Definisi mesin CNC
Mesin CNC adalah suatu mesin yang dikontrol oleh komputer dengan menggunakan bahasa numerik (data perintah dengan kode angka, huruf dan simbol) sesuai standart ISO.Sistem kerja teknologi CNC ini akan lebih sinkron antara komputer dan mekanik, sehingga bila dibandingkan dengan mesin perkakas yang sejenis, maka mesin perkakas CNC lebih teliti, lebih tepat, lebih fleksibel dan cocok untuk produksi masal.Dengan dirancangnya mesin perkakas CNC dapat menunjang produksi yang membutuhkan tingkat kerumitan yang tinggi dan dapat mengurangi campur tangan operator selama mesin beroperasi.
Mesin perkakas adalah suatu alat yang memotong atau piranti pengolahan lain dari benda kerja, benda kerja adalah obyek yang sedang diproses. Manakala mesin perkakas sedang melakukan pemakanan, program instruksi dapat diubah untuk memproses suatu pekerjaan baru. Numerical Control (NC) adalah suatu format berupa program otomasi dimana tindakan mekanik dari suatu alat-alat permesinan atau peralatan lain dikendalikan oleh suatu program yang berisi data kode angka. Data alphanumerical menghadirkan suatu instruksi pekerjaan untuk mengoperasikan mesin tersebut.
Numeric Control (NC) adalah suatu kendali mesin atas dasar informasi digital, ini diperkenalkan di area pabrikasi. NC adalah bermanfaat untuk produksi rendah dan medium yang memvariasikan produksi item, di mana bentuk, dimensi, rute proses, dan pengerjaan dengan mesin bervariasi. Mesin perkakas NC meliputi mesin dengan operasi tujuan tunggal, yang memberikan informasi kuantitatif seperti pengerjaan dengan mesin operasi yang disajikan oleh suatu komputer kendali dengan program database yang menyimpan instruksi secara langsung untuk mengendalikan alat – alat
bermesin CNC (Computer Numerical Control).
Kode data diubah untuk satu rangkaian perintah, yang mana servo mekanisme, seperti suatu pijakan motor yang berputar sesuai jumlah yang telah ditetapkan, memperbaiki dengan masing-masing mengemudi dari suatu meja pekerjaan dan suatu alat untuk melaksanakan suatu pengerjaan dengan mesin dan gerakan yang ditetapkan oleh suatu sistem pengulangan tertutup atau terbuka. CNC yang dikendalikan dapat melakukan pekerjaan berbentuk linier, lingkar, atau sisipan berbentuk parabola, yang mana buatan perangkat lunak, dan manapun sisipan kaleng rutin terpilih dengan mudah
.
Mesin CNC tingkat dasar yang ada pada saat ini dibagi menjadi dua kelompok, yaitu
Mesin CNC Two Axis atau yang lebih dikenal dengan Mesin Bubut (Lathe Machine) dan Mesin
CNC Three Axis atau yang lebih dikenal dengan Mesin Frais (Milling Machine).
Pengertian Mesin CNC Two Axis (mesin bubut)
Mesin Bubut CNC secara garis besar dapat digolongkan menjadi dua, yaitu :
1.
Mesin Bubut CNC Training Unit (CNC TU)
2.
Mesin Bubut CNC Production Unit (CNC PU)
Kedua mesin tersebut mempunyai prinsip kerja yang sama, akan tetapi yang membedakan
kedua tipe mesin tersebut adalah penggunaannya di lapangan. CNC TU dipergunakan untuk
pelatihan dasar pemrograman dan pengoperasian CNC yang dilengkapi dengan EPS
(External Programing Sistem). Mesin CNC jenis
yang relatif lunak.
Sedangkan Mesin CNC PU dipergunakan untuk produksi massal, sehingga mesin ini
dilengkapi dengan assesoris tambahan seperti sistem pembuka otomatis yang menerapkan
prinsip kerja hidrolis, pembuangan tatal, dan sebagainya.
Gerakan Mesin Bubut CNC dikontrol oleh komputer, sehingga semua gerakan yang
berjalan sesuai dengan program yang diberikan, keuntungan dari sistem ini adalah
memungkinkan mesin untuk diperintah mengulang gerakan yang sama secara terus menerus
dengan tingkat ketelitian yang sama pula.
Prinsip Kerja Mesin Bubut CNC Training Unit 2A
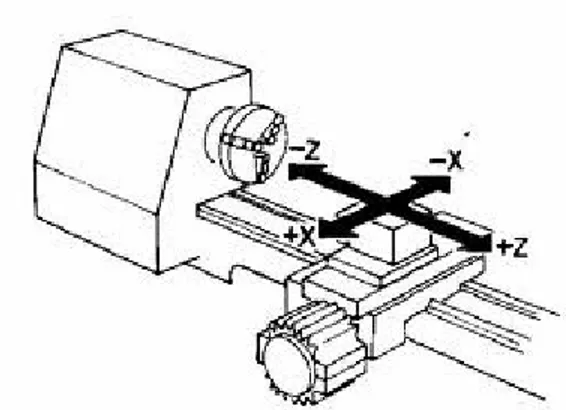
Mesin Bubut CNC TU- 2A mempunyai gerakan dasar ke arah melintang dan
memanjang dengan sistem koordinat sumbu X dan Z untuk menjelaskan sistem
persumbuan dapat dilihat pada gambar di bawah.
Prinsip kerja mesin bubut CNC TU - 2A adalah benda kerja yang terpasang pada cekam
berputar, sedangkan gerakan penyayatan memanjang atau melintang dilakukan oleh pisau.
Untuk arah gerakan persumbuan tersebut diberi lambang persumbuan sebagai :
Sumbu X arah gerakan melintang tegak lurus terhadap sumbu putar.
Sumbu Z arah gerakan memanjang sejajar sumbu putar.
Gambar mesin bubut cnc Tu 2 A
Bagian Utama Mesin Bubut CNC TU 2A
Bagian Mekanik
a)
Motor Penggerak Utama
Motor utama adalah motor penggerak cekam ( Chuck ) untuk memutar benda kerja.
Motor ini adalah motor jenis arus searah ( DC ) dengan kecepatan yang variabel,
identifikasi dari motor adalah :
*Jenjang putaran 600 - 4000 put / menit
Tenaga masukan / in put 500 watt
Tenaga pengeluaran/ out put 300 watt
b)
Eretan (Support)
Eretan digunakan untuk dudukan rumah pahat dan menentukan arah
gerakan penyayatan. Arah gerakan penyayatan gerakan dapat sejajar, tegak lurus
atau miring terhadap sumbu utama. Arah gerakan penyayatan pada mesin bubut
CNC TU - 2A merupakan gerak persumbuan jalannya mesin yang diberi lambang
sebagai berikut :
o Eretan gerakan memanjang sejajar sumbu utama diberi lambang Z, dengan
jarak lintasan 0 - 300 mm
o Eretan gerakan melintang tegak lurus sumbu utama diberi lambang X,
dengan jarak lintasan 0 - 50 mm.
c) Step Motor
Step motor adalah motor penggerak untuk eretan memanjang, melintang dan
rumah alat potong.
Jenis dan ukuran masing - masing step motor adalah sama.
Identifikasi dari step motor adalah :
o Jumlah 1 putaran 72 langkah
o Momen putar 0,5 Nm
o Kecepatan gerakan
o Gerakan cepat maksimum 700 mm / menit
o Gerakan pengoperasian manual 5 - 400 mm / menit
o Gerakan pengoperasian CNC terprogram 2 - 499 mm / menit
d)
Rumah Alat potong( revover / toolturet)
Rumah alat potong pada mesin bubut digunakan untuk menjepit alat potong
atau pahat. Rumah alat potong ini dapat berputar 360 derajat sehingga dinamakan
revolver/
toolturret.
Pada toolturret dapat dipasang 6 alat potong sekaligus yang terbagi menjadi 2
bagian yaitu :
o 3 tempat untuk jenis alat potong luar dengan
ukuran
12
x
12
mm
misal : pahat kanan luar, pahat alur, pahat ulir
luar dll.
o 3 tempat untuk jenis alat potong dalam dengan
maksimum
diameter
8
mm
misal : pahat kanan dalam, bor, center drill dll.
Untuk memutar toolturret digerakkan oleh step motor.
Sedangkan cara pengoperasian toolturret dapat
dilaksanakan dengan cara manual dan terprogram.
2.2.1.5. Cekam ( Chuck )
Cekam digunakan untuk menjepit benda kerja pada waktu
proses penyayatan benda kerja berlangsung sedang memutar
cekam maka dihubungkan langsung dengan spindelutama
dengan motor penggerak melalui sabuk.
Karena fungsinya sebagai penjepit benda kerja yang bervariasi
diameternya, maka untuk mengatur kecepatan putar cekam
digunakan sistem transmisi sabuk.
Pada sistem transmisi dibagi menjadi 6 transmisi penggerak :
Apabila akan memilih range kecepatan putar spindel utama
yang dikehendaki, maka dapat dilakukan dengan cara
memindahkan sabuk sesuai range putaran.
2.2.1.6. Kepala Lepas ( Tailstock )
Kepala lepas adalah alat bantu mesin yang
dipergunakan antara lain :
Untuk mendukung benda kerja yang panjang pada
waktu proses penyayatan berlangsung.
Untuk menjepit center drill, bor, reamer dll pada waktu
kerja manual.
2.2.1.7 Meja Mesin ( Slidding Bed )
Meja mesin berfungsi sebagai dudukan
perkakas eretan, kepala lepas dan kepala
tetap. Perkakas eretan dan kepala lepas dapat
meluncur pada meja mesin sejajar dengan
sumbu utama. Pada mesin dibuat sangat halus
hal ini untuk mencapai ketepatan pada waktu
perkakas eretan dan kepala lepas meluncur,
maka kebersihan meja mesin harus selalu
dijaga, karena kerusakan permukaan meja
mesin akan mempengaruhi hasil benda kerja.
2.2.2 Bagian Pengendali/Kontrol
Bagian pengendali / kontrol merupakan bok kontrol mesin CNC yang berisikan tombol -
tombol dan saklar yang dilengkapi dengan monitor Pada bok kontrol merupakan unsur
layanan langsung berhubungan dengan operator. Gambar berikut menunjukkan secara
visual dengan nama - nama sebagai berikut :
2.2.2.1 Saklar Utama (Main Switch)
Saklar Utama adalah pintu masuk aliran listrik ke kontrol pengendali mesin. Cara kerjanya
ialah jika kunci diputar ke posisi 1 maka arus listrik masuk ke kontrol CNC, dan monitor
akan menyala. Apabila kunci diputar pada angka 0 ( nol ) arus akan terputus dan mesin
akan mati.
2.2.2.2 Tombol Emergensi
Tombol ini digunakan untuk memutuskan aliran listrik ke mesin, hal ini dilakukan apabila
akan terjadi tabrakan akibat kesalahan program.
Cara kerja tombol emergensi :
Dengan menekan tombol ini maka aliran listrik akan terputus dan mesin akan mati. Untuk
mengaktifkan kembali tombol emergensi, kunci saklar utama diputar kearah posisi 0,
kemudian tombol emergensi diputar kekanan, selanjutnya saklar utama diputar pada posisi
1 maka aliran listrik akan mengalir kembali.
2.2.2.3 Saklar Operasi Mesin (Operating Swicth)
Saklar layanan mesin ini digunakan untuk memutar spindel utama / cekam secara manual
dan CNC.
Cara pengoperasian saklar operasi mesin :
Saklar diputar pada posisi 1 maka cekam akan berputar secara manual. Apabila saklar
diputar pada posisi CNC, maka cekam akan berputar dan berhenti sesuai data pr ogram
CNC.
2.2.2.4 Saklar pengatur kecepatan putar spindel utama
Saklar pengatur kecepatan berfungsi untuk mengatur kecepatan putar cekam. Saklar ini
dapat berfungsi pada layanan manual dan layanan CNC. Pada mesin bubut CNC TU - 2A
mempunyai kecepatan antara 50 - 3000 put / menit. Operator dapat mengatur kecepatan
putar cekam sesuai diameter benda kerja.
Cara pengoperasian saklar :
Saklar diputar searah jarum jam maka putaran cekam / spindel utama akan berputar
semakin cepat hingga mencapai putaran maksimal. Sedangkan untuk memperlambat
putaran saklar diputar sebaliknya.
Pada waktu mengaktifkan saklar ini spindel utama harus dalam posisi berputar dan
kecepatan putaran disesuaikan diameter benda kerja yang disayat.
2.2.2.5 Saklar layanan dimensi
Saklar layanan ini digunakan untuk mengatur layanan dimensi bekerjanya mesin dalam
satuan mm atau inchi.
Cara pengoperasian saklar :
Operator dapat memilih layanan dimensi dengan cara memutar saklar ke posisi satuan mm
atau inchi
Misalnya : akan bekerja dengan satuan mm maka saklar diposisikan pada tanda titik mm.
.2.2.9. Tombol Sumbu X dan Z
Tombol sumbu X dan Z berfungsi untuk menggerakkan
perkakas eretan ke arah sejajar sumbu utama ( Z ) atau
melintang tegak lurus sumbu utama ( X ). Pada layanan
manual tombol sumbu X dan Z tidak dapat ditekan
bersamaan, tetapi ditekan satu persatu.
Cara pengoperasian tombol sumbu X dan Z :
Operator dapat menekan tombol sesuai dengan arah
gerakkan yang diinginkan. Sedangkan untuk mengatur
kecepatannya, maka dapat diatur dengan memutar saklar pengatur kecepatan penyayatan.
2.2.2.10. Tombol H / C
Tombol H / C ini berfungsi untuk memilih pengoperasional manual atau CNC.
Cara kerja tombol H / C adalah
Ketika mesin dihidupkan otomatis mesin pada pengoperasian manual, lampu led menyala
pada posisi gambar tangan.
1. Jika tombil H / C ditekan, maka lampu led akan pindah
ke posisi C dan pada monitor akan tertayang
pengoperasian CNC.
2. Jika tombol H / C ditekan kembali, maka lampu led
akan pindah lagi ke posisi gambar tangan dan pada
monitor tertayang pengoperasian manual.
http://mohaaan.blogspot.co.id/2012/11/mesin-emco-training-unit-2a.html