Tugas Akhir, Fakultas Teknik Universitas Mercubuana BAB II LANDASAN TEORI
Dalam analisa dan pemecahan masalah secara sistematis dan teratur perlu adanya dasar teori yang tepat yang dapat dijadikan patokan dalam pembahasan kasus. Oleh karena itu metode studi kepustakaan perlu dilakukan.
Landasan – landasan teori yang menyangkut diantaranya : 1. Pengukuran waktu kerja
2. Langkah – langkah sebelum melakukan pengukuran 3. Melakukan pengkuran waktu kerja dengan jam henti 4. Tingkat ketelitian dan tingkat keyakinan
5. Faktor penyesuaiyan 6. Faktor kelonggaran kerja
2.1 Pengukuran Waktu Kerja
Pengukuran waktu kerja adalah ”suatu aktivitas untuk menentukan waktu yang dibutuhkan oleh seorang operator ( yang memiliki skill rata – rata dan terlatih ) dalam melaksanakan kegiatan kerja dalam kondisi dan tempo kerja
Tugas Akhir, Fakultas Teknik Universitas Mercubuana
yang normal”. Pada dasarnya teknik pengukuran waktu kerja ini dibagi atas dua dasar, yaitu :
Sumber : Hari purnomo, pengantar teknik industri, Graha ilmu cetakan kedua 2004, hal 42
1. Teknik pengukuran secara langsung
2. Teknik pengukuran kerja secara tidak langsung
2.1.1 Teknik Pengukuran Secara Langsung
Teknik pengukuran ini adalah teknik pengukuran dengan pengamatan secara langsung terhadap pekerja ( benda kerja ). Teknik ini didalam pelaksanaan pengamatannya menggunakan lembaran pengamatan dan jam henti ( Stop Watch )
Sumber : Hari purnomo, pengantar teknik industri, Graha ilmu cetakan kedua 2004, hal 42
2.1.2 Teknik Pengukuran Secara Tidak Langsung
Untuk pengukuran ini dilakukan secara tidak langsung, yaitu cukup dengan membaca tabel yang tersedia atau melalui data waktu bergerak. pengukuran waktu ini digunakan untuk :
1. Penentuan jadwal planning kerja
2. Penentuan standar pembayaran atau persiapan angaran 3. Memperkirakan harga produksi sebelum dijalankan
Tugas Akhir, Fakultas Teknik Universitas Mercubuana
4. Menentukan keberhasilan guna mesin, jumlah mesin yang dibutuhkan dalam oprasi kerja
5. Menentukan waktu baku yang digunakan sebagai dasar pembayaran upah perangasangan untuk buruh
Dengan cara – cara ini , waktu penyelesaiyan suatu perkerjaan untuk suatu sistem kerja dapat ditentukan.
2.2 Langkah – Langkah sebelum Pengukuran
Untuk mendapatkan hasil yang baik dan dapat dipertanggung jawabkan maka tidaklah cukup melakukan beberapa kali pengukuran dengan mengunakan jam henti. Banyak faktor yang harus diperhatikan agar diperoleh waktu yang pas untuk pekerjaan bersangkutan, seperti yang berhubungan dengan kondisi kerja, cara pengukuran dan lain – lain.
Dibawah ini adalah sebagian langkah – langkah yang perlu diikuti agar tujuan penghitungan didapatkan, yaitu ;
1. Penetapan tujuan pengkuran 2. Melakukan penelitian pendahuluan 3. Memilih operator
4. Melatih operator
5. Mengurai pekerjaan atas elemen pekerjaan 6. Menyiapkan alat pengukuran
Tugas Akhir, Fakultas Teknik Universitas Mercubuana
Sumber : Hari purnomo, pengantar teknik industri, Graha ilmu cetakan kedua 2004, hal 42
2.2.1 Penetapan Tujuan Pengukuran
Sebagai contoh jika waktu yang diperbolehkan dimaksudkan untuk dapat dipakai sebagai upah perangsang, maka ketelitian dan keyakinan tentang hasil pengukuran haruslah tinggi karena menyangkut prestasi dan pendapatkan buruh disamping keuntungan bagi perusahaan itu sendiri. Tetapi jika pengukuran dimaksudkan untuk memperkirakan secara kasar, kapan pemesanan dan pengambilan pesanan, maka ketelitian dan tingkat keyakinan tidak perlu terlalu besar.
2.2.2 Melakukan Penelitian Pendahuluan
Disini diperlukan kerja sama antar operator yang akan dihitung waktu kerjanya dengan penulis yang akan melakukan penghitungan. Hal ini dimaksutkan agar operator tidak melakukan hal yang dapat membuat penelitian tidak maksimal. Dalam proses perhitungan tentu memiliki tingkat ketelitian yang berbeda beda sehingga perlunya dibuat batas toleransi dan ketelitian dalam proses penghitungan waktu tersebut.
2.2.3 Memilih Operator
Operator yang akan diukur bukanlah orang yang begitu saja diambil dari pabrik atau dari line produksi. Orang tersebut harus memenuhi beberapa
Tugas Akhir, Fakultas Teknik Universitas Mercubuana
persyaratan tertentu agar pengukuran dapat berjalan dengan baik, dan dapat diandalakan hasilnya. Syarat – syarat tersebut adalah kemampuan normal dari operator dan dapat diajak bekerja sama. Orang yang dicari bukanlah orang yang berkemampuan tinggi ataupun rendah, karena pekerja tersebut merupakan sebagian dari para pekerja diabrik tersebut, dan dibutuhkannya untuk pekerjaan normal, yang artinya merupakan orang – orang yang mempunyai kemampuan rata – rata.
2.2.4 Melatih Operator
Sebelum dilakukan pengukuran, operator mesti terbiasa dengan kondisi dan cara kerja yang sudah ditetapkan. Karena sangat penting dalam pengukuran mengingat yang dicari adalah waktu penyelesaiyan secara wajar dan bukan waktu penyelesaiyan dari operator yang bekerja kaku dan melakukan banyak kesalahan
2.2.5 Menguraikan Pekerjaan Atas Elemen Pekerjaan
Pekerjaan disini akan dipecahkan menjadi beberapa gerakan kerja yang disebut juga elemen kerja. Dari element kerja inilah pengukuran dilakukan. Dan waktu penyelesaiyan suatu proses elemen kerja atau waktu siklusnya dari tahap pekerjaan pertama sampai tahap pekerjaan terakhir selesai.
Tugas Akhir, Fakultas Teknik Universitas Mercubuana 2.2.6 Menyiapkan Alat Pengukuran
Penelitian bisa dilakukan setelah kelima langkah diatas dijalankan dengan baik. penelitian disini dengan menyiapkan alat – alat yang perlu dilakukan untuk mengukur antara lain :
1. Jam henti ( Stopwatch )
2. Lembaran – lembaran pengamatan 3. Pena dan Pensil
4. Papan Pengamatan
2.3 Melakukan Pengukuran Waktu Kerja Dengan Jam Henti
Pengukuran waktu adalah pekerjaan mengamati dan mencatat waktu kerja dengan baik untuk setiap elemen maupun siklus dengan mengunakan alat – alat yang telah disiapkan. Bila operator telah siap didepan mesin atau ditempat dia berdiri mengamati dan mencatat. Umunya posisi agak menyamping dibelakang operator sejauh +/- 1,5 meter dan merupakan tempat kerja yang baik, berikut adalah beberapa tahap untuk pengukuran waktu kerja henti, yaitu :
1. Pengukuran Pendahuluan 2. Menguji keseragaman data
3. Menghitung jumlah pengukuran yang diperlukan
Sumber : Sutalaksana, teknik tata cara kerja, labotarium tata cara kerja dan ergonomi departemen teknik ITB, cetakan ketiga 1982, hal 125
Tugas Akhir, Fakultas Teknik Universitas Mercubuana 2.3.1 Pengukuran Pendahuluan
Adapun tujuan melakukan pengukuran pendahuluan ialah untuk mengetahui berapa kali pengukuran harus dilakukan. Diperlukan beberapa tahap pengukuran pendahuluan yaitu dengan melakukan beberapa kali pengukuran ulang yang banyaknya ditentukan oleh pengukur. Biasanya 10 kali atau lebih.
2.3.2 Pengujian Keseragaman
Setelah pengukuran tahap pertama selesai diikuti dengan menguji keseragaman data dan menghitung jumlah pengukuran yang diperlukan kecukupanya.
Proses pengukuran dilakukan dengan langkah – langkah sebagai berikut :
1. Kelompok hasil pengukuran tersebut kedalam subgrup – subgrup yang masing – masing berisi sejumlah hasil pengukuran yang diperoleh secara berturut – turut, dan hitung harga rata – ratanya
2. Hitung harga rata – rata dengan harga rata – rata subgrup dengan
X = xi / k
Dimana : Xi = Jumlah rata – rata subgrup
K = Banyaknya subgrup yang terbentuk
Sumber : Sutalaksana, teknik tata cara kerja, labotarium tata cara kerja dan ergonomi departemen teknik ITB, cetakan ketiga 1982, hal 125
Tugas Akhir, Fakultas Teknik Universitas Mercubuana
Setelah dilakukan perhitungan diatas maka dilakukan dengan menghitungan batas atas dan batas bawah. Seperti perhitungan dibawah ini.
Pengukuran kerja dengan waktu henti
Batas Kontrol Atas ( BKA ) = X + Z x Batas Kontrol bawah ( BKB ) = X - Z x Pengukuran dengan Kerja Sampling
Batas Kontrol Atas ( BKA ) = P + Z x Batas Kontrol bawah ( BKB ) = P - Z x
Sumber : Sutalaksana, teknik tata cara kerja, labotarium tata cara kerja dan ergonomi departemen teknik ITB, cetakan ketiga 1982, hal 140
Seluruh subgrup harus berada pada BKA dan BB, data dikatakan seragam Z = koefesien distribusi normal sesuai dengan tingkat keyakinan. Tk. Keyakinan 90% - Z = 1.65
Tk. Keyakinan 95% - Z = 1.65 ~ 2 Tk. Keyakinan 99% - Z = 2.58 ~ 3
Tugas Akhir, Fakultas Teknik Universitas Mercubuana
2.3.3 Menghitung Jumlah Pengukuran Yang Diperlukan
Dalam proses perhitungan untuk menentukan apakah perhitungan tersebut sudah cukup atau perlu dilakukan perhitungan ulang dapat mengunakan perhitungan seperti dibawah ini
Dengan :
s = Tingkat ketelitian ( % )
N’ = Jumlah pengamatan teoritis yang dibutuhkan N = Jumlah aktual yang dilakukan
Xj = Data pengamatan ( hasil pengukuran )
Jika dengan jumlah pengukuran teoritis yang diperlukan teryata masih lebih besar dari pada jumlah pengukuran yang telah dilakukan (N’>N ) maka pengukuran tahap kedua harus dilakukan. Pada setiap tahap kedua. Dan hal
tersebut dapat diterima pada saat
Sumber : Sutalaksana, teknik tata cara kerja, labotarium tata cara kerja dan ergonomi departemen teknik ITB, cetakan ketiga 1982, hal 125
Tugas Akhir, Fakultas Teknik Universitas Mercubuana 2.4 Tingkat Ketelitian dan Tingkat Keyakinan
Tujuan melakukan pengukuran adalah waktu yang sebenarnya yang dibutuhkan untuk menyelesaikan suatu pekerjaan. Karena waktu penyelesaiyan belum diketahui sebelumnya. Maka harus diadakan pengukuran ideal yang dilakukan pengukuran yang banyak. karena keterbatasan waktu, tenaga dan tentunya biaya sebaiknya dilakukan beberapa kali pengukuran saja tetapi hasilnya sangat kasar, sehingga yang sangat diperlukan adalah jumlah yang tidak menbebankan waktu , tenaga , biaya yang besar tetapi hasilnya dapat dipercaya.
2.5 Menghitung Waktu Baku
Langkah selanjutnya adalah mengelolah data tersebut sehingga dihasilkan perhitungan watuk baku. Cara mendapatkan waktu baku dari data yang dikumpulkan adalah sebagai berikut :
Wb = Wn + ( Wn x i ) = Wn x ( 1 + i )
Dimana i = faktor kelongaran atau allowane yang diberikan kepada pekerja untuk menyelesaikan pekerjaanya disamping waktu normal
2.6 Faktor Penyesuaiyan
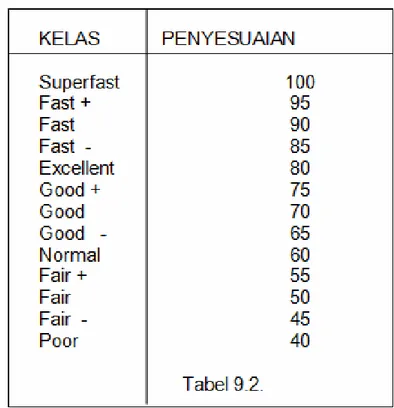
Dalam melakukan penelitian penulis mengunakan metode Schummard dalam menentukan faktor penyesuaiyan. Yang menjadi patokan dalam melakukan cara Schummard adalah kelas performance kerja, yang dimana yaitu dimana tiap
Tugas Akhir, Fakultas Teknik Universitas Mercubuana
kelasnya mempunyai kelas tersendiri. Sedangkan pengukuruan sendiri disini diberikan patokan kedalam penilai performance kerja menurut kelas – kelas Superfast, Fast+ , Fast, Fast- , Excellent dan seterusnya, jika seorang operator bekerja dengan waktu normal maka nilai yang diberikan adalah 60, dan bila performance seseorang operator dinilai Excellent atau sempurna maka dia akan mendapatkan nilai 80 oleh karena itu dapat ijadikan. Faktor penyesuaiyan adalah:
Tabel 2.1 Faktor Penyesuaiyan Menurut Cara Shummard
Sumber : Sutalaksana, teknik tata cara kerja, labotarium tata cara kerja dan ergonomi departemen teknik ITB, cetakan ketiga 1982, hal 156
Tugas Akhir, Fakultas Teknik Universitas Mercubuana 2.7 Fator Kelonggaran Kerja
Perlu diperhatikan masalah kelonggaran ( allowance ) yang dibutuhkan oleh seseorang pekerja atas waktu normal yang telah didapatkan. Hal ini dilakukan setelah data yang didapatkan seragam dan jumlah pengukuran, penyesuaiyan atau kewajaran kerja sudah cukup.
Kelonggaran diberikan untuk tiga hal, yaitu : 1. Kelongaran untuk menghilangkan rasa fatique 2. Kelongaran untuk kebutuhan pribadi
3. Kelongaran untuk hambatan – hambatan yang tidak terhindarkan
2.7.1 Kelonggaran untuk menghilangkan rasa Fatique.
Besarnya nilai kelonggaran dapat diberikan kepada pekerja untuk menghilangkan rasa lelah. Rasa Fatique ditandai dari penurunan hasil produksi baik kuantitas maupun kualitas, akan tetapi permasalahan adalah kesulitan untuk menentukan saat –saat dimana menurunya hasil produksi disebapkan oleh timbulnya rasa Fatique, karena masih banyak kemungkinan kemungkinan lain yang dapat menjadi penyebapnya.
Sumber : Sutalaksana, teknik tata cara kerja, labotarium tata cara kerja dan ergonomi departemen teknik ITB, cetakan ketiga 1982, hal 163
Tugas Akhir, Fakultas Teknik Universitas Mercubuana 2.7.2 kelonggaran Untuk Kebutuhan Pribadi
Hal – hal yang dilakukan pekerja yang merupakan kebutuhan pribadi seperti minum air untuk menghilangkan rasa haus, ke kamar kecil, ataupun berbincang – bincang dengan teman kerja untuk menghilangkan ketegangan ataupun kejenuhan selama bekerja. Besarnya kelonggaran yang diberikan untuk kebutuhan pribadi berbeda – beda dari satu pekerjaan ke pekerjaan lainya, karena setiap pekerjaan mempunyai karakteristik sendiri – sendiri dengan tututan yang berbeda – beda. Berdasarkan penelitian teryata besarnya kelonggaran ini dibagi pekerja pada kondisi kerja normal pria memerlukan 2 – 2,5 dan wanita 5% ( persentase ini adalah dari waktu normal )
2.7.3 Kelonggaran Untuk Hambatan – hambatan tak terhindarkan Operator sewaktu melakukan pekerjaan, tidak akan lepas dari berbagai hambatan, hambatan disini ada yang sifatnya dapat terhindarkan seperti mengobrol yang berlebihan dan mengaggur dengan sengaja, ada pula hambatan yang siafatnya tidak dapat dihindarkan karena berada diluar kekuasaan pekerja utuk mengendalikannya.
Hambatan yang disebutkan diatas itu merupakan hal – hal yang secara nyata terjadi oleh seorang ekerja didalam menyelesaikan tugas – tugasnya, dan selama pengukuran tidak diamati, diukur, dicatat ataupun dihitung.
Tugas Akhir, Fakultas Teknik Universitas Mercubuana 2.8 Perhitungan Faktor kelonggaran kerja
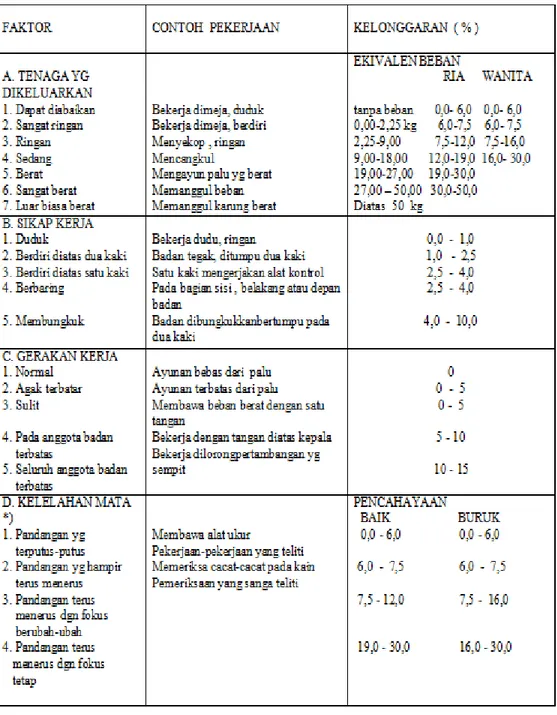
Langkah pertama adalah menentukan besarnya kelonggaran untuk ketiga hal diatas yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique dan hambatan yang tak terhindarkan, untuk hambaran yang tidak terhindarkan diperoleh melalui pengukuran khusus seperti sampling pekerjaan.
Misalnya suatu pekerjaan yang sangat ringan yang dilakukan sambil duduk dengan gerakan – gerakan yang terbatas, membutuhkan pengawasan mata terus – menurus dengan pencahayaan yang kurang memadai, temparatur dan kelembapan ruang normal, sirkulasi udara bai dan tidak bising.
Dari tabel didapatkan presentase untuk kebutuhan pribadi dan untuk rasa fatique sebagai berikut :
( 7 + 0 + 3 + 5 + 2.5 + 0 + 2 ) % = 19.5%
Untuk hambatan yang tidak terhindarkan seperti pengukuran sampling pekerjaan jika didapatkan adalah 10% maka total kelonggaran yang mesti diberikan yaitu ( 19.5 + 10 ) = 29.5%
Tugas Akhir, Fakultas Teknik Universitas Mercubuana
Tugas Akhir, Fakultas Teknik Universitas Mercubuana
Sumber : Sutalaksana, teknik tata cara kerja, labotarium tata cara kerja dan ergonomi departemen teknik ITB, cetakan ketiga 1982, hal 160
Tugas Akhir, Fakultas Teknik Universitas Mercubuana 2.9 Proses Direct Supply
Proses direct supply adalah proses pengiriman barang dari area setting ke area assembling. Dalam proses ini digunakan alat bantu yaitu :
1. Dolly 2. Towing
2.9.1 Dolly
Dolly adalah alat bantu yang digunakan dalam proses pengiriman dimana disana barang di tata dan diletakan agar barang nantinya dapat digunakan dengan mudah oleh assembling dan juga melindungi barang yang dikirim agar tidak rusak dalam proses pengirimanannya.
Gambar 2.1 Dolly supply battre 2.9.2 Towing
Towing adalah alat bantu yang digunakan oleh operator yang berfungsi menarik dolly tersebut agar sampai ke jalur produksi. Dalam operasionalnya terdapat dua jenis towing yaitu towing bensin dan juga towing listrik. Perbedaan
Tugas Akhir, Fakultas Teknik Universitas Mercubuana
yang nyata dalam pengunaan kedua towing tersebut dalah kecepatan dan juga beban yang dapat ditarik maksimal oleh towing tersebut.
Gambar 2.2 Towing Bensin
Tugas Akhir, Fakultas Teknik Universitas Mercubuana 2.10 Menghitung Kecukupan Waktu Supply
Dalam proses menghitung kecukupan waktu suppply towing digunakan metode perbandingan waktu yaitu waktu yang diizinkan dengan waktu aktual yang dapat dilakukan oleh towing tersebut. Disini proses penghitungan waktu yang diizinkan dirumuskan sebagai berikut
Waktu yang di izinkan = Minimum part x take time
Minimum part disini adalah jumlah banyaknya barang yang berjenis sama dalam satu proses pengiriman. Dalam proses sebenarnya di jalur assembling towing tersebut tidak hanya membawa 1 barang saja. Dalam proses yang sebenarnya bisa membawa lebih dari tiga dolly , sehingga proses penghitungan tetap mengunakan minimum stock dari ketiga dolly yang ditarik.
Setelah didapatkan waktu yang diizinkan tinggal melakukan perhitungan waktu yang sebenarnya. Waktu sebenarnya dalam proses direct supply didapatkan dari perhitungan waktu yang dilakukan langsung terhadap pekerja tersebut.
Sehingga didapatkan rumus untuk menghitung Kecukupan Waktu Supply ( KWS) adalah :
Tugas Akhir, Fakultas Teknik Universitas Mercubuana
Hasil dari perhitungan yang akan didapatkan adalah waktu kecukupan dalam proses pengiriman. Jika waktu yang dihasilkan positif maka dapat dipastikan proses pengiriman barang tidak akan terjadi masalah. Tetapi jika didapatkan hasil waktu minus maka dipastikan akan bermasalah dan berpotensi terganggunya jalur produksi.