BAB I
PENDAHULUAN
1.1 Latar Belakang
Mesin sekrap (shaping machine) disebut pula mesin ketam. Mesin ini digunakan untuk mengerjakan bidang-bidang yang rata, cembung, cekung, beralur, dan lain-lain pada posisi mendatar, tegak, ataupun miring. Mesin sekrap adalah suatu mesin perkakas dengan gerakan utama lurus bolak-balik secara vertikal maupun horizontal.
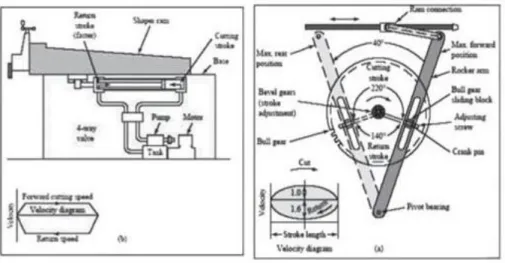
Prinsip pengerjaan pada mesin sekrap adalah benda yang disayat atau dipotong dalam keadaan diam (dijepit pada ragum) kemudian pahat bergerak lurus bolak-balik atau maju mundur melakukan penyayatan. Hasil gerakan maju mundur lengan mesin/pahat diperoleh dari motor yang dihubungkan dengan roda bertingkat melalui sabuk (belt). Dari roda bertingkat, putaran diteruskan ke roda gigi antara dan dihubungkan ke roda gigi penggerak engkol yang besar. Roda gigi tersebut beralur dan dipasang engkol melalui tap. Jika roda gigi berputar maka tap engkol berputar eksentrik menghasilkan gerakan maju mundur lengan. Kedudukan tap dapat digeser sehingga panjang eksentrik berubah dan berarti pula panjang langkah berubah. Mekanismenya seperti pada gambar dibawah ini :
Gambar 1.1 Mekanisme Mesin Sekrap 1.2 Tujuan
▸ Baca selengkapnya: perintah gerakan cepat tanpa penyayatan adalah
(2)Adapun dibawah ini tujuan daripada praktikum yang dilaksanakan :
1. Mahasiswa dapat mengetahui dan memahami fungsi dari setiap komponen mesin sekrap.
2. Mahasiswa dapat mengetahui dan memahami teknik dasar pengoprasian mesin sekrap dengan benar.
3. Mahasiswa mampu mengerjakan pekerjaan dengan mesin sekrap dengan benar.
1.3 Sistematika Penulisan BAB I PENDAHULUAN
Berisi pengantar materi dari mesin sekrap, terdiri dari : 1.1 Latar belakang
1.2 Tujuan
1.3 Sistematika Penulisan BAB II LANDASAN TEORI
Menjelaskan tentang teori-teori dasar mengenai mesin sekrap, terdiri dari : 2.1 Pengertian Mesin Sekrap
2.2 Prinsip Kerja Mesin Sekrap 2.3 Mekanisme Kerja Mesin Sekrap 2.4 Cara pengerjaan Mesin Sekrap 2.5 Jenis-jenis Mesin Sekrap
2.6 Ukuran-ukuran Utama Mesin Sekrap 2.7 Kegunaan Mesin Sekrap
2.8 Gambar Skema Mesin Sekrap 2.9 Gerakan pada Mesin Sekrap 2.10 Dasar Pekerjaan Mesin Sekrap 2.11 Cara Memasang Pahat
2.12 Proses Sekrap
2.13 Mengatur Panjang Langkah dan Kedudukan Langkah 2.14 Kecepatan Langkah
2.15 Sistematika Satuan Metrik 2.16 Sistematika Satuan Inci 2.17 Pahat Sekrap
2.18 Macam-macam Bentuk Sekrap 2.19 Perawatan Mesin
2.20 Metode Perhitungan
2.21 Langkah Penyetelan Mesin Skrap BAB III JURNAL PRAKTIKUM
Menjelaskan tentang hasil praktikum mesin frais, terdiri dari : 3.1 Maksud dan Tujuan
3.2 Alat dan Bahan 3.3 Langkah Pengerjaan
3.4 Gambar Skema Benda Kerja 3.5 Kesimpulan
BAB IV PERTANYAAN DAN JAWABAN 4.1 Pertanyaan
4.2 Jawaban pertanyaan BAB V KESIMPULAN DAFTAR PUSTAKA
BAB II
LANDASAN TEORI
2.1 Pengertian Mesin Sekrap
Shaping Machine atau mesin skrap adalah mesin perkakas yang mempunyai gerak utama bolak-balik horizontal dan berfungsi untuk merubah bentuk dan ukuran benda kerja sesuai dengan yang dikehendaki, yang mengambil pemotongan berupa garis lurus. Dengan menggerakan benda kerja menyilang jejak dari pahat ini, maka ditimbulkan permukaan yang rata, bagaimanapun juga bentuk pahatnya. Kesempurnaan tidak tergantung pada ketelitian dari pahat. Dengan pahat khusus, perlengkapan dan alat untuk memegang benda kerja, sebuah mesin skrap dapat juga memotong alur pasak luar dan dalam, alur spiral, batang gigi, tanggem, celah-T dan berbagai bentuk lain.
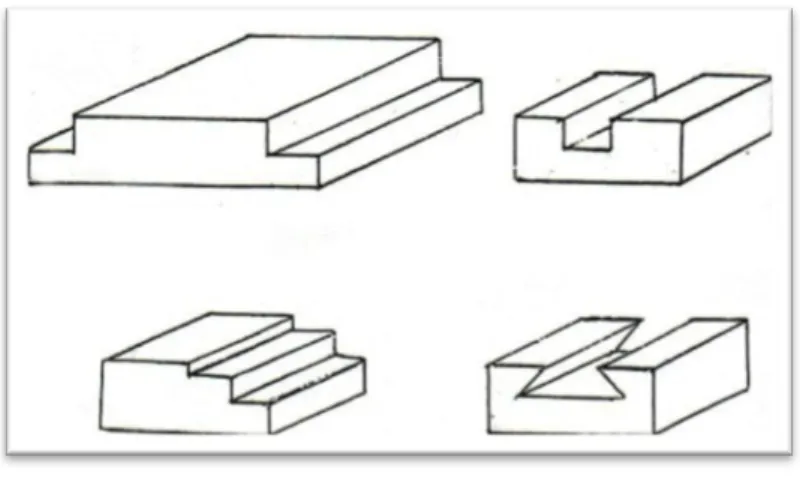
Pahat bekerja pada saat gerakan maju, dengan gerakan ini dihasilkan pekerjaan, seperti:
1. Meratakan bidang : baik bidang datar, bidang tegak maupun bidang miring. 2. Membuat alur : alur pasak, alur V, alur ekor burung, dsb.
3. Membuat bidang bersudut atau bertingkat.
Gambar 2.1 Hasil Pahatan
Mesin skrap dapat dipakai untuk mengerjakan benda kerja sampai sepanjang 800 mm, berpegang pada prinsip gerakan mendatar. Pada langkah pemakaian akan menghasilkan beram (tatal logam) dari benda kerja, panjang langkah diatur dengan mengubah jalan keliling pasak engkol pada roda gigi penggerak, karenanya menambah atau mengurangi ayunan engkol, pemindahan ini diatur dengan memutar poros pengatur langkah yang akan memutar roda gigi kerucut dan menggerakan batang berulir yang mengatur penggerak blok engkol.
Mesin skrap menghasilkan permukaan-permukaan yang datar hal ini dicapai oleh pahat yang bergerak horizontal ke depan dengan benda kerja dibawahnya tegak lurus padanya, benda kerja tetap diam pada waktu pahat menyayat dan berpindah pada langkah balik pahat, maka penyelesaian akhir tergantung pada bentuk pahat, kecepatan pahat (tergantung pada jenis logam yang disekrap), dan penerapan cairan pendingin yang tepat.
2.2 Prinsip Kerja Mesin Sekrap
Mesin yang juga bisa membentuk bidang-bidang tak beraturan ini memiliki mekanisme kerja yang cukup sederhana. Pada mesin skrap, terdapat gerakan memutar yang bersumber dari motor yang kemudian diubah menjadi gerak lurus ataukah gerak bolak-balik melalui blok geser serta lengan penggerak. Letak langkah dapat diatur dengan spindle posisi. Untuk mengatur panjang langkah, gunakan bantuan blok geser. Dalam menentukan ukuran utama mesin skrap ini, hal yang berpengaruh antara lain
panjang langkah maksimum, jarak masimum tiap gerakan meja mesin ke arah mendatar serta jarak maksimal gerak meja ke arah vertikal atau naik-turun meja mesin.
Dalam proses penyayatan menggunakan mesin skrap, ada beberapa faktor yang ikut berperan, yakni : derajat kehalusan, kapasitas mesin, kepadatan bahan yang dikerjakan, kekerasan bahan yang dibentuk. Jika semua faktor tersebut terpenuhi dengan baik, maka mesin sekrap akan bekerja secara optimal dalam memahat. Adapun bentuk pahatan yang bisa dilakukan oleh mesin sekrap antara lain :
Pahat arah lurus kiri
Pahat arah lurus kanan
Pahat bentuk bengkok ke kiri
Pahat bentuk bengkok ke kanan
Pahat leher angsa
Pahat bentuk ujung bulat
Pahat bentuk segi empat
dll
2.3 Mekanisme Kerja Mesin Sekrap
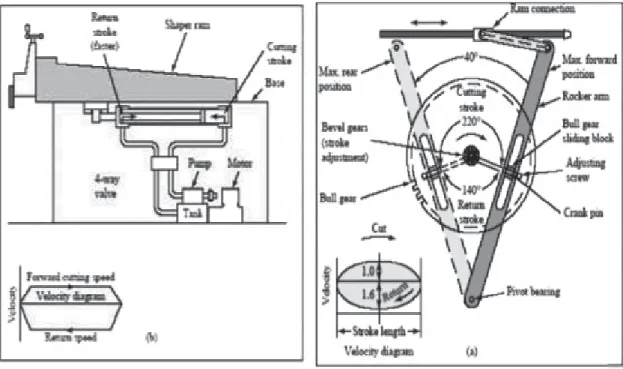
Mekanisme yang mengendalikan mesin sekrap ada dua macam yaitu mekanik dan hidrolik. Pada mekanisme mekanik digunakan crank mechanism. Pada mekanisme ini roda gigi utama (bull gear) digerakkan oleh sebuah pinion yang disambung pada poros motor listrik melalui gear box dengan empat, delapan, atau lebih variasi kecepatan. RPM dari roda gigi utama tersebut menjadi langkah per menit (strokes per minute, SPM). Gambar skematik mekanisme dengan sistem hidrolik. Mesin dengan mekanisme sistem hidrolik kecepatan sayatnya dapat diukur tanpa bertingkat, tetap sama sepanjang langkahnya. Pada tiap saat dari langkah kerja, langkahnya dapat dibalikkan sehingga jika mesin macet lengannya dapat ditarik kembali. Kerugiannya yaitu penyetelen panjang langkah tidak teliti.
Dengan adanya elemen-elemen seperti yang dijelaskan di prinsip kerja tadi maka dapat terjadi mekanisme sebagai berikut:
a.
Tenaga dari motor penggerak disalurkan langsung ke puli yang terhubung langsung dengan motor penggerak. Kemudian dari puli yang terhubung langsung dengan motor penggerak disalurkan lagi ke puli yang terhubung dengan poros engkol dengan menggunakan belt.b.
Setelah itu pada poros engkol yang terhubung dengan puli terdapat poros dengan rangkaian roda gigi, dimana roda gigi tersebut berfungsi sebagai roda gigi pengatur kecepatan.c.
Setelah itu di atas poros roda gigi pertama, terdapat rangkaian roda gigi II yang berfungsi sebagai penyalur gerakan kerangkaian roda gigi yang ke III. Dimana rangkaian roda gigi tersebut terhubung dengan roda gigi besar (roda gigi heliks ) yang berfungsi sebagai penggerak lengan ayun. Dimana ketiga rangkaian roda gigi ini tersusun secara pararel.d.
Pada lengan ayun terdapat poros yang terhubung dengan roar gigi besar akan tetapi tidak sesumbu, dimana pad aporos tersebut terdapat pelat yang apabila poros tersebut semakin menjauh dari sumbu maka gerakan ayun akan semakin besar dan begitupun sebaliknya.e.
Selain itu, pada lengan ayun terdapat pula poros berulir yang tersusun melintang(tegak lurus terhadap lengan ayun), yang berfungsi sebagai pembawa/ penggerak lengan luncur. Selain itu pada poros berulir tersebut terdapat pila roda gigi yang berfungsi sebagai pengatur posisi langkah, serta baut pembuka dan pengunci posisi langkah dan panjang langkah.f.
Gerakan melintang meja diatur oleh adanya poros yang terhubung dengan roda gigi, dimana prinsip kerjanya yaitu poros mendorong roda gigisehingga terjadi putaran roda gigi yang menyebabkan terjadi gerakan melintang.Gambar 2.2 Mekanisme Mesin Skrap 2.4 Cara Pengerjaan Mesin Sekrap
Berdasarkan pada mesin sekrap, mesin sekrap mempunyai pekerjaan-pekerjaan yang biasa dilakukan oleh mesin sekrap (mesin ketam). Pekerjaan-pekerjaan tersebut adalah:
1. Mengetam datar
Mengetam datar adalah bahwa gerak pahat yang menyayatnya ke arah mendatar dari kiri ke kanan atau dari kanan ke kiri, arah gerakan pahat tersebut tergantung dari bentuk sudut-sudut bebasnya, jika pahat tersebut berbentuk pahat kanan maka pahat penyayatnya dimulai dari sebelah kanan ke arah kiri, tetapi jika sudut bebasnya netral maka pahat ini dapat bergerak bebas dari kanan ke kiri atau sebaliknya.
Mengetam tegak adalah gerak penyayatan pahat berlangsung dari atas ke bawah secara tegak lurus, dalam hal ini pergerakan sayatan pahat dilakukan dengan memutar eretan pahat dengan tangan, kedudukan plat pahat pada penyayatan ini harus dimiringkan secukupnya agar pemegang paha tidak mengenai bidang kerja dan pahat tidak menekan benda kerja yang disekrap pada langkah ke belakang. Tebal pemakanan hendaknya tipis saja kurang lebih 0.5 mm, pada taraf penyelesaian pakailah pahat halus dengan sudut-sudut bebas yang kecil, usahakan agar ujung mata pemotongnya mengenai benda kerja.
3. Mengetam sudut
Jika mengetam bagian yang bersudut maka gerak penyayatannya dilakukan dengan memutar eretan pahat yang kedudukannya menyudut sesuai dengan besarnya sudut yang diketam, plat-plat pahat dimiringkan secukupnya dan ditahan oleh suatu baji (pasak) sehingga pahat tidak menggaruk permukaan benda kerja pada langkah ke belakang.
2.5 Jenis-jenis Mesin Sekrap
2.5.1 Mesin sekrap menurut Cara Penggeraknya :
Mesin Sekrap meja
Dimana pahatnya diam ditempat dan yang bergerak maju mundur adalah benda kerja bersama mejanya. Mesin ketam meja hanya dipergunakan untuk benda-benda kerja yang sangat besar dan berat, karena untuk mempercepat gerak mesin setiap setelah arah gerakannya harus dibutuhkan tenaga yang besar. Panjang meja merupakan ukuran utama sebuah mesin sekrap.
Mesin sekrap kepala
Diamna benda kerja bersama mejanya diam, sedangkan pahat berserta lengannya yang memerlukan langkah maksimum satu meter dan minimum 0,15 meter.
2.5.2 Mesin Sekrap Menurut Cara Kerjanya
1. Mesin sekrap biasa. Pada mesin ini pahat sekrap bergerak secara maju dan mundur menyayat benda target yang ada pada meja mesin. Mesin jenis ini umum dipakai untuk produksi dan pekerjaan serbaguna terdiri atas rangka dasar dan rangka yang mendukung lengan horizontal. Benda kerja didukung pada rel silang sehingga memungkinkan benda kerja untuk digerakkan ke arah menyilang atau vertikal dengan tangan atau penggerak daya. Pada mesin ini pahat melakukan gerakan bolak-balik, sedangkan benda kerja melakukan
gerakan ingsutan. Panjang langkah maksimum sampai 1.000 mm, cocok untuk benda pendek dan tidak terlalu berat.
Gambar 2.3 Mesin Sekrap Horizontal
2. Planer, yakni mesin yang memahat diam (menyayat)benda kerja yang ada pada meja mesin. Gerakan yang dibangun adalah bolak-balik. Digunakan untuk mengerjakan benda kerja yang panjang dan besar (berat). Benda kerja dipasang pada eretan yang melakukan gerak bolak-balik, sedangkan pahat membuat gerakan ingsutan dan gerak penyetelan. Lebar benda ditentukan oleh jarak antar tiang mesin. Panjang langkah mesin jenis ini ada yang mencapai 200 sampai 1.000 mm.
3. Sloting, yakni gerakan pahat secara vertical dengan cara naik dan turun. Mesin sekrap jenis ini digunakan untuk pemotongan dalam, menyerut dan bersudut serta untuk pengerjaan permukaan-permukaan yang sukar dijangkau. Selain itu mesin ini juga bisa digunakan untuk operasi yang memerlukan pemotongan vertikal. Gerakan pahat dari mesin ini naik turun secara vertikal, sedangkan benda kerja bisa bergeser ke arah memanjang dan melintang.
Gambar 2.5 Mesin skrap vertikal
2.6 Ukuran-ukuran Utama Mesin Sekrap
Ukuran utama sebuah mesin sekrap ditentukan oleh : a. Panjang langkah maksimum.
b. Jarak maksimum gerakan meja mesin arah mendatar.
c. Jarak maksimum gerakan meja mesin arah vertical (naik turunnya meja). 2.7 Kegunaan Mesin Sekrap
Kegunaan umum dari mesin skrap antara lain:
a.
Pembuat celah (slotter)Terutama digunakan untuk pemotongan dalam dan menyerut bersudut serta untuk operasi yang memerlukan pemotongan vertikal karena kedudukan yang diharuskan untuk memegang benda kerja. Operasi dari bentuk ini sering dijumpai pada pekerjaan cetakan, cetakan logam dan pola logam.
Dirancang untuk memotong alur pasak pada roda gigi, puli mok dan suku cadang yang serupa. Seperti yang sudah dibahas tadi, kegunaan khususnya adalah untuk memotong roda gigi.
2.8 Gambar Skema Mesin Sekrap
Bagian-Bagian Utama Dari Mesin Sekrap a) Badan mesin
Merupakan keseluruhan mesin tempat mekanik penggerak dan tuas pengatur b) Meja mesin
Fungsinya merupakan tempat kedudukan benda kerja atau penjepit benda kerja. Meja mesin didukung dan digerakkan oleh eretan lintang dan eretan tegak. Eretan lintang dapat diatur otomatis
c) Lengan
Fungsinya untuk menggerakan pahat maju mundur. Lengan diikat dengan engkol menggunakan pengikat lengan. Kedudukan lengan di atas badan dan dijepit pelindung lengan agar gerakannya lurus
d) Eretan pahat
Fungsinya untuk mengatur ketebalan pemakanan pahat. Dengan memutar roda pemutar maka pahat akan turun atau naik. Ketebalan pamakanan dapat dibaca pada dial. Eretan pahat terpasang di bagian ujung lengan dengan ditumpu oleh dua buah mur baut pengikat. Eretan dapat dimiringkan untuk penyekrapan bidang bersudut atau miring. Kemiringan eretan dapat dibaca pada pengukur sudut eretan e) Pengatur kecepatan
Fungsinya untuk mengatur atau memilih jumlah langkah lengan mesin per menit. Untuk pemakanan tipis dapat dipercepat. Pengaturan harus pada saat mesin berhenti.
Berfungsi mengatur panjang pendeknya langkah pahat atau lengan sesuai kanan atau kiri.
g) Tuas posisi pahat
Tuas ini terletak pada lengan mesin dan berfungsi untuk mengatur kedudukan pahat terhadap benda kerja. Pengaturan dapat dilakukan setelah mengendorkan pengikat lengan.
h) Tuas pengatur gerakan otomatis meja melintang.
Untuk menyekrap secara otomatis diperlukan pengaturan-pengaturan panjang engkol yang mengubah gerakan putar mesin pada roda gigi menjadi gerakan lurus meja. Dengan demikian meja melakukan gerak ingsutan (feeding).
Alat potong
a) Prinsip Dasar Pemotongan
Pahat bergerak maju mundur, benda kerja bergerak ke arah melintang. Pemotongan hanya terjadi pada gerak langkah maju, pada saat langkah mundur benda kerja bergeser.
b) Bentuk Pahat Sekrap - Pahat sekrap kasar lurus - Pahat sekrap kasar lengkung - Pahat sekrap datar
- Pahat sekrap runcing - Pahat sekrap sisi - Pahat sekrap sisi kasar - Pahat sekrap sisi datar - Pahat sekrap profil
- Pahat sekrap masuk ke dalam atau pahat sekrap masuk ke luar lurus - Pahat sekrap masuk dalam atau pahat sekrap masuk ke luar diteruskan c) Sudut Asah Pahat
α = sudut bebas
β = sudut mata potong (baji) γ = sudut buang
δ = sudut potong (α + β ) d) Jenis bahan pahat
- H.S.S Digunakan untuk memotong material yang mempunyai tegangan tarik tinggi. - Carbide Digunakan untuk benda-benda tuangan.
2.9 Gerakan Pada Mesin Sekrap
Mesin ini dapat dipakai untuk mengerjakan benda kerja sampai dengan sepanjang 550 mm. Berpegangan pada prinsip gerakan utama mendatar, mesin ini juga disebut Mesin Slotting Horizontal. Untuk menjalankannnya diperlukan gerakan utama, feed (langkah pemakanan) dan penyetelan (dalamnya pemakanan).
2.9.1 Gerakan utama atau gerakan pemotongan
Gerakan ini ditunjukkan oleh pahat. Ada perbedaan langkah kerja dan langkah bukan kerja. Selama langkah kerja (gerak maju) chip akan terpotong dan selama langkah tidak kerja (gerak mundur) pahat bergerak mundur tanpa memotong banda kerja. Kedua langkah ini dibentuk oleh gerak lingkaran.
2.9.2 Gerakan feed (langkah pemakanan)
Gerakan ini akan menghasilkan chip. Untuk menskrap datar benda kerja yang terpasang pada ragum akan bergerak berlawanan dengan pahat.
2.9.3 Penyetelan (dalamnya pemakanan)
Penyetelan ini akan menghasilkan kedalaman potong. Menyekrap mendatar dapat dilakukan dengan gerakan pahat kebawah sedangkan untuk tegak dengan gerakan benda kerja ke samping.
2.10 Dasar Pekerjaan Sekrap
Mesin sekrap menghasilkan permukaan-permukaan yang datar hal ini dicapai oleh pahat yang bergerak horizontal kedepan dengan benda kerja dibawahnya tegak lurus padanya, Benda kerja tetap diam pada waktu pahat menyayat dan berpindah pada langkah balik pahat. Sedangkan penyelesaian akhir tergantung pada bentuk pahat, kecepatan pahat (tergantung pada jenis logam yang disekrap) dan penerapan cairan pendingin yang tepat
Beberapa cara pengerjaan sekrap antara lain adalah:
2.10.1 Sekrap Datar
Yang dimaksud dengan menyekrap datar adalah bahwa gerak menyayatnya kearah mendatar dari kiri ke kanan atau dari kanan ke kiri, arah gerakan pahat tersebut tergantung pada posisi pahat atau dari bentuk
sudut-sudut bebasnya, jika pahat tersebut berbentuk pahat kanan maka penyayatannya dimulai dari sebelah kanan ke kiri dan sebaliknya.
2.10.2 Sekrap Tegak
Dalam menyekrap tegak maka gerak penyayatannya pahat berlangsung dari atas ke arah bawah secara tegak lurus, dalam hal ini pergerakkan sayatan pahat dilakukan dengan memutar eretan pahat dengan tangan. Tebal pemakanan hendaknya tipis saja ± 0,5 mm
2.10.3 Sekrap Sudut
Jika menyekrap bagian yang menyudut maka gerak penyayatannya di lakukan dengan memutar eretan pahat yang kedudukannya menyudut sesuai dengan besarnya sudut yang di sekrap.
2.10.4 Sekrap Alur
Alur yang dapat disekrap adalah alur terus luar, alur terus dalam, alur buntu.
2.11 Cara Memasang pahat
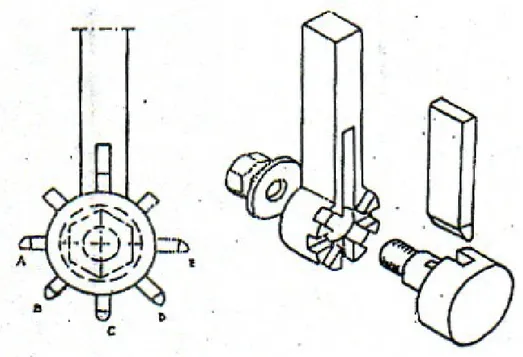
Pahat-pahat sekrap yang besar dapat dipasang langsung pada penjepit (tool post), sedangkan pahat-pahat yang dipasang pada tool post dengan perantaraan pemegang pahat (tool holder). Dilihat dari bentuk dan fungsinya ada 3 macam tool holder, yaitu :
1. Tool holder lurus
2. Tool holder bengkok (tool holder kiri atau kanan)
3. Universal tool holder, yaitu tool holder yang dapat menjepit pahat pada 5 kedudukan pahat. Dengan demikian universal tool holder lurus atau sebagai tool holder kiri atau kanan.
Gambar 2.6 Pahat Universal 2.12 Proses Sekrap
Proses menyekrap meliputi beberapa tahap, mulai dari menjalankan mesin hingga, melakukan penyekrapan dengan jenis pahat yang digunakan. Berikut langkah proses sekrap.
1. Menjalankan mesin
Berikut ini langkah-langkah menjalankan mesin:
a. Lengan digerakkan dengan cara memutar roda pemeriksa untuk melihat kemungkinan tertabraknya lengan.
b. Menentukan banyak langkah per menit.
c. Motor mesin dihidupkan. Dengan cara memasukkan tuas kopling mesin mulai bekerja. Mencoba langkah pemakanan (feeding) dari meja, mulai dari langkah halus sampai langkah kasar. Perhatikan seluruh gerak mesin.
d. Menghentikan kerja mesin dilakukan dengan cara melepas tuas kopling kemudian matikan motor.
Proses penyekrapan dapat dilakukan dengan berbagai cara, berikut penjelasannya: a. Penyekrapan datar
Penyekrapan bidang rata adalah penyekrapan benda kerja agar menghasilkan permukaan yang rata. Penyekrapan bidang rata dapat dilakukan dengan cara mendatar (horizontal) dan cara tegak (vertikal). Pada penyekrapan arah mendatar yang bergerak adalah benda kerja atau meja ke arah kiri kanan. Pahat melakukan langkah penyayatan dan ketebalan diatur dengan menggeser eretan pahat.
b. Penyekrapan tegak
Pengaturan ketebalan dilakukan dengan menggeser meja. Pahat harus diatur sedemikian rupa (menyudut) sehingga hanya bagian ujung saja yang menyayat dan bagian sisi dalam keadaan bebas. Tebal pemakanan diatur tipis ± 50 mm. Langkah kerja penyekrapan tegak sesuai dengan penyekrapan yang datar.
c. Penyekrapan menyudur
Penyekrapan bidang menyudut adalah penyekrapan benda kerja agar menghasilkan permukaan yang miring/sudut. Pada penyekrapan ini yang bergerak adalah eretan pahat maju mundur. Pengaturan ketebalan dilakukan dengan memutar ereten pahat sesuai dengan kebutuhan sudut pemakanan. d. Penyekrapan alur
Menurut alur penyekrapan, mesin sekrap dapat digunakan untuk membuat alur:
1) Alur terus luar. 2) Alur terus dalam. 3) Alut terus buntu. 4) Alut terus tembus.
2.13 Mengatur Panjang Langkah dan Kedudukan Langkah
Untuk mengatur panjang langkah dan kedudukan langkah kita harus memperhatikan sebagai berikut:
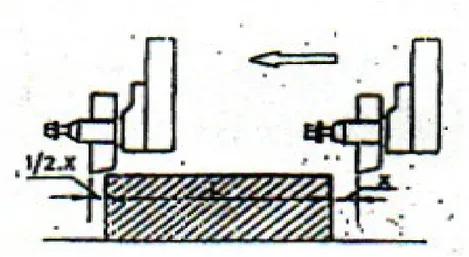
Hitung langkah yang diperlukan sesuai dengan panjang benda kerja yaitu panjang benda kerja ditambah dengan kebebasan langkah kemuka dan kebelakang.
PL = L + x + ½ x ……….. (2.1) Keterangan :
L = panjang benda kerja
x = kebebasan langkah kebelakang (1 – 12m) ½ x =kebebsan langkah kemuka (+ 6 mm)
Gambar 2.7 Menghitung Langkah
Jalankan mesin kemudian matikan mesin pada kedudukan pahat paling belakang. Kendorkan mur pengikat tuas B kemudian aturlah panjang langkah (memperpanjang/memperprndek). Dengan jalan memutar tuas B dengan engkol pemutar b kekanan/kekiri. Bacalah pada skala langkah. Kendorkan tuas pengikat A. Aturlah kedudukan benda kerja dengan jalan mendorong lengan penumbuk kemuka atau kebelakang. Setelah mendapatkan langkah yang dikehendaki kencangkan kembali tuas pengikat A. Jalankan mesin dan periksalah apakah panjang dan kedudukan langkah sudah sesuai.
2.14 Kecepatan Langkah
Langkah pemakanan yaitu langkah maju pada mesin sekrap adalah lebih lambat dari pada langkah mundur. Ini disebabkan karena jarak yang ditempuh pena engkol pada waktu maju lebih jauh daripada jarak yang ditempuh pada waktu mundur.
Perbandingan waktu = Langkah maju = 3 Langkah mundur = 2
Jumlah perbandingan = 3 + 2 = 5
Waktu yang digunakan untuk langkah maju dalam satu menit adalah 3/5 menit. Besar kecepatan langkah mesin yang digunakan pada waktu menyekrap ditentukan oleh:
1. Kekerasan pahat
2. Kekerasan bahan yang disekrap
3. Panjang langkah mesin (panjang bahan yang disekrap)
2.15 Sistematika Satuan Metrik
Jika panjang langkah = L mm dan banyak langkah dalam 1 menit n jarak yang ditempuh oleh langkah maju dalam 1 menit adalah
……….(2.2)
Kecepatan pemotongan atau cutting speed (Cs) = jarak tempuh dibagi waktu. Cs = m = menit ………(2.3)
Cs = atau n = ………..(2.4)
n = jumlah langkah tiap menit L = panjang langkah (dalam mm)
Cs = kecepatan potong (cutting speed) dalam
2.16 Sistematika Satuan Inci
Jika panjang langkah L inchi dan banyak langkah dalam 1 menit = n, maka jarak yang ditempuh dalam 1 menit = n x L/12 kaki.
Kecepatan potong :
Cs = kaki = menit ………(2.5)
Cs = x = ………(2.6)
n - ………..(2.7)
n = banyak langkah tiap menit
Cs = kecepatan potong/cutting speed (dalam kaki/menit) L = panjang langkah dalam inchi
Tabel 2.1 Daftar Cutting Speed (Cs) Untuk Pahat HSS Bahan yang dikerjakan Cs dalam m/menit
Mild Steel 30
Cast iron 25
High carbon steel 16
Brass 70
Brouze 20
alluminium 100
Contoh perhitungan :
Berapakah jumlah langkah yang diambil untuk menyekrap mild steel dengan pahat HSS jika panjang langkah = 200 mm dan kecepatan potong Cs = 30 m/menit.
Perhitungan : Cs = 30 m/menit, L = 200 N =
=
= 90 langkah/menit catatan :
Selain memperhatikan perhitungan diatas, dalam menentukan kecepatan langkah juga ditentukan oleh:
a. Kehalusan yang diinginkan (finishing).
b. Kondisi mesin (kemampuan mesin dan getaran mesin). c. Dalam pemakanan.
2.17 Pahat Sekrap
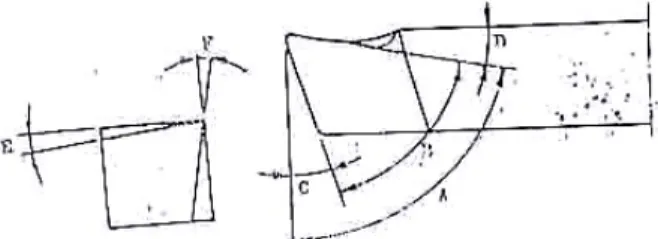
Pahat Sekrap mempunyai bermacam-macam sudut kegunaan. Sudut-sudut pahat dapat dilihat pada gambar dibawah ini :
Gambar 2.9 Sudut-sudut pada pahat 1. Sudut potong (cutting angel)
2. Sudut bibir potong (lip angel) 3. Sudut bebas ujung/muka (end relif) 4. Sudut tatal belakang (back rack angel) 5. Sudut sisi sayat (side rack angel) 6. Sudut sisi bebas (side clearance)
2.18 Macam-macam Bentuk Sekrap
Bentuk-bentuk pahat disesuaikan dengan kebutuhan pekerjaan, lihat gambar berikut:
1. Pahat lurus kiri 2. Pahat lurus kanan 3. Pahat bengkok kiri 4. Pahat bengkok kanan 5. Pahat ujung bulat 6. Pahat ujung segi empat 7. Pahat lurus
8. Pahat leher angsa
Dengan berbagai macam pahat yang telah diketahui, gambar bentuk pahat tersebut dapat dilihat sebagai berikut :
Gambar 2.10 Pahat Sekrap 2.19 Perawatan Mesin
Perawatan adalah suatu aktivitas yang dilaksanakan untuk memelihara semua fasilitas/peralatan bengkel agar selalu dalam kondisi baik dan siap pakai serta terhindar dari kerusakan yang mungkin terjadi baik yang terduga maupun yang tak terduga (makhzu, 1999). Berdasarkan kondisi mesin maka teknik perawatan dikelompokkan pada:
a. Perawatan Preventif / Pencegahan
Adalah perawatan yang dilakukan terhadap mesin guna mencegah terjadinya kerusakan atau kemacetan pada saat diperjalanan dari pabrik ke tempat pemakai dan selamamesin dipakai. Teknik perawatan ini umumnya dilakukan pada mesin yang kondisinya masih baru dan baik (belum pernah rusak).
Tanda-tanda atau kondisi mesin yang memerlukan perawatan preventif adalah: 1) Mesin dalam keadaan baik atau jalan semua komponen berfungsi dengan
baik.
2) Hasil produk dapat memenuhi standar yang ditentukan
Kecendrungan tindakan perawatan Preventif lebih banyak pada komponen transmisi. Tindakan-tindakan preventif yang dapat dilakukan adalah:
1) Pemeriksaan 2) Pembersihan 3) Pelumasan 4) Penggantian komonen 5) Penguncian 6) Penyetelan.
Untuk memudahkan perawatan diantara preventif dibuat program perawatan secara:
1) Memeriksa kondisi mesin dan kompenennya sebelum dipakai-Membersihkan mesin sebelum dipakai.
2) Memberi oli permukaan yang brgerak, yang diberikan tanda lingkaran bola baja.
3) Memberi oli permukaan komponen yang saling bergerak dan bergesek. 4) Menggunci dan membuat mur/baut pengikat.
5) Menyetel posisi komponen dan keulesan geraknya seperti gerakan eretan meja,spindle,lengan.
6) Semua program perawatan rutin dijalankan setiap hari oleh pemkai/ operator mesin.
Program perwatan preventif secara periodik, program tersebut seperti: 1) Memeriksa kondisi komponen dan member oli seperti
a. Bantalan
b. Ulir penggerak/ pengangkatan c. Roda gigi pangganti.
2) Mengganti komponen/ bahan yang telah habis masa pakai seperti: a. Oli bak roda gigi setelah 6000 jam dipakai
b. Bantalan setalah 22000 jam dipakai
c. Mengganti ban setelah kedaan mengeras/pecah
b. Perawatan Korektif / Pembetulan
Adalah perawatan yang dilakukan terhadap mesin yang mengalami gangguan kerusakan baik kerusakan kecil maupun kerusakan sedang.
Tindakan perawatan korektif yang harus dilakukan sebagai berikut: 1) Pemeriksaan
Memeriksa dan memastikan kerusakankomponen secara manual dan dengan alat.
2) Membuat rencana perbaikan
3) Menulis rencana atau prosedur pelaksnaan perawatan yang mencakup tindakan perbaikan, tenaga kerja, bahan dan alat yang diperlukan.
4) Teknik perbaikan (pembetulan,pembuatan dan penggantian) dan biaya perbaikan.
5) Pembongkaran
6) Membongkar komponen/komponen yang terkait dengan dengan komponen yang rusak srcara berurutan mulai dari komponen baik sampaj ke rusak.Memeriksa dan memperbaiki, mengganti komponen yang rusakMembersihkan komponen yang rusak
7) Pelumasan, melumasi komponen yang dibukak dan komponen yang telah diperbaiki dengan gomok(khusus komponen yang telak pada kontak roda gigi perlu diganti oli pelumasnya.
8) Pemasangan, memasang komponen-komponen pengganti atau yang telah diperbaiki secara berturut mulai dari komponen pengganti sampai pada komponen yang dibuka sebelumnya.
9) Uji standar
Menguji kedudukan dan gerakan komponen yang dipasang serta menyetel posisi kedudukan dan keluesan geraknya. Oleh karena itu dalam perawatan korektif terjadi tindakan dan proses membuka, memperbaiki dan memasang komponen mesin yang dalam keadaan baik maka harus dilakukan pekerjaan tersrbut secara hatu-hati, cermat, aman, dan baik. Tindakan perbaikan yang dilakukan tidak boleh memperparah/memperbesar kerusakan. Pekerjaan yang ceroboh dan tidak menguasai tentang mesin dalam melkukan perbaikan pembuatan dan penggantian akan menghasilkan pekerjaan sia-sia dan merugikanperusahaan. Oleh karena itu, kuasailah teknik pemesinan, fabrikasi, pengerjaan plat, gambar, elemen mesin, dan material/bahan. Ada beberapa fungsi perawatan antara lain:
a. Menjegah terjadinya suatu yang dapat membahayakan keselamatan pekerja, fasilitasdan peralatan labor, dan workshop.
b. Meningkatkan kualitas kerja dan hasil kerja yang melibatkan penggunaan easilitas/perlatan labor dan workshop
c. Memeperlanjar pengerjaan dilabor dan workshopa.
d. Memanfaatkan sifat bratangung jawab bagi stop pemakai/penggunaan fasilatas/peralatan labor dan workshop,
e. Melakukan tindakan perbaikan dengan kesadaran sendiri. f. Menghemat biaya opersi fasilitas/perlatan labor dan workshop.
c. Perawatan berat
Adalah perawatan yang dilakukan terhadap mesin yang mengalami banyak kerusakan pada komponen-komponen utamanya. Sehingga hasil ukurannya jauh menyimpang dari ukuran standar.
d. Perawatan Tersencana
Adalah perawatan yang dilakukan terhadap mesin yang dibuat secara sistematis danterencana sebelum mesin digunakan atau dipakai.
Teknik Perawatan Mesin Perawatan yang intensif sangat membantu untuk menjaga peralatan mesin selalu dalam kondisi siap pakai, terutama jika perawatannya dilakukan secara rutin dan benar. Penggunaan sistem perawatan yang terjadwal baik akan menjaga peralatan atau mesin bisa bekerja secara maksimal atau produktifitasnya maksimal atau produksinya memuaskan.Beberapa tujuan perawatan terhadap peralatan atau mesin antara lain :
a. Merawat mesin atau peralatan sehingga selalu dalam kondisi optimal produktifitasnya dan dapat dipercaya kualitas produksinya
b. Mencegah hal-hal yang diharapkan seperti kerusakan yang tiba-tiba terhadap mesin/ peralatan pada saat beroperasi.
c. Menaikkan kemampuan mesin untuk berproduksi dengan melakukan perubahan untuk lebih mengefisienkan kerja mesin.
Tujuan-tujuan yang diatas dapat dicapai apabila dilakukan dua bentuk perawatan yaitu: a. Perawatan rutin atau harian yang dilakukan selama jangka waktu perawatan yang sudah
terjadwal tetapi perawatan hendaknya tidak saja hanya dilakukan pada yang terjadwal, sebaiknya dilakukan setiap saat. Yang dilaksanakan dalam perawatan harian adalah:
1) Sebelum memakai mesin jangan lupa memberikan oli pada katup-katup oli
2) Mengontrol gelas ukuran oli, apakah permukaan oli sudah sesuai dengan petunjuk mesin sekrap.
3) Sebelum memakai mesin, harus dibersihkan dahulu
4) Diharapkan dalam mengoperasikan mesin harus menurut petunjuk yang benar, misalnya putaran yang sesuai pembebanan, banyaknya pemakaian dan sebagainya.
5) Perawatan dan perbaikan yang terjadwal, yang terdiri dari perbaikan ringan, perbaikan menengah, perbaikan besar-besaran.
2.20 Metode Perhitungan
a. Menghitung waktu permesinan
Waktu (t) = jarak/ kecepatan atau t = L/V ...(2.8) b. Menghitung panjang benda kerja dicekam dengan posisi melintang
L = panjang benda + jarak bebas depan + jarak bebas belakang ...(2.9) c. Menghitung waktu mesin
Dalam hal ini kecepatan terbagi 2 : 1) Waktu maju ( Ta)
Ta = jarak / kecepatan maju
Ta = L / Va ...(2.10) 2) Waktu mundur (Tr)
Tr = jarak / kecepatan mundur
Tr = L / Vr ...(2.11) 3) Waktu total permesinan
(T) = waktu maju + waktu mundur
= Ta + Tr...(2.12) d. Jumlah langkah (Z)
Z = lebar benda + 2 (lebar pahat ) / feeding ...(2.13) e. Waktu untuk satu kali penyekrapan (Th) :
Th = T x Z ...(2.14) f. Jumlah meja dinaikkan ( n )
n = diameter awal – diameter akhir ...(2.15) g. Total permesinan
T tot = Th x n ...(2.16)
2.21 Langkah Penyetelan Mesin Skrap
Adapun langkah-langkah dalam penyetingan langkah mesin yaitu : a. Mesin benar-benar harus dalam keadaan OFF
b. Kendorkan tuas pengunci lengan mesin
c. Putar handlepengatur panjanglangkah mesin ke kiri atau ke kanan sesuai kebutuhan atau standar yang berlaku (putar ke kiri maka panjang langkah mesin menjadi kecil, putar ke kanan maka panjang langkah mesin menjadi besar) d. Kencangkan kembali mur pengunci pengatur panjang langkah mesin. e. Kencangkan kembali baut pengunci pengatur posisi langkah mesin.
f. Sedangkan untuk pengaturan posisi langkah mesin. g. Mesin benar-benar harus dalam keadaan OFF h. Kendorkan tuas pengunci lengan mesin
i. Putar handle pengatur posisi langkah mesin sesuai kebutuhan, (putar kiri = posisi langkah mesin dimajukan, putar ke kanan = posisi langkah mesin di mundurkan
BAB III
JURNAL PRAKTIKUM
3.1 Maksud dan Tujuan
Adapun dibawah ini tujuan daripada praktikum yang dilaksanakan :
1. Mahasiswa dapat mengetahui dan memahami fungsi dari setiap komponen mesin sekrap.
2. Mahasiswa dapat mengetahui dan memahami teknik dasar pengoprasian mesin sekrap dengan benar.
3. Mahasiswa mampu mengerjakan pekerjaan dengan mesin sekrap dengan benar.
3.2 Alat dan Bahan 1. Ragum 2. Mesin Frais 3. Jangka Sorong 4. Kunci 17 5. Benda kerja 3.3 Langkah Pengerjaan
1. Ukur panjang benda kerja awal dengan menggunakan jangka sorong. 2. Benda kerja dijepit menggunakan ragum.
3. Bagian yang akan digunakan diratakan menggunakan alat kikir dengan pola pengikisan searah
4. Hubungkan mesin dengan power supply
5. Mesin sekrap dinyalakan dengan menekan tombol ON 6. Kecepatan mesin sekrap diatur dengan tuas kecepatan.
7. Mesin pahat diatur sedemikian rupa hingga sejajar dengan alat pahat. 8. Pahat diposisikan diatas benda kerja pada gerakan mundur
9. Pegangan untuk menyetel pahat diposisikan pada garis nol. 10. Benda pahat dibuat menepel dengan benda kerja
11. Skala diatur sesuai dengan kebutuhan
12. Mesin dijalankan dengan menarik tuas banyaknya langkah. 13. Langkah 11 dan 12 dilakukan berulang hingga terbentuk alur.
3.5 Kesimpulan
1. Mesin sekrap adalah mesin perkakas yang memiliki gerak utama maju-mundur baik vertikal maupun horizontal untuk mengubah bentuk dan ukuran benda kerja.
2. Mesin sekrap berfungsi untuk mengubah permukaan benda kerja dari permukaan rata menjadi permukaan berpola.
3. Mesin sekrap memilik titik presisi yang sangat tinggi. 4. Kelemahannya proses pengerjaannya lambat.
JAWABAN PERTANYAAN
4.1 Pertanyaan1. Sebutkan kekurangan dan kelebihan mesin sekrap?
2. Pengerjaan apa saja yang bisa dilakukan menggunakan mesin sekrap? 3. Apa perbedaan mesin sekrap dan mesin frais?
4. Sebutkan dan jelaskan jenis mesin sekrap?
5. Hitung proses permesinan untuk membuat benda kerja yang telah dipraktikan. Jika kecepatan mesin 50 langkah permenit, panjang langkah awal 50 mm, panjang langkah pemotongan 10 mm, panjang langkah akhir 30 mm, lebar pemotongan 10 mm dengan kedalaman potong 5 mm, dan feeding 0,01 mm, serta Rs = 0,8.
Kekurangan dari mesin sekrap adalah waktu pengerjaan yang memakan waktu lebih lama.
2. Yang dilakukan oleh mesin sekrap antara lain :
a. Meratakan bidang baik bidang datar, bidang tegak maupun bidang miring b. Membuat alur : alur pasak, alur V, alur ekor burung
c. Membuat bidang bersudut atau bertingkat
d. Membentuk, yaitu mengerjakan bidang-bidang yang tidak beraturan. 3. Perbedaan mesin sekrap dan mesin frais :
a. Mesin Sekrap
Pada proses permesinan ini hanya dapat memotong menurut garis lurus dengan jenis/tipe pemotongan yang sama dan selalu memotong hanya dalam satu arah, sehingga langkah balik merupakan langkah terbuang (waktu terbuang).
b. Mesin Frais
Pada proses Freis, prinsip dasar yang digunakan adalah terlepasnya logam (geram) oleh gerakan pahat yang berputar. Mesin ini dapat melakukan pekerjaan seperti memotong,membuat roda gigi,menghaluskan permukaan,dll geram. Benda kerja diletakkan di meja kerja kemudian, dipasang pahat potong dan disetel kedalaman potongnya.Setelah itu, benda kerja didekatkan ke pahat potong dengan pompa berulir, untuk melakukan gerak memakan sampai dihasilkan benda kerja yang diinginkan.
4. Mesin Skrap Menurut Cara Kerjanya:
Ada berbagai varian dari shaping machine atau mesin skrap ini. Jenis tersebut, menurut cara kerjanya, antara lain adalah :
a. Mesin skrap biasa atau mesin sekrap horizontal. Pada mesin ini pahat sekrap bergerak secara maju dan mundur menyayat benda target yang ada pada meja mesin.
b. Sloting/Planer, yakni mesin yang memahat diam (menyayat) benda kerja yang ada pada meja mesin. Gerakan yang dibangung adalah bolak-balik.
c. Mesin sekrap Vertikal, yakni gerakan pahat secara vertical dengan cara naik dan turun. Mesin ini banyak digunakan untuk membuat alur pasak roda gigi serta pully.
Varian ini kemudian dipersempit menjadi dua jenis jika dilihat dari tenaga penggeraknya, yakni mesin skrap engkol serta mesin skrap hidrolik. Mesin skrap engkol memiliki gerak berputar yang diubah menjadi gerak bolak-balik dengan menggunakan engkol. Sedangkan mesin skrap hidrolik menggunakan gerak bolak-balik yang bersumber dari tenaga hidrolik yang ada.
5. Metode Perhitungan Mesin Sekrap sebagai berikut: a. Kecepatan potong rata-rata
V
:
mm/menit Lt = Ln + Lv + LwLt = 30 mm + 10 mm + 50 mm V = 3,86 Lt = 90 mm
BAB V
KESIMPULAN
1. Mesin sekrap adalah mesin dengan gerak utama yang berjalan maju mundur secara horizontal atau vertical.
2. Sebelum melakukan proses sekrap harus terlebih dahulu mengeset gerak makan dan kedalaman potong yang terdapat pada mesin sekrap.
3. Dalam proses menyekrap benda kerja bergerak kearah kiri dan kanan sedangkan pahat bergerak maju mundur.
langkah sebelum memakan, langkah saat memakan, dan langkah sesudah pemakanan. Semakin besar langkah maka semakin lama waktu yang diperlukan.