i
JOB SHEET
PRAKTEK OTOMASI INDUSTRI
(Proses Milling Dengan PLC)
PENYUSUN
Andi Wawan Indrawan, S.ST.,M.Eng
PROGRAM STUDI TEKNIK LISTRIK
JURUSAN TEKNIK ELEKTRO
POLITEKNIK NEGERI UJUNG PANDANG
ii
LEMBAR IDENTITAS DAN PENGESAHAN
Nama Mata Kuliah : Praktek Otomasi Industri
Kode Mata Kuliah : EL309523
Dosen Penyusun : Andi Wawan Indrawan, S.ST., M.Eng
NIP : 19770306 200212 1 003
Waktu Pelaksanaan : 13 Juni – 30 Oktober 2015
Job sheet ini telah diperiksa dan disetujui untuk digunakan sebagai bahan kuliah bagi
mahasiswa Politeknik Negeri Ujung Pandang
Makassar, 26 Oktober 2015
Menyetujui
Ketua Program Studi Teknik Listrik Penulis,
Hamdani, ST.,M.T Andi Wawan Indrawan, S.ST.,M.Eng
iii
KATA PENGANTAR
Puji syukur kami panjatkan kehadirat Allah SWT yang telah memberikan rahmat serta karunia-Nya kepada kami sehingga kami berhasil menyelesaikan Modul (Proses Milling dengan PLC) Job Sheet Praktek Otomasi Industri ini yang alhamdulillah tepat pada waktunya.
Modul Praktek ini berisikan tentang proses Milling dengan sistem kontrol telah dimodifikasi dengan memanfaatkan perangkat PLC (Programmable Logic Control).
Penulis menyadari bahwa Job sheet ini masih jauh dari sempurna, oleh karena itu kritik dan saran dari semua pihak yang bersifat membangun selalu kami harapkan demi kesempurnaan Job Sheet ini.
Akhir kata, penulis menyampaikan terima kasih kepada pihak panitia penyelenggara dalam hal ini Politeknik Negeri Ujung Pandang, dan kepada P3AI Politeknik Negeri Ujung Pandang. Semoga Allah SWT. Memberi ridha dan manfaat dari semua yang telah dilakukan Amin.
iv
DAFTAR ISI
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... ii
2.2 PLC (Programmable Logic Controller) ... 3
2.2.1. Host Link Communication ... 5
2.2.2. Pemprograman PLC OMRON CPM1A ... 5
2.2.3. Pemrograman Console ... 6
2.3. Sistem Pengontrolan CIMON SCADA ... 9
2.4. Langkah Kerja CIMON SCADA ... 11
III. DAFTAR ALAT DAN BAHAN ... 17
IV. GAMBAR RANGKAIAN KONVENTIONAL ... 19
V. GAMBAR RANGKAIAN DENGAN PLC ... 25
v
DAFTAR TABEL
Tabel 1. Data Troubleshooting ... 31
vi
DAFTAR GAMBAR
Gambar 2. 1 Host Link Communication ... 5
Gambar 2. 2 Communication Adapter ... 5
Gambar 2. 3 Tampilan SYSWIN ... 6
Gambar 2. 4. Consule ... 6
Gambar 2. 5 Letak Tombol Console ... 7
Gambar 2. 6. Sistem SCADA ... 11
Gambar 2. 7. Tampilan aplikasi CIMON ... 12
Gambar 2. 8. Project window dari cimon ... 12
Gambar 2. 9. Penamaan project ... 13
Gambar 2. 10. Setting konfigurasi I/O device ... 13
Gambar 2. 11. Pengisian nama station ... 14
Gambar 2. 12. Setting konfigurasi komunikasi serial ... 14
Gambar 2. 13. Object config ... 15
Gambar 2. 14. CimonX configuration ... 16
Gambar 3. 1. Proses Milling ... 19
Gambar 3. 2. Diagram satu garis page 01 ... 20
Gambar 3. 3. Diagram satu garis page 02 ... 21
Gambar 3. 4. Diagram satu garis page 03 ... 22
Gambar 3. 5 Diagram satu garis page 04 ... 23
Gambar 3. 6 Diagram satu garis page 05 ... 24
Gambar 3. 7. Diagram satu garis Milling berbasis PLC ... 25
Gambar 3. 8. Pengawatan Milling berbasis PLC ... 26
1
TINJAUAN MATA KULIAH
Mata kuliah ini adalah mata kuliah praktek yang difokuskan pada kontrol sistem pada
industri. Praktek Otomasi Industri ini membahas tentang sistem kontrol Tanur,
Airblast, Milling, dan ditambah dengan Pusat Pompa. Pada praktek Otomasi Industri,
terdapat dua sistem kontrol yang dipraktekkan yaitu kontrol industri konvensional dan
kontrol industri lanjut. Untuk kontrol industri konvensional, kontrol Tanur, Airblast
dan Milling, serta Pusat Pompa dirangkai secara konvensional dimana sistem
dikontrol masih secara individu. Sebaliknya pada kontrol industri lanjutan, kontrol
panel dari ketiga sistem tersebut (plant) dirangkai, dirakit dan dioperasikan dengan
menggunakan Programmable Logic Controller (PLC). Pengembangan dari praktek
kali ini adalah sistem dibuat tidak hanya sebatas pada pengoperasian satu plant tetapi
dioperasikan dengan sistim SCADA (Supervisory Control and Data Acquisition),
dimana keempat plant yakni Tanur, Airblast, Milling, dan Pusat Pompa dapat
dikontrol secara individu serta dikontrol dan dimonitoring melalui satu server
Mata kuliah ini merupakan mata kuliah prasyarat untuk mengikuti praktek selanjutnya
pada semester V. Dalam penyajiannya, mata kuliah Praktek Otomasi Industri
berkaitan dengan mata kuliah lain seperti instalasi tenaga, K3, otomasi industri, mesin
2
MODUL MILLING
I. TUJUAN PRAKTEK
Setelah menyelesaikan praktek bengkel listrik ini, mahasiswa mampu:
1. Mengerti suatu perencanaan instalasi proses Milling melalui diagram blok
2. Mengubah diagram kerja menjadi uraian perencaan kerja
3. Menggambar diagram satu garis
4. Membuat ladder diagram kontrol proses Milling
5. Mampu mengoperasikan Programmable Logic Controller (PLC)
6. Mampu menjelaskan prisip kerja SCADA
7. Membuat aplikasi kontrol proses Milling yang terintegrasi dengan sistem
SCADA
8. Membuat sebuah daftar bahan dan peralatan untuk perencanaan instalasi
9. Menemukan kesalahan pada instalasi dan menganalisis serta memperbaiki
kesalahan pada rangkaian instalasi
10.Membuat laporan hasil praktek sesuai waktu yang ditentukan.
II. TEORI DASAR
2.1 Prinsip Kerja Milling
2.1.1 Posisi Normal
Instalasi milling tidak bekerja secara otomatis, oleh karena itu operator
harus mengendalikan sistem ini dari ruang kontrol. Operator harus menghubungkan
dan memutuskan rangkaian kontrol untuk setiap langkah pengoperasian pada
sistem instalasi yang bekerja secara berurutan dan saling mengunci bertujuan untuk
menjamin tidak ada hal-hal yang membahayakan.
Operasi yang berbahaya dilakukan seperti; pada saat ban berjalan M1
tidak beroperasi harus dijamin bahwa M2,M3,M4 dan M5 tidak beroperasi yang
mana akan mengakibatkan menumpuknya material pada satu posisi. Pada proses
seperti ini pengoperasian dari arah aliran material harus berlawanan dengan urutan
kerja dari peralatan(mesin).
Dimana langkah pengoperasian motor-motor adalah sebagai berikut:
3
beroperasi normal sedangkan untuk menghentikan sistem ini M1 tidak boleh di”off”kan sebelum M5;M4;M3 dan M2 berhenti bekerja.
Biasanya pada sistem ini tempat (silo) penampungan material
dilengkapi dengan peralatan kontrol yang mana bertujuan untuk memberikan
informasi bahwa material yang ditampung sudah mencapai batas ketinggian yang
ditentukan. Yang kemudian dengan segera mematikan operasi dari
peralatan-peralatan yang berada dalam berlawanan dari aliran material/komponen yang
bersangkutan
2.1.2 Posisi Perbaikan
Pada posisi ini peralatan atau motor-motor tidak bekerja saling
mengunci yang mana untuk tiap-tiap motor/peralatan dapat dioperasikan secara
tersendiri tanpa mempengaruhi pada peralatan yang lain. Untuk itu perlu adanya
suatu tanda/penandaan yang menyatakan bahwa sistem sedang dalam posisi
perbaikan. Dalam situasi darurat sistem ini harus dapat dihentikan dari suatu tempat
dengan operasi tersendiri.
2.2 PLC (Programmable Logic Controller)
PLC (Programmable Logic Controller) adalah sebuah alat yang digunakan untuk
menggantikan rangkaian sederetan relai yang dijumpai pada sistem kontrol proses
konvensional. PLC bekerja dengan cara mengamati masukan (melalui
sensor-sensor terkait), kemudian melakukan proses dan melakukan tindakan sesuai yang
dibutuhkan, yang berupa menghidupkan atau mematikan keluarannya (logik, 0 atau
1, hidup atau mati). Pengguna membuat program (yang umumnya dinamakan
diagram tangga atau ladder diagram) yang kemudian harus dijalankan oleh PLC
yang bersangkutan. Dengan kata lain, PLC menentukan aksi apa yang harus
dilakukan pada instrumen keluaran berkaitan dengan status suatu ukuran atau
besaran yang diamati.
PLC banyak digunakan pada aplikasi-aplikasi industri, misalnya pada proses
pengepakan, penanganan bahan, perakitan otomatis dan lain sebagainya. Dengan
kata lain, hampir semua aplikasi yang memerlukan kontrol listrik atau elektronik
membutuhkan PLC Dengan demikian, semakin kompleks proses yang harus
4
tersebut (dan sekaligus menggantikan beberapa alat yang diperlukan Untuk dapat
menggunakan PLC,cukup dengan menghubungkan sensor pada bagian input device
PLC dan alat-alat yang dikontrol pada bagian output device PLC.Kemudian
program yag ada dalam PLC akan mempross data dari masukan input device PLC
dan ouputnya akan berkerja sesuai dengan program yang dibuat dan tersimpan di
dalam memory PLC . peralatan input dapat berupa sensor photo-elektrik, push
button dan panel kontrol,limit switch atau peralatan lainnya dimana dapat
menghasilkan suatu sinyal yg dapat diterima PLC . peralatan output dapat berupa
switch yang menggerakan lampu indikator,relai yang menyalakan motor atau
peralatan lain yang dapat digerakan oleh sinyal output dari PLC.
Selain itu PLC juga menggunakan memory yang dapat deprogram untuk
menyimpan instruksi-instruksi yang melaksanakan fungsi-fungsi khusus seperti :
logika,pewaktuan,sekuensial dan aritmetika yang dapat mengendalikan suatu mesin
atau proses melalui modul I/O baik analog maupun digital. PLC basic terdiri dari 3
modul dasar [ input,CPU,output ].Modul input berfungsi untuk menerima sinyal
dari sensor ( saklar, proximity, limit switch dll )menjadi logika 0 atau 1 yang akan
dikirim CPU. CPU berfungsi untuk mengoperasikan logika dari modul input (
AND , OR, NOT dan fungsi – fungsi logika lainnya ) berdasarkan program yang
berada di memory CPU. Hasil operasi logika akan dikeluarkan ke modul output.
Modul output berfungsi untuk menerima hasil operasi dari CPU, dipakai untuk
mengoperasikan actuator ( lampu, relay, solenoid dll ). Program ditulis pada
Programming device ( PC, Notebook ) yang terhubung ke CPU. Pada programming
device harus sudah terinstall software dari vendor PLC. Setelah program di transfer
ke CPU, maka PLC bisa running sendiri tanpa membutuhkan programming device.
PLC yang digunakan pada saat bengkel yaitu PLC jenis OMRON tipe CPM1A
jumlah modul 20 dengan alamat lokasi:
Input : 000.00 s/d 000.11
5
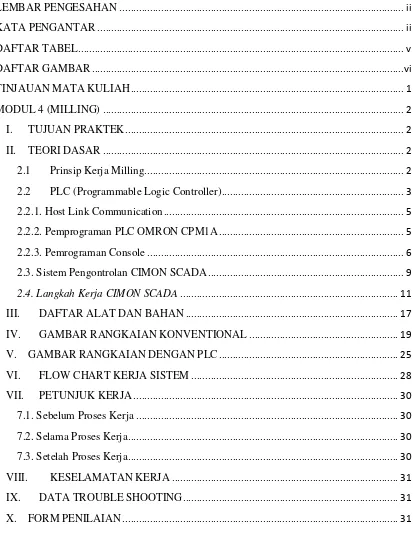
2.2.1. Host Link Communication
Komunikasi serial pada PLC Omron CPM1A ini pada umumnya digunakan untuk
komunikasi PLC dengan komputer ataupun dengan touch screen dari Omron juga.
Protokol untuk komunikasi dengan PC disebut : host link communication (HLC).
Gambar 2. 1 Host Link Communication
Dari gambar di atas, nampak bahwa PLC Omron CPM1A memerlukan modul
komunikasi serial RS 232 (disebut CPM1A CIF-01) untuk dapat berkomunikasi
dengan serial device lainnya. Berikut ini tampilan detailnya.
Gambar 2. 2 Communication Adapter
2.2.2. Pemprograman PLC OMRON CPM1A
CPM1A programnya menggunakan software SYSWIN 3.1 dengan struktur bahasa
Ladder Logic yaitu merupakan cara penulisan program-program dalam bentuk
diagramtangga yang dikonversikan kedalam kode mesin melalui software. Berikut
6
Gambar 2. 3 Tampilan SYSWIN
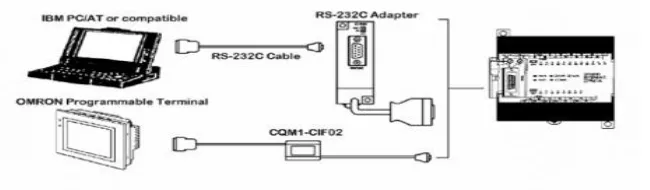
2.2.3. Pemrograman Console
Pemrograman dengan konsol genggam yang ideal untuk startup dan penyesuaian
di tempat. Cosole PLC dapat diset ke 3 Mode/posisi PROGRAM, MONITOR,
atau RUN yang dapat dilihat dari tampilan Programming Console.
Gambar 2. 4. Consule
1. Mode PROGRAM
Digunakan untuk membuat program atau membuat modifikasi atau
perbaikan ke program yang sudah ada. Pada mode ini kita dapat menuliskan
7
Kita juga dapat mengubah isi DM, memeriksa hubungan input dengan input
device, memeriksa hubungan output dengan output device, dan lain-lain.
Untuk posisi ini, kita perlu ekstra hati-hati sebab kesalahan operasional
Programming Console dapat menyebabkan berubahnya program yang ada
di dalam memori PLC.
2. Mode MONITOR
Digunakan untuk mengubah nilai setting dari counter dan timer ketika
PLC sedang beroperasi. Pada mode ini kita dapat memonitoring program,
kondisi/status output kontak, serta akan sangat membantu dalam
pelacakan kesalahan sistem.
3. Mode RUN
Digunakan untuk mengoperasikan/menjalankan program yang telah kita
buat tanpa dapat mengubah nilai setting timer dan counter.
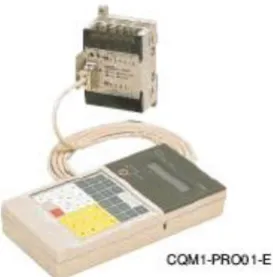
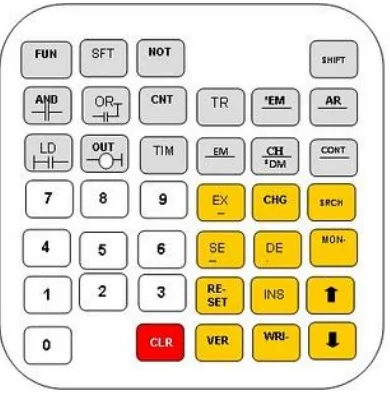
Sebelum memasukkan program yang kita buat ke dalam memori PLC dengan
menggunakan Programming Console, terlebih dahulu akan kita pelajari letak
tombol Keyboard pada Programming Console. Adapun letak
tombol-tombol keyboard pada Programming Console adalah seperti gambar di bawah
ini :
8
2.2.3.1. Input Password pada Programming Console
PLC mempunyai sebuah password (kata kunci) kontrol untuk mencegah akses
yang tidak diauthorisasi ke programnya. PLC selalu memprompt untuk
memasukkan password ketika daya listrik pertama kali dihubungkan atau
setelah programming console dipasang saat PLC beroperasi. Pada saat itu
tampilan di Layar monitor (LCD Display) adalah sebagai berikut :
Langkah selanjutnya adalah memasukkan input password dengan menekan
tombol CLR dan MONTR.
Display pada programming console selanjutnya adalah :
2.2.3.2. Menghapus program
Menghapus program dapat dilakukan baik CLEAR ALL, yang akan
menghapus seluruh isi program dengan HR, CNT, dan DM, ataupun sebagian
dari program saja (mulai dari address tertentu ataupun HR/CNT/DM ada yang
dipertahankan
Untuk menghapus semua isi program, dapat dilakukan dengan cara :
a. Pindahkan Selector Mode ke posisi PROGRAM
b.Tekan tombol CLR samapai terlihat 0000 yang ditampilkan pada
9
c. Kemudian Memori PLC akan dihapus setelah menekan tombol berikut :
d. Tampilan pada programming console selanjutnya adalah sebagai berikut :
e. Untuk memulai memasukkan program baru, tekanlah tombol CLR sehingga
tampilan menjadi:
2.2.3.3. Menulis program
Saat menulis program, PLC harus dalam mode . Tekanlah tombol pada
Programming Console sesuai dengan Kode Mnemonic Program yang telah
dibuat lalu tekan tombol WRITE, agar tersimpan dalam RAM CPU-PLC. Jika
telah selesai memasukkan baris-baris instruksi program dan sampai pada akhir
program, maka program harus diakhiri dengan instruksi END. Jika tombol
END tidak ada, maka pada Programming console pasti ada tombol FUN.
Untuk mengakhiri program, tekan tombol FUN kemudian tekan angka 01,
maka pada layar yang tampil adalah END(01). Jadi Instruksi END adalah
merupakan instruksi sebuah fungsi yaitu FUN (01).
2.3. Sistem Pengontrolan CIMON SCADA
SCADA, singkatan dari Supervisory Control and Data Acquisition, merupakan
pendukung utama dalam sistem ketenagalistrikan, baik pada sisi pembangkit,
transmisi, maupun distribusi. Adanya sistem SCADA memudahkan operator
untuk memantau keseluruhan jaringan tanpa harus melihat langsung ke
lapangan. Ketidakadaan SCADA dapat diibaratkan seseorang yang berjalan
tanpa dapat melihat. Sistem SCADA sangat dirasakan manfaatnya terutama
10
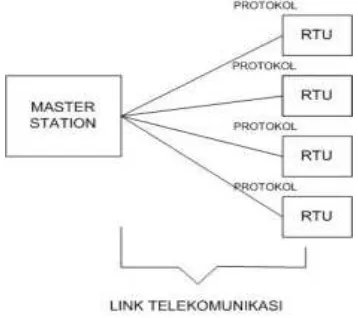
Sistem SCADA tidak dapat berdiri sendiri, namun harus didukung oleh
berbagai macam infrastruktur, yaitu: Telekomunikasi,Master Station, Remote
Terminal Unit, dan Protokol Komunikasi.
Dalam instalasi industri tujuan system SCADA adalah agar seorang operator di
transmisi tenaga listrik, disebut dengan dispatcher, dapat melakukan dan
memanfaatkan hal-hal berikut:
2.3.2 Telemetering (TM)
Dispatcher memanfaatkan TM untuk kebutuhan pemantauan meter, baik daya
nyata dalam MW, daya reaktif dalam Mvar, tegangan dalam kV, dan arus
dalam A. Dengan demikian dispatcher dapat memantau meter dari keseluruhan
jaringan hanya dengan duduk di tempatnya, tentu saja dengan bantuan
peralatan pendukung lainnya seperti telepon.
2.3.2. Telesinyal (TS)
Dispatcher dapat memanfaatkan TS untuk mendapatkan indikasi dari semua
alarm dan kondisi peralatan tertentu yang bisa dibuka (open) dan ditutup
(close)
2.3.3. Telekontrol (TC)
Dispatcher dapat melakukan kontrol secara remote, hanya dengan menekan
satu tombol, untuk membuka atau menutup peralatan sistem tenaga listrik.
Untuk kepentingan dimaksud di atas, seorang dispatcher akan dibantu dengan
suatu sistem SCADA yang terintegrasi yang berada di dalam ruangan khusus,
dan disebut dengan Control Center. Ruangan tersebut bergabung dengan
ruangan khusus untuk menempatkan komputer-komputer disebut dengan
Master Station.
SCADA yang dioperasikan di control center mencakup berbagai aplikasi yaitu
sebagai berikut:
- Akuisisi data
11
- Pemantauan data, pemrosesan event (kejadian) dan alarm
- Kalkulasi data
- Tagging (penandaan)
- Perekaman data
- Pelaporan
Disamping kebutuhan akan control center, di sisi lain harus disiapkan
infrastruktur pendukung serta peralatan penunjang lainnya, yaitu
telekomunikasi, Remote Terminal Unit (RTU), transducer, dan lain
sebagainya. Telekomunikasi digunakan sebagai jalan komunikasi data maupun
suara antara control center dengan site (lokasi). RTU digunakan sebagai unit
terminal untuk mengendalikan, mengakuisisi data, dan mensupervisi sebuah
Gardu Induk, dan selanjutnya mengirimkan data tersebut ke control center
dimaksud.
Gambar 2. 6. Sistem SCADA
12
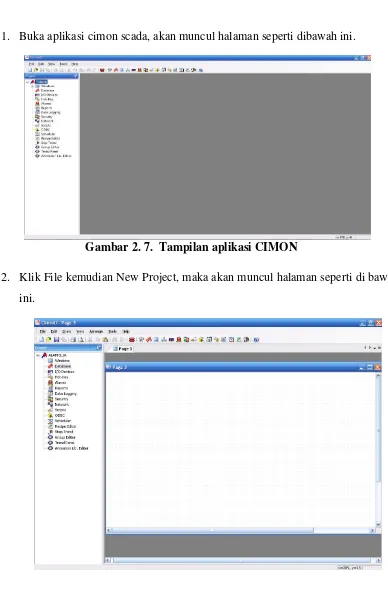
1. Buka aplikasi cimon scada, akan muncul halaman seperti dibawah ini.
Gambar 2. 7. Tampilan aplikasi CIMON
2. Klik File kemudian New Project, maka akan muncul halaman seperti di bawah
ini.
Gambar 2. 8. Project window dari cimon
3. Klik Next, kemudian klik finish, maka akan muncul halaman seperti dibawah
13
Gambar 2. 9. Penamaan project
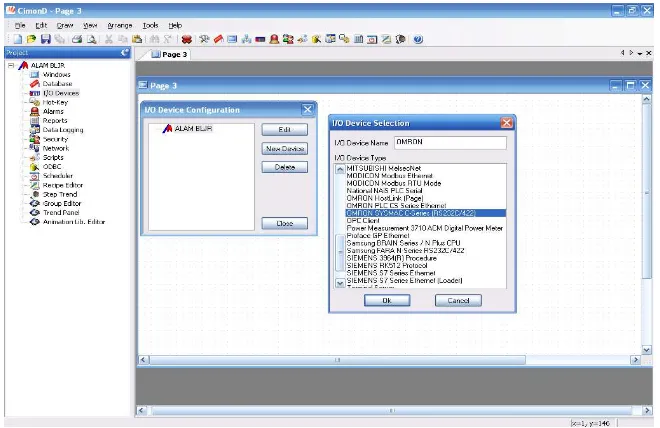
4. Klik double pada I/O Device, maka akan muncul form I/O Device
Configuration. Klik New Device, ketik merek PLC dan pilih type PLC. Untuk
lebih jelasnya liat gambar dibawah ini.
Gambar 2. 10. Setting konfigurasi I/O device
5. Klik OK, maka akan muncul halaman seperti dibawah ini. Klik Add Station,
14
Klilk OK.
Gambar 2. 11. Pengisian nama station
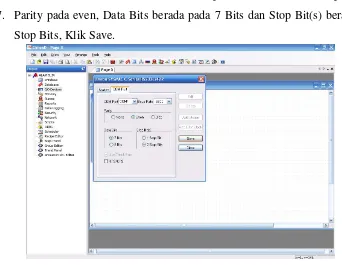
6. Klik menu COM Port, COM Port berada pada COM 1, Baud Rate pada 9600,
7. Parity pada even, Data Bits berada pada 7 Bits dan Stop Bit(s) berada pada 2
Stop Bits, Klik Save.
Gambar 2. 12. Setting konfigurasi komunikasi serial
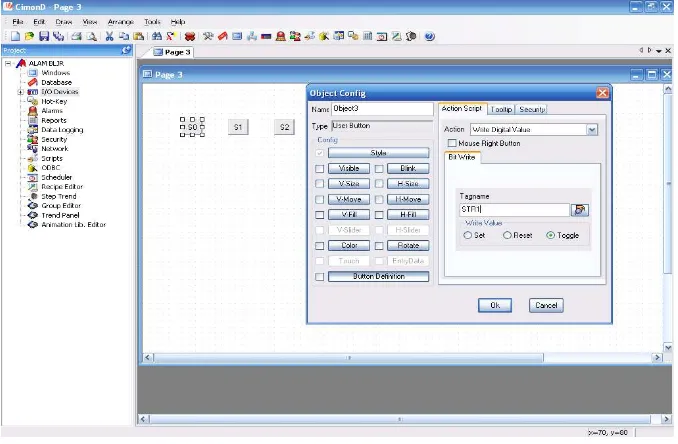
8. Gambar tombol, pilih menu draw – User Button. Klik double pada tombol
maka akan muncul form Object Config. Klik button definition, pada mode
15
pada mode Toggle, klik OK.
Gambar 2. 13. Object config
9. Sistem akan meminta pengisian Tagname seperti gambar dibawah ini, segera
klik yes. Pada form Edit Tag, pada Real Tag isi kolom I/O Device dan I/O
Address. I/O Address harus sesuai dengan alamat yang tertera pada ladder
diagram di PLC.
Untuk pengaturan tombol-tombol berikutnya, sama halnya dengan
langkah-langkah diatas.
10.Save program yang telah dibuat pada tempat yang dikehendaki.
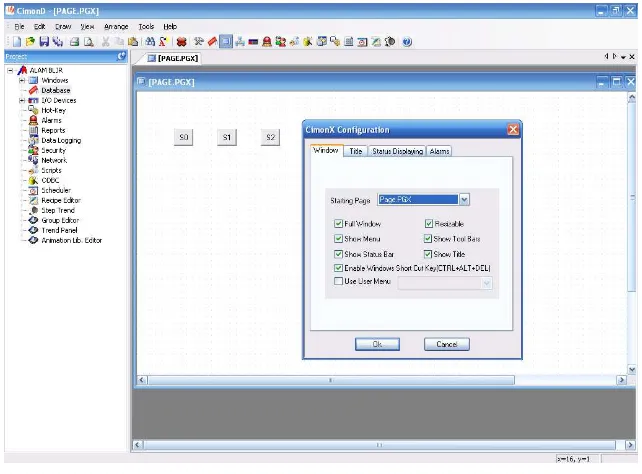
11.Klik CimonX Setup pada Toolbar yang tersedia, maka akan muncul form
CimonX Configuraion. Ganti none pada Starting Page dengan nama file yang
16
Gambar 2. 14. CimonX configuration
12.Jalankan program dengan mengklik icon Run CimonX yang tersedia pada
menu toolbar.
17
III. DAFTAR ALAT DAN BAHAN
No KODE DISKRIPSI SPESIFIKASI JMLH SATUAN KETERANGAN
1 2 3 4 5 6 7
1 F1 MCB dengan
Pemutus netral
3 phasa 10 A 5 Buah Dalam panel
OVER LOAD LR1-D09307
1,6 – 2,5 A
CONTACTOR Telemecanique
19 POLITEKNIK NEGERI UJUNG PANDANG
MILLING BAN BERJALAN 2
FREK. KONV.
SILO
SILO
BAN BERJALAN 1
20
R1K R1L R1M
R2K R2L R2M
R3K R3L R3M
F21 M
POLITEKNIK NEGERI UJUNGPANDANG
21
10A 10AF15
K33M POLITEKNIK NEGERI
UJUNGPANDANG
22
K21M K22T K23M K24T K25M K26T K27M K22T K23M K24T K25M
K27M
POLITEKNIK NEGERI UJUNGPANDANG
A4
Dig :
Dip :
TGL Sept 2015
03
23
H37 H38 H39
re
POLITEKNIK NEGERI UJUNGPANDANG
24
H40 H41 H42 H43 H44 H45 H47 H48 H49
F33M F31M F21M F19M K19M K21M K27M K31M K32T K35
W
POLITEKNIK NEGERI UJUNGPANDANG
A4
Dig :
Dip :
TGL Sept 2015
05
25
V. GAMBAR RANGKAIAN DENGAN PLC
Dig :
RANGKAIAN I/O PLC UNTUK PROSES MILLING
02
TGL Sept 2015
Dip :
POLITEKNIK NEGERI UJUNGPANDANG
26
RANGKAIAN I/O PLC UNTUK PROSES MILLING
02
TGL Sept 2015
Dip :
K25 K27 K31 K33 K36
A1 A1
POLITEKNIK NEGERI UJUNGPANDANG
27
H40 H41 H42 H43 H44 H45 H47 H48 H49
F33M F31M F21M F19M K19M K21M K27M K31M K32T K35
W
POLITEKNIK NEGERI UJUNGPANDANG
A4
Dig :
Dip :
TGL Sept 2015
03
28
VI. FLOW CHART KERJA SISTEM
Flowchart kerja Milling
Mulai
Stop Inisialisasi Input output
Operasi Normal? Pilih Operasi Normal Atau Repair
Conveyor Belt 2(M3) ON
Penggiling (M2) ON
Frequency Converter (M4) ON
Electro Pneumatic Valve (Y35) ON
Penggetar (M5) ON
S19a Close
Conveyor Belt 1(M1)
ON All Machines OFF
S21a Close M2,M3,M4,Y35,M5
OFF
S31 Close M3,M4,Y35,M5 OFF
S33 Close
Conveyor Belt 1(M1) ON
Conveyor Belt 1(M1) OFF
Penggiling (M2) ON Penggiling (M2) OFF
T Y
Y T
S31 Close S31a Close
Conveyor Belt 2(M3) ON
29
S33 Close S33a Close
Frequency Converter (M4) ON
Frequency Converter (M4) OFF
Pneumatic Valve (Y35)
Pneumatic Valve (Y35) OFF
Vibrator (M5) ON Vibrator (M5) OFF T
Y T
Y
(b)
30
VII. PETUNJUK KERJA
7.1. Sebelum Proses Kerja
7.1.1. Absensi oleh pembimbing/instrukstur
7.1.2. Pengarahan oleh pembimbing
7.1.3. Baca dan Pahami job sheet yang diberikan dalam kegiatan praktek.
7.1.4. Pinjam/Bon peralatan kerja.
7.1.5. Pastikan bahan dan peralatan sesuai dengan kegiatn praktek yang
akan dilaksanakan.
7.2. Selama Proses Kerja
7.2.1. Siapkan bahan peralatan yang akan digunakan
7.2.2. Lakukan proses kerja sesuai dengan petunjuk kerja
7.2.3. Lapor kepada pembimbing bila terdapat kesulitan dalam
pelaksanaan proses kerja
7.2.4. Utamakan keselamatan dan kesehatan kerja selama proses kerja
7.2.5. Lapor kepada pembimbing jika pekerjaan selesai untuk dilakukan
pengetesan/uji kerja dan trouble shooting.
7.3. Setelah Proses Kerja
7.3.1. Bersihkan peralatan yang telah digunakan
7.3.1. Bersihkan meja kerja serta ruangan kerja
7.3.3. Non aktifkan semua peralatan dan fasilitas penunjang yang
digunakan
7.3.4. Kembalikan bahan dan peralatan yang telah digunakan
31
VIII. KESELAMATAN KERJA Petunjuk keselamatan kerja:
1. Setiap mahasiswa harus menggunakan pakaian dan perlengkapan kerja sesuai standard K3 dan mematuhi peraturan yang berlaku pada bengkel listrik di Program Studi Teknik Listrik Politeknik Negeri Ujung Pandang
2. Memperhatikan penggunaan power supply, dimana suplai listrik harus dalam keadaan OFF pada saat melakukan perakitan dan perbaikan rangkaian instalasi.
IX. DATA TROUBLE SHOOTING
Tabel 1. Data Troubleshooting
No Gejala Kerusakan Penyebab Kerusakan
1 2
3
X. FORM PENILAIAN
Tabel 2. Form Penilaian
NAMA MAHASISWA / STB ANGKA HURUF
JENIS PENILAIAN :
PRAKTIKUM : Keaktifan (10 %) Absensi (5 %) Kerapihan (5 %) Kesuksesan (40 %)
EVALUASI (UJI TULIS) + TROUBLESHOOTING (15 %)
LAPORAN (20 % ) + ASISTENSI (5 %)