OPTIMASI WAKTU PELAKSANAAN COAL HANDLING SYSTEM DI PLTU CILACAP DENGAN MENGGUNAKAN LEAN SIX SIGMA ABSTRAK
Bebas
71
0
0
Teks penuh
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
(11)
(12)
(13)
(14)
(15)
(16)
(17)
(18)
(19)
(20)
(21)
(22)
(23)
(24)
(25)
(26)
(27)
(29)
(31)
(32)
(33)
(34)
(35)
(36)(37)
(38)
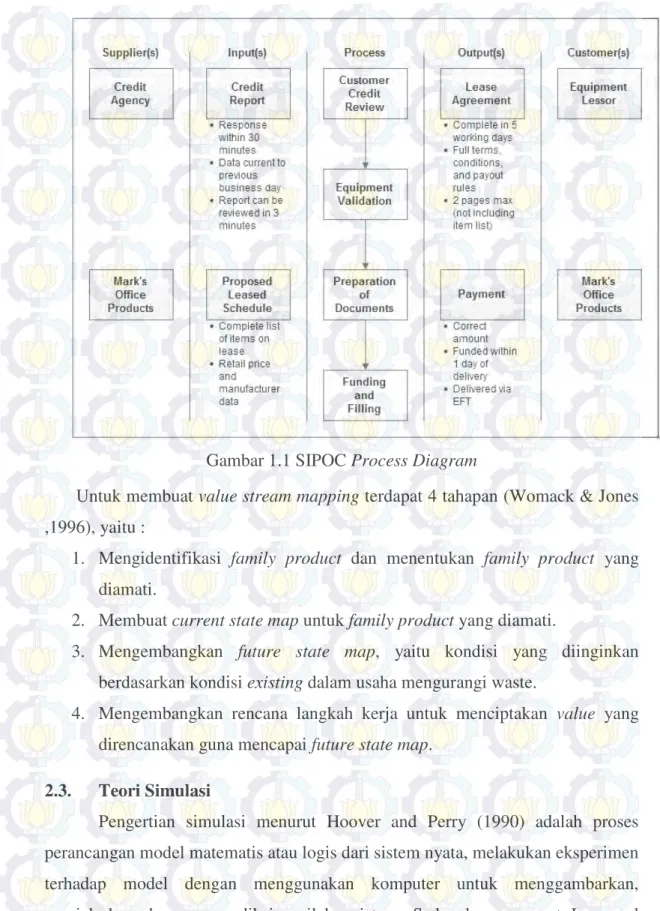
Gambar
+7
Dokumen terkait
Bununla beraber, akıl çizgisi bu kadar bariz ve düz olan bir insanın kalp çizgisi de kuvvetli ve derin ise, bu, o insanın pek o kadar merhametsiz olmadığını ve hislerini
Dalam Tugas Akhir ini yang akan kita kaji adalah optimasi geometri rotating disk (dengan variabel radius dan ketebalan yang akan divariasikan) untuk
Pemusnahan dokumen asli Level 1 s/d 4, yang telah status kadaluarsa atau dinyatakan kadaluarsa, dilakukan oleh Wakil Manajemen LPM dengan persetujuan Ketua LPM. Setiap
Padahal cara yang efektif untuk membatasi kelahiran dengan penggunaan Metode Kontrasepsi Jangka Panjang (MKJP) seperti implan, Intra Uterine Device dan Metode Operasi Penelitian
Namun, makna yang sebenarnya atau maksud yang dituju oleh hadits – hadits tersebut tidaklah bertentangan, karena satu dengan yang lainnya dapat dikompromikan atau
Berdasarkan analisis hasil UN di atas dapat disimpulkan seperti berikut. b) Rata-rata nilai UN SMP Provinsi Sumatera Selatan Tahun 2019 dibawah rata- rata UN SMP nasional
[r]
Hal ini tidak masalah jika perangkat IoT hanya 2 atau 3 perangkat namun akan menjadi masalah jika perangkat Io Tada diberbagai tempat seluruh penjuruh dunia.Solusi yang
