PENGARUH VARIASI MEDIA CETAKAN PASIR, CETAKAN LOGAM DAN CETAKAN RCS ( RESIN COATED SAND ) TERHADAP PRODUK Pengaruh Variasi Media Cetakan Pasir, Cetakan Logam Dan Cetakan RCS ( Resin Coated Sand ) Terhadap Produk Coran Alumunium.
Teks penuh
Gambar
Dokumen terkait
Sampel penelitian yang digunakan adalah cetakan pasir green sand yang mempunyai komposisi campuran pasir silika – air dengan jenis bentonit yang berbeda (Ultra Bent –
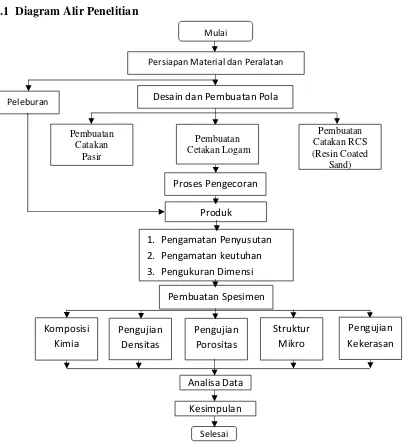
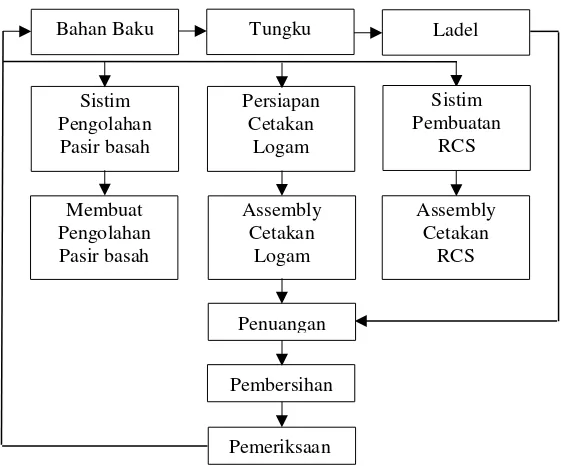
Sand Casting adalah Proses pembentukan benda kerja dengan metode penuangan logam cair kedalam cetakan pasir (sand casting), secara sederhana cetakan pasir ini
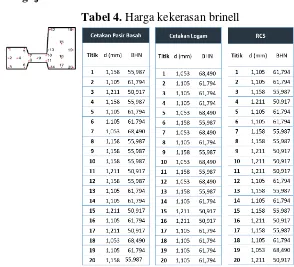
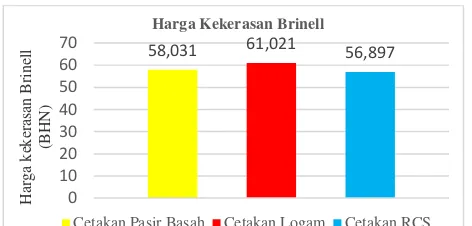
Si.. Perbedaan kekerasan pada setiap cetakan berbeda-beda bisa dilihat dari sturktur mikronya. Semakin besar diameter butiran maka kekerasan material semakin rendah
ALUMUNIUM PADA HASIL CORAN TERHADAP KEKERASAN DENGAN CETAKAN PASIR MERAH” disusun untuk memenuhi persyaratan Sidang Sarjana S-1 pada Jurusan Teknik Mesin,
ALUMUNIUM PADUAN DENGAN VARIASI CETAKAN LOGAM, CETAKAN PASIR CO2 DAN CETAKAN PASIR“ yang dibuat sebagai salah satu syarat untuk mendapatkan gelar sarjana pada
Inilah yang kemudian dikenal dengan kuningan α (alfa) yang memiliki sifat ulet. Pengecoran merupakan proses pembentukan logam dengan cara dicairkan, lalu kemudian dituang
Puji syukur kehadirat Allah SWT yang telah melimpahkan segala rahmat dan karunia- Nya, sehingga penulis dapat menyelesikan Tugas Akhir ini dengan tepat waktu dan tanpa
Tugas Akhir yang berjudul “PENGARUH VARIASI DIMENSI SCRAP ALUMUNIUM PADA HASIL CORAN TERHADAP KEKERASAN DENGAN CETAKAN PASIR MERAH” disusun untuk memenuhi
