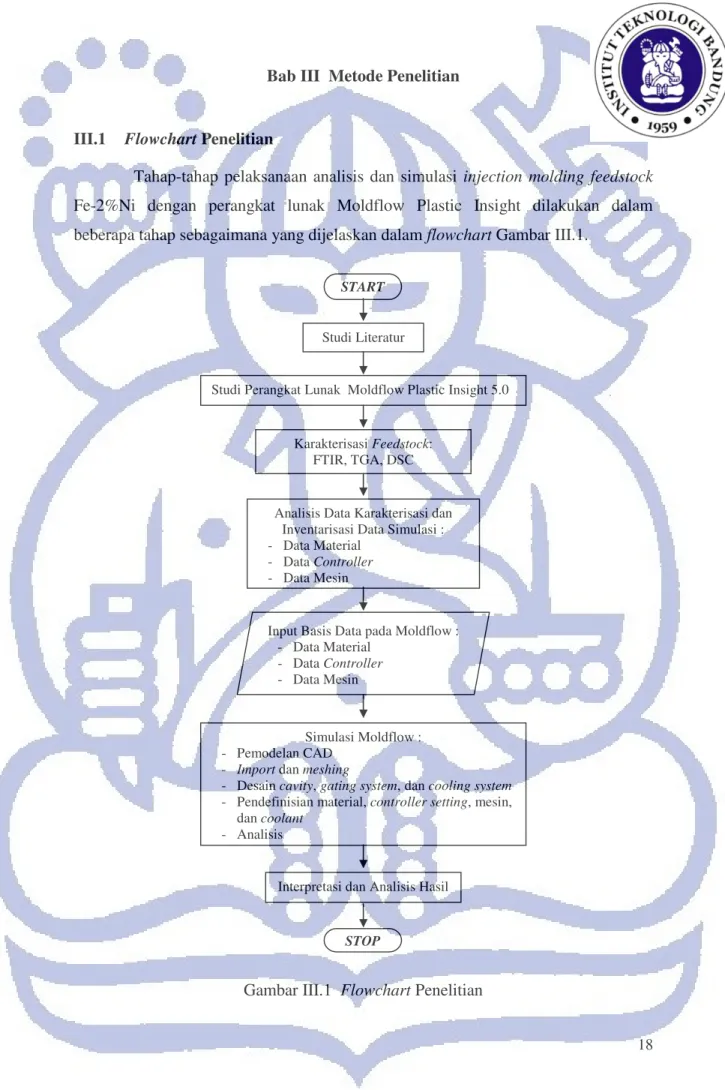
Tahap-tahap pelaksanaan analisis dan simulasi injection molding feedstock Fe-2%Ni dengan perangkat lunak Moldflow Plastic Insight dilakukan dalam beberapa tahap sebagaimana yang dijelaskan dalam flowchart Gambar III.1.
Gambar III.1 Flowchart Penelitian START
Studi Literatur
Studi Perangkat Lunak Moldflow Plastic Insight 5.0
Karakterisasi Feedstock: FTIR, TGA, DSC
Analisis Data Karakterisasi dan Inventarisasi Data Simulasi : - Data Material
- Data Controller - Data Mesin
Simulasi Moldflow : - Pemodelan CAD
- Import dan meshing
- Desain cavity, gating system, dan cooling system - Pendefinisian material, controller setting, mesin,
dan coolant - Analisis
Input Basis Data pada Moldflow : - Data Material
- Data Controller - Data Mesin
Interpretasi dan Analisis Hasil
III.2 Karakterisasi Material
Parameter yang paling penting untuk simulasi injection molding adalah sifat-sifat material. Karena Moldflow merupakan perangkat lunak simulasi plastic injection molding maka data material yang tersedia dalam basis data Moldflow adalah data plastik. Untuk dapat melakukan analisis dan injection molding Fe-2%Ni dengan Moldflow maka feedstock Fe-2%Ni tersebut harus dikarakterisasi terlebih dulu untuk mendapatkan berbagai parameter yang diperlukan. Karena keterbatasan peralatan pengujian, sifat-sifat feedstock dalam penelitian ini didekati secara matematis. Pengujian yang dilakukan adalah FTIR (Fourier Transform Infrared Spectroscopy), TGA (Thermogravimetry Analysis), dan DSC (Diffrential Scanning Calorimetry) untuk mengetahui jenis dan komposisi binder. Selanjutnya, sifat-sifat feedstock didekati secara matematis dari komposisi dan sifat individual elemen penyusun binder.
III.2.1 Analisis Termal
Sifat termal yang diperlukan antara lain: a. Temperatur dekomposisi binder
Temperatur dekomposisi binder berguna untuk menentukan temperatur debinding. Campuran binder sebisa mungkin masih memperlihatkan sifat masing-masing komponen penyusunnya. Hal ini bertujuan agar proses debinding dapat dilakukan dengan pemanasan bertingkat (progressive heating). Temperatur dekomposisi dapat diketahui dengan TGA (Thermogravimetry Analysis).
b. Temperatur leleh
Temperatur leleh berguna untuk menentukan temperatur injeksi yang sesuai. Pada akhir pemanasan, yaitu tepat pada nozel mesin injeksi, feedstock harus dalam keadaan meleleh. Umumnya, injeksi dilakukan sekitar 10oC di atas temperatur leleh. Temperatur injeksi ini tidak boleh di atas temperatur dekomposisi binder. Temperatur leleh dapat diuji dengan DSC (Diffrential Scanning Calorimetry).
c. Temperatur transisi
Temperatur transisi disebut juga dengan no-flow temperature, yaitu temperatur dimana polimer tepat mulai memperlihatkan sifat alir. Sifat ini berhubungan erat
dengan sifat viskositas feedstock. Temperatur transisi juga dapat diketahui dengan DSC (Diffrential Scanning Calorimetry).
d. Specific heat, Cp
Specific heat dapat bervariasi sebagai fungsi temperatur. Sifat ini juga bisa diukur dengan DSC.
e. Konduktifitas termal
Konduktifitas termal feedstock selama proses injection molding juga berubah seiring dengan perubahan temperatur feedstock. Jika karakteristik tersebut tidak diketahui maka dapat didekati dengan harga konduktifitas termal pada temperatur injeksi.
III.2.2 FTIR
FTIR (Fourier Transform Infrared Spectroscopy) digunakan untuk mengkarakterisasi jenis binder yang ada di dalam feedstock. FTIR dapat memberikan informasi gugus polimer yang ada di dalam sampel. Karena binder tersusun oleh beberapa jenis polimer maka spektrum FTIR yang diperoleh merupakan gabungan dari spektrum gugus yang dimiliki oleh polimer penyusunnya. Hal ini menyebabkan pengambilan kesimpulan mengenai jenis dan komposisi binder menjadi sulit dilakukan dan masih harus digabungkan dengan teknik karakterisasi lainnya.
III.2.3 Penentuan Jenis dan Komposisi Binder
Untuk menentukan jenis dan komposisi penyusun binder diperlukan beberapa teknik karakterisasi yang masing-masing memberikan informasi tertentu yang kemudian digabungkan secara simultan untuk dijadikan dasar pengambilan kesimpulan mengenai jenis dan komposisi binder.
Dalam penelitian ini, jenis polimer penyusun binder ditentukan dengan menggabungkan informasi dari literatur, thermal analysis (TGA dan DSC), dan FTIR. Setiap jenis polimer yang umum digunakan sebagai binder diperiksa kecocokan temperatur transisi, temperatur leleh, temperatur dekomposisi, dan keterlihatan peak pada spektrum FTIR yang mewakili gugus kimia yang dimiliki oleh setiap jenis polimer tersebut. Komposisi ditentukan dengan memperhatikan
pengurangan berat yang terjadi pada tiap-tiap dekomposisi pada hasil pengujian TGA. Jika jenis polimer diketahui maka fraksi volume binder dapat diketahui dari fraksi berat yang diperoleh dari TGA.
III.2.4 Metoda Pendekatan Sifat Campuran Binder - Serbuk Logam
Dalam hal sifat feedstock tidak tersedia dan sulit untuk melakukan pengujian, maka dapat dilakukan pendekatan secara matematis. Metode ini mendekati sifat campuran dengan memperhitungkan sifat padatan dan lelehan binder. Ada beberapa persamaan penting yang diperlukan untuk pendekatan matematis tersebut, yaitu :
a. Rules of Mixture
Menurut rules of mixture, sifat campuran serbuk padat dengan binder ditentukan oleh sifat padatan, sifat lelehan binder, dan besarnya fraksi volume serbuk terhadap binder (solid loading). Persamaan rules of mixture adalah sebagai berikut [6]:
Ym= Yb+Φ (Yp– Yb)
dimana : Ym = sifat campuran Yb = sifat murni binder Yp = sifat murni padatan Φ = solid loading.
Persamaan tersebut dapat diterapkan untuk koefisien ekspansi termal, temperatur transisi, konduktifitas termal dan kapasitas panas (heat capacity).
b. Logarithmic Additivity Rule
Untuk temperatur dan laju regangan konstan, viskositas binder yang terdiri dari beberapa campuran dapat didekati dengan logarithmic additivity rule [6] sebagai berikut :
( )
( )
i n i i b W η η ln ln 1¦
= = ,Wi = fraksi berat elemen binder n = jumlah elemen penyusun binder ηb = viskositas binder.
c. Viskositas Relatif Suspensi
Viskositas lelehan feedstock meningkat seiring dengan bertambahnya fraksi volume serbuk logam. Perbandingan antara viskositas binder murni dan viskositas campuran binder–serbuk logam disebut dengan viskositas relatif (relative viscosity). Teori mengenai pengaruh kandungan serbuk dalam binder ini sempat beberapa kali mengalami perkembangan, dimulai oleh Einstein [6,11] pada tahun 1906 dan yang terakhir membuktikan secara eksperimental adalah Krieger dan Dougherty [11] pada tahun 1959. Akan tetapi, semua teori tersebut sependapat bahwa parameter yang paling berpengaruh dalam hal ini adalah fraksi volume serbuk logam (solid loading). Persamaan Krieger dan Dougherty tersebut adalah sebagai berikut [11]:
(
)
2,5 1− − = CV o η η ,dimana η : viskositas suspensi η0 : viskositas binder
C : konstanta 1,35 < C < 1,91
V : solid loading (dalam terminologi German dilambangkan denganΦ.
III.3 Simulasi
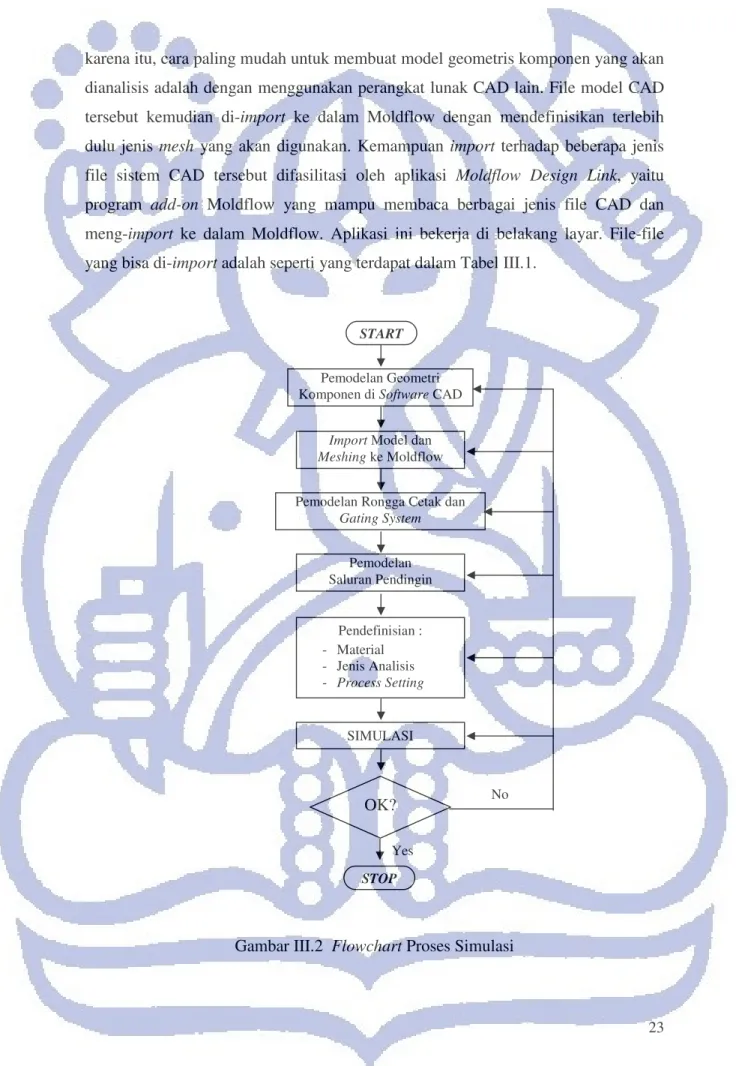
Proses simulasi dengan perangkat lunak simulasi injection molding dapat dijelaskan sebagaimana flowchart pada Gambar III.2. Sedangkan detail pelaksanaan simulasi adalah sebagai berikut:
III.4.1 Pemodelan Geometri Komponen
Moldflow Plastic Insight merupakan perangkat lunak analisis injection molding yang tidak dilengkapi dengan fasilitas pembangunan model geometris. Oleh
karena itu, cara paling mudah untuk membuat model geometris komponen yang akan dianalisis adalah dengan menggunakan perangkat lunak CAD lain. File model CAD tersebut kemudian di-import ke dalam Moldflow dengan mendefinisikan terlebih dulu jenis mesh yang akan digunakan. Kemampuan import terhadap beberapa jenis file sistem CAD tersebut difasilitasi oleh aplikasi Moldflow Design Link, yaitu program add-on Moldflow yang mampu membaca berbagai jenis file CAD dan meng-import ke dalam Moldflow. Aplikasi ini bekerja di belakang layar. File-file yang bisa di-import adalah seperti yang terdapat dalam Tabel III.1.
Gambar III.2 Flowchart Proses Simulasi START
Pemodelan Geometri Komponen di Software CAD
Import Model dan Meshing ke Moldflow
Pemodelan Rongga Cetak dan Gating System Pemodelan Saluran Pendingin Pendefinisian : - Material - Jenis Analisis - Process Setting SIMULASI OK? STOP Yes No
Tabel III.1 Jenis File yang Dapat Di-import ke Moldflow [10]
Format File suffix Description
Catia V5 catpart CATIA V5 part file, versi 6 to 13-SP5
Pro/ENGINEER® prt Pro/ENGINEER part file, semua versi hingga Wildfire2 SolidWorks 2004 sldpart SolidWorks 2004 native file format
Parasolid x_t,xmt,xmt_txt
Parasolid Transmit File Format (ASCII), versi 16.0 atau sebelumnya
Parasolid x_b,xmb
Parasolid Transmit File Format (binary), versi 16.0 atau sebelumnya
STEP stp,step
STEP AP203 dan AP214 Class II, class III, class IV, class V entities dan class VI entities dan assemblies
III.4.2 Import Model dan Meshing
Model dibuat dalam salah satu tipe file dari file yang dapat di-import oleh Moldflow (Tabel III.1) kemudian di-import ke dalam Moldflow. Pada waktu meng-import file model tersebut didefinisikan jenis meshing yang akan digunakan dalam analisis elemen hingga. Dari ketiga jenis meshing yang dijelaskan pada Bab II, jenis fusion mesh paling baik digunakan karena cukup mewakili model secara keseluruhan dan memberikan output paling lengkap (Tabel II.1). Penggunaan fusion mesh akan menghasilkan jumlah elemen yang tidak terlalu besar sehingga simulasi dapat dijalankan dengan ringan.
Gambar III.3 Fusion Element Aspect Ratio [10]
Setelah model di-import ke dalam Moldflow dan sudah berbentuk elemen-elemen mesh kemudian model dimanipulasi dengan penggandaan (copy), rotasi, atau pemindahan (move) sehingga diperoleh sejumlah rongga cetak yang diinginkan dengan letak sesuai dengan yang direncanakan. Pengecekan terhadap keberhasilan meshing perlu dilakukan untuk memperbaiki aspect ratio keseluruhan elemen, memeriksa adanya elemen yang overlap, dan menggabungkan nodal-nodal yang berdekatan tapi belum terdefinisikan sebagai elemen yang berhubungan. Pemeriksaan ini harus dilakukan karena jika ada satu saja elemen yang tidak
berhubungan dengan elemen lain di dekatnya maka dapat menyebabkan simulasi tidak dapat berjalan. Pada fusion mesh, aspect ratio adalah perbandingan antara tinggi terkecil dan panjang sisi terpanjang segitiga (h/w pada Gambar II.3).
III.4.3 Pemodelan Gating System dan Cooling Circuit
Gating system terdiri dari sprue, runner, dan gate. Dalam Moldflow, gating system dimodelkan dengan elemen beam (elemen garis). Setiap elemen dapat didefinisikan bentuk dan ukuran penampangnya. Jika pada satu cetakan terdapat banyak rongga cetak (multicavity) maka aliran ke semua rongga cetak harus dibuat seimbang. Keseimbangan ini bisa diperoleh dengan mengatur ukuran penampang runner dan gate ke setiap rongga cetak.
Jika diinginkan simulasi pembekuan, maka pemodelan saluran pendingin (cooling circuit) mutlak diperlukan. Hal yang harus didefinisikan antara lain lintasan saluran, penampang saluran, jenis cairan pendingin, titik letak cairan memasuki saluran, temperatur awal cairan, dan debit aliran. Basis data sifat cairan juga perlu dicek sesuai dengan cairan pendingin yang digunakan.
III.4.4 Input Simulasi
Untuk melakukan simulasi injection molding, diperlukan berbagai macam data input. Akurasi data input sangat mempengaruhi hasil simulasi yang dijalankan. Input data tersebut tersimpan dalam berbagai basis data. Data yang harus disediakan antara lain :
a. Basis data material : - data sifat termal, - data sifat rheologis,
- data sifat hubungan tekanan-volume-temperatur (PVT properties), - data sifat mekanis,
- data penyusutan, dan - data material filler. b. Basis data mesin
- data hydraulic unit,dan - data clamping unit. c. Basis data controller
Basis data controller mendefinisikan parameter-parameter proses selama proses injection molding berlangsung seperti filling control, velocity/pressure switchover, pack/holding control, mold temperature control, ejection criteria, dan durasi pembukaan cetakan antar siklus injeksi.
d. Data-data lain
Untuk analisis pendinginan data cairan pendingin juga diperlukan. Pendefinisian data meshing juga seringkali diperlukan, misalnya data yang menerangkan bentuk dan ukuran runner, sprue, atau gate.
III.4.5 Simulasi
Setelah semua data dan pengaturan yang diperlukan selesai maka simulasi dapat dijalankan. Jenis simulasi harus ditentukan terlebih dulu, misalnya Fill, Flow+Packing, Cooling, Design of Experiment, dan sebagainya. Moldflow akan mengecek semua hal yang diperlukan untuk setiap jenis simulasi. Lama simulasi tergantung pada kemampuan hardware, jenis meshing, dan jumlah elemen. Hasil simulasi perlu diteliti ulang, jika ada peringatan error (warning massage) maka harus dicek apakah error tersebut bisa dibiarkan atau tidak. Jika termasuk error yang fatal maka harus dilakukan perbaikan. Penyebab error tersebut mungkin pada kesalahan data input basis data, kesalahan desain, dan bisa juga pada kerusakan meshing elemen.
![Tabel III.1 Jenis File yang Dapat Di-import ke Moldflow [10]](https://thumb-ap.123doks.com/thumbv2/123dok/4561330.3317299/7.918.103.823.68.1158/tabel-iii-jenis-file-import-moldflow.webp)
