PERANCANGAN MEKANIK MESIN POLES
UNTUK PROSES METALOGRAFI BAHAN
MENGGUNAKAN MOTOR LISTRIK
( Dyah Sawitri, ST, MT ; Albaet Firdausi )
Program Studi D3 Teknik Instrumentasi, Jurusan Teknik Fisika
Fakultas Teknologi Industri, Institut Teknologi Sepuluh Nopember
Kampus ITS Keputih Sukolilo – Surabaya 60111
ABSTRAK
Proses metalografi bertujuan untuk melihat struktur mikro suatu bahan, untuk itu ada beberapa tahapan
yang harus dilakukan. Proses grinding dan polishing merupakan proses yang sangat penting unruk membuat
permukaan sampel bahan menjadi benar-benar halus agar dapat dilakukan observasi. Mesin poles yang terdapat
diluar memiliki harga yang sangat mahal, untuk itu tugas akhir kali ini bertujuan untuk mendapatkan mesin poles
yang murah dan efisien. Mesin poles ini memiliki dua piringan logam yang berputar, digerakkan oleh motor
listrik dan ditambahkan sistem sirkulasi air untuk menghemat penggunaan air. Sistem sirkulasi air dengan
menggunakan kombinasi bahan penyaring, menghasilkan air yang lebih jernih.
Kata kunci : Metalografi, Grinding, Polishing, sirkulasi air.
BAB I
PENDAHULUAN
1.1 Latar Belakang
Proses metalografi bertujuan untuk melihat
struktur mikro suatu bahan, untuk itu ada beberapa
tahapan yang harus dilakukan. Tahapan yang harus
dilalui adalah mounting, grinding, polishing,
etching dan setelah itu baru observasi menggunakan
mikroskop. Dari keempat proses tersebut, proses
grinding dan polishing merupakan proses yang
sangat penting unruk membuat permukaan sampel
bahan menjadi benar-benar halus agar dapat
dilakukan observasi. Pada proses ini digunakan
sebuah mesin poles yang memiliki komponen
utama berupa motor penggerak, piringan logam,
dan keran air. Pada perancangan kali ini digunakan
sebuah motor penggerak berupa motor listrik yang
akan berfungsi sebagai penggerak dua piringan
logam. Posisi motor listrik akan diletakkan di
bagian tengah mesin dan dihubungkan dengan dua
piringan logam dengan menggunakan karet
penggerak. Peletakan posisi motor listrik ini untuk
menghasilkan mesin yang murah, aman dan efisien.
Lebih murah karena jumlah motor yang digunakan
dan penggunaan listrik juga tidak terlalu mahal
dibandingkan dengan menggunakan dua motor.
Lebih efisien karena menggunakan sistem
sambungan penggerak dengan menggunakan rubber
yang menjaga kestabilan putaran motor agar
didapatkan hasil pemolesan sampel yang baik,
penggunaan sistem sirkulasi air juga berdampak
posistif terhadap penghematan dalam penggunaan
air.
1.2 Permasalahan
Permasalahan yang dihadapi dalam
perancangan tugas akhir ini adalah bagaimana
membuat rancangan mekanik pada mesin poles
untuk proses metalografi bahan dengan penggerak
motor listrik yang murah dan efisien yang ditambah
dengan sistem sirkulasi air untuk penghematan
dalam penggunaan air.
1.3 Batasan Masalah
Untuk memfokuskan penyelesaian masalah
pada perncangan tugas akhir ini diperlukan
beberapa batasan masalah. Adapun batasan
masalahnya sebagai berikut:
1. Tidak membahas sistem elektrik.
2. Tidak ada holder untuk sampel bahan.
3. Plat grinding ada dua dan berputar secara
bersamaan.
4. Menggunakan motor AC satu fasa.
1.4 Tujuan
Tugas akhir ini bertujuan agar dalam suatu
proses pemolesan sampel pada proses metalografi
dapat dilakukan menggunakan mesin yang murah
dan efisien dengan sistem sirkulasi air untuk
penghematan dalam penggunaan air.
BAB II
TEORI PENUNJANG
2.1 Metalografi
Metalografi adalah gambaran mikro pada
permukaan logam yang sudah
dipreparasi.
Gambaran struktur mikro itu tidak akan terlihat
tanpa dipreparasi. Metalografi merupakan
pengujian dan pengamatan terhadap strukutur butir
suatu logam. Dalam pengamatan secara metalografi
dapat diperoleh gambaran struktur butiran suatu
logam. Pengujian metalografi harus menggunakan
bantuan dari mikroskop optik. Metalografi
merupakan disiplin ilmu yang mempelajari
karakteristik mikrostruktur suatu logam dan
paduannya serta hubungannya dengan sifat-sifat
logam dan paduannya tersebut. Permukaan sampel
harus benar-benar diratakan agar sampel yang telah
dipreparasi dapat terlihat dan tergambar bentuk
struktur mikro dari mikroskop sehingga cahaya
yang berasal dari mikroskop akan memantul ke
mata kita. Oleh karena itu, sebelum dilakukan
pengamatan mikrostruktur dengan mikroskop maka
diperlukan proses-proses persiapan sampel. Sampel
yang akan diuji harus dipreparasi dengan
tahap-tahap preparasi spesimen yaitu :
• Sampling position (proses pengambilan
sampel)
• Cutting (pemotongan sampel)
• Mounting
• Grinding
• Polishing
• Observasi mikroskopis / makroskopis
A. Sampling Position (Proses Pengambilan
Sampel)
Pemilihan sampel yang tepat dari suatu benda
uji studi mikroskopik merupakan hal yang sangat
penting. Pemilihan sampel tersebut didasarkan pada
tujuan pengamatan yang hendak dilakukan.
Pengambilan sampel dilakukan pada daerah yang
akan diamati mikrostruktur maupun
makrostrukturnya. Sebagai contoh untuk
pengamatan mikrostruktur material yang
mengalami kegagalan, maka sampel diambil
sedekat mungkin pada daerah kegagalan ( pada
daerah kritis dengan kondisi terparah ), untuk
kemudian dibandingkan dengan sampel yang
diambil dari daerah yang jauh dari daerah gagal.
Kalau untuk ukuran butir, pengambilan sampel
sebaiknya pada arah longitudinal dan diambil
dengan ukuran ¼ lebarnya. Untuk mengetahui
penyebab material gagal dilakukan analisis
metalografi. Dilakukan pembandingan analisis
untuk membandingkan struktur mikro di daerah
awal retak, terkena gagal, dan daerah tidak terkena
gagal.
B. Cutting (Pemotongan)
Cutting adalah proses bagian dari pengambilan
sampel. Pemotongan yang dilakukan harus tepat
dan hati-hati, karena jika tidak maka akan dapat
menyebabkan struktur mikro beruba atau rusak.
Misalnya pemotongan dengan cara pengelasan.
Dalam proses pemotongan pasti terjadi gesekan
antara dua logam, yaitu antara logam yang ingin
dipotong dengan alat pemotongnya (gergaji). Oleh
karena itu, dalam pemotongan harus dijaga jangan
sampai adanya gesekan yang dapat menghasilkan
panas berlebih agar tidak merusak struktur mikro
sehingga diperlukannya coolants. Coolants adalah
cairan pendingin. Dalam pemotongan tidak boleh
digunakan pemotongan basah, digunakan minyak
larut dalam air (a water – soluble oil). Fungsi dari
coolants diantaranya adalah:
• Mencegah karat dari komponen-komponen
mesin maupun spesimen.
• Mengurangi kemungkinan kebakaran
spesimen.
• Memberikan kualitas potong yang lebih baik
(licin, lebih halus).
Pemotongan bisa juga menggunakan alat yang
lebih modern yaitu menggunakan cutting disc
(wheel sectioning). Cutting disc atau disebut juga
piringan yang berputar, terbuat dari silikon karbida,
intan, atau aluminium oksida. Dengan cutting disc
juga diperlukan cairan pendingin. Penggunaan
cutting disc harus sesuai karena silikon karbidanya
berbeda-beda yaitu ada silikon karbida untuk
material yang kasar, ada juga silikon karbida untuk
material yang lunak. Akibat dari pemakaian yang
tidak sesuai menyebabkan umur pakai cutting disc
pendek dan patah.
C. Mounting
Pada dasarnya, sampel yang diuji berukuran
sangat kecil atau memiliki bentuk yang tidak
beraturan sehingga sangat sulit dalam penanganan
untuk proses preparasi selanjutnya yaitu grinding
dan polishing. Oleh karena itu untuk mudah
penangananya atau memudahkan kita memegang
benda uji, maka sampel harus dimounting. Proses
mounting dilakukan dengan cara menempatkan
benda uji dalam suatu media mounting press
machine dan ditaburkan serbuk. Serbuk yang
digunakan biasanya adalah bakelit. Didalam
prosesnya diberi panas dan tekanan agar menjadi
satu kesatuan (spesimen) antara sampel dengan
bakelit. Adapun kegunaan dari mounting adalah:
• Untuk memudahkan kita memegang benda
uji atau memudahkan kita preparasi
spesimen.
• Untuk mendapatkan kerataan permukaan
dari spesimen mounting dimana bahan
mounting dikorbankan dan spesimen tetap
rata.
• Untuk multiple sampling atau banyak
sampel yang dipegang.
• Untuk memperpanjang usia bahan
mounting (tidak
mudah sobek).
• Untuk keamanan si penguji dari specimen.
• Untuk mempermudah proses mikroskopis
saat pengamatan.
• Untuk memberi identitas terhadap sampel
yang banyak pada parameter yang berbeda.
• Untuk memudahkan dalam penyimpanan.
D. Grinding
Grinding merupakan salah satu tahap preparasi
spesimen dimana dalam proses ini dilakukan
pengampelasan. Permukaan spesimen hasil dari
proses sebelumnya, pasti memiliki permukaan yang
tidak rata, terkorosi, terdapat gesekan bahkan
porositas. Untuk meratakan dan menghilangkan itu
semua maka dilakukan grinding (pengampelasan).
Gambar 2.1 Proses Grinding
[1]Pengampelasan dilakukan dengan ampelas yang
ukurannya berbeda-beda yaitu ukuran kertas
ampelasnya dikatakan dengan mesh.
Pengampelasan dilakukan mulai dari nomor mesh
yang rendah (kasar) hingga yang tinggi (halus).
Pengampelasan dilakukan pada mesin grinding
dimana dilakukan dalam piringan berputar dan
diberi
coolants
air.
Air berfungsi untuk
memperkecil kerusakan akibat panas yang timbul
yang dapat merubah struktur mikro sampel dan
memperpanjang masa pemakaian kertas amplas.
Dengan pengampelasan dapat meratakan dan
menghaluskan permukaan sampel dengan cara
menggosokkan sampel pada kain abrasif / amplas.
Teknologi dalam proses grinding saat ini
mengalami kemajuan yang sangat signifikan,
dengan
sistem MD (Magnetic Disc) merupakan
cara yang lebih baik dalam meng-grinding dan
polishing spesimen. Teknologi yang menarik ini
memungkinkan langkah preparasi yang lebih
singkat, mengurangi waktu dan biaya preparasi,
menghasilkan spesimen dengan kualitas yang lebih
baik dan membuat kerja menjadi semakin mudah.
Gambar 2.2 Contoh bentuk teknologi piringan
magnetik
[2]Keuntungan menggunakan teknologi ini antara lain:
• Mengurangi waktu preparasi
Proses
Grinding
dikurangi menjadi
maksimum dua tahap, memperpendek waktu
proses preparasi.
• Lebih awet
Memiliki lifetime yang panjang dan satu disc
menggantikan kira-kira 100 lembar kertas
SiC.
• Removal material yang tinggi dan konsisten
Rancangan baru formula ikatan menjamin
bahwa tidak ada material yang tidak
diharapkan dan memberikan
hasil yang konsisten.
• Kerataan Maksimum
Pemotongan yang sama efisiennya pada
material keras dan lunak menghasilkan
spesimen dengan kerataan absolut tanpa
adanya relief antara perbedaan fasa. Juga ,
sisi yang membulat rounding edge pada
interface antara resin dan sampel tidak
terjadi sama sekali.
• Kerataan Optimum
Removal material merata baik fasa keras dan
lunak menjamin tidak ada noda fasa lunak
smearing of soft phases atau kepingan fasa
rapuh chipping of brittle phases.
• Waktu grinding yang pendek
Menjamin removal rate tinggi dan waktu
grinding yang pendek.
Teknologi piringan magnetik merupakan jalur
komprehensif dari grinding dan polishing cloth
dengan dasar metalik tersedia dalam ukuran 200
mm / 8-inch, 250 mm / 10-inch dan 300 mm
/12-inch diameter. Piringan magnet tunggal,
ditempatkan pada mesin grinding dan polishing
dalam proses preparasi, digunakan untuk
mendukung permukaan preparasi yang baru.
Ditinjau dari penghematan biaya dan waktu, metode
baru menghindari penyimpanan, penanganan yang
sulit dan pembuangan kertas SiC. Disc grinding
dalam system ini memungkinkan pengurangan
penggunaan kertas SiC menjadi hanya dua tahap,
dan mengurangi waktu preparasi secara
keseluruhan. Kualitas preparasi telah sangat
berkembang dibandingkan dengan kertas SiC.
Sehingga, disc grinding dalam sistem ini adalah
lebih baik terhadap kertas SiC.
E. Polishing
Secara metalografi, polishing adalah proses
terakhir dari bagian preparasi spesimen untuk
mendapatkan permukaan benda kerja yang halus
dengan menggunakan mesin poles metalografi yang
terdiri dari piringan yang berputar dan didalamnya
menggunakan gaya abrasif. Polishing sering
digunakan untuk meningkatkan benda kerja tampak
mengkilap, halus , mencegah kontaminasi peralatan
medis, menghilangkan oksidasi, atau mencegah
korosi pada pipa. Dalam metalografi dan metalurgi,
polishing digunakan untuk membuat plat rata,
membuat permukaan benda kerja bebas dari cacat
sehingga memudahkan dalam pemeriksaan
mikrostruktur logam dengan mikroskop.
Gambar 2.3 Proses Polishing
[1]F. Observasi
Pengamatan dilakukan dengan menggunakan
mikroskop optik. Pengamatan ini dilakukan setelah
pemolesan hingga tahap pencucian pun telah
selesai. Dalam prosesnya kita mengamati gambaran
topografi struktur mikro spesimen yang telah
dipreparasi menggunakan mikroskop cahaya.
Mikroskop cahaya menyediakan gambaran struktur
dua-dimensional dengan perbesaran total dari 40x
hingga 1250x [Smallman, 2000].
Gambar 2.4 Observasi menggunakan mikroskop
2.2 Mesin Poles
[1]
Mesin yang digunakan untuk menghaluskan
permukaan sebuah sampel sebelum diteliti.
Gambar 2.5 Mesin poles
[3]Mesin ini terdiri atas beberapa elemen penting
yaitu:
• Dua buah piringan logam.
Piringan logam yang berfungsi sebagai
tempat meletakkan sampel pada proses
penghalusan. Permukaan piringan pertama
dilapisi oleh lapisan amplas dan piringan
yang kedua dilapisi oleh lapisan kain.
• Dua kran air.
Berfungsi untuk membasahi permukaan
piringan logam saat proses penghalusan
agar permukaan piringan logam tidak
terlalu panas yang dapat mengakibatkan
pengikisan berlebih pada semapel yang
sedang dihaluskan.
• motor listrik
Sebagai penggerak dua piringan logam,
menggunakan motor listrik AC.
• saluran pembuangan
untuk keluaran air sisa proses
penghalusan.
Teknologi terbaru dari mesin ini telah
menggunakan sistem hidrolis dan menggunakan
sistem komputerisasi untuk penggunaanya,
sehingga harga mesin menjadi lebih mahal. Mesin
ini sangat dibutuhkan dalam proses percobaan
metalografi, dengan mempelajari sistem kerja dan
bentuk dari mesin ini, dapat dibuat sebuah mesin
sejenis yang lebih sederhana, murah, dengan cara
kerja yang sama.
Gambar 2.6 Mesin poles teknologi terbaru
[2]2.3 Motor Listrik
Motor listrik yang dibahas kali ini
merupakan motor induksi 1-fasa biasanya
tersedia dengan daya kurang dari 1 HP dan
banyak digunakan untuk keperluan rumah
tangga dengan aplikasi yang sederhana, seperti
kipas angin motor pompa dan lain sebagainya.
Didasarkan pada cara kerjanya, maka motor ini
dapat dikelompokan sebagai berikut :
a. Motor kapasitor (capacitor motor)
• Kapasitor start (capacitor start motor)
• Kapasitor start-kapasitor jalan
(capacitor start-capacitor run motor)
• Kapasitor jalan (capacitor run motor)
• Motor kutub bayangan (shaded pole
motor)
b. Motor fase belah/fase bagi (split phase
motor)
Penjelasan dari jenis-jenis motor ini
dijabarkan sebagai berikut di bawah ini.
a. Motor kapasitor
Motor kapasitor merupakan bagian dari
motor fasa belah, namun yang membedakan
kedua motor tersebut adalah pada saat kondisi
start motor. Motor kapasitor ini menggunakan
kapasitor pada saat startnya yang dipasang
secara seri terhadap kumparan bantu. Motor
kapasitor ini umumnya digunakan pada kipas
angin, kompresor pada kulkas (lemari es),
motor pompa air, dan sebagainya. Pada
lemari es umumnya memakai rele sebagai
saklar sentrifugalnya. Berdasarkan
penggunaan kapasitor pada motor kapasitor,
maka motor kapasitor ini dapat dibagi dalam
hal sebagai berikut di bawah ini.
• Motor kapasitor start (capacitor start
motor)
Pada motor kapasitor, pergeseran fase
antara arus kumparan utama (I
u) dan arus
kumparan bantu (I
b) didapatkan dengan
memasang sebuah kapasitor yang dipasang
seri terhadap kumparan bantunya seperti yang
diperlihatkan pada gambar di bawah ini.
Gambar 2.12 Bagan rangkaian motor kapasitor
dan diagram vektor I
udan I
b[5]pemasangannya tidak permanen pada motor
(sebagai bagian yang dapat dipisahkan).
Kapasitor start direncanakan khususnya untuk
waktu pemakaian yang singkat, sekitar 3 detik,
dan tiap jam hanya 20 kali pemakaian. Bila
saat start dan setelah putaran motor mencapai
75% dari kecepatan penuh, saklar sentrifugal
(CS)
otomatis akan terbuka untuk
memutuskan kapasitor dari rangkaian,
sehingga yang tinggal selanjutnya hanya
kumparan utama saja.
Disamping itu, penggunaan kapasitor start
pada motor kapasitor dapat divariasikan misalnya
dengan tegangan tegangan ganda seperti yang
diperlihatkan pada gambar 2.13. Untuk penggunaan
tegangan rendah pada gambar 2.13, kumparan
utama I dan kumparan utama II diparalel dengan
cara terminal 1 dikopel dengan 3, terminal 2
dikopel dengan 4, kemudian terminal 1 dan 2
diberikan untuk sumber tegangan. Untuk tegangan
tingginya, kumparan utama I dan kumparan utama
II dihubungkan secara seri, kemudian terminal 1
dikopel dengan 4 dan terminal 3 dan 2 untuk
sumber tegangan.
Gambar 2.13 Motor kapasitor start tegangan
ganda, putaran satu arah
[5]Motor kapasitor start yang sederhana juga dapat
diperlengkapi dengan pengaturan kecepatan dan
pembalik arah putaran seperti yang diperlihatkan
pada contoh berikut di bawah ini.
• Motor kapasitor start dengan 3 ujung dengan
arah putaran yang dapat dibalik (three leads
reversible capacitor start motor)
diperlihatkan pada gambar 2. 14
Gambar 2. 14 Motor kapasitor start dengan 3
ujung dengan pembalik arah putaran
[5]• Motor kapasitor start 2 kecepatan seperti
yang diperlihatkan pada gambar 2.15
Gambar 2.15 Motor kapasitor start 2
kecepatan
[5]Bila saklar diatur pada posisi low pada
gambar 2.15, motor berputar lambat,
sedangkan bila saklar diatur pada posisi high,
motor berputar lebih cepat, karena kumparan
cepat (high run) mempunyai jumlah kutub
sedikit sedangkan kumparan lambat (low run)
mempunyai jumlah kutub yang lebih banyak.
• Motor kapasitor start dan jalan (capacitor
start-capacitor run motor).
Pada dasarnya motor ini sama dengan
capasitor start motor, hanya saja pada motor
jenis ini kumparan bantunya mempunyai 2
macam kapasitor dan salah satu kapasitornya
selalu dihubungkan dengan sumber tegangan
(tanpa saklar otomatis). Motor ini
menggunakan nilai kapasitansi yang berbeda
untuk kondisi start dan jalan. Dalam susunan
pensaklaran yang biasa, kapasitor start yang
seri dengan saklar start dihubungkan secara
paralel dengan kapasitor jalan dan kapasitor
yang diparalelkan itu diserikan dengan
kumparan bantu.
Penggunaan kapasitor start dan jalan yang
terpisah memungkinkan perancangan motor
memilih ukuran optimum masing-masing, yang
menghasilkan kopel start yang sangat baik dan
prestasi jalan yang baik. Tipe kapasitor yang
digunakan pada motor kapasitor ini adalah tipe
elektrolit dan tipe berisi minyak. Rancangan motor
ini biasanya hanya digunakan untuk penggunaan
motor satu fasa yang lebih besar dimana khususnya
diperlukan untuk kopel start yang tinggi.
Keuntungan dari motor jenis ini adalah :
a. Mempertinggi kemampuan motor dari
beban lebih.
b. Memperbesar cos ϕ (faktor daya).
c. Memperbesar torsi start,
d. Motor bekerja lebih baik (putaran
motor halus).
• Motor kapasitor jalan (capacitor run motor)
Motor ini mempunyai kumparan bantu yang
disambung secara seri dengan sebuah kapasitor
yang terpasang secara permanen pada rangkaian
motor. Kapasitor ini selalu berada dalam rangkaian
motor, baik pada waktu start maupun jalan,
sehingga motor ini tidak memerlukan saklar
otomatis. Oleh karena kapasitor yang digunakan
tersebut selalu dipakai baik pada waktu start
maupun pada waktu jalan maka harus digunakan
kapasitor yang memenuhi syarat tersebut yaitu
kapasitor yang berjenis kondensator minyak, atau
kondensator kertas minyak.
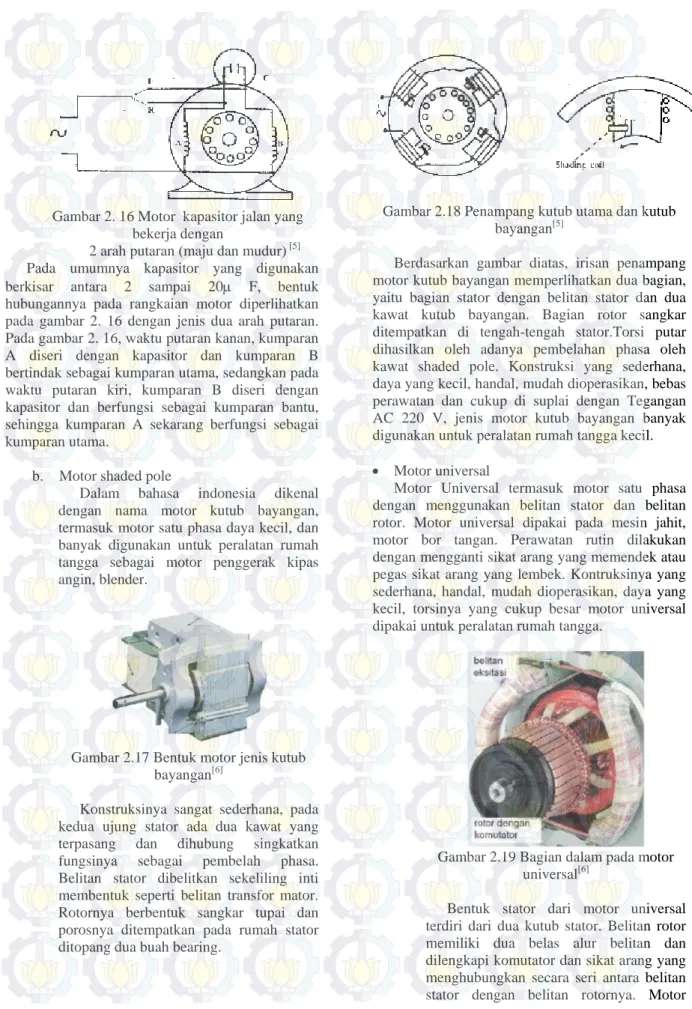
Gambar 2. 16 Motor kapasitor jalan yang
bekerja dengan
2 arah putaran (maju dan mudur)
Pada umumnya kapasitor yang digunakan
berkisar antara 2 sampai 20µ F, bentuk
hubungannya pada rangkaian motor diperlihatkan
pada gambar 2. 16 dengan jenis dua arah putaran.
Pada gambar 2. 16, waktu putaran kanan, kumparan
A diseri dengan kapasitor dan kumparan B
bertindak sebagai kumparan utama, sedangkan pada
waktu putaran kiri, kumparan B diseri dengan
kapasitor dan berfungsi sebagai kumparan bantu,
sehingga kumparan A sekarang berfungsi sebagai
kumparan utama.
[5]
b. Motor shaded pole
Dalam bahasa indonesia dikenal
dengan nama motor kutub bayangan,
termasuk motor satu phasa daya kecil, dan
banyak digunakan untuk peralatan rumah
tangga sebagai motor penggerak kipas
angin, blender.
Gambar 2.17 Bentuk motor jenis kutub
bayangan
[6]Konstruksinya sangat sederhana, pada
kedua ujung stator ada dua kawat yang
terpasang dan dihubung singkatkan
fungsinya sebagai pembelah phasa.
Belitan stator dibelitkan sekeliling inti
membentuk seperti belitan transfor mator.
Rotornya berbentuk sangkar tupai dan
porosnya ditempatkan pada rumah stator
ditopang dua buah bearing.
Gambar 2.18 Penampang kutub utama dan kutub
bayangan
[5]Berdasarkan gambar diatas, irisan penampang
motor kutub bayangan memperlihatkan dua bagian,
yaitu bagian stator dengan belitan stator dan dua
kawat kutub bayangan. Bagian rotor sangkar
ditempatkan di tengah-tengah stator.Torsi putar
dihasilkan oleh adanya pembelahan phasa oleh
kawat shaded pole. Konstruksi yang sederhana,
daya yang kecil, handal, mudah dioperasikan, bebas
perawatan dan cukup di suplai dengan Tegangan
AC 220 V, jenis motor kutub bayangan banyak
digunakan untuk peralatan rumah tangga kecil.
• Motor universal
Motor Universal termasuk motor satu phasa
dengan menggunakan belitan stator dan belitan
rotor. Motor universal dipakai pada mesin jahit,
motor bor tangan. Perawatan rutin dilakukan
dengan mengganti sikat arang yang memendek atau
pegas sikat arang yang lembek. Kontruksinya yang
sederhana, handal, mudah dioperasikan, daya yang
kecil, torsinya yang cukup besar motor universal
dipakai untuk peralatan rumah tangga.
Gambar 2.19 Bagian dalam pada motor
universal
[6]Bentuk stator dari motor universal
terdiri dari dua kutub stator. Belitan rotor
memiliki dua belas alur belitan dan
dilengkapi komutator dan sikat arang yang
menghubungkan secara seri antara belitan
stator dengan belitan rotornya. Motor
universal memiliki kecepatan tinggi sekitar
3000 rpm.
Gambar 2.20 Gambaran bagian stator
dan rotor pada motor universal
[6]Aplikasi motor universal untuk mesin
jahit, untuk mengatur kecepatan
dihubungkan dengan tahanan geser dalam
bentuk pedal yang ditekan dan dilepaskan.
2.4 Pompa Air
Gambar 2.21 Bentuk Pompa air akuarium
[7]Pompa air mempunyai banyak jenis, biasanya
digolongkan menurut kekuatan tekanannya. Pada
tugas akhir kali ini digunakan pompa air yang
digunakan pada akuarium. Penggunaan pompa ini
menyesuaikan dengan kebutuhan pada alat yang
sedang dibuat, pompa ini menghasilkan tekanan
yang tidak terlau besar. Pompa air digunakan untuk
memompa air yang disalurkan melalui selang
menuju piringan logam, pada saat proses pemolesan
sedang berlangsung.
2.5 Selang besi fleksibel
Selang yang biasa digunakan pada industri.
Selang ini digunakan untuk menyalurkan cairan
kimia, uap tekanan tinggi, gas, dan lain-lain. Selang
ini memiliki karakteristik yang fleksibel karena
dapat digunakan untuk menyalurkan segala jenis
fluida dan gas, selang ini juga tahan karat, karena
terbuat dari bahan besi anti karat.
Gambar 2.22 Bentuk selang besi fleksibel
[8]Penggunaan selang ini pada tugas akhir karena
selang ini memiliki bentuk yang dapat ditekuk
sesuai keinginan, sehingga dalam proses pemolesan
logam dapat ditentukan posisi jatuhnya air pada
piringan logam.
BAB III
PERANCANGAN DAN PEMBUATAN ALAT
3.1 Perancangan Alat
Langkah-langkah penyelesaian alat mulai dari
perancangan hingga pembuatan dapat dilihat pada
gambar berikut ini
Gambar 3.1 diagram alir penyelesaian alat
PERANCANGAN MEKANIK START UJI COBA ALAT PEMBUATAN MEKANIK PEMBUATAN RANGKA MESIN PEMBUATAN SIRKULASI AIR PELETAKAN POSISI PIRINGAN LOGAM DANMOTOR LISTRIK
TIDAK
SELESAI YA
• Perancangan Mekanik
Pada tahap kali ini dilakukan perancangan
desain, yaitu pengukuran posisi antara dua poros
tempat berputarnya dua piringan logam dengan
motor penggerak, perencanaan desain sistem pompa
air, perencanaan pembuatan kerangka atap mesin.
• Pembuatan mekanik
Pembuatan mekanik mesin ini dimuali dari
pembuatan rangka dilanjutkan dengan peletakkan
posisi antara motor listrik dengan piringan logam
sampai dengan pembuatan sistem sirkulasi air.
• Pembuatan rangka mesin
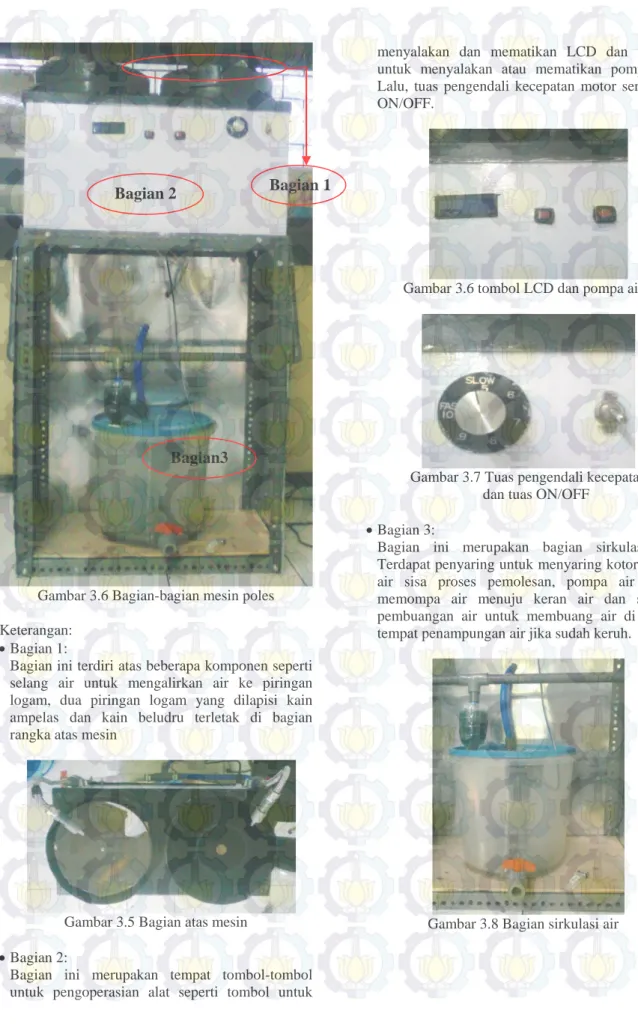
Rangka mesin ini terbagi atas dua bagian, yaitu
bagian atas dan bagian bawah. Untuk bagian atas
terbuat dari plat besi dengan ketebalan 3mm yang
berfungsi sebagai penyangga poros pemutar dua
piringan logam, bagaian atas ini memiliki bentuk
persegi panjang dengan ukuran panjang 60 cm,
lebar 31 cm dengan 4 lubang yang digunakan untuk
meletakkan poros pemutar piringan logam dan
sebagai lubang pembuangan.
Gambar 3.2 Rangka mesin
[9]Lalu, bagian bawah terbuat dari plat besi setebal
2mm yang dibentuk balok yang bagian atasnya
terbuka, dan memiliki ukuran panjang 59 cm, lebar
30 cm serta tinggi 33 cm. Bagian dalamnya
digunakan untuk tempat rangkaian elektronik dan
selang saluran pembuangan, bagian permukaannya
sebagai tempat meletakkan selang air pendingin dan
panel elektronik seperti LCD, tombol ON/OFF dan
pengatur kecepatan.
• Kerangka penyangga mesin
Kerangka penyangga mesin digunakan sebagai
penyangga mesin dan tempat meletakkan ember air.
Terbuat dari besi kolom yang dirangkai sedemikian
rupa berbentuk mirip meja namun tanpa alas yang
memiliki empat kaki penyangga berukuran 77 cm,
dengan panjang 60 cm dan lebar 31 cm.
• Peletakan posisi piringan logam dengan motor
Untuk dapat membuat dua piringan logam
berputar bersamaan digunakan pully
dan
rubberbelt. Dibutuhkan pully sebanyak 4 buah, 3
buah berdiameter 7,5 cm diletakkan pada poros
tempat berputarnya piringan logam dan sisanya
yang berukuran diletakkan pada poros motor AC.
Gambar 3.3 Rancangan penggerak dua piringan
logam
[9]Lalu 2 rubberbelt
digunakan untuk
menyambung pully pada motor listrik dengan pully
di salah satu dari dua poros penggerak piringan
logam, serta untuk menyambungkan dua poros
penggerak piringan logam agar dapat bergerak
secara bersamaan.
• Pembuatan sirkulasi air
Sistem ini bertujuan untuk menghemat
penggunaan air sebagai pendingin pada saat proses
penghalusan logam. Sistem kerjanya adalah dengan
menyalurkan air sisa pembuangan pada proses
pengahalusan menuju ember tempat penampungan
air. Sebelum menuju ember, air disaring terlebih
dahulu agar air yang masuk ke ember bersih dari
sisa-sisa logam pada saat proses penghalusan.
Gambar 3.4 Sistem sirkulasi air
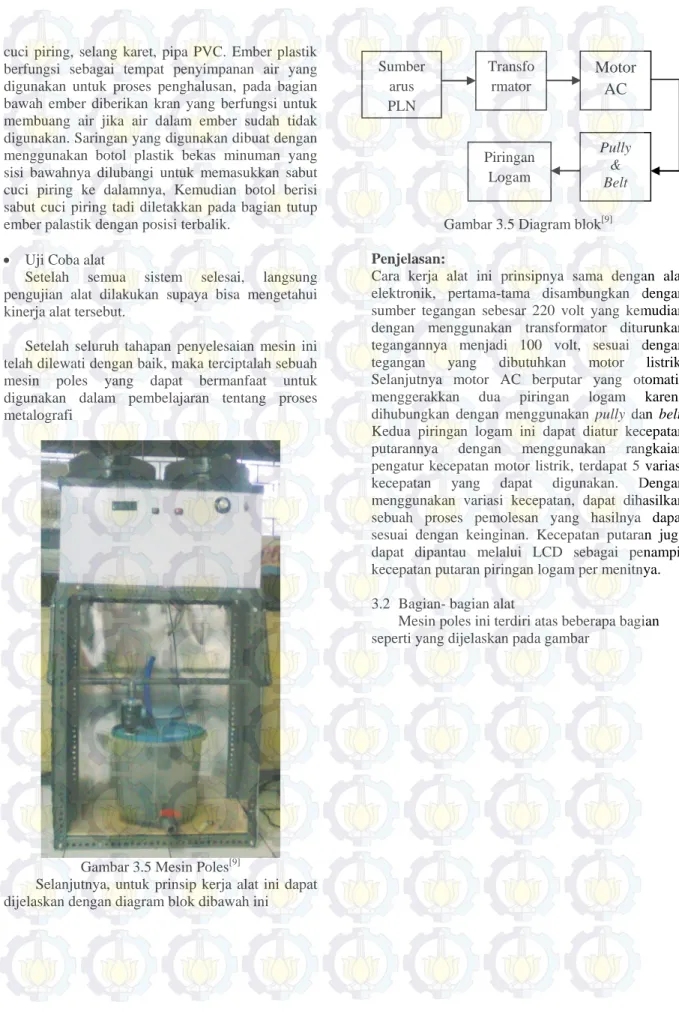
[9]Sistem ini membutuhkan bahan-bahan seperti
ember plastik, botol plastik bekas minuman, sabut
cuci piring, selang karet, pipa PVC. Ember plastik
berfungsi sebagai tempat penyimpanan air yang
digunakan untuk proses penghalusan, pada bagian
bawah ember diberikan kran yang berfungsi untuk
membuang air jika air dalam ember sudah tidak
digunakan. Saringan yang digunakan dibuat dengan
menggunakan botol plastik bekas minuman yang
sisi bawahnya dilubangi untuk memasukkan sabut
cuci piring ke dalamnya, Kemudian botol berisi
sabut cuci piring tadi diletakkan pada bagian tutup
ember palastik dengan posisi terbalik.
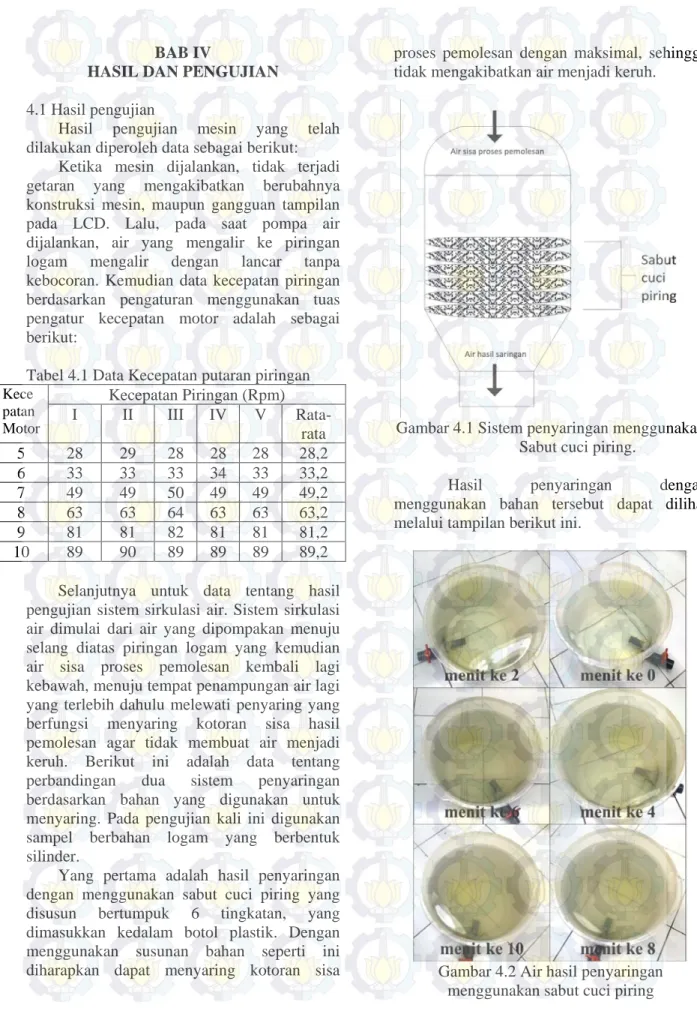
• Uji Coba alat
Setelah semua sistem selesai, langsung
pengujian alat dilakukan supaya bisa mengetahui
kinerja alat tersebut.
Setelah seluruh tahapan penyelesaian mesin ini
telah dilewati dengan baik, maka terciptalah sebuah
mesin poles yang dapat bermanfaat untuk
digunakan dalam pembelajaran tentang proses
metalografi
Gambar 3.5 Mesin Poles
Selanjutnya, untuk prinsip kerja alat ini dapat
dijelaskan dengan diagram blok dibawah ini
[9]
![Gambar 2.1 Proses Grinding [1]](https://thumb-ap.123doks.com/thumbv2/123dok/4752462.3428291/3.893.123.781.125.1138/gambar-proses-grinding.webp)
![Gambar 2.3 Proses Polishing [1]](https://thumb-ap.123doks.com/thumbv2/123dok/4752462.3428291/4.893.126.787.130.1151/gambar-proses-polishing.webp)
![Gambar 2.6 Mesin poles teknologi terbaru [2]](https://thumb-ap.123doks.com/thumbv2/123dok/4752462.3428291/5.893.126.807.127.1146/gambar-mesin-poles-teknologi-terbaru.webp)
![Gambar 2.13 Motor kapasitor start tegangan ganda, putaran satu arah [5]](https://thumb-ap.123doks.com/thumbv2/123dok/4752462.3428291/6.893.124.779.129.1135/gambar-motor-kapasitor-start-tegangan-ganda-putaran-satu.webp)
![Gambar 2.20 Gambaran bagian stator dan rotor pada motor universal [6]](https://thumb-ap.123doks.com/thumbv2/123dok/4752462.3428291/8.893.123.799.125.1146/gambar-gambaran-bagian-stator-rotor-pada-motor-universal.webp)
![Gambar 3.2 Rangka mesin [9]](https://thumb-ap.123doks.com/thumbv2/123dok/4752462.3428291/9.893.125.776.126.1138/gambar-rangka-mesin.webp)