2.1
2.1 Proses PengecoranProses Pengecoran
Proses pengecoran pada dasarnya ialah penuangan logam cair kedalam Proses pengecoran pada dasarnya ialah penuangan logam cair kedalam cet
cetakaakan n yanyang g teltelah ah terlterlebiebih h dahdahulu ulu dibdibuat uat polpola, a, hinhingga gga loglogam am caicair r tertersebsebutut membeku dan kemudian dipindahkan dari cetakan.
membeku dan kemudian dipindahkan dari cetakan. Jenis-jenis pengecoran yang ada yaitu: Jenis-jenis pengecoran yang ada yaitu: 1.
1. Sand Casting, Yaitu jenis pengecoran dengan menggunakan cetakan pasir.Sand Casting, Yaitu jenis pengecoran dengan menggunakan cetakan pasir. Jenis pengecoran ini paling banyak dipakai karena
Jenis pengecoran ini paling banyak dipakai karena ongkos produksinyongkos produksinya murah dana murah dan dapat membuat benda coran
dapat membuat benda coran yang berkapasitas berton–ton.yang berkapasitas berton–ton. 2.
2. Centrifugal Centrifugal Casting,Casting, YaiYaitu tu jenjenis is penpengecgecoraoran n dimdimana ana cetacetakan kan dipdiputautar r bersamaan dengan penuangan logam cair kedalam cetakan. Yang bertujuan agar bersamaan dengan penuangan logam cair kedalam cetakan. Yang bertujuan agar logam cair tersebut terdorong oleh gaya sentrifugal akibat berputarnya cetakan. logam cair tersebut terdorong oleh gaya sentrifugal akibat berputarnya cetakan. Contoh benda coran yang biasanya menggunakan jenis pengecoran ini ialah pelek Contoh benda coran yang biasanya menggunakan jenis pengecoran ini ialah pelek dan benda coran lain yang berbentuk bulat atau silinder.
dan benda coran lain yang berbentuk bulat atau silinder. 3.
3. Die Casting, Die Casting, Yaitu jenis Yaitu jenis pengepengecoran yang coran yang cetakancetakannya nya terbuterbuat at dari logam.dari logam. Sehingga cetakannya dapat dipakai berulang-ulang. Biasanya logam yang dicor Sehingga cetakannya dapat dipakai berulang-ulang. Biasanya logam yang dicor ialah logam non ferrous.
ialah logam non ferrous. 4.
4. Investmen Investment t Casting Casting , yaitu jenis pengecoran yang polanya terbuat dari lilin, yaitu jenis pengecoran yang polanya terbuat dari lilin (wa
(wax), x), dan dan cetcetakaakannynnya a terbterbuat uat dardari i kerkeramiamik. k. ConContoh toh benbenda da corcoran an yanyang g biabiasasa menggunakan jenis pengecoran ini ialah benda coran yang memiliki kepresisian menggunakan jenis pengecoran ini ialah benda coran yang memiliki kepresisian yang tinggi misalnya rotor turbin.
yang tinggi misalnya rotor turbin.
Pada praktikum pengecoran logam di laboratorium pengecoran logam di Pada praktikum pengecoran logam di laboratorium pengecoran logam di universitas gunadarma menggunakan jenis pengecoran
universitas gunadarma menggunakan jenis pengecoran sand casting sand casting .. Ada beberapa macam pasir yang dipakai dalam pengecoran
Ada beberapa macam pasir yang dipakai dalam pengecoran sand casting sand casting .. Tet
Tetapi api ada ada bebbeberaerapa pa syasyarat rat yanyang g harharus us dipdipenuenuhi hi agaagar r hashasil il cetacetakan kan terstersebuebutt sempurna. Syarat bagi pasir cetak antara lain:
sempurna. Syarat bagi pasir cetak antara lain:
3 3
1.
1. MeMempmpununyayai i sisifat mamfat mampu bentpu bentuk sehiuk sehingngga mudaga mudah h dadalam pemlam pembubuatatan an cecetatakakann deng
dengan an kekukekuatan cocok. Cetakan atan cocok. Cetakan yang dihasilkyang dihasilkan an harus kuat dan harus kuat dan dapat menahandapat menahan temperatur logam cair yang tinggi sewaktu dituang kedalam cetakan.
temperatur logam cair yang tinggi sewaktu dituang kedalam cetakan. 2.
2. PermeaPermeabilitabilitas yans yang cog cocok. cok. Agar Agar udara udara yang yang terjebterjebak diak didalam dalam cetakacetakan dapn dapat kat keluar eluar mel
melalualui i selsela-sa-sela ela butbutir ir paspasir ir untuntuk uk menmencegcegah ah terterjadjadinyinya a cacacacat t corcoran an sepsepertertii gelembung gas, rongga penyusutan dan lain-lain.
gelembung gas, rongga penyusutan dan lain-lain. 3.
3. DiDiststribribususi bei besasar bur butitir yar yang cng cococokok.. 4.
4. MaMampmpu diu dipapakakai lai lagi sgi supupayaya eka ekononomomisis 5
5.. PPaassiir hr haarruus ms muurarahh.. 6.
6. TahTahan panan panas teras terhadhadap temap temperperatur latur logaogam padm pada saat da saat dituituang kang ke cetae cetakankan..
Dalam proses pengecoran logam ada beberapa bahan logam yang sering Dalam proses pengecoran logam ada beberapa bahan logam yang sering digunakan untuk
digunakan untuk membuat membuat benda kerja melalui proses benda kerja melalui proses pengecoran (casting). Danpengecoran (casting). Dan bahan pengecoran tersebut dikelompokkan menjadi lima kelompok yaitu :
bahan pengecoran tersebut dikelompokkan menjadi lima kelompok yaitu : 1
1.. BBeessi i CCoor r 2
2.. BBaajja a CCoor r 3
3.. CCororan an papaduduan an tetemmbabaggaa 4
4.. CCororan an papaduduan an ririnngagann 5
5.. CCororan an papaduduan an lalaininnynyaa
Dengan uraiannya adalah sebagai berikut: Dengan uraiannya adalah sebagai berikut: 1
1.. BBeessi i CCoor r
Adalah paduan besi yang mengandung karbon, silisium, mangan, fosfor Adalah paduan besi yang mengandung karbon, silisium, mangan, fosfor dan belerang. Besi cor inidigolongkan menjadi enam macam yaitu: besi cor dan belerang. Besi cor inidigolongkan menjadi enam macam yaitu: besi cor kelabu, besi cor kelas tinggi, besi kelabu paduan, besi cor bergrafit bulat, besi kelabu, besi cor kelas tinggi, besi kelabu paduan, besi cor bergrafit bulat, besi cor yang dapat ditempa dan besi cor cil.
cor yang dapat ditempa dan besi cor cil. •
• Besi cor kelabu, struktur mikro dari besi cor terdiri dari ferit atau perlitBesi cor kelabu, struktur mikro dari besi cor terdiri dari ferit atau perlit dan serpih karbon bebas. Karbon dan silisium ternyata mempengaruhi dan serpih karbon bebas. Karbon dan silisium ternyata mempengaruhi struktur mikro, ukuran serta bentuk dari karbon bebas dan keadaan struktur mikro, ukuran serta bentuk dari karbon bebas dan keadaan st
struruktktur ur dadasasar r beberurubabah h sesesusuai ai dedengngan an mumutu tu dadan n kwkwanantititastasnynya.a. Ke
Ketetebabalalan n dadan n lajlaju u pependndiningiginanan n memempmpenengagaruruhi hi ststruruktktur ur mimikrkro.o. Kekuatan tarik dari besi cor kelabu kira-kira 10-30 kg/mm2, namun Kekuatan tarik dari besi cor kelabu kira-kira 10-30 kg/mm2, namun
1.
1. MeMempmpununyayai i sisifat mamfat mampu bentpu bentuk sehiuk sehingngga mudaga mudah h dadalam pemlam pembubuatatan an cecetatakakann deng
dengan an kekukekuatan cocok. Cetakan atan cocok. Cetakan yang dihasilkyang dihasilkan an harus kuat dan harus kuat dan dapat menahandapat menahan temperatur logam cair yang tinggi sewaktu dituang kedalam cetakan.
temperatur logam cair yang tinggi sewaktu dituang kedalam cetakan. 2.
2. PermeaPermeabilitabilitas yans yang cog cocok. cok. Agar Agar udara udara yang yang terjebterjebak diak didalam dalam cetakacetakan dapn dapat kat keluar eluar mel
melalualui i selsela-sa-sela ela butbutir ir paspasir ir untuntuk uk menmencegcegah ah terterjadjadinyinya a cacacacat t corcoran an sepsepertertii gelembung gas, rongga penyusutan dan lain-lain.
gelembung gas, rongga penyusutan dan lain-lain. 3.
3. DiDiststribribususi bei besasar bur butitir yar yang cng cococokok.. 4.
4. MaMampmpu diu dipapakakai lai lagi sgi supupayaya eka ekononomomisis 5
5.. PPaassiir hr haarruus ms muurarahh.. 6.
6. TahTahan panan panas teras terhadhadap temap temperperatur latur logaogam padm pada saat da saat dituituang kang ke cetae cetakankan..
Dalam proses pengecoran logam ada beberapa bahan logam yang sering Dalam proses pengecoran logam ada beberapa bahan logam yang sering digunakan untuk
digunakan untuk membuat membuat benda kerja melalui proses benda kerja melalui proses pengecoran (casting). Danpengecoran (casting). Dan bahan pengecoran tersebut dikelompokkan menjadi lima kelompok yaitu :
bahan pengecoran tersebut dikelompokkan menjadi lima kelompok yaitu : 1
1.. BBeessi i CCoor r 2
2.. BBaajja a CCoor r 3
3.. CCororan an papaduduan an tetemmbabaggaa 4
4.. CCororan an papaduduan an ririnngagann 5
5.. CCororan an papaduduan an lalaininnynyaa
Dengan uraiannya adalah sebagai berikut: Dengan uraiannya adalah sebagai berikut: 1
1.. BBeessi i CCoor r
Adalah paduan besi yang mengandung karbon, silisium, mangan, fosfor Adalah paduan besi yang mengandung karbon, silisium, mangan, fosfor dan belerang. Besi cor inidigolongkan menjadi enam macam yaitu: besi cor dan belerang. Besi cor inidigolongkan menjadi enam macam yaitu: besi cor kelabu, besi cor kelas tinggi, besi kelabu paduan, besi cor bergrafit bulat, besi kelabu, besi cor kelas tinggi, besi kelabu paduan, besi cor bergrafit bulat, besi cor yang dapat ditempa dan besi cor cil.
cor yang dapat ditempa dan besi cor cil. •
• Besi cor kelabu, struktur mikro dari besi cor terdiri dari ferit atau perlitBesi cor kelabu, struktur mikro dari besi cor terdiri dari ferit atau perlit dan serpih karbon bebas. Karbon dan silisium ternyata mempengaruhi dan serpih karbon bebas. Karbon dan silisium ternyata mempengaruhi struktur mikro, ukuran serta bentuk dari karbon bebas dan keadaan struktur mikro, ukuran serta bentuk dari karbon bebas dan keadaan st
struruktktur ur dadasasar r beberurubabah h sesesusuai ai dedengngan an mumutu tu dadan n kwkwanantititastasnynya.a. Ke
Ketetebabalalan n dadan n lajlaju u pependndiningiginanan n memempmpenengagaruruhi hi ststruruktktur ur mimikrkro.o. Kekuatan tarik dari besi cor kelabu kira-kira 10-30 kg/mm2, namun Kekuatan tarik dari besi cor kelabu kira-kira 10-30 kg/mm2, namun
besi cor ini agak getas, titik-cairnya kira-kira 1.200°C dan mempunyai besi cor ini agak getas, titik-cairnya kira-kira 1.200°C dan mempunyai
ma
mampmpu u cocor r sasangngat at babaik ik sesertrta a mumurarah, h, sesehihingngga ga papaliling ng babanynyak ak digunakan benda coran.
digunakan benda coran. •
• Besi cor kelas tinggi, mengandung lebih sedikit karbon dan silikon,Besi cor kelas tinggi, mengandung lebih sedikit karbon dan silikon, serta ukuran grafit bebas-nya agak kecil, dibanding dengan besi cor serta ukuran grafit bebas-nya agak kecil, dibanding dengan besi cor kelabu, sehingga kekuatan tariknya lebih tinggi yaitu kirakira 30-50 kelabu, sehingga kekuatan tariknya lebih tinggi yaitu kirakira 30-50 kg/mm2. Membuat besi cor kelas tinggi agak susah dibanding besi cor kg/mm2. Membuat besi cor kelas tinggi agak susah dibanding besi cor kelabu.
kelabu. •
• Besi cor kelabu paduan, mengandung unsur-unsur paduan dan grafit,Besi cor kelabu paduan, mengandung unsur-unsur paduan dan grafit, mem
mempunpunyai yai strstruktuktur ur yanyang g stastabil bil sehsehingingga ga sifsifat-sat-sifaifatnytnya a leblebih ih baibaik.k. Dil
Dilihaihat t dardari i unsunsur-ur-unsunsur ur padpaduan uan yanyang g ditditambambahkahkan, an, ada ada dua dua halhal,, pertama hanya beberapa persen saja dan kedua lebih banyak. pertama hanya beberapa persen saja dan kedua lebih banyak. Unsur-unsur yang ditambahkan adalah khrom, nikel, molibden, vanadium, unsur yang ditambahkan adalah khrom, nikel, molibden, vanadium, ti
titatan n dadan n sesebabagagaininyaya, , sesehihingngga ga keketatahahananan n papananas, s, keketatahahananan n auaus,s, ket
ketahaahanan korosnan korosi i dan mampu mesin dari dan mampu mesin dari besbesi i cor macam cor macam ini ini baibaik k sekali berkat adanya
sekali berkat adanya unsur-unsur tersebut.unsur-unsur tersebut. •
• Besi cor mampu tempa dibuat dari besi cor putih, yang dilunakkan diBesi cor mampu tempa dibuat dari besi cor putih, yang dilunakkan di dalam sebuah tanur dalam waktu yang lama. Struktur sementit dari dalam sebuah tanur dalam waktu yang lama. Struktur sementit dari be
besi si cor cor putputih ih berberubaubah h menmenjadjadi i feriferit t atau perlit dan atau perlit dan karkarbobon n yanyangg tertemper mengendap. Menurut struktur mikronya ada tiga macam besi tertemper mengendap. Menurut struktur mikronya ada tiga macam besi cor mampu tempa, yaitu besi cor mampu tempa perapian hitam, besi cor mampu tempa, yaitu besi cor mampu tempa perapian hitam, besi cor mampu tempa perapian putih dan besi cor mampu tempa perlit. cor mampu tempa perapian putih dan besi cor mampu tempa perlit. Bes
Besi i cor cor macmacam am ini ini sansangat gat baibaik k keukeuletletannannya ya dan dan perperpanpanjanjangangannyanya dibandingkan dengan besi cor kelabu, tetapi harganya mahal karena dibandingkan dengan besi cor kelabu, tetapi harganya mahal karena proses pelunakan, lagi pula tidak cocok untuk coran yang tipis dan proses pelunakan, lagi pula tidak cocok untuk coran yang tipis dan
kecil karena sebelum proses pelunakan keuletannya kurang. kecil karena sebelum proses pelunakan keuletannya kurang. •
• Besi cor grafit-bulat dibuat dengan jalan mencampurkan magnesium,Besi cor grafit-bulat dibuat dengan jalan mencampurkan magnesium, kalsium atau serium ke dalam cairan logam sehingga grafit bulat akan kalsium atau serium ke dalam cairan logam sehingga grafit bulat akan men
mengengendapdap. . BesBesi i cor cor macmacam am ini ini memmempunpunyai yai kekkekuatuatan, an, keukeuletletan,an, ket
ketahaahanan nan aus aus dan dan ketketahaahanan nan panpanas as yanyang g baibaik k seksekali ali dibdibandandingingkankan dengan besi cor kelabu.
• Besi cor cil ialah besi cor yang mempunyai permukaan terdiri dari besi cor putih dan bagian dalamnya terdiri dari struktur dengan endapan grafit. Permukaannya mempunyai ketahanan aus yang baik sekali dan bagian dalamnya mempunyai keuletan yang baik pula. Besi cor
demikian dipergunakan sebagai bahan tahan aus. 2. Baja Cor
• Baja cor digolongkan ke dalam baja karbon dan baja paduan. Coran baja karbon adalah paduan besi karbon dan digolongkan menjadi tiga
macam, yaitu baja karbon rendah (C < 0,20%), baja karbon menengah (0,20-0,50% C) dan baja karbon tinggi (C > 0,5 %). Kadar karbon yang rendah menyebabkan kekuatan rendah, perpanjangan yang tinggi dan harga bentur serta mampu las yang baik.
• Baja cor mempunyai struktur yang buruk dan sifat yang getas apabila tidak diadakan perlakuan panas dengan pelunakan atau penormalan maka baja cor menjadi ulet dan strukturnya menjadi halus. Titik cairnya kira-kira 1.500°C, mampu cornya lebih buruk dibandingkan dengan besi cor, tetapi baja cor dapat dipergunakan baik sekali sebagai bahan untuk bagian-bagian mesin, sebab kekuatannya yang tinggi dan
harganya yang rendah.
• Baja paduan adalah baja cor yang ditambah unsur-unsur paduan. Salah satu atau beberapa dari unsur-unsur paduan seperti mangan, khrom, molibden atau nikel dibubuh-kan untuk memberikan sifat-sifat khusus dari baja paduan tersebut, umpamanya sifat-sifat ketahanan aus, ketahanan asam dan korosi atau keuletan.
• Contoh baja cor adalah: baja cor tahan karat dan baja cor tahan panas.
3. Coran paduan tembaga.
• Macam-macam coran paduan tembaga adalah: perunggu, kuningan, kuningan kekuatan tinggi, perunggu aluminium dan sebagainya.
• Perunggu adalah paduan antara tembaga dan timah, dan perunggu yang biasa dipakai mengandung kurang dari 15% timah. Titik cairnya
kira-kira 1.000°C, jadi lebih rendah dari titik cair paduan besi, dan mampu-cornya baik sekali sama halnya dengan besi cor.
• Sifat-sifat ketahanan korosi dan ketahanan aus adalah baik sekali, sehingga bahan ini dapat dipakai untuk bagian-bagian mesin. Harganya 5-10 kali lebih mahal dari besi cor kelabu, sehingga bahan ini hanya dipakai untuk bagian khusus di mana diperlukan sifat-sifat yang luar biasa.
• Perunggu digolongkan ke dalam dua macam, yaitu perunggu fosfor yang sifat ketahanan ausnya diperbaiki oleh penambahan fosfor, dan perunggu timbal yang cocok untuk logam bantalan dengan
menambahkan timbal.
• Kuningan adalah paduan antara tembaga dan seng, dan kuningan tinggi adalah paduan yang mengandung tembaga, aluminium, besi, mangan, nikel dan sebagainya, di mana unsur-unsur tersebut dimaksudkan untuk memperbaiki sifat-sifat mekanisnya.
• Perunggu aluminium adalah paduan tembaga, aluminium dan sebagainya, yang baik sekali dalam sifat-sifat ketahanan aus dan korosi.
• Disamping itu ada pula coran tembaga murni. 4. Coran paduan ringan.
• Coran paduan ringan adalah coran paduan aluminium, coran paduan magnesium dan sebagainya.
• Aluminium murni mempunyai sifat mampu cor dan sifat mekanis yang jelek. Oleh karena itu dipergunakan paduan aluminium karena sifat-sifat mekanisnya akan diperbaiki dengan menambahkan tembaga, silisium, magnesium, mangan, nikel dan sebagainya.
• Coran paduan aluminium adalah ringan dan merupakan penghantar panas yang baik sekali, yang dipergunakan apabila sifat-sifat tersebut
diperlukan. Al-Si, Al-Cu-Si dan Al-Si-Mg adalah deretan dari paduan aluminium yang banyak dipergunakan untuk bagian-bagian mesin,
Al-Cu-Ni-Mg dan Al-Si-Al-Cu-Ni-Mg adalah deretan untuk bagian-bagian mesin yang tahan panas, dan Al-Mg adalah untuk bagian-bagian tahan korosi.
• Paduan magnesium lebih ringan dari pada logam umum lainnya, sebab berat jenisnya kira-kira 1,8.
• Biasanya aluminium, mangan berilium dan sebagainya ditambahkan sebagai unsur-unsur paduan.
5. Coran paduan lainnya.
• Paduan seng yang mengandung sedikit aluminium dipergunakan untuk pengecoran cetak.
• Logam monel adalah paduan nikel yang mengandung tembaga dan demikian juga hasteloy yang mengandung molibden, khrom dan silikon.
• Paduan timbal adalah paduan antara timbal, tembaga dan timah, dan logam bantalan adalah paduan dari timbal, tembaga dan stibium. Disamping itu dipakai juga paduan timah, tembaga dan stibium
Temperatur penuangan logam cair yang biasa digunakan untuk bermacam-macam coran dinyatakan dalam tabel 2.1.
Tabel 2.1 Macam-macam temperatur penuangan logam cair ke dalam cetakan
Macam Logam Temperatur penuangan 0C
Brons 1100-1250
Kuningan 950-1100
Besi cor 1250-1450
Baja tahan karat 1700-1750
Alumunium 600-700
Baja cor 1500-1550
Pasir cetak yang lazim digunakan didalam industri pengecoran adalah sebagai berikut:
Pasir silika didapat dengan cara menghancurkan batu silika, kemudian disaring untuk mendapatkan ukuran butiran yang diinginkan.
2. Pasir Zirkon
Pasir Zirkon berasal dari pantai timur australia yang mempunyai daya yahan api yang efektif untuk mencegah sinter.
3. Pasir Olivin
Pasir Olivin didapat dengan cara menghancurkan batu yang membentuk 2MgO, SiO2 dan 2FeO.SiO2. Pasir olivin mempunyai daya hantar panas
yang lebih besar dibanding pasir silika.
Didalam suatu proses pengecoran, proses pembekuan logam cair setelah logam cair dituang ke dalam cetakan akan mengalami penyusutan. Penyusutan pada rongga cetakan akan mengakibatkan berubahnya dimensi benda coran. Pada
tabel 2.2 dibawah ini diketahui penyusutan yang terjadi pada suatu logam.
Tabel 2.2 Penyusutan yang terjadi pada suatu material
Material Penyusutan (%)
Baja karbon 2
Basi tuang kelabu 1
Besi tuang putih 1,5
Alumunium 6
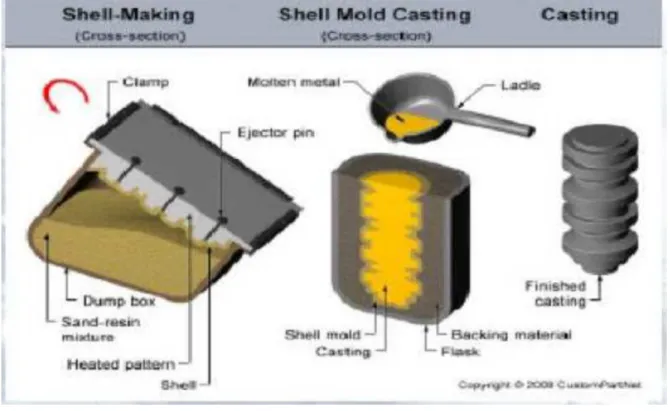
Macam-macam cetakan pasir dengan pengikat khusus : 1. Shell Molding
Cetakan Kulit (Shell molding ) merupakan variasi dari cetakan pasir di mana cetaka dibentuk dari lapisan tipis atau kulit pasir khusus. Kulit ( shell ) dibentuk oleh lapisan pola logam panas dengan pasir dicampur resin. Panas meleleh resin yang kemudian mengikat butiran pasir bersama-sama membentuk kulit ( shell ). Cetakan kulit selalu dibuat dengan mesin dan proses ini digunakan untuk membuat satu jenis produk pengecoran dalam jumlah
banyak. Cara ini juga merupakan salah satu metode yang digunakan untuk membuat inti. Pola logam dengan presisi yang tinggi digunakan dalam cetakan kulit ini mahal tetapi tahan lama dan mengurangi biaya tiap unit dari cetakan ketika diproduksi dalam jumlah besar. Mereka juga memungkinkan kontrol yang lebih baik dari bentuk dan ukuran dari cetakan pasir konvensional dan menghasilkan tuangan dengan permukaan yang lebih halus yang dapat mengurangi biaya penyelesaian akhir ( finishing ). Pada saat logam cair dituang cetakan kulit harus diperkuat oleh pasir atau biji besi karena pada suhu tinggi dapat cepat runtuh. Tetapi hal ini berguna, terutama pada produksi massal dapat meminimalkan biaya mengeluarkan benda tuang dari cetakan kulit.
Tahapan proses pembuatan cetakan kulit ( shell moulding ) : 1. Pola dibuat dari logam, biasanya terdiri dari dua bagian
2. Potongan pola yang terpisah dipasang pada backing plate logam datar dan ditambahkan bagian yang membentuk saluran dimana logam cair akan mengalir.
3. Pelat pola dipanaskan 200 sampai 250OC dan ditempatkan di atas sebuah kotak yang berisi pasir resin khusus
4. Kotak dan beserta pola dibalik sehingga pasir resin tertabur diatas pola plat logam panas.
5. Ketika kotak dan pola dikembalikan ke posisi semula maka akan terbentuk kulit tipis pasir pada pola. Hal ini biasanya terjadi secara otomatis pada mesin cetak kulit. Kemudian dipanaskan kembali agar mengeras.
6. Kulit dibuka dari pola dan didapat setengah cangkang. Dua cangkang yang cocok dilem atau dijepit bersama untuk membentuk sebuah cetakan.
7. Logam cair dituangkan ke dalam cetakan yang telah selesai dan dibiarkan membeku.
8. Selesai pengecoran, termasuk bentuk saluran turun yang membawa logam cair, yang dikeluarkan dari cetakan kulit.
9. Potongan bagian yang tidak digunakan dari benda coran untuk mendapatkan ukuran yang dimaksud.
10. Selesai proses pengecoran , contoh adalah poros engkol pada mesin 2 silinder.
Selain dari mesin jenis ini telah dikembangkan juga mesin pembuat cetakan kulit yang lain. Yaitu mesin pembuat cetakan kulit tiup yang bekerja dengan meniup pasir kulit ke dalam kotak inti atau ke atas pelat pola. Kebanyakan dari mesin pembuat inti kulit adalah jenis peniupan. Mesin pembuat inti kulit ini, direncanakan untuk membuat inti berongga yang lebih
seragam. Untuk membuat inti berongga, pasir kulit ditiupkan ke dalam kotak inti panas, yang kemudian dibalik setelah waktu tertentu. Setelah pasir yang tidak mengeras di bagian dalam disingkirkan, maka didapat inti berongga. Pasir yang tidak mengeras bisa juga diisap atau didorong oleh tekanan udara. Inti semacam int memudahkan gas untuk keluar dan meniadakan cacat rongga udara.
Gambar 2.1 Cetakan Shell Moulding
Pasir cetak kulit ada dua macam, yaitu pasir resin dan pasir berlapis. Pasir resin adalah campuran antara resin fenol dan pasir silika. Kadar resin kira-kira 4 sampai 7 %. Berat jenis bubuk resin berbeda sekali dengan berat jenis pasir silika dan tidak mudah dicampur secara merata. Karena itu perlu dicampurkan sedikit metil alkohol. Pasir berlapis terdiri dari butir-butir pasir yang diselubungi oleh resin fenol, dibuat dengan cara sebagai berikut:
1) Tambahkan resin cair pada pasir untuk menutupi butir-butir pasir, kirakira pada temperatur 150°C (Cara pelapisan panas).
2) Aduklah agar butir-butir pasir tertutup oleh resin, pada temperature kamar (Proses dingin).
3) Panaskan pasir silika dan tutupi butir-butir pasir dengan bubuk resin (Proses panas kering).
Kebaikan dari pasir berlapis ialah menggunakan lebih sedikit resin dibandingkan dengan pasir resin. Kadar resin dari pasir berlapis adalah 2,5 sampai 3,5%. Berbeda dengan pasir resin, pasir berlapis mempunyai distribusi resin fenol yang merata dan menyebabkan cetakan kulit yang homogen dan kuat. Terutama sangat efektif untuk dipergunakan pada mesin pembuat cetakan kulit tiup di mana biasanya pasir resin terpisah.
3. Hotbox molding
• Cara kotak panas (Hotbox molding) adalah cara pembuatan cetakan atau inti di mana pasir dengan pengikat resin set-panas disemprotkan ke dalam kotak logam yang dipanaskan.
• Kotak yang dibuat dari besi cor biasa dipakai sebagai kotak inti untuk pembuatan inti. Kotak inti dipanaskan mula pada 200 sampai 250°C.
Kemudian pasir ditiupkan ke dalamnya, maka pasir segera mengeras karena panas dari kotak inti. Inti yang tebal mempunyai bagian dalam yang tidak mengeras. Kalau dibiarkan dalam keadaan itu pasir akan mengeras sampai ke dalam. Tetapi biasanya diikuti dengan pemanggangan yang kedua kali pada 150 sampai 180°C.
• Boleh dikatakan sangat sukar untuk membuat inti berongga seperti pada pembuatan cetakan kulit, karena pengisapan dan pendorongan
oleh udara tidak dapat mengeluarkan pasir yang tidak terpanggang. Inti macam ini mempunyai mampu ambruk yang baik dan sangat menguntungkan pada pembongkaran karena resin terbakar pada temperatur tinggi.
• Dalam cara ini resin furan dipakai sebagai bahan pengikat. Biasanya ditambahkan resin furan 2 sampai 3 % pada pasir, disamping itu ditambahkan juga asam lemah 20 sampai 30% dari jumlah resin sebagai katalisator untuk bisa bercampur. Temperatur pasir sebelum pencampuran ditahan kira-kira di bawah 30°C.
• Pasir yang dicampur dengan resin furan harus mempunyai kadar kotoran atau debu yang sedikit dan permukaan butirnya harus bersih. Kalau syarat tersebut tidak dipenuhi, kekuatannya setelah mengeras akan kurang.
Gambar 2.2 Hot Box type Core Shooters
• Karbon dioksida molding juga dikenal sebagai proses natrium silikat merupakan salah satu proses yang banyak digunakan untuk mempersiapkan cetakan dan inti. Dalam proses Moulding CO2, natrium silikat digunakan sebagai bahan pengikat. Tapi silikat natrium mengaktifkan atau cenderung untuk mengikat partikel pasir hanya dengan gas karbon dioksida. Untuk alasan ini, proses ini umumnya dikenal sebagai proses CO2.
• Natrium silikat kira-kira 3 sampai 7 % dibubuhkan pada pasir silika dan dicampur baik, kemudian cetakan dibuat dari campuran ini dengan tangan, dan dengan mesin ataupun secara otomatis.
• Gas CO2 ditiupkan ke dalam cetakan pada tekanan 1,0 sampai 1,5 kg/cm2, maka cetakan ini akan mengeras dalam waktu singkat.
• Reaksi pengerasan pada cara CO2 dijelaskan pada rumus berikut : Na2Sio3+CO2 à Na2CO3+SiO2 (Sodium Silicate) (Silica gel)
• Gambar menunjukkan garis besar pembuatan cetakan dengan cara CO2.
1. Proses sama dengan cetakan pasir, pasir dipadatkan ke dalam kotak cetakan dan lubang angin dibuat dengan mempergunakan jarum- jarum.
2. Jarum-jarum ditarik sehingga terjadi lubang-lubang. 3. Gas CO2 dialirkan melalui lubang-lubang itu.
4. Keluarkan pola dari kotak dan cetakan selesai dan siap untuk penuangan.
Gambar 2.3 Carbon Dioxide Moulding
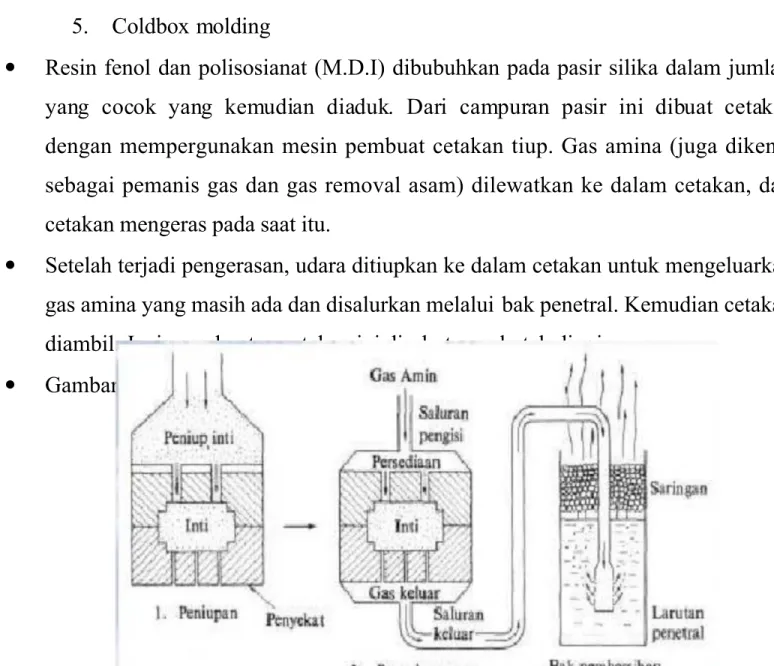
5. Coldbox molding
• Resin fenol dan polisosianat (M.D.I) dibubuhkan pada pasir silika dalam jumlah yang cocok yang kemudian diaduk. Dari campuran pasir ini dibuat cetakan dengan mempergunakan mesin pembuat cetakan tiup. Gas amina (juga dikenal sebagai pemanis gas dan gas removal asam) dilewatkan ke dalam cetakan, dan cetakan mengeras pada saat itu.
• Setelah terjadi pengerasan, udara ditiupkan ke dalam cetakan untuk mengeluarkan gas amina yang masih ada dan disalurkan melalui bak penetral. Kemudian cetakan diambil. Jenis pembuatan cetakan ini disebut cara kotak dingin.
Gambar 2.4 Cetakan Coldbox Moulding
• Proses pembuatan cetakan inti tersebut dapat dijelaskan sebagai berikut : 1. Campuran pasir ditiupkan ke dalam peti inti oleh udara.
2. Gas amina ditiupkan ke dalamnya. Gas sisa dikeluarkan dari kotak inti oleh udara untuk disalurkan ke bak penetral. Gas bersih dilepaskan ke udara luar. Karena gas amina merupakan gas racun, maka semua penyekat harus sempurna.
• Pasir untuk cara kotak inti
Pengikat pasir untuk cara kotak inti ini terdiri dari resin fenol (cairan I) dan M.D.I, (cairan II). Jumlah yang ditambahkan ialah 2 sampai 3 % dari jumlah pasir. Waktu pengerjaan dari campuran ini kira-kira 1 sampai 1,5 jam. Sebagai zat pengeras dipakai gas etilamin karena lebih baik dari pada gas metilamin. Bahan baku pasir lebih baik netral atau asam, karena pasir basa tidak mungkin dibuat cetakan. Kadar air dari pasir lebih baik 0,2 %, karena kadar air yang berlebihan, sangat menurun-kan kekuatan cetakan. Perbandingan dari cairan I pada cairan II optimum pada 5:5 sampai 4:6.
6. Cetakan mengeras sendiri
• Apabila pengikat khusus dibubuhkan pada pasir cetak maka cetakan yang dibuat dari campuran ini mengeras secara alamiah. Dalam hal ini peniupan CO2 tidak perlu, tidak seperti pada cara CO2. Oleh karena itu cetakan demikian disebut
• Sebagai pengikat dipakai bahan organik, semen, air-kaca (senyawa natrium metasilikat, Na2 SiO3) dan sebagainya. Reaksi pengerasan dimulai segera atau beberapa saat setelah pencampuran pasir dengan pengikat.
• Karena itu waktu pengolahan pasir harus cocok dengan waktu pembuatan cetakan, dan tidak baik membiarkan campuran pasir untuk waktu yang lama setelah pencampuran.
• Jenis cetakan mengeras sendiri :
1. Cetakan mengeras sendiri dengan pengikat organic 2. Cetakan mengeras sendiri dengan campuran semen 3. Cetakan mengeras sendiri dengan campuran air-kaca 4. Cetakan pasir mengeras sendiri
2.2 Proses Pengecoran Pasir Co2 di Laboratorium Pengecoran Universitas Gunadarma
Untuk Langkah-langkah pengecoran logam di laboratorium pengecoran logam Universitas Gunadarma dapat dilihat pada gambar 2.1.
Diagram alir proses pengecoran Cetakan pasir Co2
Drafting: Design pola
Design gatting sistem Material:
Ferrous Non-ferrous
Pattern making: Gating system making Riser making Pembuatan cetakan Co 2 Proses peleburan Tapping Pouring cetakan Pembongkaran cetakan baik Pengujian Produk Bahan cetakan: Pasir silika Water glass air Uji komposisi cacat
Gambar 2.5 Diagram Alir Proses Pengecoran Cetakan Pasir CO2
Langkah-langkah yang harus diperhatikan Perancangan Dan Pembuatan Pola
Pola menentukan hasil dari coran, oleh karena itu diperlukan dasar-dasar pengetahuan tentang perancangan. Sebelum kita membuat pola, terlebih dahulu memerlukan gambar perancangan. Bahan–bahan pola yang biasa digunakan yaitu : kayu, lilin (wax), logam. Pola kayu banyak dipakai karena lebih murah, cepat dibuatnya dan mudah diolah. Oleh karena itu untuk pola kayu biasanya dipakai untuk cetakan pasir. Alat-alat yang digunakan untuk
membentuk pola dari kayu ialah pahat, mesin bubut kayu, gerinda kayu, amplas dan lain-lain.
Pada proses pembuatan pola ada beberapa hal penting yang harus diperhatikan, yaitu:
1. Permukaan pola (baik pola benda coran, gatting system dan riser ) harus baik dan halus agar tidak merusak cetakan pada proses pelepasan pola.
2. Dimensi dari pola benda coran harus dibuat penambahan + 5mm dari ukuran sebenarnya untuk mencegah penyusutan yang terjadi dan untuk proses finishing dari benda coran.
3. Faktor kemiringan pola sangat diutamakan, hal ini bertujuan agar memudahkan pengangkatan pola dari cetakan, sehingga tidak merusak cetakan. Lihat gambar 2.2 Besar kemiringan pola + 2 0.
Gambar 2.6 Contoh Kemiringan Pola
Dalam pengecoran, kita bukan hanya membutuhkan pola benda coran tetapi kita juga memerlukan pola gatting system, yaitu sistem aliran untuk mengalirkan logam cair ke dalam cetakan benda coran. Seperti yang diperlihatkan pada gambar 2.3 Gatting system dibagi atas 4 bagian, yaitu:
1. Cawan tuang 2. Saluran turun 3. Saluran pengalir 4. Saluran masuk
Gambar 2.7 Pola Coran Lengkap
Tujuan dari gatting system ini adalah untuk mengatur kecepatan aliran logam cair ke dalam rongga cetakan, sehingga rongga cetakan terisi secara sempurna. Dan juga agar slag logam cair tidak ikut masuk kedalam rongga cetakan.
Selain pola benda coran dan pola gatting system kita juga memerlukan pola riser atau pola penambah. Riser atau penambah juga diperlukan untuk
mengimbangi penyusutan (Shrinkage) pada saat logam cair tersebut membeku. Karena setiap logam mempunyai nilai penyusutan tersendiri.
Contoh macam-macam saluran tuang yang dipakai dalam pengecoran logam terlihat pada gambar 2.8.
1. Saluran pisah 2. Saluran langsung 3. Saluran bawah 4. Saluran cincin 5. Saluran terompet 6. Saluran bertingkat 7. Saluran baji
Saluran Pisah Saluran Langsung
Saluran Bawah Saluran Cincin
Saluran Bertingkat Saluran Baji
Gambar 2.8 Macam Macam Sistem Saluran
2.3.1 Pembuatan Cetakan
Pada praktikum pengecoran logam di laboratorium pengecoran teknik mesin Universitas Gunadarma menggunakan metode pengecoran cetakan pasir Co2 (Sand Casting ), Maka hal-hal yang perlu dipersiapkan antara lain ialah:
Pasir Silika, Water glass, air, Cup & Drag, gas Co2 dan Bahan Coating (Spirtus
dan grafit).
Langkah pertama yaitu menentukan berapa banyak pasir silika yang kita butuhkan sesuai dengan cup & drag yang ada. Lalu kita campurkan waterglass k dalam pasir kemudian diaduk hingga rata. Waterglass yang dipakai sekitar 3-6% berat pasir. Setelah pasir dan waterglass rata, kemudian dimasukan kedalam cup & drag yang telah dimasukan terlebih dahulu pola coran. Setelah terisi penuh kita tembakan gas Co2 hingga pasir keras.
Kemudian pola bisa kita lepas dari cetakan.
2.3.2 Proses Peleburan
Logam yang kita lebur adalah logam alumunium. Alumunium saat ini ialah logam kedua terbanyak setelah besi karbon (cast iron) yang dipakai untuk komponen mesin, contoh dalam bidang otomotif. Juga dipakai pada alat-alat rumah tangga seperti panci dll. Kelebihan dari alumunium ialah logam ini ringan, kuat, konduktor panas dan listrik yang baik setelah emas dan tembaga.
Titik cair dari alumunium murni + 6500C. Tetapi alumunium jika dipadukan
oleh unsur paduan maka titik cairnya akan bertambah. Unsur-unsur paduan yang biasanya dipakai sebagai paduan aluminium adalah silikon, tembaga, magnesium, timah dan lain-lain.
Alumunium cair sangat reaktif sekali terhadap gas hidrogen (H). gas hidrogen dapat membuat gelembung udara terikat didalam alumunium cair yang mengakibatkan porositas pada produk coran nantinya. Reaksi kimianya:
Steam Alumunium Hidrogen Alumunium oxide
Untuk mencegah porositas pada logam alumunium maka dapat dilakukan beberapa cara, antara lain dengan melindungi alumunium cair menggunakan gas nitrogen (N2). Karena gas nitrogen mengikat hidrogen
sebagai penyebab porositas pada alumunium. Caranya yaitu dengan menyemburkan gas nitrogen diatas alumunium cair hingga alumunium cair tersebut masuk kedalam cetakan. atau dengan cara menggunakan flux . Yaitu flux ditaburkan pada permukaan alumunium cair secara merata yang bertujuan agar gas hidrogen tidak dapat masuk kedalam alumunium cair.
Ada 4 macam flux yang dipakai dalam membuat produk alumunium menjadi lebih baik dalam hal sifat-sifat fisik ataupum mekanik, yaitu:
• Covering fluxes
Digunakan untuk mencegah gas hidrogen masuk kedalam alumunium cair
• Cleaning fluxes
Untuk menghilangkan kandungan padat nonmetalik dari alumunium cair
• Degassing fluxes
Dimasukan kedalam alumunium cair untuk menghilangkan gas yang terjebak dalam alumunium cair yang dapat menyebabkan porositas • Drossing-off fluxes
Perhitungan Efisiensi Benda Coran
Untuk menghitung efisiensi benda coran, maka perlu diketahui langkah-langkah memulai perhitungan yang terlihat pada gambar 2.9
1. Hidrostatis Praktis
Gambar 2.10 Hidrostatis Praktis[2,3]
Formula yang digunakan untuk menghitung tinggi hidrostatis praktis sebagai berikut[2,3]
Keterangan :
= Tinggi hidrostatis praktis (mm)
= Jarak kedudukan saluran masuk terhadap permukaan logam cair pada cawan tuang (mm) = 130 mm
= Tinggi rongga cetakan (mm)
= Jarak saluran masuk kebagian paling atas rongga cetakan (mm)
2. Waktu Tuang
Waktu tuang adalah waktu yang dibutuhkan logam cair untuk mengisi penuh rongga cetakan dan dimulai pada saat logam cair menyentuh cawan
tuang.
Besarnya waktu tuang (τ ) diperoleh dengan rumus sebagai berikut :
Keterangan :
= Besaran spesifik = Massa benda cor (kg)
Besaran spesifik tergantung dari ketebalan benda cor, seperti pada tabel di bawah ini :
Tabel 2.3 Besaran Spesifik
Tebal Dinding Benda Coran (mm) Nilai (S)
3– 3,5 1,63
3,5– 8 1,85
8 – 15 2,2
3. Kecepatan Tuang
Kecepatan tuang adalah laju aliran logam cair untuk mengisi rongga cetakan per satuan waktu tuang.
Formula yang dipakai untuk menghitung kecepatan tuang yaitu [2,3]:
Keterangan :
= Kecepatan tuang = Berat benda cor = Waktu tuang
Akan tetapi dalam prakteknya penentuan waktu tuang biasanya dapat pula ditentukan dengan menggunakan nomogram waktu kecepatan tuang.
Benda Cor
Gambar 2.11 Nomogram Kecepatan Tuang [2,3] 4. Sistem Saluran Tuang
Sistem saluran tuang merupakan tempat mengalirnya logam cair kedalam rongga cetakan. Adapun tujuan dari pembuatan sistem saluran tuang adalah sebagai berikut [1]:
a. Agar slag-slag yang berada dalam logam cair tidak ikut masuk ke dalam rongga cetakan.
b. Supaya kecepatan aliran logam dapat diatur sehingga rongga cetakan terisi secara sempurna.
Keterangan gambar :
a. Cawan tuang (Ct) b. Saluran turun (St)
c. Saluran pengalir (Sp) d. Saluran masuk (Sm)
Di dalam perancangan suatu sistem saluran tuang (Sst) kita harus memperhatikan perbandingan antara saluran masuk (Sm), saluran pengalir (Sp) dan saluran turun (St). Perbandingan antara Sm : Sp : St dapat dilihat pada Tabel berikut :
Tabel 2.4 Perbandingan Sm : Sp : St
Bahan Cor Sm : Sp : St
Bentuk Coran Besar 1 : 1,5 : 2
Bentuk Coran Sedang 1 : 1,2 : 1,4
Bentuk Coran Segala Bentuk 1 : 1,1 : 1,2 4.1 Saluran Masuk (SM)
Saluran masuk salah satu wadah yang berfungsi untuk mengatur kecepatan terakhir dan untuk menahan kotoran sebelum logam cair masuk kedalam cetakan.
Untuk menghitung saluran masuk digunakan formula sebagai berikut[2,3]:
a. Luas Saluran masuk (Sm)
Formula luas saluran masuk (Sm):
Keterangan :
= Luas saluran masuk = Berat benda cor = Massa jenis logam = Waktu tuang
= Percepatan gravitasi = Tinggi hidrostatis praktis
b. Volume saluran masuk
Formula yang digunakan untuk menghitung volume saluran masuk (Vsm)[2,3]:
Keterangan :
= Volume saluran masuk = Luas saluran masuk = Panjang saluran masuk
c. Massa Saluran Masuk (Msm)
Formula yang digunakan untuk menghitung saluran masuk (Msm)
[2,3]:
Keterangan :
Msm = Massa Saluran Masuk (kg) Vsm = Volume Saluran Masuk (mm3)
ρ = Massa jenis logam (kg/m3)
d. Dimensi Saluran Masuk
Bentuk dari penampang saluran masuk yang direncanakan adalah berbentuk trapesium.
Gambar 2.13 Dimensi Saluran Masuk
4.2 Saluran Pengalir
Saluran pengalir (Sp) adalah saluran yang berfungsi sebagai penerus aliran logam cair yang berasal dari saluran turun ke saluran masuk
sebagai tempat penyaringan kotoran.
Untuk menghitung saluran pengalir digunakan formula [2,3,4] :
a. Luas penampang saluran pengalir (SP)
Keterangan :
= Luas saluran pengalir = Luas saluran masuk
b. Volume salurasn pengalir (Vsp)
Keterangan :
= Volume saluran pengalir = Luas saluran pengalir
c. Massa saluran pengalir (Msp)
Keterangan :
= Massa saluran pengalir
a
0,5 a
= Massa jenis logam
4.3 Saluran Turun
Saluran turun (St) adalah suatu alat pada sistem saluran tuang (sst) yang berfungsi sebagai saluran yang dilalui oleh logam cair yang berasal dari cawan tuang (Ct), sebagai media untuk mengalirkan logam cair menuju ke saluran pengalir (Sp). Dimensi dari saluran turun (St) adalah silinder yang mana pada bagian bawahnya sedikit mengecil yang berfungsi untuk menahan laju kotoran sebanyak mungkin serta untuk mempermudah pencabutan pola saluran turun (St).
Gambar 2.14 Dimensi Saluran Turun Formula untuk menghitung saluran turun (St) adalah [2,3]:
a. Luas penampang saluran turun
Keterangan :
= Luas saluran turun = Luas saluran masuk
h d1
b. Volume saluran turun
Keterangan :
= Volume saluran turun = Tinggi saluran turun
c. Massa saluran turun
Keterangan :
= Massa saluran turun = Massa jenis logam
d. Diameter saluran turun
Keterangan :
= Diameter (mm) =
4.4 Cawan Tuang
Cawan tuang (Ct) adalah suatu penampung logam cair yang dituang dari ladel untuk diteruskan ke saluran turun (St). Untuk dimensi dari cawan tuang berbentuk kerucut terpancung, dimana untuk menghitung diameter atasnya menggunakan rumus [2,3,4]:
Keterangan :