6
BAB II
TINJAUAN PUSTAKA
2.1 Pengelasan
Pengelasan merupakan proses penyambungan logam yang akan dijadikan satu. Penyambungan logam dengan prosessmemanaskan sampai cair logam induk serta logam pengisi atau tanpa logam pengisi dan menghasilkannsambungan yang kontinyu (Angga, 2016). Menurut Putri (2009) pengelasan diartikan suatu proses penyambungan dua logam menjadi satu yang diakibatkan panas dengan atau tanpa adanya tekanan. Menurut DIN (Deutsche Industry Norman) pengelasanssendiri adalah suatu ikatan metalurgi pada sambungan logam ataupun logam paduan yang dilakukan dalam kondisi cair. Penggunaantteknik pengelasan pada bidang kontruksi cukup luas, meliputi perkapalan, jembatan, rangka batang berupa baja dan alumunium, pipa saluran,,gerbong kereta dan lain sebagainya. Oleh karena itu rancangan las harus memperhatikan kesesuaian antara sifat-sifat las meliputi kekuatan dari sambungan dan memperhatikan sambungan yang akan dilas, supaya hasil pengelasan sesuai dengan yang diharapkan (Wijayanto, 2012).
Menurut Muhroni dan Kembaren (2013) menyatakan,bahwa proses pengelasan merupakan proses yang penting pada teknik produksi. Baik yang berkaitan dengan kontruksi mesin maupun bangunan, Pengelasan merupakan salah satu teknik penyambungan logam dengan cara mencairkan sebagian logam induk dengan logam pengisi dengan atau tanpattekanan dan dengan atau tanpa logam penambah sehingga menghasilkan sambungan yang utuh dan baik.
2.2 Klasifikasi Pengelasan
Menurut Fahrudin (2018), berdasarkan pengerjaannya Teknik pengelasan diklasifikasikan sebagai berikut:
1. Pengelasan cair
Adalah pengelasan yanggdilakukan dengan cara sambungan dipanaskan sampai mencair dengan panas yang berasal dari busur listrik.
2. Pengelasan tekan
Teknik pengelasan ini dilakukanndengan cara memanaskan sambungan dan kemudian ditekan sehingga menjadi satu
3. Pematrian
Pengelasan ini dilakukan dengan cara sambungan diikat dan disatukan dengan menggunakan paduan logam yang mempunyai titik cair rendah.
2.3 Friction Stir Welding
Friction Stir Welding(FSW),adalah suatu proses pengelasan terbaru, dimana menggabungkan dua logam dalam keadaan padat (solid state) dan pada proses pengelasan tidak dibutuhkan bahan tambahan (Pornowidodo, 2012). FSW (Friction stir welding) adalah Teknik penggabungan solid-state yang ditemukan TWI (The Welding institute) Di Inggris pada tahun 1991. Teknik penggabungan solid-state ini padaaawalnya diterapkan pada paduan alumunium (Mishra, 2014). FSW sendiri adalahhmetode pengelasan yang memanfaatkan panas yang diakibatka ngesekan antara putaran tool dengan benda kerja (Triyono, 2014).
Menurut Wijayanto (2012),pengaplikasikan FSW temperature cair pada material tool harus lebih tinggi dari benda kerja yang akan disambung, supaya saat pengelasan berlangsung tool tersebut tidak menyatu dengan benda kerja. Friction Stir Welding sering diaplikasikan untuk meningkatkan kualitas sambungan material yangggberbahan alumunium di bidang industry.
Salah satunya alumunium tipe A5083 yang biasa digunakan untuk bahan pembuatan gerbong kereta api (Pujono, 2015).
Temperatur kerja pada metode pengelasan ini berada pada rentang 70% hingga 90%
dari titik lebur alumunium. Jauh lebih rendah dibandingkan dengan pengelasan GMAW (Gas Metal Arc Welding) atau MIG dengan temperature proses sekitar 600℃. Oleh karena itu, dengan temperature yang lebih rendah, maka akan menghasilkan daerah HAZ (Heat Affected Zone) yang minim (Permana, 2018).
Keunggulan lain dari FSW adalah dapat mengelas beberapa alumunium yang sulit untuk dilas (sifat mampu las rendah) termasuk dapat menyambung alumunium yang berbeda (dissimiliar joint) (Wartono, dkk, 2013). Dari keunggulan diatas pengelasan FSW juga memiliki kekurangan yaitu pengelasan ini membutuhkan kekuatan yang tinggi dalam proses clamping material las supaya tidak bergerak pada saat pengelasan sedang berlangsung, tidak fleksibel dibandingkan pengelasan busur nyala. Aplikasi harian Friction Stir Welding masih
dikembangkan, sepert ivariasi desain tool, perbaikan Teknik pengelasan dan perbaikan material tool baru untuk mendapat memperpanjang umur pakai tool (Wijayanto, 2012).
2.4 Prinsipkerja Friction Stir Welding
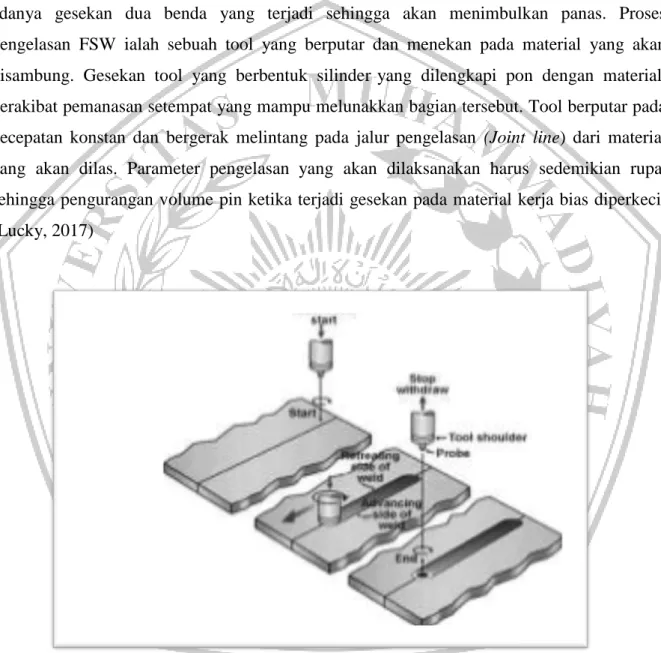
Menurut Sudrajat (2012), prinsip dasar terciptanya proses pengelasan gesek adalah adanya gesekan dua benda yang terjadi sehingga akan menimbulkan panas. Proses pengelasan FSW ialah sebuah tool yang berputar dan menekan pada material yang akan disambung. Gesekan tool yang berbentuk silinderryang dilengkapi pon dengan material, berakibat pemanasan setempat yang mampu melunakkan bagian tersebut. Tool berputar pada kecepatan konstan dan bergerak melintang pada jalur pengelasan (Joint line) dari material yang akan dilas. Parameter pengelasanyyang akan dilaksanakan harus sedemikian rupa, sehingga pengurangan volume pin ketika terjadi gesekan pada material kerja bias diperkecil (Lucky, 2017)
Gambar 2.1Prinsip Friction Stir Welding (Sumber :Sudrajatdkk, 2012)
2.5 Parameter Friction Stir Welding (FSW)
Menurut Triyoko (2016), pengelasan Friction Stir Welding memiliki beberapa parameter yang diamati yaitu tool joint, rotational speed tool dan feed rate pengelasan, title angle, dan depth plunge. Menurut Susilo (2012), tool joint adalah tempat ulir penyambungan antara drill pipe yang satu sama yang lain, dimana ada dua macam penyambungan yaitu pin dan box. Menurut Mishra (2015), rotational speed tool adalah kecepatan tool dalam putaran pada spindelnya (v, rpm) dalam searah jarum jam maupunnberlawanan arah jarum jam, sedangkan feed rate (n, mm,/min) adalah kecepatan tool saat melakukan pergerakan melintang. MenurutTriyoko (2016), tilt angel ialah,sudut yang dibuat antara sumbu tool terhadap bendakerja yang umumnya memiliki besaran sekitar 1-4° C dimana bagian belakang shoulder lebih rendah dibandingkan dengan bagian depan. Depth plunge atau kedalaman pembenaman adalah kedalaman ujung pin diibawah permukaan benda kerja yang dilas (Prasetyana, 2016).
Menurut Febriyanto (2018), ada empat parameter Friction Stir Welding sebagai berikut:
a. Friction Stir Welding
Kecepatanputaran yang relatif tinggi (> 1000rpm) akan meningkatkan strain rate dan dapat mempengaruhi prosessrekristalisasi. Putaran yang tinggi menghasilkan temperatur yang tinggi dan tingkat pendinginan yang lambat.
b. Kecepatan pengelasan (mm/s)
Kecepatan pengelasan mempunyai peran vital dalam menghasilkan sambungan las yang baik. Dengan kecepatan pengelasan yang rendah dapat menghasilkan sambungan dengan kekuatan tarikkyang tinggi. Tetapi bila kecepatan las terlalu tinggi maka akan menimbulkan cacat pada pengelasan.
c. Kekuatan Aksial (KN)
Tekanan tool merupakan gaya tekan tool ke dalam alumunium d. Alat Geometri
Alat Geometri antara lain, D/d ratio off tool, Pin length (mm), Tool shoulder diameter, D (mm), Pin diameter, d (mm – Tool inclined angle (degrees)
2.6 Alumunium
Alumunium merupakan logam ringan yang memiliki ketahanan korosi yang baik dan hantaran listik yang baik (Wijayanto, 2012). Alumunium biasa digunakan untuk peralatan rumah tangga, tetapi alumunium juga digunakan untuk material pembuatan pesawat terbang, mobil, kapal laut dan kontruksi. Penambahanuunsur Cu, Mg, Si, Mn, Zn, atau SI didalam paduan alumunium ditujukan untuk menambah sifat mekanik atau sifat fisik sehingga mendapat sifat-sifat yang lain, seperti koefisian pemuaian rendah,,ketahanan aus dan lainnya.
Paduan alumunium diklasifikasikan dalam berbagai standart di berbagai negara. Saat ini klasifikasi yang terkenal adalahsstandart Alumunium Association (AA) di Amerika yang didasarkan standar dahuluudari ALCOA (Alumunium Company Of Amerika). Standar AA dinyatakan dengan tanda dengan 4 angka dimana angka pertama menyatakan sistem paduan unsur-unsur yang ditambahkan
Alumunium murni merupakan logam yang lunak, tahan lama, ringan, dan bias ditempa dengan penampilan luar bervariasi antara keperakan hingga abu-abu, tergantung kekerasan permukaanya. Kekuatan tarik Alumuniummmurni adalah 90 Mpa, sedangkan alumunium paduan memiliki kekuatan Tarik hingga 200 Mpa. Alumunium memiliki berat sekitar satu pertiga baja, mudah ditekuk, diperlakukan dengan mesin, dicor, ditarik (drawing).
Dan diekstrusi. Resistansi terhadap korosi terjadi karenaafenomena pasivasi, yaitu terbentuknya lapisan Alumunium Oksida ketika Alumunium terpapar dengan udara bebas (Santoso, 2015).
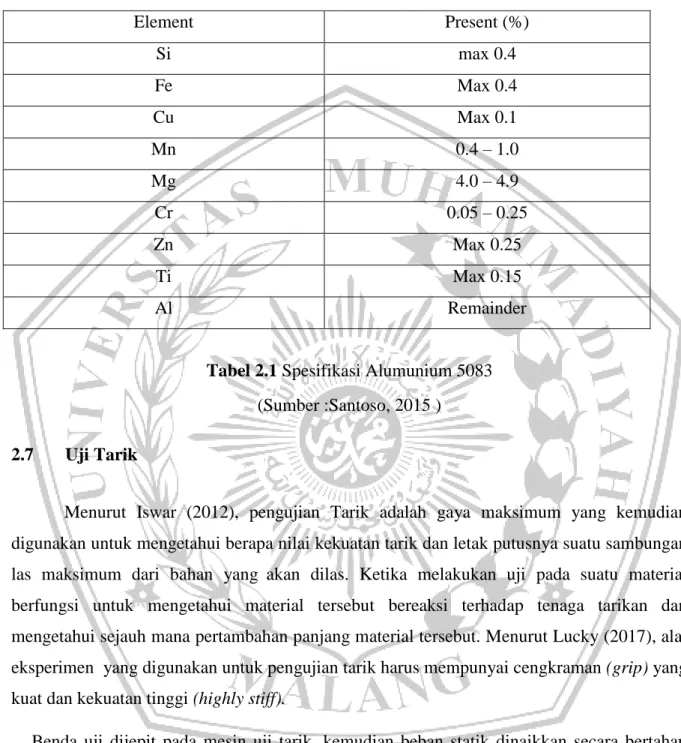
Dalam penelitian ini menggunakan alumunium tipe A5083.Menurut Santoso (2015), alumunium AA5083 memiliki paduan alumunium dengan magnesium (Mg), paduan ini mempunyai sifat tidak dapattdiperlakukan panas, akan tetapi mempunyai sifat baik dalam daya tahan korosi terutama korosi oleh air laut dan sifat mampu las Al-Mg banyak yang pakai untuk kontruksi umum termasuk kontruksi kapal.
Tabel 2.1 Spesifikasi Alumunium 5083 (Sumber :Santoso, 2015 )
2.7 Uji Tarik
Menurut Iswar (2012), pengujian Tarik adalah gaya maksimum yang kemudian digunakan untuk mengetahui berapa nilai kekuatan tarik dan letak putusnya suatu sambungan las maksimum dari bahan yangaakan dilas. Ketika melakukan uji pada suatu material berfungsi untukmmengetahui material tersebut bereaksi terhadap tenaga tarikan dan mengetahui sejauh mana pertambahan panjang material tersebut. Menurut Lucky (2017), alat eksperimennyang digunakan untuk pengujian tarik harus mempunyai cengkraman (grip) yang kuat dan kekuatan tinggi (highly stiff).
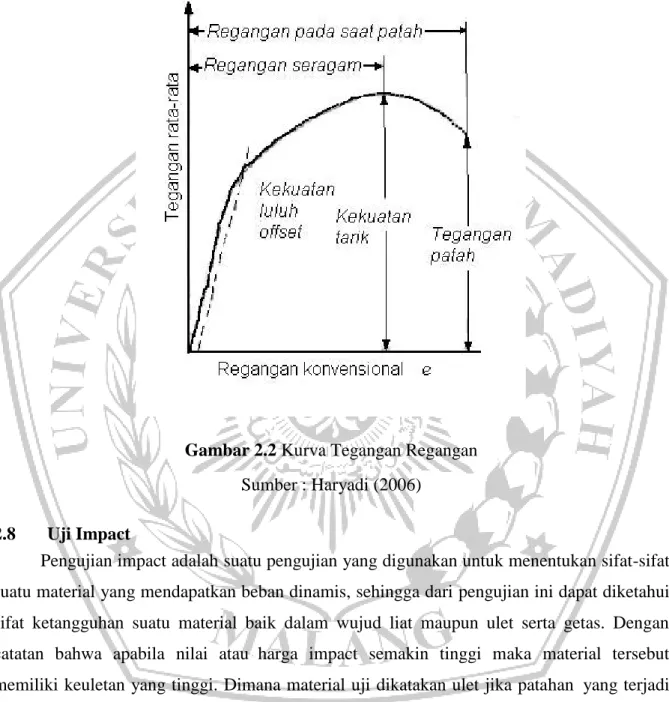
Benda uji dijepit pada mesin uji tarik, kemudian beban statik dinaikkan secara bertahap sampai spesimen putus. Besarnya beban dan pertambahan panjang dihubungkan langsung dengan plotter, sehingga diperoleh grafik tegangan (Kgf/mm2))dan regangan (%) yang memberikan informasi data berupa tegangan luluh (σys), tegangan ultimate (σult), modulus elastisitas bahan (E), ketangguhan dan keuletannsambungan las yang diuji tarik. Mesin uji tarik sering diperlukan dalam kegiatan engineering untuk mengetahui sifat-sifat mekanik
Element Present (%)
Si max 0.4
Fe Max 0.4
Cu Max 0.1
Mn 0.4 – 1.0
Mg 4.0 – 4.9
Cr 0.05 – 0.25
Zn Max 0.25
Ti Max 0.15
Al Remainder
suatu material. Mesin uji tarik terdiri dari beberapa bagian pendukung utama, diantaranya kerangka, mekanisme pencekam spesimen, sistem penarik dan mekanisme, serta sistem pengukur (Permana J. 2016). Grafik yang diperoleh dari uji tarik padauumumnya digambarkan sebagai grafik tegangan-regangan dapat dilihat pada Gambar 2.2.
Gambar 2.2 Kurva Tegangan Regangan Sumber : Haryadi (2006)
2.8 Uji Impact
Pengujian impact adalah suatu pengujian yang digunakan untuk menentukan sifat-sifat suatu material yang mendapatkan beban dinamis, sehingga dari pengujianiini dapat diketahui sifat ketangguhan suatu material baik dalam wujud liat maupun ulet serta getas. Dengan catatan bahwa apabila nilai atauuharga impact semakin tinggi maka material tersebut memiliki keuletan yang tinggi. Dimana material uji dikatakan ulet jika patahannyang terjadi pada bidang patah tidak rata danttampak berserat-serat. Tetapi apabila material getas, hasil dari patahan tampak dan mengkilap. Pada kondisi material ulet dapat mengalami patah getas dengan deformasi plastis yang sangat kecil. Nilai HargaiImpak pada suatu specimen adalah energy yang diserap tiap satuan luas penampang lintang specimen uji. Persamaan menurut Nurhafid A.dkk (2017) sebagai berikut :
Keterangan:
H= Nilai Impact (Joule,mm²) E = Energi yang diserap (Joule)
A = Luas penampang bawah takik (mm²)
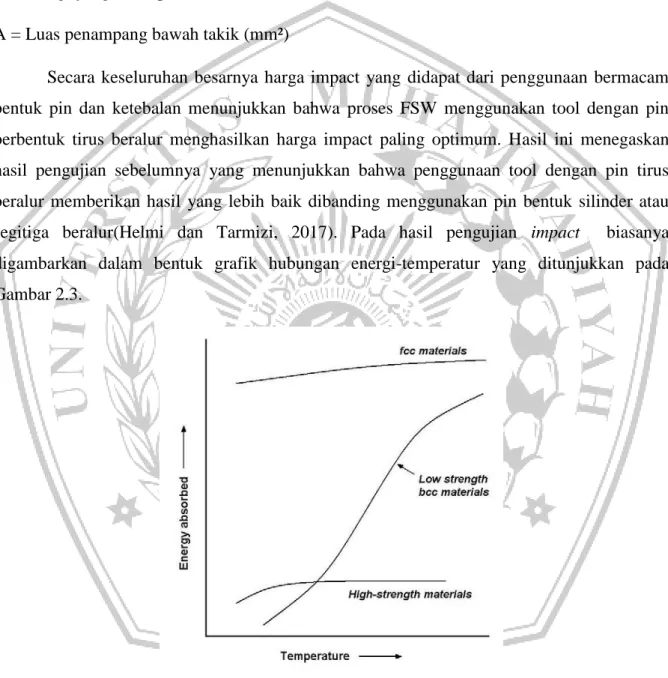
Secara keseluruhan besarnya harga impact yang didapat dari penggunaan bermacam bentuk pin dan ketebalan menunjukkan bahwa proses FSW menggunakan tool dengan pin berbentuk tirus beralur menghasilkan harga impact paling optimum. Hasil ini menegaskan hasil pengujian sebelumnya yang menunjukkan bahwa penggunaan tool dengan pin tirus beralur memberikan hasil yang lebih baik dibanding menggunakan pin bentuk silinder atau segitiga beralur(Helmi dan Tarmizi, 2017). Pada hasil pengujian impact biasanya digambarkan dalam bentuk grafik hubungan energi-temperatur yang ditunjukkan pada Gambar 2.3.
Gambar 2.3 Grafik Energi-Temperatur Pada Masing-Masing Tipe Material