Page 1
BAB I
PENDAHULUAN
1.1. Latar Belakang
Salah satu mesin perkakas yang dikenal dalam proses produksi adalah mesin sekrap/ketam. Mesin sekrap merupakan mesin yang memiliki gerakan utama, yaitu gerakan mendatar/horisontal. Jenis pahat yang digunakan hampir sama dengan jenis pahat mesin bubut.
Dalam sejarahnya telah dikenal mesin sekrap dan mesin serut. Kedua mesin ini hampir sama, tetapi ada beberapa perbedaan mendasar, seperti pada mesin serut benda kerja yang diproses berukuran besar, sedangkan pada mesin sekrap berukuran kecil. Pada mesin serut benda digerakkan pada pahat yang stasioner, sedangkan pada mesin sekrap pahat digerakkan terhadap benda kerja yang stasioner.
Mesin sekrap biasa disebut dengan mesin ketam yaitu sebuah mesin dengan pahat pemotong dan jenis pahat mesin bubut yang mengambil pemotongan berupa garis lurus dengan menggerakkan benda kerja menyilang, maka akan didapatkan permukaan yang rata, bagaimanapun juga bentuk pahatnya.
1.2 Rumusan Masalah
Dalam pengoperasian mesin sekrap, ada hal-hal yang yang perlu diketahui, yaitu: 1.2.1 bagaimana cara kerja mesin sekrap?
1.2.2 bagaimana perhitungan waktu permesinan? 1.2.3 bagaimana proses kerja penyakrapan?
1.3 Tujuan Penulisan
Penulisan karya tulis ini di maksudkan untuk mencapai tujuan sebagai berikut: 1.3.1 Mampu membedakan jenis – jenis dari mesin sekrap.
1.3.2 Dapat mengetahui dan menganalisa mekanisme mesin sekrap.
1.3.3 Mampu mengoperasikan bagian-bagian mesin dengan baik dan benar. 1.3.4 Mampu merencanakan, dan menghasilkan suatu produk dengan
Page 2
1.4 Ruang Lingkup
Adapun yang dibahas dalam karya tulis ini, yaitu hal-hal yang perlu di ketahui dalam proses penyekrapan, tidak lain adalah sebagai berikut:
1.4.1 Definisi mesin sekrap dan sekrap.
1.4.2 Jenis-jenis dan bagian-bagian mesin sekrap. 1.4.3 Prinsip kerja mesin sekrap.
1.4.4 Jenis-jenis penyekrapan.
1.4.5 Mekanisme kerja mesin sekrap.
1.4.6 Pencekaman benda kerja dan alat potong. 1.4.7 Perhitungan waktu permesinan sekrap. 1.4.8 Proses penyekrapan blok V.
1.5 Cara Memperoleh Data
Data yang di peroleh penulis didapat dari berbagai referensi di internet, modul teori sekrap, dan data-data yang di peroleh langsung di lapangan saat proses praktikum.
Page 3
BAB II TEORI DASAR
2.1 Definisi Umum
Mesin sekrap atau shaping machine adalah suatu mesin perkakas yang digunakan untuk mengubah permukaan benda kerja menjadi permukaan rata baik bertingkat, menyudut, dan alur. Sesuai dengan bentuk dan ukuran yang dikehendaki.
Sekrap merupakan proses pemakanan benda kerja yang sayatannya dilakukan oleh badan mesin (ram) yang meluncut bolak-balik pada gerak potong pahat pada benda kerja merupakan gerakan lurus translasi. Dalam hal ini benda kerja dalam keadaan diam dan pahat bergerak lurus translasi. Pada saat pahat melakukan gerak balik, benda kerja juga melakukan gerak umpan (feeding). Sehingga punggung pahat akan tersangkut pada benda kerja yang sedang bergerak tersebut. Untuk menghindari gangguan ini, pangkal dudukan pahat diberi engsel sehingga punggung pahat dapat berayun pada waktu balik menyentuh benda kerja.
2.2Prinsip Kerja Mesin Sekrap
Pada mesin sekrap, gerakan berputar dari elektro motor diubah menjadi gerak lurus/ gerak bolak-balik melalui blok geser dan lengan penggerak. Posisi langkah dapat diatur dengan spindel posisi dan untuk mengatur panjang langkah dengan bantuan blok geser.
Benda kerja diletakkan dan dijepit pada meja. Posisi meja dapat juga dinaik-turunkan sepanjang pembimbing melalui poros ulir. Dengan memutar poros ulir yang telah dihubungkan dengan roda gigi, maka gerakkan dari meja sepanjang pembimbing melalui poros ulir dapat dilakukan. Dimana roda gigi digerakkan oleh tuas pengungkit secara berkala. Gerakkan berkala ini dibuat sedemikian rupa sehingga poros ulir hanya bergerak pada waktu ram melakukan gerak balik membawa dudukan pahat. Gerak putar dari motor listrik diubah menjadi gerak translasi pada ram.
Page 4
2.3Pengelompokan Mesin Sekrap
2.3.1 Menurut desainnya mesin sekrap dapat dikelompokkan sebagai berikut: 2.3.1.1Pemotong dorong horizontal
2.3.1.1.1Jenis biasa (pekerjaan biasa)
2.3.1.1.2Jenis universal (pekerjaan ruang perkakas) 2.3.1.2Pemotong tarik horisontal.
2.3.1.2.1Pemotong vertikal. 2.3.1.2.2Pembubut celah (slotter)
2.3.1.2.3Pembubut dudukan pasak (key scatter)
2.3.1.3 Pemotong kegunaan khusus misalnya pemotongan roda gigi.
2.3.2 Menurut fungsinya mesin sekrap dikelompokkan sebagai berikut: 2.3.2.1 Mesin ketam horizontal.
Umumnya digunakan pada pekerjaan produksi dan pekerjaan serbaguna. Mesin ini terdiri atas dasar dan rangka dan mendukung ram horizontal. 2.3.2.2 Mesin ketam.
Digunakan untuk penyelesain benda kerja yang memerlukan kecepatan potong dan tekanan dalam pergerakan ram konstan dari awal sampai dengan akhir pemotongan.
2.3.2.3 Mesin ketam potong tarik.
Diginakan untuk pemotongan blok cetakan besar pada produksi massal. 2.3.2.4 Mesin ketam vertikal.
Digunakan untuk pemotongan dalam dan penyerutan bersudut serta untuk operasi yang memerlukan pemotongan vertikal. Biasanya pada pembuatan cetakan untuk logam dan non-logam.
Page 5
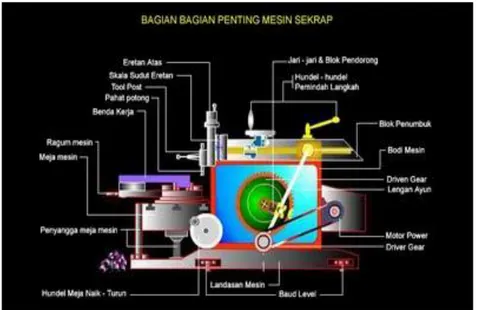
2.4Bagian–Bagian Dari Mesin Sekrap
Gambar 2.1. bagian-bagian mesin sekrap
2.4.1 Ram, yaitu bagian dari mesin ketam yang membawa pahat, diberi gerak bolak-balik sama dengan panjang langkah yuang diinginkan.
2.4.2 Kunci ram, berfungsi agar ram tetap pada kedudukannya, sehingga panjang langkah potong tidak berubah.
2.4.3 Kunci kepala pahat, berfungsi untuk mengunci pahat yang terpasang.
2.4.4 Pengatur kedudukan ram, berfungsi untuk mengatur kedudukan ram pada posisi yang diinginkan.
2.4.5 Hantaran ulir, berfungsi untuk mengatur besarnya kedalaman pemakanan pahat pada benda kerja.
2.4.6 Hendel pahat, berfungsi untuk menyetel kedudukan pahat.
2.4.7 Kotak lonceng, berfungsi agar pahat tidak menyayat benda kerja saat kembali ke posisi awal.
2.4.8 Meja kerja, berfungsi sebagai tempat peletakan benda kerja dan biasanya terdapat ragum di atasnya.
2.4.9 Motor listrik, berfungsi sebagai sumber daya untuk menjalankan mesin. 2.4.10 Tuas kecepatan, berfungsi untuk mengatur kecepatan gerakan ram.
2.4.11 Dial panjang langkah, berfungsi untuk mengatur panjang langkah pemakanan.
2.4.12 Hantaran vertikal dan horisontal, berfungsi agar meja kerja dapat bergerak vertikal dan horisontal.
Page 6
2.5Dimensi Mesin Sekrap
Ukuran utama sebuah mesin sekrap ditentukan oleh : 2.5.1 Panjang langkah maksimum.
2.5.2 Jarak maksimum gerakan meja mesin arah mendatar.
2.5.3 Jarak maksimum gerkan meja mesin arah vertical (naik turunnya meja).
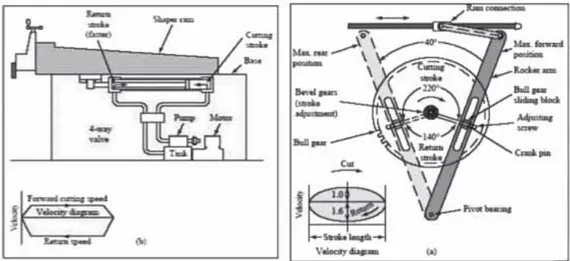
2.6Mekanisme Kerja Mesin Sekrap
Mekanisme kerja yang mengendalikan mesin sekrap ada dua macam yaitu mekanik dan hidrolik. Pada mekanisme mekanik digunakan crank mechanism. Pada
mekanisme ini roda gigi utama (bull gear) digerakkan oleh sebuah pinion yang dihubungkan pada poros motor listrik melalui gear box dengan empat, delapan, atau lebih variasi kecepatan. RPM dari roda gigi utama tersebut menjadi langkah per-menit (strokes perminute, SPM). Mesin dengan mekanisme sistem hidrolik kecepatan
sayatnya dapat diukur tanpa bertingkat, tetap sama sepanjang langkahnya. Pada tiap saat dari langkah kerja, langkahnya dapat dibalikkan sehingga jika mesin macet, lengannya dapat ditarik kembali. Kerugiannya yaitu penyetelen panjang langkah tidak teliti.
Page 7
2.7Pengerjaan Sekrap 2.7.1 Penyekrapan Datar
Yang dimaksud dengan mengetam datar adalah gerak pahat saat penyayatan ke arah mendatar dari kiri ke kanan atau dari kanan ke kiri. Arah gerakan pahat tersebut tergantung dari bentuk sudut-sudut bebasnya, jika pahat tersebut berbentuk pahat kanan maka penyayatnya dimulai dari sebelah kanan ke arah kiri, tetapi jika sudut bebasnya netral maka pahat ini dapat bergerak bebas dari kanan ke kiri atau sebaliknya.
2.7.2 Penyekrapan Tegak
Dalam mengetam tegak maka gerak penyayatan pahat berlangsung dari atas ke bawah secara tegak lurus, dalam hal ini pergerakan sayatan pahat dilakukan dengan memutar eretan pahat dengan tangan, kedudukan plat pahat pada penyayatan ini harus dimiringkan secukupnya agar pemegang pahat tidak mengenai bidang kerja dan pahat tidak menekan benda kerja yang disekrap pada langkah ke belakang. Tebal pemakanan sebaiknya kurang lebih 0.5 mm, pada taraf penyelesaian pakailah pahat halus dengan sudut-sudut bebas yang kecil, usahakan agar ujung mata pemotongnya mengenai benda kerja.
2.7.3 Penyekrapan Sudut
Jika mengetam bagian yang bersudut maka gerak penyayatannya dilakukan dengan memutar eretan pahat yang kedudukannya menyudut sesuai dengan besarnya sudut yang diketam, plat-plat pahat dimiringkan secukupnya dan ditahan oleh suatu baji (pasak) sehingga pahat tidak menggaruk permukaan benda kerja pada langkah ke belakang.
2.7.4 Penyekrapan Alur
Alur yang dapat disekrap adalah: alur terus luar, alur terus dalam, alur buntu, alur tembus.
Page 8
2.8Pencekaman Benda Kerja 2.8.1 Ragum
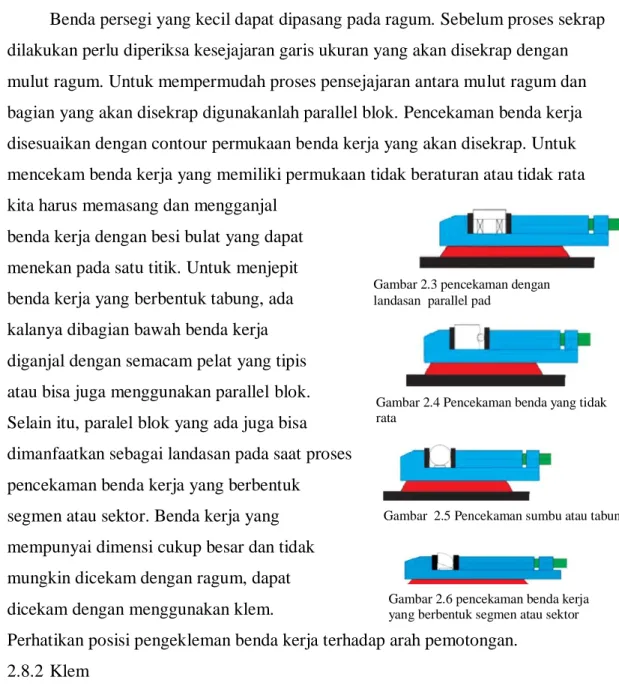
Benda persegi yang kecil dapat dipasang pada ragum. Sebelum proses sekrap dilakukan perlu diperiksa kesejajaran garis ukuran yang akan disekrap dengan mulut ragum. Untuk mempermudah proses pensejajaran antara mulut ragum dan bagian yang akan disekrap digunakanlah parallel blok. Pencekaman benda kerja disesuaikan dengan contour permukaan benda kerja yang akan disekrap. Untuk mencekam benda kerja yang memiliki permukaan tidak beraturan atau tidak rata kita harus memasang dan mengganjal
benda kerja dengan besi bulat yang dapat menekan pada satu titik. Untuk menjepit benda kerja yang berbentuk tabung, ada kalanya dibagian bawah benda kerja diganjal dengan semacam pelat yang tipis atau bisa juga menggunakan parallel blok. Selain itu, paralel blok yang ada juga bisa dimanfaatkan sebagai landasan pada saat proses pencekaman benda kerja yang berbentuk
segmen atau sektor. Benda kerja yang mempunyai dimensi cukup besar dan tidak mungkin dicekam dengan ragum, dapat dicekam dengan menggunakan klem.
Perhatikan posisi pengekleman benda kerja terhadap arah pemotongan. 2.8.2 Klem
Ada beberapa syarat yang harus dipenuhi ketika kita melakukan pengkleman benda kerja :
2.8.2.1 Klem harus horizontal
2.8.2.2 Jarak A harus lebih kecil dari B
2.8.2.3 Mur dan T-Slot harus terpasang dengan ukuran yang sesuai dengan alur meja.
Gambar 2.4 Pencekaman benda yang tidak rata
Gambar 2.3 pencekaman dengan landasan parallel pad
Gambar 2.5 Pencekaman sumbu atau tabung
Gambar 2.6 pencekaman benda kerja yang berbentuk segmen atau sektor
Page 9
Benda kerja besar yang akan dipotong seluruh permukaannya, biasanya diklem dengan menggunakan klem samping. Jumlah klem yang digunakan tergantung besar kecilnya benda kerja.
Blok siku juga bisa dipergunakan sebagai alat bantu klem benda kerja. Caranya, blok siku diikat dengan T-Slot pada meja sekrap, kemudian benda kerja yang akan disekrap diklem dengan blok siku yang sudah terpasang pada meja sekrap.
2.8.3 Kepala pembagi
Dalam proses penyekrapan, pencekaman benda kerja dengan menggunakan kepala pembagi di lakukan pada saat pembuatan roda gigi.
2.9 Pencekaman Alat Potong
Pencekaman alat potong atau pahat pada mesin sekrap disesuaikan dengan ukuran mesin dan meja mesin. Yang perlu diingat pada saat mencekam pahat pada mesin sekrap yaitu pahat dicekam sekuat mungkin. Hal ini dikarenakan pada saat langkah pemakanan, pahat adalah salah satu bagian yang mengalami benturan (impact) terbesar dengan benda kerja. Ada beberapa hal yang harus diperhatikan dalam pemasangan pahat pada mesin sekrap sebagai berikut.
2.9.1 Pahat dipasang pada rumah ayunan kira-kira 30|40 mm keluar dari rumah ayunan. Pada posisi ini pahat cukup kuat untuk menahan beban potong.
Gambar 2.7 Pencekaman menggunakan klem
Page 10
2.9.2 Pencekaman pahat diusahakan sependek mungkin. Jika pemasangan pahat terlalu panjang, pada saat terjadi impact maka pahat akan menjadi lentur dan kemungkinan besar pahat akan patah.
2.9.3 Pada saat langkah pemakanan, rumah ayunan pahat dimiringkan berlawanan arah dengan sisi potong pahat.
2.9.4 Pada saat proses pembuatan alur pada benda kerja, rumah ayunan pahat dipasang tegak lurus terhadap sisi potong pahat.
2.9.5 Pada proses pembuatan alur dalam, pahat harus menggunakan alat bantu tambahan yaitu klem pemegang pahat, dengan alat ini memungkinkan pahat untuk membuat alur dengan kedalaman yan diinginkan.
2.9.6 Pada saat langkah pemotongan sisi benda kerja, posisikan rumah ayunan dan pahat dalam keadaan miring/membuat sudut lancip terhadap benda kerja. 2.9.7 Pada saat langkah pemakanan menyudut pada benda kerja, posisikan rumah
ayunan dan pahat miring terhadap bidang yang akan disayat/membentuk sudut lancip.
Page 11
BAB III PEMBAHASAN
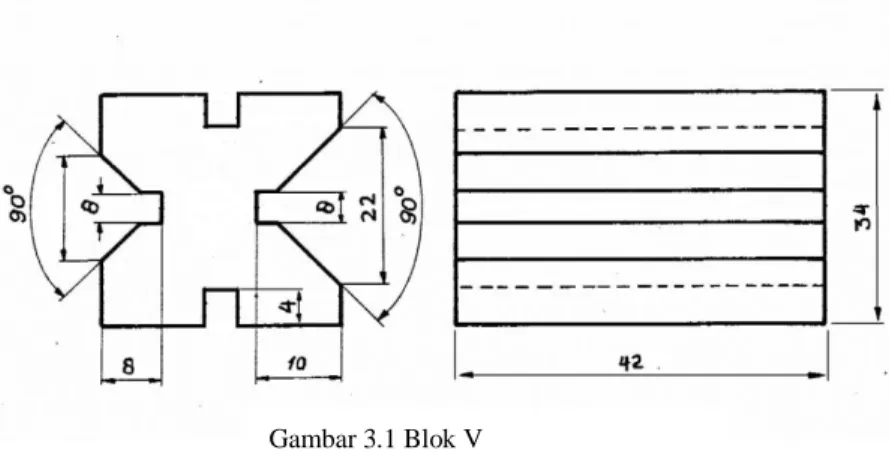
3.1 Perhitungan Waktu Permesinan 3.1.1 Panjang langkah (l) = Diketahui: l = 42 mm la = 38 mm lb = 19 mm Ditanya: L =...? Penyelesaian: L = l + la + lb = 42 mm + 38 mm + 19 mm = 99 mm 3.1.2 Banyaknya langkah (n) Diketahui: vc = 60 mm/menit = 60 x 1000 = 60.000 mm/menit L = 99 mm Ditanya n =
n
= = = 303,03 langkah/menit3.1.3 Penampang tatal (A)
A = a x s
Page 12 Penyelesaian: A = a x s =1 mm x 0,3 mm 3.1.4 Waktu pengerjaan ta = = = = 4,95 x atau = 0,004 menit tr = = = = 2,475 x atau = 0,002 menit
Jadi waktu satu kali langkah maju mundur T = ta + tr
= 0,004 + 0,002 menit = 0,006 menit
3.1.5 Jumlah langkah dalam pemotongan Diketahui: b1 = 8 penyelesaian: = = .= 236,6 langkah 3.1.6 Waktu permesinan
jumlah langkah maju mundur x waktu tiap langkah maju mundur th = z x t
Page 13
3.1.7 = 1,4196 menit x x 4 (jumlah sisi yang akan di potong) 1,4196 menit x x 4
= 1,4196 menit x 10,5 x 4 = 1,4196 menit x 42 = 59,62 menit
3.2 Peralatan dan APD Yang Digunakan
3.2.1 Peralatan : 3.2.2 APD (Alat Pelindung Diri) : Pahat netral dan pahat alur -pakaian kerja standar
Kunci pas - sepatu safety
Bevel protactor - kacamata safety
Jangka sorong
Palu tembaga/palu plastik Dial indicator Parallel pad Penyiku Kuas Oil can Kongkol penggores Block siku Kikir
Page 14
3.3 Menyekrap Block-V
Sebelum bekerja, pastikan semua alat pelindung diri digunakan. Periksa area kerja, area kerja harus dalam kondisi.
Aman dan bersih
Bebas dari genangan oli dan air serta benda-benda yang berserakan di lantai Intensitas cahaya yang cukup (200-500 lux)
Standar kebisingan 85 dBA
Periksa kondisi mesin dengan mengecek semua baut, eretan, handle, tombol, sakelar, pompa pelumas. Apakah semuanya masih berfungsi dengan baik atau tidak.
3.3.1 Setting mesin.
3.3.1.1 Setting meja mesin agar berada pada posisi paling bawah 3.3.1.2 Pasang alat pencekam (ragum) benda kerja pada meja
3.3.1.3 Pasang dan setting rahang ragum agar tegak lurus dengan sumbu lengan mesin.
Gambar 3.1 Blok V
Gambar 3.2 Pemasangan ragum
Page 15
3.3.1.4 Ukur benda kerja kemudian marking sesuai dengan gambar kerja 3.3.1.5 Pasang benda kerja sesuai standar pencekaman
3.3.1.6 Atur/stel posisi tool post
3.3.1.7 Pasang alat potong pada tool post (bagian pahat yang menjulur keluar dari tool post di usahakn sependek mungkin dan sesuai dengan
pekerjaan
3.3.1.8 Atur/stel kecepatan
3.3.1.9 Atur panjang langkah lengan mesin (mesin dalam kondisi off).
3.3.1.9.1 Kendorkan baut/mur pengunci pengatur posisi dan panjang langkah mesin
3.3.1.9.2 Setelah selesai kencangkan kembali.
3.3.1.10Atur posisi langkah mesin (mesin dalam keadaan off). 3.3.1.10.1 Kendorkan baut pengunci
3.3.1.10.2 Putar handle pengatur posisi langkah mesin, putar kiri artinya posisi langkah mesin maju dan putar kanan, posisi langkah mesin mundur
3.3.1.10.3 Setelah itu kencangkan kembali baut penguncinya 3.3.2 Langkah kerja
3.3.2.1 switch on saklar utama mesin
3.3.2.2 switch on saklar emergency mesin 3.3.2.3 tekan handle kopling mesin
3.3.2.4 tekan tombol star mesin hingga motor mesin mulai berputar 3.3.2.5 tarik hendle kopling perlahan-lahan sampai lengan mesin
bergerak normal
Page 16
3.3.2.6 putar handle gerak vertikal meja hingga benda kerja mulai bergerak mendekati dan menyentuh alat potong
3.3.2.7 kencangkan baut pengunci gerak vertikal
3.3.2.8 putar hendle gerak melintang meja secara manual atau otomatis (stel posisi rachet gerak melintang meja) ke kiri dan ke kanan 3.3.2.9 sentuhkan pahat pada permukaan benda kerja
3.3.2.10 stel skala eretan pahat pada skala nol
3.3.2.11 sebelum memulai proses gunakan oil can untuk mendinginkan benda kerja dan pahat
3.3.2.12 lakukan pemotongan disetiap bidang dan periksa kesikuan hingga mencapai ukuran 34 x 34 x 42
3.3.2.13 pada saat ingin mematikan mesin untuk momotong bidang sebelahnya, hal yang perlu diingat yaitu:
3.3.2.13.1 bebaskan benda kerja dari alat potong
3.3.2.13.2 tekan hendle kopling secara perlahan untuk menghentikan gerak lengan mesin pada posisi paling belakang
3.3.2.13.3 tekan tombol stop hingga motor mesin benar-benar berhenti berputar
3.3.2.13.4 tekan tombol emergency
3.3.2.13.5 setelah mencapai ukuran dimensi benda kerja lakukan pemotongan pengasaran step demi step sampai mendekati garis markingan. setelah selesai matikan mesin untuk mengganti pahat.
Page 17
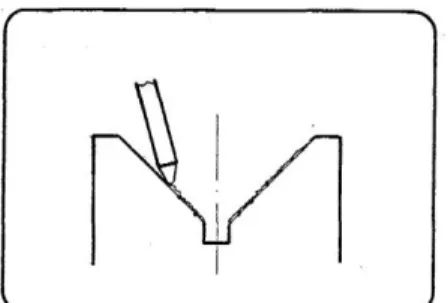
3.3.2.13.6 pasang pahat alur tempatkan pahat di tengah-tengah alur “V” yang terbentuk. Gambar 3.6 Penyumbuan pahat terhadap benda kerja
3.3.2.13.7 penurunan pahat dilakukan dengan membebaskan benda kerja dan alat potong dengan memutar hendle gerak melintang meja, setelah itu kendorkan pengunci gerak vertikal meja hingga benda kerja bergerak naik. Kemudian kencangkan kembali. Dekatkan benda kerja pada alat potong.
3.3.2.13.8 Lakukan pemotongan sampai ukuran yang sudah di tentukan, setalah selesai matikan mesin
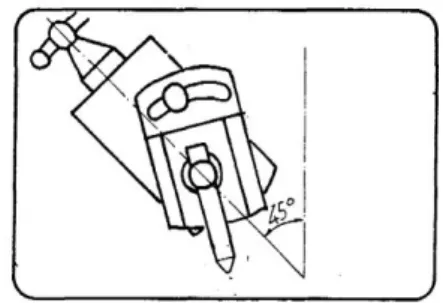
3.3.2.13.9 Miringkan kepala 45°, atur posisi pahat
3.3.2.13.10On-kan mesin dan lakukan pemotonga hingga permukaan benda kerja rata
Gambar 3.7 Penyekrapan Alur
Page 18
Gambar 3.9 Proses finishing alur V
3.3.2.13.11Setelah selesai matikan mesin dan periksa kesimetrisanan alur “V”
Gambar 3.10 Pengukuran kesimetrisan alur V
3.3.2.13.12Lakukan hal yang sama untuk bentuk “V” pada bagian lainnya
Page 19
3.3.2.13.13Untuk menghentikan mesin:
Bebaskan benda kerja dari alat potong
Tekan handle kopling mesin secara perlahan untuk menghentikan mesin pada posisi paling belakang.
Tekan tombol stop mesin Tekan tombol emergency
Page 20
BAB IV PENUTUP
4.1 Kesimpulan
Mesin sekrap dapat di operasikan untuk meratakan sebuah benda kerja, atau mengurangi sebagian dari benda kerja sesuai dimensi dan bentuk yang kita inginkan. Mengingat mesin tersebut bekerja bolak-balik secara horizontal, maka dalam meratakan sebuah benda akan sangat efisien. Dalam praktikum, penulis mencoba membuat sebuah benda berupa blok V yang pada awalnya berbentuk persegi panjang. Dengan menggunakan mesin sekrap penulis juga mencoba membuat bidang miring pada bagian benda kerja. Dan hasil dari sekrap akan lebih presisi dan rapih dibanding jika memotong secara manual ataupun mesin cutting (karena permukaan bekas potongan tidak akan rata, sehingga kita masih harus melakukan pekerjaan pengikiran untuk meratakannya.
4.2 Saran
Mengingat bahwa setiap pekerjaan yang dilakukan tidak jauh dari bahaya, maka untuk menghindari semua itu dalam melakukan pekerjaan di harapkan dapat mengidentifikasi hal-hal yang dapat menimbulkan kecelakaan kerja agar pekerjaan tidak terhenti dan mengakibatkan responsi Yang harus di tanamkan dalam diri yaitu harus mengutamakan keselamatan kerja.
Page 21
DAFTAR PUSTAKA
ISTC. 1990. Kerja Sekrap Teori. Bandung
http://dc266.4shared.com/doc/jkekOPEv/preview.html http://www.infoku.it.tc/2011/06/mekanisme-kerja-mesin-skrap.html http://garispandang.blogspot.com/2011/02/mekanisme-balik-cepat-pada-mesin-sekrap.html http://alnto.jw.lt/Menyekrap http://januarsutrisnoyayan.wordpress.com/2008/11/29/mesin-skrap/ http://fadli080284.web44.net/index.php?option=com_content&view=section&layou t=blog&id=2&Itemid=5 http://fadli080284.web44.net/media/Modul%20Shaping.pdf
Page 22
LAMPIRAN
Page 23
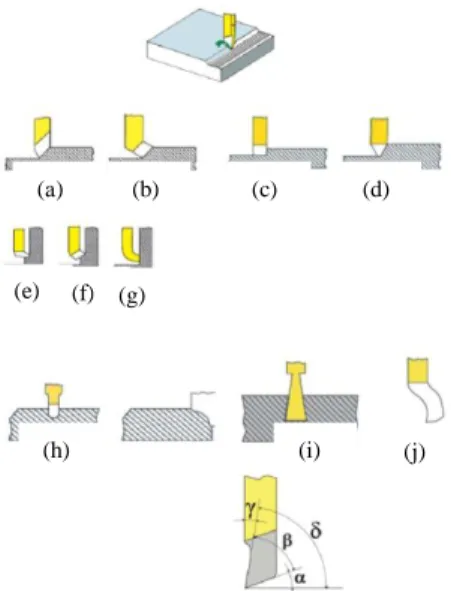
pahat sekrap kasar lurus pahat sekrap kasar lengkung pahat sekrap datar
pahat sekrap runcing pahat sekrap sisi pahat sekrap sisi kasar pahat sekrap sisi datar pahat sekrap profil
pahat sekrap masuk ke dalam atau pahat sekrap masuk ke luar lurus pahat sekrap masuk dalam atau pahat sekrap masuk ke luar diteruskan
(a) (b) (c) (d)
(e) (f) (g)
(h) (i) (j)