LAPORAN
KEGIATAN PENELITIAN
PENGARUH SUDUT
CHAMFER
TERHADAP KEKUATAN
TARIK
DAN IMPAK SAMBUNGAN LAS GESEK
ALUMINIUM PADUAN
A6061
Oleh:
Dr.Eng. Yudy Surya Irawan, ST., M.Eng.
Ir. Marsoedi Wirohardjo,
M.MT.
Andhika Pratama
Muhammad Nur Fuad
Dilaknanakan atas biaya Dana DIPA
Fakdtas Teknii Universitas Brawijaya berdaaarkan kontrak Nornor: !?4/J.10.1.3-
Tanggal 22 Mei 2008
Fakultas Teknik
Universitas Brawijaya
LEMBAR IDENTITAS DAN HALAMAN PENGESAHAN
iP0034S
KEGIATAN PENELlTlAN1 Judul Penelitian
PENGARUH SUDUT CHAMFER TERHADAP KEKUATAN TARlK DAN
IMPAK SAMBUNGAN LAS GESEK ALUMINIUM PADUAN A6061
2 Ketua Penelitl
a. Nama Lengkap . Dr.Eng Yudy Surya Irawan, ST., M.Eng
b. PangkatlGol.lNIP
.
Penata Mudalllla/l32 233 147c. Jabatan Fungs~onal : Asisten Ahli
d. Jabatan Struktural : Kepala Lab. Pengecoran Logam
e. FakultaslJurusan : TekniWeknik Mesin
3. Anggota Pelaksana Kegiatan : 1. Ir. Marsoedi Wirohardjo, M.MT.
2. Andhika Pratama
3. Muhammad Nur Fuad
4 Lokasi Penelit~an Fakultas Tekh~k Jurusan Teknik Mesin UB
5 Jangka Waktu Penelitian : 6 bulan
6. Biaya Penelitian : Rp. 10 000.000,- (Sepuluh Juta Rupiah)
7 Surnber Dana : Dana DlPATahun Anggaran 2008
Malang, 22 November 2008
Mengetahui, Ketua Peneliti,
Ketua BPP Fakultas Teknik
I
@
~ r . Aiiaf Rachrnansyah Dr.Eng.Yudy Surya lrawan, ST., M.Eng.NIP. 132 059 302 NIP. 132 233 147
Ir. Imam Zaky, MT
NIP. 130 604 494
Laporan Kegiatan Peneliian: Yudy Suva lrawan dkk., 2008, Pengaruh Sudui Chamferterhadap Kekuatan Tarik dan lmpak Sambungan Las Gesek Aluminium Paduan A6061
, : , . . , ~ , 1
.
,,.,
.
,%>>, .
-
. ,Aluminium adalah salah satu material yang banyak dipakai dalam pembuatan peralatan dan komponen-komponen permesinan, tetapi memiliki beberapa kesulitan dalam proses pengelasannya. Hal ini disebabkan salah satunya oleh sifat penghantar panasnya yang baik, sehingga sulit tejadi pemanasan daerah lasan saat dilakukan pengelasan dengan menggunakan las busur atau las gas. Salah satu metode yang dapat dipakai dalam pengelasan Aluminium adalah pengelasan gesek yang merupakan salah satu metode penyambungan material dengan memanfaatkan panas yang timbul dari gesekan antara permukaan dua material yang disambung. Penyambungan material tejadi akibat adanya panas yang timbul dari gesekan antara material yang diputar dan material di lain sisi yang ditekankan dengan gaya tekan tertentu. Peningkatan kekuatan tarik dan impak sambungan las merupakan ha1 yang perlu dilakukan, yang mana salah satu usaha yang dapat dilakukan adalah penggunaan sudut chamfer pada bagian yang akan disambung. Beberapa peneliian telah dilakukan. tetapi sudut chamfer yang dapat meningkatkan kekuatan tank dan impak secara maksimal belum diketahui. Oleh sebab itu, dalam peneliian ini dilakukan pengujian spesimen untuk mengetahui pengaruh variasi sudut chamfer terhadap kekuatan tank dan impak sambungan las gesek Aluminium serta menemukan sudut chamfer yang mampu meningkatkan kekuatan tarik dan impak maksimal. Dalam penelitian ini spesimen silinder dibuat dari Aluminium paduan A6061 yang mana banyak digunakan sebagai komponen otomotii, industri perkapalan, kendaraan re1 dan mirier. Setiap pasang spesimen yang akan disambung diberi sudut chamfer pada bagian yang akan disambung dengan variasi O0, 15", 3O0, 45", 6O0,dan 75".
Kemudian dilakukan pengelasan gesek dengan kecepatan putar sebesar 1600
rpm, gaya tekan 145 kgf. waktu pengelasan 1.5 menit dan holding 2 menit.
Setelah itu spesimen diuji kekuatan tank dan impak menurut standar ASTM. Pengujian makrostmktur pada sambungan las gesek untuk menganalisa dan rnemahami pengaruh sudut chamfer terhadap kekuatan tarik dan impak spesimen. Dari hasil penelitian ini diketahui bahwa sudut chamfer berpengaruh terhadap kekuatan tank dan impak sambungan las gesek. Pada sudut chamfer 30 derajat memberikan kekuatan tank dan impak yang maksimal dibandingkan dengan spesimen yang lainnya. Hal ini disebabkan oleh interaksi antara luas daerah Heat Afffected Zone (HAZ) dan porositas yang berefek negati serta luas daerah logam isi atau fully plasticized yang berefek positif terhadap kekuatan tank dan impak.
Kata kunci: Las gesek, sudut chamfer, kekuatan tarik dan kekuatan impak sambungan las, makrostruktur.
laporan Kqllalan Penelman Yudy Suva lrawanduk.. 2WB. Pengeruh Sudut Chemfertsmadap Kekualan
Puji syukur kehadirat ALLAH SVVT. yang rnana atas ijlnnya tirn penelit1 dapat
rnenyelesaikan penelittan dengan judul. Pengaruh Sudut Chamfer terhadap
Kekuatan Tarik dan lmpak Sambungan Las Gesek Aluminium Paduan
A6061.
Ucapan terirna kasih yang besar atas berhasilnya penelitian ini karni
sarnpaikan kepada :
1 Bapak lr Imam Zaky, MT.. Dekan Fakultas Teknik yang telah rnenyetujui dan
rnernberikan dana penelltian yang dibebankan pada anggaran DIPA.
2. Bapak Dr. Ir. Arief Rachrnansyah, Ketua BPP Fakultas Teknik, yang telah rnenyetuju~ proposal penelitIan mi.
3. Bapak Ir. An Wahyudi, MT., Kepala Laboratonurn Proses Produksi atas ijin penggunaan peralatan laboratoriurn untuk penelitian.
4. Bapak Mudjiono, staf Laboratonurn Proses Produksi atas bantuannya dalarn
peniapan spesirnen dan eksperirnen
5. Sernua pihak yang telah rnernbantu terlaksananya penelitian ini dan tidak bisa disebutkan satu persatu
Laporan hasil penelitian ini diharapkan bermanfaat bagi para pembaca,
peneliti yang berminai tentang proses pengelasan gesek pada logarn. Selain itu
juga dlharapkan dapat rnernberikan inforrnasi untuk pelaksanaan penelltian lanjutan yang lebih baik
Malang, 22 November 2003
a n. lirn Peneliti,
Dr.Eng.Yudy Surya lrawan Ketua Tim Peneliti
Laporan Kegnalan Peneldlan Yudy Surya lrawan dkk
.
N)OB Pengsrun Sbdut Chamierlerhadap KmuaIan'
DAFTAR IS1 LEMBAR PENGESAHAN ... i RINGKASAN ii ... PRAKATA ... ...
...
. . . III DAFTAR IS1...
..,......
iv DAFTAR TABEL... ...~...
...
... V DAFTAR GAY BAR..
...
V i BAB I PENDAHULUAN...
...
.
... 11.1 Latar Belakang 1 1.2 Rumusan Masalah..
...
.
.
.
.
...
..
. .
3BAB II ST UDl PUSTAKA
...
. . .
. .
5BAB Ill METODE PENELITIAN ...
....
...
11. . 3.1 Diagram alir penel~ttan
...
.. . ... - . . . . 17BAB IV HASlL DAN PEMBAHASAN 18 4.1 Kekuatan Tarik Sambungan Las
...
...
184.2 Kekuatan lmpak Sambungan Las
...
...
224.3 Hubungan antam Sudut Chamfer. Kekuatan Tarik dan Irnpak
...
.... ... 24BAB V KESIMPULAN DAN SARAN
...
255.1 Kesimpulan
...
...
255.2 Saran 25 DAFTAR PUSTA KA...
...
. .
...
... . ... . ... ....
, . ,.
, , , ...., .. . ... ... . ....
,....
..
.
..
. ...
.26LAMPIRAN 28
-
BIODATn PENELITI , . ~. ...
. . , ' F , ;.
.~(, ,::,>, ,~ ~ , ... ., * . ~ . ;.;::
Laporan Kegiatan PenelRian: ~ u d y Surya lrawan dkk.. MOB. Pengamh ~ u d u t &.<fRrn3qap%~atan . . . ~ Tank dan lmpak Sambungan Las Ge%&Aluminium Paduan A m 1
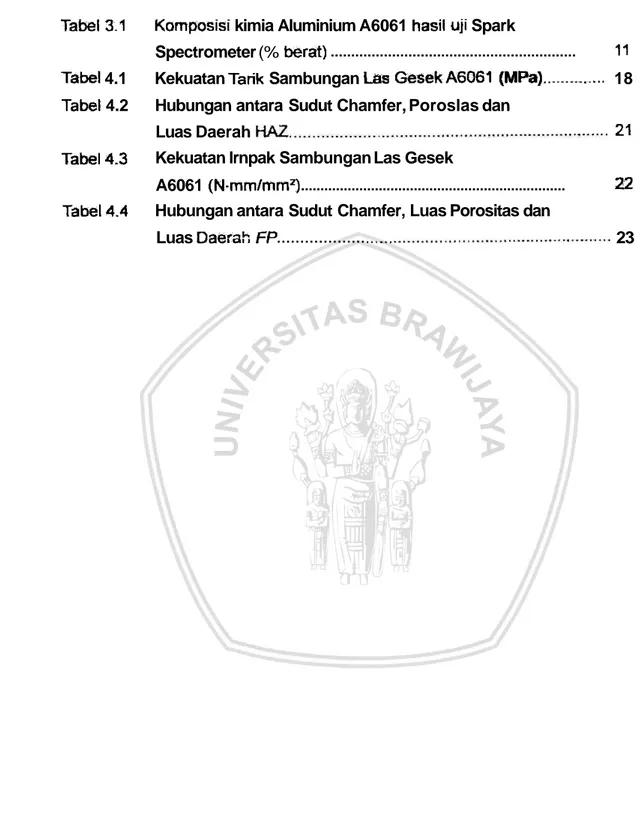
DAFTAR TABEL
Tabel 3.1 Komposisi kimia Aluminium A6061 hasil uji Spark
...
Spectrometer (% berat) 11
Tabel 4.1 Kekuatan Tank Sambungan Las GesekA6061 (MPa) ... 18
Tabel 4.2 Hubungan antara Sudut Chamfer, Poroslas dan
Luas Daerah HA2 21
Tabel 4.3 Kekuatan lrnpak Sambungan Las Gesek
...
A6061 (N-mmlmrnz) 22
Tabel 4.4 Hubungan antara Sudut Chamfer, Luas Porositas dan
...
Luas Dae:ah FP
.
.
23Laporan Keglatan Penelll~an Yudy Surya lrawan dkk 2008, Pengaruh Sudut Chamfer lerhadap Kekuatan
DAFTAR GAMBAR
Hal .
Gambar 1.1 Perrnukaan Benda Kerja : a . dengan chamfer
.
b. tanpa chamfer ... 2
Garnbar 2.1 Linier Friction Welding ... 6
Gambar 2.2 Perubahan Fase Pengelasan Gesek
...
.
.
.
.
...
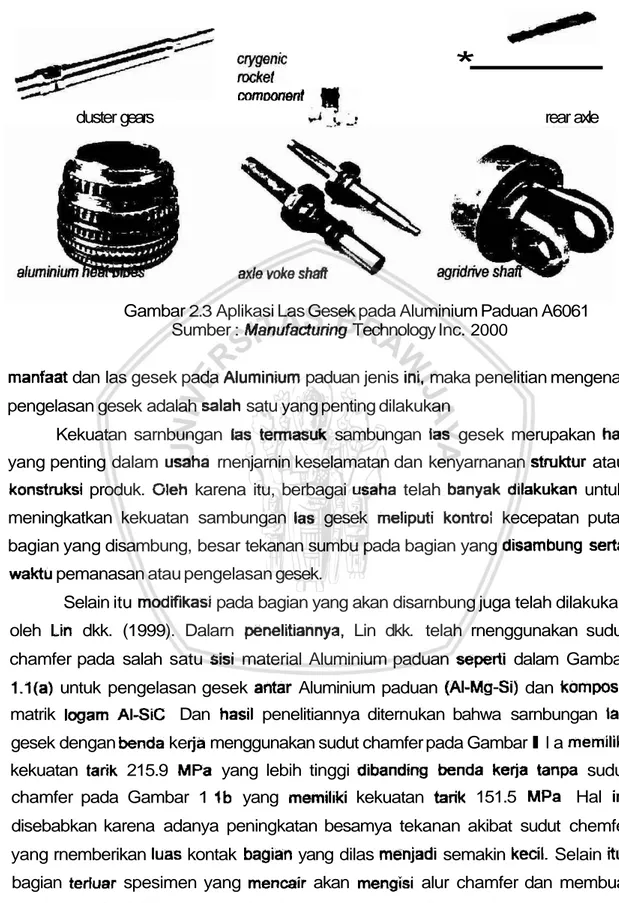
7Gambar 2.3 Aplikasi Las Gesek pada Aluminium Paduan A6061 ... 8
Gambar 3.1 Bentuk dan dimensi spesimen (dalam mm)
...
12Garnbar 3.2 Skema Pengelasan Gesek dengan menggunakan mesin bubut sebagai pemutar spesimen
...
13Gambar 3.3 Spesimen Pengujian Kekuatan Tarik
...
14Gambar 3.4 Spesimen Pengujian Kekuatan Impak
...
15Gambar 3.5 (a) Dudukan spesimen uji impak metode Charpy
...
(b) Diagram mesin uji impak charpy 15 Gambar 4.1 Hubungan antara Sudut Chamfer dan Kekuatan Tarik Rata-rata Sambungan Las Gesek A6061...
18Gambar 4.2 Foto makrostruktur sambungan las gesek dengan sudut
...
... chamfer 0 derajat.
.
19Gambar 4.3 Foto makrostruktur sambungan las gesek dengan sudut chamfer 15 derajat
...
20Gambar 4.4 Foto makrostruktur sambungan las gesek dengan sudut chamfer 30 derajat ... 20
Gambar 4.5 Foto makrostruktur sambungan las gesek dengan sudut chamfer 45 derajat ... 20
Gambar 4.6 Foto makrostrukt~r sambungan [as gesek dengan sudui
...
... chamfer 60 derajat ... 21Gambar 4.7 Foto makrostruktur sambungan las gesek dengan sudut
...
chamfer 75 derajat 21
Gambar 4.8 Hubungan antara Sudut Chamfer dan Kekuatan lmpak ...
Rata-rata Sambungan Las Gesek A6061 23
Gambar 4.9 Hubungan antara Sudut Chamfer, Kekuatan Tarik, Kekuatan
...
lmpak Rata-rata Sambungan Las GesekA6061 24
Laporan Keglatan Penetnlan . Yudy Surya lravmn Okk .. 2008
.
Pengaruh Sudut ChamferteIhadaD Kekuatan L??JBAB
l
PENDAHULUAN1.1 Latar Belakang
Teknologi pengelasan merupakan teknologi vital dalam proses
penyambungan material khususnya logam untuk rnembuat konstmksi maupun mesin-mesin yang menopang kenyamanan dan keselamatan hidup manusia. Teknologi In1 juga telah rnengalaml perkembangan dengan pesat untuk menlngkatkan kualitas sambungan las yang juga menambah tingkat keamanan konstruksi maupun mesln. Tanpa adanya kekuatan sambungan yang kuat maka
hanya akan dihasllkan produk-produk yang mudah ~ s a k , sehlngga men~mbulkan
kerugian ekonoml maupun keselarnatan para pemakamya. Kemajuan teknologi pengelasan ini ditandai dengan dltemukannya metode-metode baru untuk mengatasi permasalahan yang dihadapl dalarn proses penyambungan material. Aluminium dikenal sebagai salah satu material yang memiliki beberapa kesulttan dalam proses
penyambungannnya karena memil~ki sifat penghantar panas yang sangat baik.
Dalam metode pengelasan yang umum seperti pengelasan busur maupun gas, slfat penghantar panas Aluminium yang baik in1 menyebabkan panas cepat tefhantar, sehlngga menyebabkan sullt te qadi pemanasan pada daerah sambungan las. Selain ~tu, okslda yang ditimbulkan saat pengelasan memiliki titik cair yang tinggi dan densitas yang tinggi, sehlngga sarnbungan yang homogen dengan kekuatan yang baik sulit didapatkan
Pengelasan gesek mempakan salah satu metode penyambungan material yang memanfaatkan panas yang timbul dan gesekan antara permukaan dua material
(Althouse et.alri984)(Handoko, 2005). Penyambungan material terjadi akibat
adanya panas yang tlmbul dan gesekan antara material yang d~putar dan material di
sisi lam yang ditekankan dengan gaya tekan tertentu. Penyambungan akan terjadi saat titlk cair kedua meterial telah tercapai, sehingga tidak dibutuhkan pencairan
mater~al yang terlalu banyak untuk penyarnbungannya. Energi yang dibutuhkan
untuk proses penyambungan leb~h sediki dibandingkan proses pengelasan yang
lain. Metode ini rnemungklnkan digunakan untuk mengatasi kesulitan pengelasan pada Alurnlnium (Althouse et al. 1984) .
Benda keja dalam proses pengelasan gesek mengalami ernpat pembahan
iase yang beheda yaitu, fase sdid, fase transisi, fase steady dan fase pendinginan.
Gesekan awal terjadi pada fase solrd yang mana panas akan mulai timbul akibat
gesekan kedua material dan mengalami penlngkatan panas sejalan dengan kecepatan putar dan tekanan yang dlberikan. Kemampuan material dalarn
Loparan KeglaIan Psnell(lan Yudy Surp 1-n dkk
.
MOB. w r u h Sudut Chemfertsmedap Kekuatnnpenyerapan panas menyebabkan tejadlnya perbedaan ukuran butir pada daerah
sambungan antara kedua SISI material (Johnson. 1999).
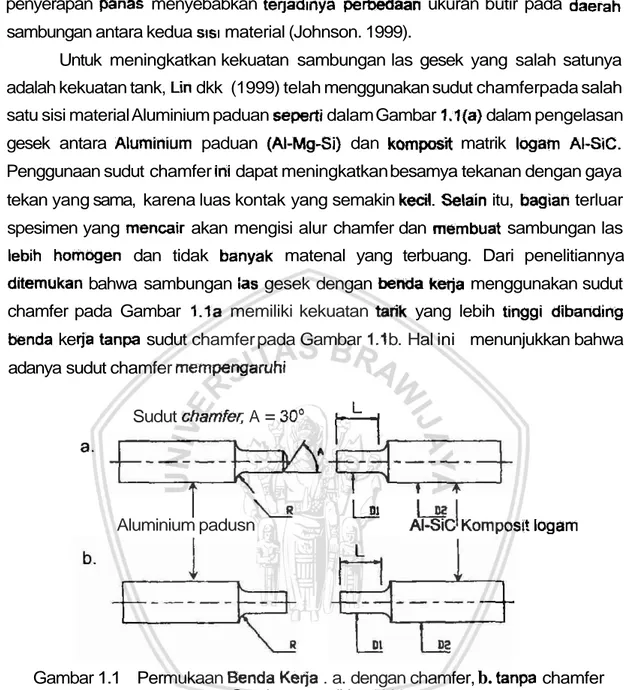
Untuk meningkatkan kekuatan sambungan las gesek yang salah satunya adalah kekuatan tank, Lin dkk (1999) telah menggunakan sudut chamferpada salah satu sisi material Aluminium paduan seperti dalam Gambar l.l(a) dalam pengelasan
gesek antara Aluminium paduan (AI-Mg-Si) dan komposit matrik logam AI-Sic.
Penggunaan sudut chamfer in! dapat meningkatkan besamya tekanan dengan gaya tekan yang sama, karena luas kontak yang semakin kecil. Selain itu, bagtan terluar spesimen yang mencair akan mengisi alur chamfer dan membuat sambungan las leb~h homogen dan tidak banyak matenal yang terbuang. Dari penelitiannya
d~temukan bahwa sambungan ;as gesek dengan benda keja menggunakan sudut
chamfer pada Gambar <.la memiliki kekuatan tarik yang lebih tlnggi dibandlng
benda ke j a tanpa sudut chamfer pada Gambar I .I b. Hal ini menunjukkan bahwa
adanya sudut chamfer mempengaruhi
Sudut chamfec A
=
30'
l - i
I
R\I
D11
Aluminium padusn AlSiC Kompos!! logam
Gambar 1.1 Permukaan Benda Kerja . a. dengan chamfer,
b.
tanpa chamferSumber
.
Lln dkk.. 1999kekuatan sambungan las gesek yang terbentuk. Meskipun demikian, penelitian tersebut hanya menggunakan sudut chamfer pada satu sisi material. Sedangkan efek penggunaan variasi sudut chamfer pada dua material yang kontak dalam pengelasan gesek terhadap kekuatan tank dan impak sambungan las masih belum diketahui. Oleh karena itu, ha1 tersebut di atas perlu dlteliii dan sudut chamfer yang dapat menlngkatkan kekuatan tank dan impak sambungan las gesek secara
maks~mal perlu d~temukan Kekuatan tarik dan lmpak sambungan las menladl salah
satu perhatian utama, karena komponen atau material leb~h rentan terhadap beban
statis berupa tank dan beban kejut atau impak Oleh sebab itu, peningkatan Lawran Keglatun Penelfi~an Yudy Surya lrawan dkk ,2008. Pengaruh SWut Chamferwrhadap Kekuatun
3.
Hasil penelitian ini akan dapat menarnbah ilrnu dan wawasan dalam bidang proses pengelasan gesek dalam usahanya rneningkatkan kualitas kekuatan sarnbungan las gesekLaporan Kegiatan Penelifian: Yudy Surya lravmndkk.. 2008, Pengawh Sudui Chemlirrtethadap ~ e k u a k n
BAB
II
STUD1 PUSTAKAPaduan Aluminium-Magnesium-Sil~kon atau Aluminium seri A6061 terrnasuk dalam jen~s Aluminium yang dapat dlben perlakuan panas dan memplrnyai sifat
rnampu potong, mampu las serta tahan koros~ yang cukup (Wlryosumarto, 2000).
J~ka Magnesium dan S~likon dipadukan bersama Alummiurn, maka akan terbentuk
Magnesium Sillkat ( Mg2Si ), kebanyakan paduan Aluminium mengandung Si,
sehingga penambahan Magnesium diperlukan untuk memperoleh efek pengerasan dan Mg,Si. Tetapi sfat paduan ini akan menjadl getas, sehingga untuk mengurangi ha1 tersebut, penambahan SI d~batas~ antara 0.03%
-
0.1% (H~ene, 1995) Material ini banyak d~gunakan sebagai komponen-komponen permeslnan, kendaraan berat, perkapalan, kendaraan re1 yang mana memungkinkan untuk dllakukan proses pengelasan gesek (Baucclo, 2001).Dalam proses produksi atau manufaktur terdapat banyak metode dalam usaha
untuk membuat produk maupun konstruks~ untuk menlngkatkan kenyamanan hidup
manusia. Beberapa proses produksi yang umum digunakan adalah proses pengecoran, proses pemotonganlpennes~nan, proses pembentukan, proses
pengelasan, proses perlakuan panas dan proses pnyelesa~an akh~r. Salah satu
pmses terseblx adalah proses pengelasan yang telah lama digunakan untuk menyambung dua logam atau lebih dengan mencairkan bagian yang akan
d~sambung dengan energl panas yang bersumber dan listrik, tekanan dII. Salah satu
metode pengelasan yang tidak membutuhkan logam pengis~, fluks atau gas pelindung serta energi dari luar untok rnenghasilkan panas dalam pmses
penyambungannya adalah las gesek atau Friction Welding (Pamar, R.S.,1995).
Las gesek merupakan metode pengelasan yang rnana sumber panas yang dlpakai untuk mencairkan benda keja berasal dari gesekan kedua benda keja.
Salah satu metode las gesek yang banyak digunakan adalah las gesek Linier
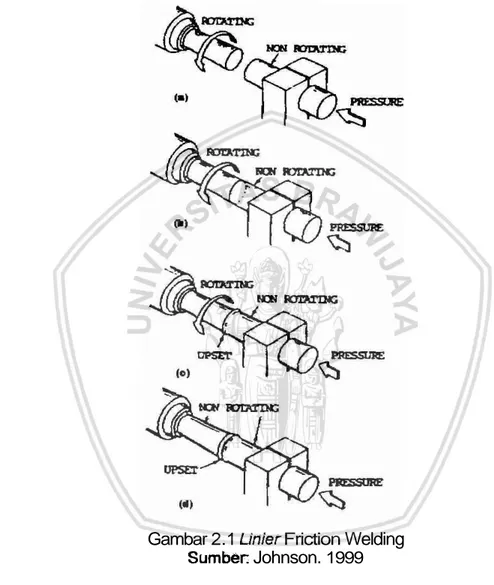
Friction Welding. Metode pengelasan gesek jen~s ini merupakan las gesek dengan sumber panas berasal dari gesekan kedua permukaan benda kerja itu sendln. Metode las gesek yang memanfaatkan gesekan langsung antara dua permukaan benda keja yang akan dilas. Mekanisme pengerjaannya ditunjukkan pada Gambar
2.1. Gambar (a) mengilustras~kan terdapat dua bagian benda keja dan salah satu
benda keja berputar dengan kecepatan tertentu temadap benda kerja yang lalnnya yang mana benda kerja yang satunya membenkan tekanan. Gambar (b) menggambarkan gesekan antara kedua permukaan akan rnenghasilkan panas yang
LaQomn Kegistan Penelitian' Yudy Surya lrawan dkC.
a.
Pengaruh Sudut Chranfertehadap Kskuatanakan melelehkan ujung permukaan benda keja. Pada Gambar (c), tekmIan terus diberikan hingga lelehan kedua permukaan menyatu dan membentuk sambungan. Akhirnya pada Gambar (d), jika kedua permukaan telah menyatu, putaran dihentikan dan pada sisi tekan dibenkan tekanan tambahan untuk menghasilkan sambungan yang sempuma (Johnson, 1999)
Gambar 2.1 tinier Friction Welding
Sumber Johnson. 1999
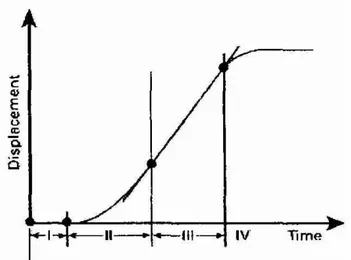
Pada pengelasan gesek terdapat tahapan perubahan fase yang terjadi selama waktu tertentu berdasarkan perpindahan dari bagian yang diiekan selama pmses pengelasan. seperti ditunjukkan pada Gambar 2.2.
LspDran K c g i i n Penelhan. Yudy Surya imwan dkk. X)(UI. Pengaruh Sudui Chemfertelhadap Kekustan
Gambar 2.2 Perubahan Fase Pengelasan Gesek Sumber: The Institute of Material, 1999. Keterangan
Fasa I
:
fasa dry friction (solid), mulai te jadi gesekan antara kedua materialr Fasa II : fasa transisi, te rjadi pelelehan pada kedua sisi material
Fasa IH : fasa steady
-
Fasa 1V : fasa pendinginan, gesekan terhenti tapi gaya masih tejadi untukmenyempumakan sambungan
Perubahan fasa ini perlu dipertimbangkan dalam pelaksanaan proses penyambungan untuk didapatkan kekuatan sambungan yang baik.
Beberapa ha1 yang menjadi pertimbangan dipilihnya metode pengelasan
gesek adalah kelebihan dari pengelasan gesek dibandingkan dengan cara pengelasan yang lain seperti tertulis sebaga~ berikut ;
1. Prosesnya meminimalisir energi yang dibutuhkan
2. Tidak rnengnasilkan asap dan geram
3 Dapat dilakukan pada logam yang berbeda jenis
4 Kekuatan sambungan samanebih dari logam induknya
5. Pengelasan pada temperatur rendah dapat mempertahankan mikmstruktur dan
sifat material
6. Daerah Heat AffededZone (HAZ) yang sempit ((Parmar, R.S..1995)
Pengelasan gesek juga banyak digunakan untuk menyambung bagian komponen dengan bahan Aluminium paduan A6061. Komponen hasil pengelasan gesek rneliputi kornponen permesinan dalam bidang otornotif, industri kendaraan rel, industri perkapalan dan industri mirier (Bauccio, 2001). Beberapa contoh aplikasi las
gesek ditunjukkan pada Gambar 2.3 berikut ini. Mempertimbangkan sisi aplikasi dan
Laporan Kegiabn Penslitian: Yudy Surya Irewan dkk., 2 m . Pengaruh Sudut Chemferterhadap Kekuatan
Tarik dan lmpak Sarnbuwn Las GeSek Aluminium Paduan A6051
,a
5
/
zc mmoonent*
-duster gears rear axle
Gambar 2.3 Aplikasi Las Gesek pada Aluminium Paduan A6061
Sumber : Manufaduring Technology Inc. 2000
rnanfaat dan las gesek pada Aluminium paduan jenis in^, maka penelitian mengenai
pengelasan gesek adalah salah satu yang penting dilakukan
Kekuatan sarnbungan las termasuk sambungan las gesek merupakan ha1 yang penting dalam usaha rnenjarnin keselamatan dan kenyarnanan struktur atau konstruksi produk. Oleh karena itu, berbagai usaha telah banyak dllakukan untuk
meningkatkan kekuatan sambungan las gesek rnel~puti kontro: kecepatan putar
bagian yang disambung, besar tekanan sumbu pada bagian yang d~sarnbung serta
waktu pemanasan atau pengelasan gesek.
Selain itu modiikas~ pada bagian yang akan disarnbung juga telah dilakukan
oleh Lln dkk. (1999). Dalarn penel~t~annya, Lin dkk. telah rnenggunakan sudut chamfer pada salah satu sisi material Aluminium paduan seperti dalam Gambar l.l(a) untuk pengelasan gesek antar Aluminium paduan (Al-Mg-Si) dan komposd matrik logam AI-SIC Dan has11 penelitiannya diternukan bahwa sarnbungan ias
gesek dengan benda ke j a menggunakan sudut chamfer pada Gambar I l a mern~liki
kekuatan tarik 215.9 MPa yang lebih tinggi d~banding benda kerja tanpa sudut
chamfer pada Gambar 1 l b yang memil~ki kekuatan tarik 151.5 MPa Hal ini
disebabkan karena adanya peningkatan besamya tekanan akibat sudut chemfer
yang rnemberikan luas kontak bag~an yang dilas menjad~ semakin kecil. Selain itu.
bagian terluar spesimen yang mencair akan rnengis~ alur chamfer dan membuat
sambungan las lebih homogen dan tidak banyak material yang terbuang.
Sedangkan efek peningkatan tekanan pada pengelasan gesek telah ddelitl oleh
r J
Laporan KeglaIan Penelnlan Yudy Surya Inwan dkk
.
M O B . Pengaruh Sudut Charnferterhadap Kekustan Tank dan irnwk Sambungan La6 Gesek Alum~n~um Paduan A6061Dwi Nugraha (2005). Dari peneliiannya tentang pengelasan gesek pada material
Aluminium paduan ditemukan bahwa kekuatan tarik hasil sambungan las gesek semakin rneningkat dengan bertarnbahnya putaran mesin yang digunakan dan seiring dengan peningkatan tekanan yang diberikan. Kekuatan tarik tertinggi sebesar 81,529 Nlmrnz dengan kekuatan tarik rata-rata sebesar 80,143 Nlmm2 pada
kecepatan putar 1600 rpm dengan gaya tekan 95 N. Dari sini dapat d~ketahui bahwa
dengan adanya penggunaan putaran yang maksirnal serta peningkatan tekanan maka kekuatan tank sarnbungan las akan semakin meningkat. Hal yang sama dapat dlharapkan akibat efek sudut chamfer pada bagian yang tersarnbung akibat adanya
penyemp~tan luasan kontak dengan gaya tekan yang sama.
Pada urnurnnya semakin kuat matenal, maka material tersebut sernakin getas (Budinski. 1996). Hal yang sama juga terjadi pada sambungan las. Bila sambungan las yang kuat berarti bagian tersebut semakin getas, sehingga kemampuan untuk menyerap energi akibat beban kejut semakin rnenurun yang berarti kekuatan ~mpaknya menurun (Wiryosurnarto, 2000). Bila sambungan las menjadi ulet karena panas yang berlebihan, rnaka akan mernberikan kekuatan impak
yang leb~h baik. Dalan penelitian ini akan menjadi ha1 yang menarik, karena
diharapkan akan ditemukan sudut chamfer yang mana selain rnernberikan enegi panas untuk pencairan logam yang disarnbung juga diharapkan mernberikan keuletan pada sambungan las tersebut. Oleh sebab itu, sudut chamfer yang
d~temukan dalam penelitian ini diharapkan dapat memberikan perbandingan antara
kekuatan tarik dan impak spesimen yang maksimal atau sambungan las gesek yang memiliki kekuatan tank dan impak yang optlrnal.
Dari penelitian sebelurnnya tersebut di atas telah terbukti bahwa pernberian sudut chamfer pada salah satu sisi bagian yang dilas dapat rneningkatkan kekuatan tank sarnbungan las gesek. Akan tetapl efek penggunaan variasi sudut chamfer pada dua material yang kontak dalarn pengelasan gesek terhadap kekuatan tank dan kekuatan impak sarnbungan las masih belum diketahui. Bila hat ini diketahui maka dlharapkan kekuatan tank dan ~mpak sarnbungan las gesek dapat lebih ditingkatkan melalui modrfikasi bentuk spesirnen atau logam yang akan disambung.
Berdasarkan uraian kajian pustaka dl atas, kekuatan tank dan impak sarnbungan las gesek dapal ditingkatkan dengan mernberikan sudut chamfer pada dua sisi lagam yang akan disambung. Dengan adanya sudut chamfermaka pada gaya tekan aksial yang sama, tekanan pada bagian tergesek semakin tinggi sehlngga panas yang
d~has~lkan untuk menca~rkan logam dalam pengelasan semakin bngg~. Kemudian,
Laporan Keglatan Penelmn Yudy Surya lrawan dkk
.
ZWB, Pengaruh Sudut ChsmhKtehadap Kekuatan Tank den lmpak Sambungan Las Geaek Alumln~urn Peduan A M 1alur yang dibentuk sudut chamfer akan menjadi tempat pengisian logam
calr
dengan pencampuran yang lebih homogen tanpa ada bagian logam yang terbuang keluar bila dibandingkan dengan spesimen tanpa sudut chamfer. Semakin homogen bagian sambungan las maka kekuatan tarik semakin meningkat, tetapi pada kondisi sudutchamfer tertentu akan d~dapatkan kekuatan tarik dan impak sambungan las yang
opt~rnal
Lepran KegLatan Penelfiban Yudy Surya lrawn dkk .2M)B. Pengaruh Sudul Ulamferlerhadap Kekuatan TaM dam lmpak Sanrbungan Las C k s k Alum~nuun PaduanA6St
BAB Ill METODE PENELITIAN
Dalam peneliian ini dilakukan ekspenmen nyata (tme experimntel research) dengan tujuan untuk menemukan sudut chamfer yang mernberikan kekuatan tarik dan impak sambungan las gesek makslmal.
Penelitian akan dilakukan pada bulan April-November 2008. Tempat yang
dlgunakan untuk penelltian yaitu:
I. Laboratorium Proses Produksi Teknik Mesin Univenitas Brawijaya, untuk
pembuatan spesirnen.
2. Laboratorium Struktur, Tekn~k Slpll, Universitas Brawijaya. untuk pengujian
tarik
3. Laboratoriurn Penguj~an Bahan. Teknik Mesin, Universitas Brawijaya, untuk
pengujian kekuatan ~mpak dan pengujian mikro atau makrostnrktur speslmen.
4. Laboratoriurn Pengujian Material, Teknik Mesin, Institut Teknologi Nasional, Malang untuk pengujian kekerasan rnlkro
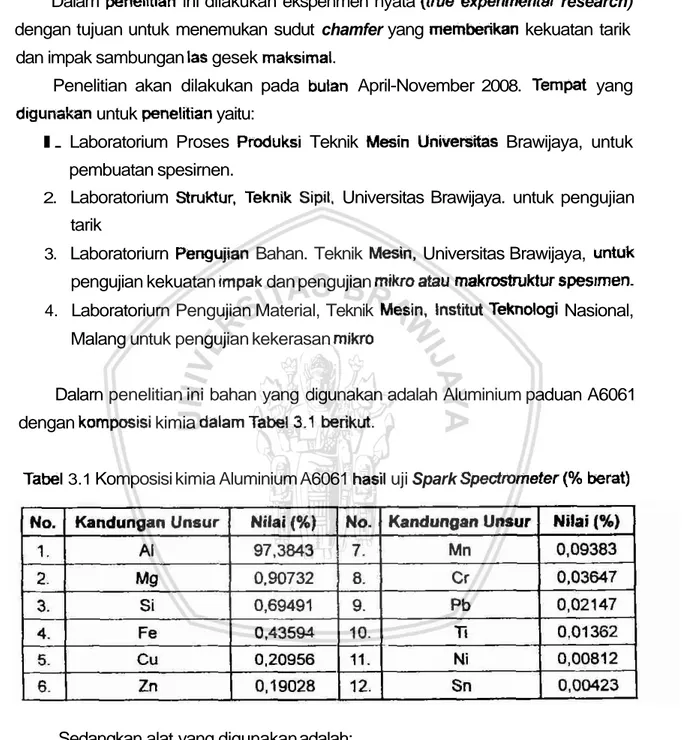
Dalarn penelitian ini bahan yang digunakan adalah Aluminium paduan A6061 dengan komposisi kimia dalam Tabel 3.1 berikut.
Tabel 3.1 Komposisi kimia Aluminium A6061 hasil uji Spark Spectrometer (% berat)
Sedangkan alat yang digunakan adalah:
a. Mesin bubut. digunakan untuk melakukan penyambungan las gesek pada spesimen dan membuat spesimen u j ~ tarik.
b. Mesin uji tank, digunakan untuk menguji kekuatan tarik sambungan las
gesek
c. Mesin uji impakkejut, digunakan untuk menguji kekuatan irnpak sambungan
las gesek.
qTJ
!,
Laporan Kegiatan PenelRian: Yudy Surya I r m n dkk., ZO(18, Pengawh Suduf C h ~ ~&uatan..' a p '
Tank dan lmpak Sambungan Las Gesek Aluminium PaduanAM)61 . . ,
,
L
>'
d Mesin uji kekerasan mikro, digunakan untuk menguji kekerasan sambungan las gesek.
e. Stopwatch. digunakan untuk mengukur waktu pengelasan dan waktu proses lainnya.
f. Jangka sorong untuk mengukur d~mensi benda kerja.
g. Gergaji dan mesin skrap untuk memotong dan mempersiapkan spesirnen uji impak dan kekerasan
h. Alat bantu cekam, untuk mencekam dan menekan spesimen yang akan
disambung dengan las gesek
I. Kamera digital, untuk dokwnentasi foto mikro maupun makrostruktur.
j. Mikroskop logam, digunakan untuk melihat dan mendokumentasi
mikrostruktur sambungan las gesek.
Prosedur yang dilakukan dalam penelitian ini adalah sebagai berikut.
1. Pembuatan benda ke rja untuk proses penyambungan las gesek
Material Aluminium paduan A6061 dipotong dengan gergaji menggunakan
media pendingin air, lalu diampelas dengan bentuk dan ukuran seperti ditunjukkan dalam Garnbar 3.1. Spesimen ini memiliki variasi sudut chamfer adengan variasi : O",
15O,
30°,
4 5 O , 6O0,dan75O.
Mengingat dalam penelitIan iniSudut chamfer,
a :
O0, 15", 30°, 45", 60",dan 75" Garnbar 3.1 Bentuk dan dirnensi spesirnen (dalam mm)akan diuji kekuatan tank. impak dan d~stribusi kekerasan, maka untuk setiap
pengujian dibuat 6 x 4 = 24 spesimen sambungan las gesek. Setelah itu dilakukan
pengelasan gesek menggunakan mesin bubut dan alat bantu cekam yang mana diagram instalas~nya d~tunjukkan dalam Gambar 3.2 berikut.
Laporan Keglatan Pewlnlan Yudy Surya lrawan dkk ,2008. Pengsruh Sudul Chemferterhmap Keruatan
Gambar 3.2 Skema Pengelasan Gesek dengan menggunakan mesin bubut sebagai
pernutar spesimen
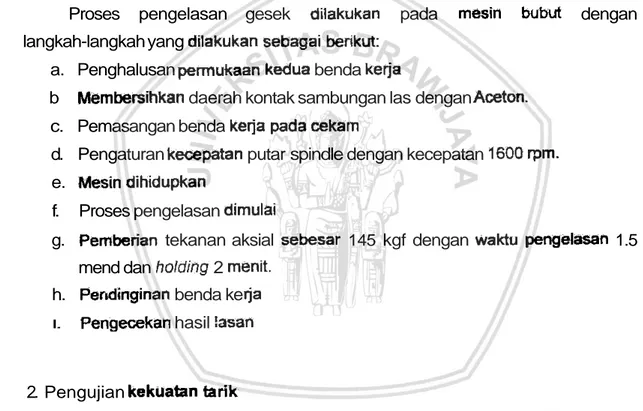
Proses pengelasan gesek d~lakukan pada mesin bubut dengan
langkah-langkah yang d~lakukan sebaga~ benkut:
a. Penghalusan permukaan kedua benda kerja
b Membersihkan daerah kontak sambungan las dengan Aceton. c. Pemasangan benda keja pada cekarn
d. Pengaturan kecepatan putar spindle dengan kecepatan '1600 pm.
e. Mes~n dih~dupkan
f. Proses pengelasan dimulal
g. Pemberian tekanan aksial sebesar 145 kgf dengan waktu pengelasan 1.5
mend dan hold~ng 2 menlt.
h. Pendinginan benda ke j a
I. Pengecekan hasil !asan
2. Pengujian kekuatan tarik
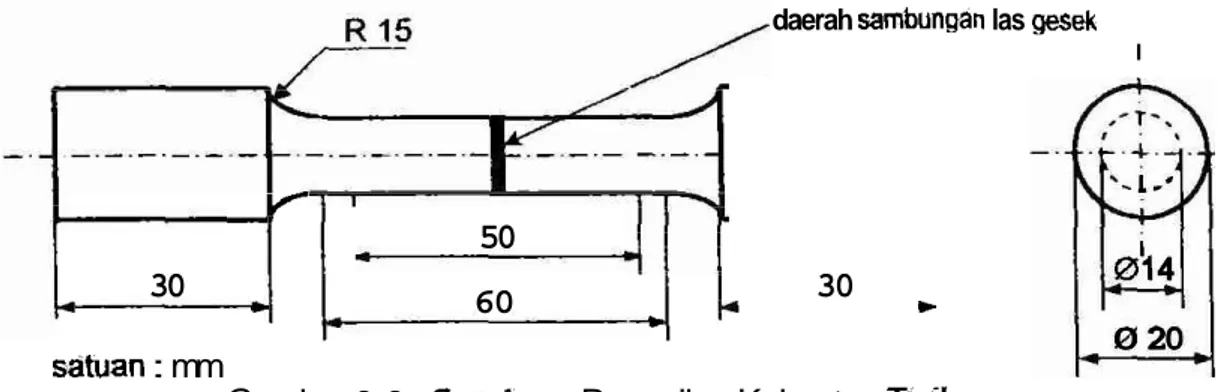
Untuk membuat spesirnen uji tarik, hasil dari pengelasan gesek dibubut untuk
membentuk spesrmen uji tarik dengan bentuk dan dimensi benda keja dengan
daerah sambungan las berada tepat di bag~an tengah spesimen, seperti ddunjukkan
Gambar 3.3. Jumlah speslmen yang diuji untuk setiap vanasi sudut chemferadalah 4
buah
Laporan Keglatan Penelflian Yudy S u m lrawen dkk.. 2008, Penga~h Sudul Chamferlehadap Kekuetan
daerah sarnbungan las gesek I ,-T-.
-.fl
f--
1 -*-
50 30 30 0'1 4..
c 60 .I c I C 0 20 satuan : mmGambar 3.3 Spesirnen Pengujian Kekuatan Tank
Sumber: JIS Z 2201- 1980
Prosedur pengujian tank adalah sebagai berikut:
a Spesimen d~pasang erat pada cekam penjepit.
b Alat uji tarik diatur pada debit fluida hldmlis sebesar 1.2 Ilterlmenit, dengan
pembebanan pada posisi A. skala pertambahan panjang 0 mm, dan j a ~ m
beban pada posisi
0
(nol).c. Mesin dinyalakan, dan dilakukan pengamatan serta pengukuran dengan telltl tehadap beban dan pertambahan panjang sampai spesimen patah
d. Penghiiungan kekuatan tarik spesirnen berdasarkan persarnaan berikut ini (Dowling, 1999) I
dengan :
01 = kekuatan tank (Nlm2)
p- = beban tank maksimum (N)
A, = luas penampang awal (mm2)
3. Pengujian kekuatan Impakhjut
Untuk rnenguj~ kekuatan impak, digunakan mesin uji impak dengan metode
Charpy. Sedangkan spesimen ujl ~mpak dibuat dari hasil pengelasan gesek yang diskrap menjadi spesimen dengan bentuk dan dimensl benda keqa dengan daerah sambungan las berada tepat di bag~an tengah spesimen, sepert~ ditunjukkan Gambar 3 4 Jumlah spesimen yang d ~ u j ~ untuk setiap variasi sudut chamfer adalah 4 buah
Laporan Keglatan Penelman Vudy Suya lrawan dkn ,2008 Pengeruh Sudut Olemfertamadap Kekuatan L!.?!
Daerah sambungan las gesek
a
ti ~ r us pangkal tdkik 025mm
b
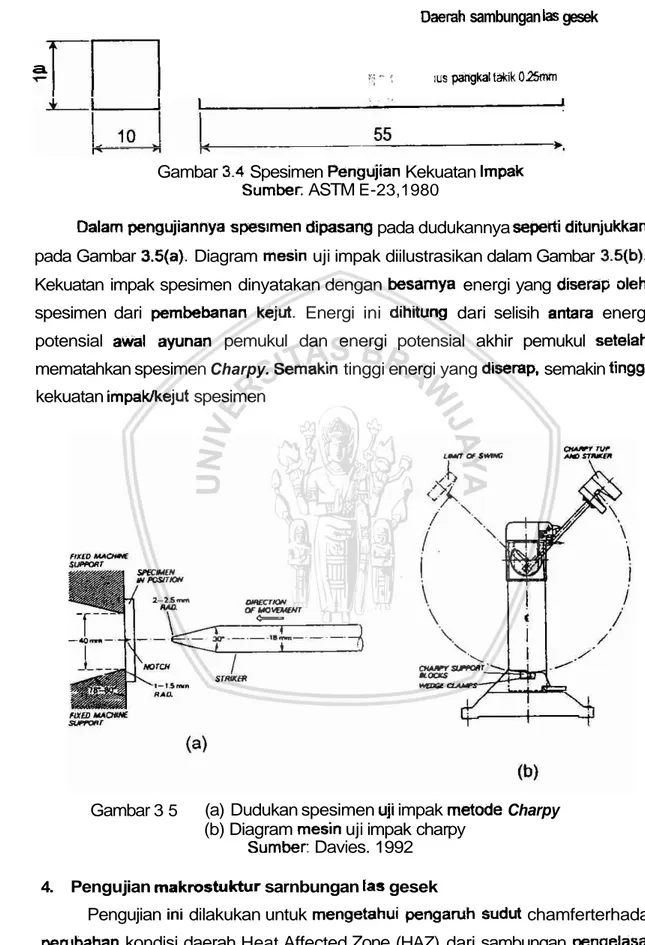
Gambar 3.4 Spesimen Pengujian Kekuatan lmpak
Sumber. ASTM E-23,1980
Dalam pengujiannya speslmen dipasang pada dudukannya seperti d~tunjukkan pada Gambar 3.5(a). Diagram mesin uji impak diilustrasikan dalam Gambar 3.5(b)- Kekuatan impak spesimen dinyatakan dengan besamya energi yang diserap aleh spesimen dari pembebanan kejut. Energi ini dihltung dari selisih antara energi potensial awal ayunan pemukul dan energi potensial akhir pemukul setelah
mematahkan spesimen Charpy. Semakin tinggi energi yang diserap, semakin tinggl
kekuatan impakkejut spesimen
Gambar 3 5 (a) Dudukan spesimen uji impak metode Charpy
(b) Diagram mesin uji impak charpy Sumber. Davies. 1992
4. Pengujian makrostuktur sarnbungan fas gesek
Pengujian in1 dilakukan untuk mengetahu~ pengamh sudut chamferterhadap
perubahan kondisi daerah Heat Affected Zone (HAZ) dari sambungan pengelasan
gesek yang terbentuk. ,. +.
Lsponn Keglatan Peneliian: Yudy Surya lrarnn dkk., XWa. P s n g a ~ h Sudut ChmtftV-ap Wiuatan . - '
p
J
:!
Prosedur pengujian makrosfrukturlrnikrostruktur adalah sebsgai berikut:
a. Pemotongan spesimen u j ~
b
Pernbuatan pemegang speslmen ujl dengan bahan resin Pdyeser padacetakan dengan perbandingan 50 gram resin Pdyesferdimmpur 3 mi lamtan
katalis pengeras, didiamkan selama
*
48 jam.c. Penghalusan permukaan spesimen uji menggunakan kertas gosok dengan
nomor 800, 1000.1200 dan 1500 dan terakhir dengan Autosol
d. Pengetsaan dilakukan dengan pemberian larutan Hydrollounc Acid (HF).
ditahan selama 1 menit
e. Pencuuan speclmen dengan air
f. Dilakukan pemeriksaan dengan kamera dan rnikroskop, kemudian hasilnya
dicetak.
Lapamn Kegiatan Penelnlan Yudy Surya lrawan dkk ,2008, PengaNh Sudut Cnemfertethndap Kekuatan
3.1 DIAGRAM ALlR PENELlTlAN
Dlagram alir penellt~an in1 adalah sebagai berikut.
Mulai
1 Perslapan Matenal
2 Perslapan alat pengelasan, alat bantu dan peralatan yang dlbutuhkan dalarn penellban mr
I
Pengujian kwnposisi kimia material1
Proses Pengelasan dengan Variasl Sudut Chamfer, aParameter terkontrol
Kecepatan putar speslmen 1600 rprn 1.5 menit
Hasil Pengelasan
<;--
Pengujian Tarik
( 4 speslmen per ( 4 spesimen per Makrostruktur
Kesimpulan dan Saran
'
-
-
I
-
-
'
Laporan Keglatan PenelNan Yudy Surya I-n dkh ,2008. Pangarvh Sudut Cbmfisrtethsdap Kekuetan Tank dan IInpak Sambungan Las Gesek Alunlnlum PaduanA6061
BAB IV HASlL DAN PEMBAHASAN
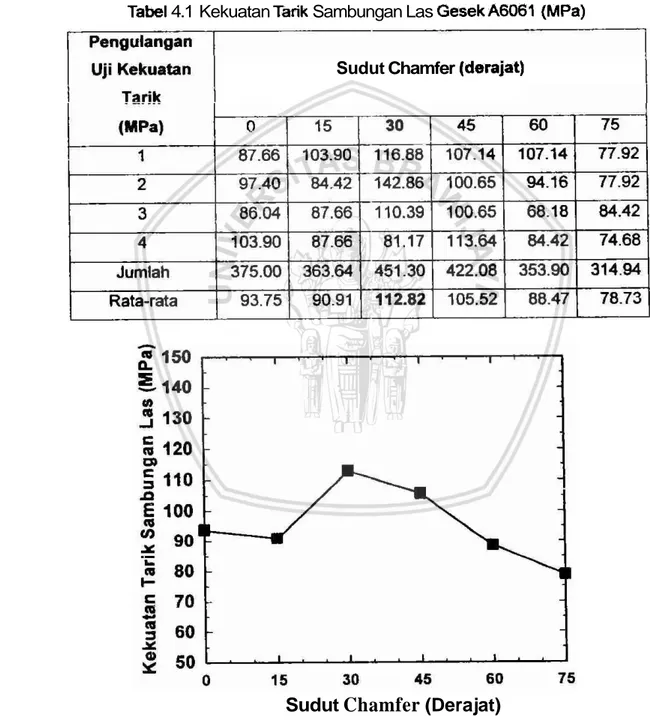
4.1 Kekuatan Tank Sarnbungan Las
Data nilai kekuatan tarik sambungan las gesek dalarn penelitian ini dapat dilihat
pada Tabel 4.1 benkut. Sedangkan grafik hubungan antara sudut chamfer dan
kekuatan tarik sambungan las ditunjukkan dalam Garnbar 4.1.
Tabel 4.1 Kekuatan Tarik Sambungan Las GesekA6061 (MPa)
Sudut Chamfer (derajat)
Sudut
Chamfer
(Derajat)Gambar 4.1 Hubungan antara Sudut Chamfer dan Kekuatan Tarik Rata-rata Sambungan Las Gesek A6061.
Laporan Keglatan Permlrtian Yudy Surfs lrawan dkk ,2008. Pengaruh Sudut Chamfer(emadap Kekuatan Tank dan lmpak Sarnbungan Las Oesek Abrn~nlum Paduan A6061
Dar~ Gambar 4 1 dapat diketahu~ bahwa pemberian sudut Chamfer pada spesimen berpengaruh terhadap kekuatan tarik sambungan las. Bila dibandingkan
dengan speslmen yang t~dak memiliki sudut chamfer atau bersudut 0 derajat,
pemberian sudut chamfer 30 dan 45 derajat meningkatkan kekuatan tarik
sambungan las yang mana untuk sudut chamfer 30 derajat member~kan kekuatan
tank rata-rata makslmal sebesar 112.82 MPa atau peningkatan kekuatan tank 20%
d~band~ngkan kekuatan tarik rata-rata spesimen tanpa sudut chamfer sebesar 93 75
MPa.
Pada sudut chamfer 30 deralat memberikan kekuatan tarik yang maksimal,
d~duga d~sebabkan oleh has11 pengelasan yang baik ditunjukkan oleh luas kontak
yang semplt akibat sudut chamfer yang kecil, sehingga dihasilkan tekanan yang lebih besar diikuti oleh panas yang cukup besar dan mampu melelehkan logam yang
menglsl kolam las dengan leb~h merata Dengan kondisi pengelasan tersebut maka
porosrtas dan luas daerah HAZ (Heat Affected Zone) menjadi relatif lebih kecil. Hal
In1 dltunjukkan oleh foto rn~krostruktur sambungan las untuk masing-mas~ng sudut
chamfer pada Gambar 4 2 hingga 4.7 yang mana menunjukkan daerah HAZ, daerah
las atau Fully Plasticized, dan daerah poros~tas. Masing-mas~ng luasan diukur
kemud~an drsajikan dalam Tabel 4.2
Gambar 4 2 Foto makrostruktur sambungan las gesek dengan sudut chamfer 0
deralat
-, .. .- .~.. .. , , , . . . ...-*---,
. ',,.
Laporan Kegiatan Penelitian: Yudy Surya lrawan dkk., 2008, Pengaruh Sudut ~hp(mfertethada~ Kekuaton. ..
Gambar 4.3 Foto makrostruktur sambungan las gesek dengan sudut chamfer 15 derajat
Gambar 4 4 Foto makrostruktur sambungan las gesek dengan sudut chamfer 30
derajat
Gambar 4.5 Foto makrostruktur sambungan las gesek dengan sudut chamfer 45
derajat
Laporan Keglatan Penel~tlan Yudy Surya lrawan dkk., 2008, Pengeruh Sudul Chemfertehadap Kekuatan Tar~k dan lrnpak Sambungan Lss Gesek Alurnlnlurn Paduan A8061
Gambar
4.6
Foto rnakrostruktur sarnbungan las gesek dengan sudut chamfer 60 derajatGambar 4.7 Foto rnakrostruktur sarnbungan las gesek dengan sudut chamfer 75
derajat
Tabel 4.2 Hubungan antara Sudut Chamfer, Pomsitas dan Luas Daerah
HAZ
Dari foto rnakrostruktur dan Tabel 4.2 di atas dapat diketahui bahwa sarnbungan las
terdiri atas daerah Fully Plasticized yang mempakan logarn isi dalam karnpuh las yang berperan besar terhadap kekuatan tarik. Di sini semakin besar luasannya maka
Laporan Kegialan Penel~tlan Yudy Surya lrawan dkk ,2008, Pengaruh Sudut Chamfer terhadap Kekuatan
kekuatan tank sarnbungan las akan semakln meningkat. Kemudian terdapat daerah
HAZ yang mana urnumnya memiliki struktur rnakm yang lebih besar dan kekerasan
yang rendah karena mengalami efek pemanasan, sehingga sernakln luas daerah
HAZ maka akan memberikan efek negatif pada kekuatan tariknya. Selanjutnya
adalah daerah porositas yang terdlri atas rongga-mngga. Daerah ini membenkan efek negatlf pada kekuatan tank karena menjadi pemusatan tegangan dan membuat sambungan las menjadi lebih rapuh. Dengan menjumlahkan daerah yang
membenkan efek negatif (daerah HAZ dan pornsitas) lalu menguranginya dengan
daerah yang membenkan efek pos~tif pada kekuatan tarik (daerah Fully Plasfrcrzed)
maka akan dldapatkan nilai pada kolorn paling kanan dalam Tabel 4.2 (P + HAZ
-
FP) Dan kolom ini tampak bahwa untuk sudut chamfer 30 derajat nllainya paling
kecil yang berarti efek negatif dari daerah HAZ dan pornitas terhadap kekuatan tank
adalah pallng kecil sehingga kekuatan tank sambungan las gesek dengan sudut
chamfer 30 derajat mencapal nilai rnaksimal dalam lingkup penelitian ini.
4.2 Kekuatan lmpak Sambungan Las
Has11 pengullan kekuatan lmpakdapat dilihat pada Tabel 4.3. Sedangkan grafik
hubungan antara sudut chamferdan kekuatan impak dltunjukkan dalam Gambar 4.8.
Tarnpak dalam Gambar 4.8 bahwa sudut chamfer berpengaruh terhadap kekuatan
lmpaic Dapat dlketahui pula bahwa sudut chamfer 30 derajat memberikan kekuatan
impak maksimal dengan kekuatan impak 287.79 N-mmlmmz, yang mana 72% lebih
tinggi dar~pada kekuatan ~rnpak spesimen tanpa sudut chamfer yaitu sebesar 166.93
Tabel 4.3 Kekuatan lmpak Sambungan Las GesekA6061 (N(mmlmmz)
-
Laporan Keglatan Pensldlan Vudy Surya lrawan dkk ,2008. Pengamh Sudul Chamfer temadap Kekuatan Tank dan lmpak Samb~ngan Las GesekAlum8nlum PaduanA@Xt
0 15 30 45 60
75
Sudut Chamfer (Derajat)
Gambar 4.8 Hubungan antara Sudut Chamfer dan Kekuatan lmpak Rata-rata
Sambungan Las Gesek A6061.
Berdasarkan daerah takik spesimen uji tarik yang menerima beban kejut, maka dlketahui bahwa beban kejut mengenai daerah las terutama daerah Fully Plast~cized dan daerah porositas. Mengingat daerah porositas mengakibatkan kerapuhan atau menurunnya kekuatan impak maka luasan porositas berefek negatif terhadap kekuatan impak. Sebaliknya, luasan daerah fully plasficized, FP berefek
positif terhadap kekuatan tarik. Dengan mengurangi luas daerah
FP
dengan luasdaerah porositas maka didapatkan luasan bersih deerah fully plasticized (FP-Pr)
yang berefek positff terhadap kekuatan impak seperti dalam Tabel 4 4.
Tabel 4.4 Hubungan antara Sudut Chamfer, Luas Porositas dan Luas Daerah FP
I
Sudut1
PorositasI
Luas Porositas.I
Luas Daerah FullyI
I
I
ChamferI
( X )
I
fr(rnm2) Plasticized, FP(mi)
I
FP
,2)(,-
PrI
Laporan Keglatan Permltlen Yudy S u m lrawan dkk ,2008. Pengaruh Sudul Chemlertmhadap Kekuatan Tank dan lnpak Sambungan Las G e d Alumlnun Paduan A6061
Dari Tabel 4.4 dapat d~ketahui bahwa luas bersih daerah Fully Plasticized
(FP-Pr) untuk spesimen dengan sudut chamfer 30 derajat memiliki nllai maks~mum
daripada speslrnen yang lam. sehrngga dengan luasan FP yang leb~h luas dan
homogen maka kekuatan ~mpak sambungan las mencapar maksimal untuk spesimen
tersebut.
4.3 Hubungan antara Sudut Chamfer, Kekuatan Tarik dan lrnpak
Garnbar 4 9 menunjukkan hubungan antara sudut chamfer, kekuatan tank
dan impak rata-rata sambungan las gesek. Dari gambar tersebut dapat diketahui
bahwa untuk sudut chamfer 30 derajat memberikan kekuatan tank dan impak yang
sama-sarna rnaks~rnal. Dan slnl dapat dlpaharni bahwa sudut chamfer yam
membenkan kekuatan tarik dan impak maksimal pada sarnbungan las gesek A6061
dalam lingkup penelitian in1 adalah sebesar 30 derajat
-
a 150 nE
140 m2
130:
120 UI5
110 n E 100 m "I90z
s
80I-=
m 70-
65 r 50Sudut Chamfer (Derajat)
Gambar 4.9 Hubungan antara Sudut Chamfer, Kekuatan Tarik. Kekuatan lmpak
Rata-rata Sambungan Las Gesek A6061.
Laporan Keglatan Penelman Yudy Suya lrawan dklr, 2008, PengaNh Sudul Chamfsrtsmadap Kekualan
BAB
V
KESIMPULAN DAN SARAN5.1 Kesimpulan
Dan hasil penelltian I ~ I maka dapat d~ambil kesimpulan sebagai berikut :
1) Pembenan sudut chamfer berpengaruh pada kekuatan tank sambungan las, yang
mana pemberian sudut chamfer30 derajat menghasilkan kekuatan tank makslmal danpada sudut yang lain dan menlngkatkan kekuatan tank 20% d~bandlngkan speslmen tanpa sudut chamfer.
2) Sudut chamfer pada spesimen juga berpengaruh pada kekuatan lmpak dan pada
st~dut chamfer 30 derajat mernberikan kekuatan impak yang maksimal dan
kekuatannya 72% Ieaih t~nggi danpada spesimen tanpa sudut chamfer.
3) Sudut chamferyang memberikan kekuatan tank dan irnpak yang maksirnal adalah
sebesar 30 derajat.
5.2 Saran
Berdasarkan hasil peneliian ini maka dapat diberikan saran sebagai berikut:
1) Untuk memberikan kekuatan tank dan impak sambungan las yang maksimal
untuk benda keja silinder maka disarankan memberikan sudut chamfer sebesar 45 derajat pada kedua s~sinya.
2) Peneli~an dapat dilakukan lebih lanjut untuk benda kerja yang berbeda seperti
antara pelat dan silinder dan lain sebagainya.
- - -
Laporan Keglatnn Penelttmn Vudy Surya lrawan dkk
.
M08. Pengaruh Sudut Olamfertehadap Kenualan Tank dan lmpak Sambuwen Las Gaek Aluman~um Paduan A6061DAFTAR PUSTAKA
Agrawal, BK.1988. Introduction to Engrneering Material, p.8, Department of Metallurgical Engineering Indian Institute of Technology, Bombay: Tata
McGraw-HIII Publish~ng Company.
Althouse, Andrew D., eta1 . 1984. Modem Weldng. p.475. The Goodheart -W~llwx
Company, Inc.
ASM International. 2000 ASM Handbook Vo1.8: Mechanical Testing ang Evaluation.pp.221-231, Materials Park-Ohio. ASM International.
ASTM. 1980. ASTM E-23: Standard Test Methods for Notched Bar Impad. Testing of Metallrc Materials, ASTM.
Bauccio. Michael (editor), 2001, ASM Metals Reference Book Third Edition, ASM International, Materials Park-Ohio
Budinski, Kenneth G.1996. Engineering Materials
.
Properties and Selectron FffhEdition, New Jersey. Prentlce-Hall.
Davies, CC. 1992. The Science and hactice of We1ding:Vdume I Welding Science
and Technology, Cambridge Universfty Press.
Dowling, Norman E. 1999. Mechanical Behavior of Materials. Prentice Hall, New
Jersey
-
Handoko, Ari.2005. Perencanaan Fixture Mesin Las Gesek untuk Ruses Produksi Shaff Axle. Sripsl tldak diterbiikan. Malang: Teknik Mesin Un~versitas Brawjaya.
Harsono,Wiryosunarto:Okurnura.Toshie.2000. Teknik Pengelasan Logam. Jakarta:PT.Pradnya Paramita.
Heine, Richard W. 1985. PnmpIes of Metal Casfing. New Delhi:
Tata
McGraw-HillPublishing Company Ltd.
Johnson, Richard. 1999. Journal of Materials. The lnsitute of Materials
Lin, et at. 1999. The Effect of Joint Design and Volume Fraction on Fridion Weldrng
Properties of A360GiC Composffes. Welding Research Supplement.
Department of Mechan~cal Engineenng. Tarnkang University Tawan
Manufacturing of Technology Inc. 2000, Applications Product. Manufacturing of
Technology Inc Washington
Nugraha. Dwi. 2005 Pengaruh Kecepatan Pufar dan G a p Tekan pada Pengelasan
Laparan Keglatan Penemlan Yudy Surya l r m n dkn.. 2008, Pengawh Sudut Chami3rterhedap K e k u h n
Gesek terhadap Kekuafan Tarik Sambungan Aluminium Paduan. Skr~psi tidak diterbitkan. Malang: Teknik Mesin Universitas Brawijaya.
Parmar, R.S. 1995, Weldrng Processes and Technology, Khanna Publ~shers, Delhi
Standard Book of JIS 1980 . JIS Z 2201
Lamran Kegman Penelelan. Yudy Suwa lrawan dkk
.
ZM8. m a m h SudM Wlamferlerhadao KekualanLAMPIRAN
Laporan Kegmtan Penelitan Yudy Suva Inman dkk ,2000, Pengaruh Sudut Chemkrlehada~ Kekualan
CURRICULUM
VITAEPENELlTl
Ketua Tim Peneliti
1. Nama Lengkap . Dr Eng.Yudy Surya Irawan, ST.. M.Eng.
2. NIP . 132233147
3. Ternpat, Tgl. Lahlr : Malang, 10 Juli 1975
4. GolonganlPangkat : IllalPenata Muda
5. Jabatan Fungslonal
-
Assisten Ah116. Alamat Kantor : Fakultas Teknik Jurusan Mesin Universitas Brawijaya
JI. Mayjen Haryono 167 Malang
Telp (0341) 554291. 569103. Fax.(0341)554291
7. Alarnat Rumah . Perum Gadang Cahaya Raya D-2, Malang
Telp. 0341-800-766
,
HP. 081-2302-1696Email : [email protected]
8 Pendidlkan
Doctor of Engineering (Dr.Eng), Teknik Sistem Mesln, Bidang Studr Sistern Desain
Kekuatan, Musash1 lnstltute of Technology, Tokyo. Jepang. 2006
Master of Englneerlng (M.Eng), Teknik Slstem Mesin. B~dang Stud1 Slstem Desain
Kekuatan, Musash1 lnstltute of Technology, Tokyo, Jepang, 2003
Sarjana Tekn~k Mesln. Teknlk Mesin Konsentrasi Konstruksi, Universitas
Brawijaya. Malang, 1998
9. Bidang keahl~an : Kekuatan Material, Mekanika Patahan dan Retak Lelah
10. Mata Kuliah yang diampu : Material Teknik. Mekanika Patahan dan Kelelahan,
Pemilihan Bahan dan Proses, Pernbentukan Logam, Teknik Pengelasan Logam. Menggambar Mesin 11. Riwayat Pekerjaan '
*
Dosen Fakultas Teknlk Jurusan Mesin Universitas Brawljaya(1 999
-
sekarang)Teaching Assistanl di Jurusan Teknik Sistem Mesin, Musashi Institute of
Technolqy. Tokyo, Jepang (2001
-
2005)12. Penelitian dan keglatan
Perllaku Jalur Perambatan Retak Lelah Unik pada Pelat Aluminium Murni
Pengaruh Tegangan Maksimum terhadap Derajat Belokan Jalur Perambatan
Retak-Lelah Unik Mode-Campuran I+II pada Pelat Aluminium Murnl Komersial
Prediksi Jalur Perambatan Retak Lelah Unik pada Pelat Aluminium Murni Pengaruh Suhu Pemanasan Proses Nitnding dalam Flurdized Bed terhadap
Kekerasan dan Ketahanan Aus Permukaan Martensrtic Stainless Steel
Pengaruh Modifikas~ Permukaan Serat Bagasse pada Kornposlt Matrlks
13 Dana penelltian yang pemah dldapat:
Faculty of Englneenng. Brawljaya University, Effed of Heating Temperature of
Nrtndrng m a Flurdrzed Bed on Hardness and Wear-Resistance of Martensitrc
Stanless Sfeel Surface. 2007
lnoue Foundation for Partial Financial Support of International Conference,
Predrctlon of Anisotropy Affected Fatigue Crack Growth Paths on Pure Aluminum Sheets, 2004
*
The Japan Mlnlstry of Education. Culture, Sports, Sc~ence and TechnologyScholarshtp. Behavior of Peculiar Fatigue Crack Paths in Anisotropic Pure
Alurninum Sheets. 2003-2006.
14 Daftar Publikasi dalam seminar.
Yudy Surva Irawan, Yoshihiko HAGIWARA, Shin-ichi OHYA. FEM Simulation of Anisotropy Affected Fatigue Crack Propagation Path on Pure Aluminum
Plate. Proceedings of The 41" Conference of The Japan Society of Mechanical
Engrneers-Chugoku-Shrkoku Branch No.035 -1, pp 19-20, Totton UniversRy.
Totton, March 6, 2003
Yudv Surva Irawan, Yoshihiko HAGWARA, Shin-rchi OHYA, FEM Simulation o f
Anisotropy Affected Fatigue Crack Propagation Path on Wide Sheet of
Pure Aluminum, Pnxeedrngs of The
@
Conference of The Japan Society ofMechanical Engineers- Kyushu Branch No.038 -1, pp.49-50, Fukuoka, March 17, 2003.
Yudv Surva Irawan, Yoshihiko HAGIWARA, Shin-ichi OHYA, Effects of Plate
Thickness on the Fatigue Crack Propagation Paths of Pure Aluminum Plates with Unique Anisotropy, Proceedings of 2003 Annual Conference of
The Japan Society of Mechanical Engineers Vol. I No.03 - 1, pp 123
-
124. Tokushima, August 5-8.2003Yudv Surva Irawan, Yoshlhiko HAGIWARA, Shin-ichi OHYA. The Effect of Stress
Concentrations on Anisotropy Affected Fatigue Crack Growth Paths of
Pure Aluminum Plates, Proceedings of The l lm of Matenals and Processing
Conference Vol. 11, pp.97-98, Musashi Institute of Technology, Tokyo, October 17-18.2003
Yudy Surva Irawan, Yo'oshihiko HAG!LYARA, Shin-ichi OHYA, Effect of Rolling
Ratio on the Mixed Mode I+II Fatigue Propagation Paths of Pure Aluminum
Plates with Unique Anisotropy. P m e d r n g s of 2004 Matenals and Mechanics
Conference, pp.151
-
152, The Japan Society of Mechanical Engineers-
Materials and Mechan~cs Division, Aki'a University, Ak'ta, July 21-23, 2004
Yudv Surva Irawan, Fatigue Crack Growth Paths Studies in Metallic Sheets
and Its Prospect i n Indonesia. P m e d m g s of Collaborat~on Workshop
Brawoaya Un~versiiy
-
Keio University on Energy, Environment, and New Trend in Mechanrcal Engineering, pp.255264, Brawljaya Un~versity, August 25-
26, 2004Yudv Suwa Irawan, Yoshlhiko HAGIWARA, Shin-lchl OHYA, Prediction of
Anisotropy Affected Fatigue Crack Growth Paths o n Pure Aluminum
Sheets, Abstract Proceedings of the Sixth World Congress on Computational
Computational Mechanics (WCCM W), p.244 (Fill paper in the CD-ROM Proceed~ngs of WCCM VI), Intemabonal Association for Computational Mechan~cs, Be~j~ng Hotel, Be~j~ng-China, September 5-10, 2004.
Yudv Surva Irawan. Yoshihiko HAGIWARA, Sh~n-ich~ OHYA. Mechanism of
Fatigue Crack Path i n Anisotropic Commercial Pure Aluminum Sheets,
Proceedings of 2005 Annual Conference of The Japan Society of Mechanical
Engrneers Vol 1 . pp 141-142. The Japan Society of Mechan~cal Eng~neers. The
Un~vers~ty of Electro-Commun~cat~on. Tokyo, September 19-22. 2005.
Yudv Suwa Irawan, Yoshih~ko HAGIWARA, Shin-~ch~ OHYA, E*cts of
M ~ c ~ o S ~ N C ~ U ~ ~ S and Crystal Orientations on Fatigue Crack Growth Path i n Peculiar Anisotropic Cold-Rolled Pure Aluminum Sheets. Proceedings of The 1 2 ~ Fracture Mechanics Conference, pp 1-5. The Soc~ety of Materials
Sc~ence Japan. Curreac (Co Ltd.). Hamarnatsu C~ty, October 17-18,2005.
Yudv Surva Irawan, Tinjauan lnvestigasi Penyebab Jalur Perambatan
Retaklelah Unik ModeCampuran I+II pada Pelat Aluminium Murni
Komersial, Prosrding Seminar Nasronal Tahunan Teknik Mesin (SNTJM) V,
pp 1150-1158, Departemen Tekn~k Mesin Univenrtas Indones~a, Depok. 21-23
November, 2006
Yudv Surva Irawan, Jalur Perambatan Retak Lelah Unik pada Pelat Aluminium Murni dengan Berbagai Rasio Pengerolan, Prosiding Seminar Nasronal
Pasca Saqana (SNPS) VII 2007 Vo1.2, MTB-03 pp.l-6, lnstitut Teknologi
Sepuluh Nopember, Surabaya. 2Agustus 2007.
Yudv Surva Irawan. Pengaruh Tegangan Maksimum terhadap Derajat Belokan Jalur Perambatan Retak-Lelah Unik ModeCampuran I+II pada Pelat Alumin~um Murni Komersial, Prosiding Seminar Nasronal Pasca Sagana (SNPS) VII 2007 Vd 2 , MTB-04 pp.l-6, lnstltut Teknologi Sepuluh Nopember. Surabaya, 2 Agustus 2007
+ Yudv Surva Irawan, Chandra Meganandha, Onn~ Agustya Rahman, Moch.
Syamsul Ma'arif, Putu Hadl Setyarini, Pengaruh S ~ h u Pemanasan Proses
Nitriding dalam Fluidized Bed terhadap Kekerasan dan Ketahanan Aus
Permukaan Martensitic Stainless Steel, Pmrding Semrnar Nasronal Metalurgi
dzn Material I (SENAMM I), pp.56-63, Departemen Metalurg~ dan Matenal
Universitas Indonesia, Depok, 7-9 Agustus 2007
Yudv Surva Irawan, Pengaruh Tekstur Bidang Geser (111) terhadap Jalur
Perambatan Retak Lelah Unik pada Pelat Aluminium Murni dengan Berbagal Rasio Pengerolan, Prosiding Seminar Nasional Metalurgr dan
Matenal I (SENAMM I) , pp.64-73, Departemen Metalurg~ dan Material
Universnas Indones~a. Depok, 7-9 Agustus 2007
15. Daftar Publikasi dalam Jumal llmiah :
Yudv Surva Irawan, Yoshihiko HAGWARA, Shin-ichl OHYA, Predictions of Anisotropy Affected Fatigue Crack Growth Paths in Pure Aluminum Sheets. International Journal of Computational Methods, Vo1.3, No.1, 2006, pp.83-96, World Sc~entlfic Publishing.
Yudv Suwa Irawan, Yosh~h~ko HAGIWARA, Shin-ichi OHYA, Behavior of Fatigue Crack Paths in Peculiar Anisotropic Commercial Pure Aluminum Sheets
(AllOOP). Transactions of the Japan Society of Mechanical Engineers Senes A.
Vo1.72,No.719. 2006, pp 1017-1024.
Yudv Suwa Irawan, Yoshihiko HAGIWARA, Shin-ich~ OHYA, Effects of Rolling
Ratios, Microstructures and Crystal Orientations on Peculiar Fatigue Crack Growth Paths i n Anisotropic Cold-Rolled Pure Aluminum Sheets. Journal of
The Society of Materials Science Japan, Vo1.55. No.4, 2006, pp.402408.
Malang, 25 Februari 2008
Dr.Enq.Yudv Surva Irawan. ST.. M.Eng NIP. 132 233 147
CURRICULUM
VITAE PENELITI
Anggota Tim Penellti .
1. Nama Lengkap 2. NIP 3 Tempat, Tgl Lahir 4 Golongan / Pangkat 5. Jabatan Fungsional 6 Alamat Kantor 7 Alamat Rumah 8 Emall
: IR. Marsoedi Wirohardjo M.MT
: 130531861
: Jombang,
17
Maret 1945: IVb / Pembina Tk.1
: Lektor Kepala
: J1. Maylen Haryono 167 Malang
Telp. ( 0341 ) 554291 / Fax. ( 0341 ) 554291
: JI. Watumujur I 1 4 Malang
Telp. (0341 ) 553691 / I*. 08155512308
. ... ... ... ..,
...
. .. ... ... ......
. ~ . ... . ~ ....
....
9. Pendidikan :
*
Master Manajemen Industri, T e k d Industrilnstitut Teknolog Sepuluh Nopember Surabaya 200 1
*
lnsinyur, Teknik MesinUniversitas Brawijaya Malang 1978
10 Bidang Keahlian . Manufaktur
1
1. Mata Kuliah yang D~ampu.
Proses Manufaktur12 Riwayat Pekeqaan '
*
Dosen Fakultas Teknik Jurusan Mesin Universitas Brawijaya( I978 - sekarang ).
*
Kajur Mesln ( 2001 - 2003 )Pembantu Dekan 11 ( 2003 -2007 )
13. Daftar PublikasiDaIam Seminar :
*
Seminar Nasional Tahunan Telcmk Mesin 2002, Graha ITSSurabaya 15
-
16 Oktober 2002.*
Seminar Perlindunzan Hak Kekayaan Intelektual, Universitas BrawijayaMalang 29 Maret 2003.
*
Conference of The Asean Federation of Engineering Organizations( CAFE0
-
21 ). Yogyakarta 22 - 23 Oktober 2003.*
Seminar Udara Bersih Lingkungan Sehat, Shangn-La HotelSurabaya 23 Februari 2005.
Malang, 25 Februari 2008
CURRICULUM VITAE MAHASISWA
S1
Mahaslswa yang terlibal dalarn penelltcan :1. Nama Lengkap : Andhika Setiawan
2. Status : Mahasiswa S1 Jurusan Mesin Fakultas Teknik Unibraw
3. B~dang Konsentrasi : Teknik Produksi
4 Tempat, Tgl Lahir
.
Probolinggo, 7 Junl 19855. Jen~s Kelarnin : Laki-lakl
6. Alamat Unlversitas ; Unlversitas Brawijaya Fakultas Teknik Jurusan Mesin
JI. Mayjen Haryono 167 Malang
Telp (0341) 554291,569103, Fax.(0341) 554291
7. Alamat Rumah : Dsn Krajan RTlRW 10103 Ds Kotaanyar
Kec Kotaanyar 67293 Kab Probollnggo Telp (0335) 772816
8 Pendidikan
Tahun 1997 : Lulus SD Negeri 1 Kotaanyar Kab. Probolinggo
Tahun 2000 : Lulus SLTP Negeri 1 Kraksaan Kab. Probolinggo
* Tahun 2003 : Lulus SMU Negeri 1 Kota Probolinggo
9. Pengalaman k e j a :
Praktek Keqa Lapangan dl PT Pertamina (Persero) Unit Pengolahan IV Cllacap
CURRICULUM VITAE MAHASISWA S l
Mahasiswa yang terllbat dalarn penelltian :
1. Nama Lengkap : Nur Muhamad Fuad
2. Status : Mahasiswa S1 Jurusan Mesin Fakukas Teknik Unibraw
3. Bidang Konsentrasi : Teknik Produksi
4. Ternpat, Tgl. Lahir : Purbalingga, 26 November 1985 5. Jenis Kelamin : Laki-laki
6. Alamat Universitas : Universitas Brawijaya Fakultas Teknik Jurusan Mesin
JI. Mayjen Haryono 167 Malang
Telp. (0341) 554291,569103, Fax,(0341)554291
7. Aiamat Rumah : Desa Karangtengah RTlRW 08/04
Kec. Kemangkon 53381 Kab, Purbalingga Telp. (0281)7662165
8 Pendidikan
Tahun 1997 1 Lulus SD Negeri Karangtengah 1 Kab. Purballngga
Tahun 2000 : Lulus SMP Negeri 1 Purbalingga
* Tahun 2003 - Lulus SMA Negeri 1 Purbalingga
9 Pengalaman ke rja :
Praktek Kerja Lapangan di PT. Pertamina (Persero) Unit Pengolahan IV Cilacap