DI PT. SIANTAR TOP TBK SURABAYA
SKRIPSI
Diajukan untuk melengkapi tugas-tugas dan memenuhi syarat-syarat guna mencapai gelar Sarjana Teknik Industri
Oleh :
LYDIA ANGGARINI
0832315032
J URUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL " VETERAN" J AWA TIMUR
SIX SIGMA
DI PT. SIANTAR TOP TBK SURABAYA OLEH :
LYDIA ANGGARINI
0832315032
Telah Dipertahankan Dihadapan Dan Diterima Oleh Tim Penguji Pada Tanggal : 05 Oktober 2012
Dosen Penguji, Dosen Pembimbing,
1. Ir . Har i Pur woadi,MM 1. Ir . Har i Pur woadi,MM NIP. 194808281984031001 NIP. 194808281984031001
2. Ir . Tr i Susilo,MM 2. Ir . Er lina Pur namawa ty,MT NIP. 195507081989031001 NIP. 195808281989032001
3. Ir . Sumiati,MT
NIP. 196012131991032001
Mengeta hui,
Dekan Fakulta s Teknologi Industr i Univer sitas Pemba ngunan Nasional “Veter an”
J awa Timur
Alhamdulillahirabbilalamin, segala puji bagi Alllah SWT yang telah memberikan kemampuan kepada penulis untuk menyelesaikan skripsi berjudul “INDENTIFIKASI FAKTOR PENYEBAB KECACATAN PADA PROSES PACKING MIE HANCUR ( MIE SNACK ) DENGAN MENGGUNAKAN METODE SIX SIGMA DI PT. Sia ntar Top Tbk Sidoar jo ” yang merupakan tugas akhir yang dilaksanakan penulis sejak tanggal 02 Januari 2012 dan berakhir 29 Juni 2012 dengan lancar dan baik.
Dalam proses penyusunan skripsi ini tentunya melibatkan banyak pihak baik secara langsung maupun tidak langsung. Pada kesempatan ini penulis ingin menyampaikan ucapan terima kasih yang sebesar-besarnya kepada seluruh pihak yang memberikan kontribusi kepada skripsi ini, terutama orang-orang dekat yang senantiasa memberikan dukungan tiada henti. I love
you full.
Kesempatan ini penulis berusaha menyampaikan ucapan terima kasih walaupun tidak dapat disebutkan satu per satu :
1. Bapak Ir. Sutiyono, MT Selaku Dekan Bidang Akademik Jurusan Fakultas Teknik Industri.
2. Bapak Dr. Ir. Minto Waluto, MM selaku Ketua Jurusan Fakultas Teknik Industri.
6. Seluruh staff dalam Quality Control yang memberikan tempat bagi kami para mahasiswa untuk mengenal dunia kerja secara langsung.
7. Teman- teman sperjuangan yang telah memberikan banyak bantuan dalam proses selama hampir 4 tahun di kampus.
8. Keluarga aku dan My Love terima kasih atas bantuan nya yang telah membantu dan sport saya agar dapat menyelesaikan penelitian tersebut.
Penulis berharap skripsi ini memberikan kontribusi positif bagi seluruh pihak. Walapun penulis menyadari skripsi ini jauh dari sempurna. Semoga ke depan menjadi pembelajaran bagi penulis.
Surabaya, 10 Oktober 2012
Penulis,
DAFTAR ISI
HALAMAN J UDUL . ... i
LEMBAR PENGESAHAN . ... ii
KATA PENGANTAR . ... iii
DAFTAR ISI . ... v
DAFTAR GAMBAR . ... ix
DAFTAR TABEL. ... x
DAFTAR LAMPIRAN. ... xi
ABSTRAKSI. ... xii
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah ... 1
1.2 Perumusan Masalah . ... 3
1.3 Batasan Masalah . ... 3
1.4 Asumsi – asumsi . ... 3
1.5 Tujuan Penelitian... 4
1.6 Manfaat Penelitian . ... 4
1.7 Sistematika Penulisan . ... 5
BAB II TINJ AUAN PUSTAKA 2.1. Pengendalian Kualitas ... 7
.2.1. Definisi Six Sigma. ... 8
2.2. Six Sigma ... 8
2.2.2. Beberapa Istilah Dalam Konsep Sigma . ... 11
2.3. Penentuan Kapabilitas Proses ... 12
2.3.1. Penentuan Kapabilitas Proses untuk Data Artibut. ... 14
2.3.2. Penentuan Kapabilitas Proses untuk Data Variabel. .... 15
2.4. Proses DMAIC ... 17
2.4.1 Define. ... 17
2.4.2. Measure. ... 18
2.4.3. Analyze ... 19
2.4.4. Improve. ... 20
2.4.5. Anova . ... 21
2.4.6 Control. ... 22
2.5. Alat Pemecahan Masalah ... 24
2.5.1. Lembar Pemeriksaan . ... 24
2.5.2. Digram Pareto . ... 24
2.5.3. Digram Sebab Akibat. ... 25
2.5.4. Histogram . ... 25
2.5.5. Peta Pengendali . ... 26
2.5.5. Diagram Pencar . ... 26
2.5.5. Defect Conetration Diagram. ... 26
2.6. FMEA ( Failure modes and Effect Analysis ) ... 26
2.6.1 Pengertian FMEA ... 26
2.6.2. Kegunaan FMEA. ... 27
2.6.3. Proses Implementsi FMEA ... 27
BAB III METODOLOGI PENELITIAN
3.1 Lokasi dan Waktu Penelitian. ... 31
3.2. Identifikasi dan Definisi Operasional Variabel. ... 31
3.3. Langkah-langkah Pemecahan Masalah . ... 34
3.4. Metode Pengumpulan Data . ... 38
3.4.1 Data Primer . ... 39
3.4.2 Data Sekunder . ... 40
3.4.3. Studi Pustaka . ... 41
3.5. Metode Pengolahan Data . ... 42
BAB IV ANALISA DAN PEMBAHASAN 4.1 Pengumpulan data……… ... 43
4.2 Define……….. 47
4.2.1. Indetifikasi objek penelitian ………. 47
4.2.2 Critical To Quality………. 48
4.3 Measure……… 49
4.3.1 Menentukan defect terbesar……… 49
4.3.2 Menentukan karakteristik kualitas (CTQ )……… 51
4.3.3 Baseline Kinerja……… 55
4.4 Analyse………. 57
4.4.1 Analisa Kapabilitas Proses... 57
4.5 Improve (Usulan)... 61
4.6 Control (Pengendalian)... 63
4.6.1 Usulan Perbaikan………. 63
4.6.2 Usulan Perbaikan………..… 64
BAB V KESIMPULAN 5.1 Kesimpulan……… 66
5.2 Saran……… 67
Daftar Pustaka ……….. 68
LAMPIRAN
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Siklus DMAIC ……….. …….. 23
4.1 Trend chart untuk produk dan defect pada bagian Packing…….. 45
4.2 Histogram untuk produk dan defect pada bagian Packing…... 46
4.3 Diagram Pareto (defect) pada proses Packing………. 47
4.4 Diagram Pareto ( jenis defect) pada prose packing... 51
4.5 Diagram Pareto (Jenis defect) pada proses packing Pada bulan September 2012... 52
4.6 Diagram Pareto (defect) pada proses packing Pada bulan Oktober 2012 ... 53
4.7 Diagram Pareto (defect) pada proses packing Pada Bulan November 2012... 54
DAFTAR TABEL
TABEL HALAMAN
Tabel 2.1 Nilai Severity ……… 28
Tabel 2.2 Nilai Occurance……….. 29
Tabel 2.3 Nilai Detection ……….. 30
Tabel 4.1 Data jumlah produk dan defect pada proses Packing……. 45
Tabel 4.2 Data defect pada proses Packing……….. 46
Tabel 4.3 Data Prosentase defect pada proses Packing... 49
Tabel 4.4 Data Prosentase jenis defect pada proses Packing dari yang terbesar sampai terkecil pada periode september 2011 – februari 2012... 50
Tabel 4.5 Data Defect proses packing bulan september 2011... 51
Tabel 4.6 Data Defect proses Packing bulan oktober 2011... 52
Tabel 4.7 Data Defect Proses Packing bulan November 2011... 53
Tabel 4.8 Data Defect proses Packing bulan Desember 2011... 54
Tabel 4.9 Rekapan nilai kapabilitas pada proses packing... 58
Tabel 4.10 Prioritas Rencana Perbaikan Proses packing... 62
Tabel 4.11 Usulan Perbiakan dan usulan pengendalian... 63
DAFTAR LAMPIRAN
LAMPIRAN A
GAMBARAN UMUM PERUSAHAAN
LAMPIRAN B
STRUKTUR ORGANISASI
LAMPIRAN C
PRODUK YANG TIDAK STANDART
LAMPIRAN D
xii
dan efisien dalam mencapai sasaran dan tujuan yang telah ditetapkan PT. Siantar Top Tbk Sidoarjo salah satu perusahaan yang memproduksi makanan snack seperti mie snack, wafer dan biskuit berusaha untuk terus meningkatkan kualitas dengan cara mengetahui penyebab terjadi kecacatan produk tersebut setelah itu mengurangi angka kecacatan produk cacat dalam proses packing.
Six sigma adalah suatu visi peningkatan kualitas menuju target kegagalan per
sejuta kesempatan untuk setiap transaksi produk barang dan jasa. Jadi six sigma merupakan suatu metode atau teknik pengendalian dan peningkatan kualitas dramatic yang merupakan terobosan baru dalam bidang manajemen kualitas.
Dengan menggunakan metode six sigma dapat diketahui bahwa kualitas produk mie snack yang dihasilkan oleh perusahaan cukup baik yaitu 3,3 sigma dengan nilai DPMO 38.180 untuk sejuta packing. Implementasi peningkatan kualitas six sigma pada penelitian ini dapat disimpulkan bahwa ada empat penyebab produk cacat yaitu: Kerapian pada seal, kejelasan pada kode produksi & exp date, kemasan tidak rapi, kebocoran & kempes.
Pada bulan februari 2012 total defect yang tertinggi 20.000 dari total produk 80.388 sedangkan pada bulan september 2011 total defect yang terendah 9.000 dari total produk 58.932.
targets and goals set by PT. Top Tbk Siantar Sidoarjo one company that produces snack foods such as noodle snack, wafers and biscuits strive to continuously improve the quality by knowing the cause of the product defect occurs after that reduce the number of defects in the process of packing defects.
Six Sigma is a vision of improving the quality towards the target failures per million opportunities for each transaction of goods and services. So Six Sigma is a method or technique of control and quality improvement which is a dramatic breakthrough in the field of quality management.
By using the six sigma method can be seen that the quality of noodle snack products produced by the company is good enough with a 3.3 sigma value 38,180 DPMO to a million packing. Implementation of six sigma quality improvement in this study it can be concluded that there are four causes of product defects, namely: the seal neatness, clarity of the production code and exp date, the packaging is not neat, leak and deflated.
In February 2012 the highest total defect of the total 20.00, 80 388 products in september 2011 while the total of the lowest defect from the 9.000 total of 58 932 products.
INDENTIFIKASI FAKTOR PENYEBAB KECACATAN PADA PROSES
PACKING MIE HANCUR ( MIE SNACK ) DENGAN MENGGUNAKAN
METODE SIX SIGMA
DI PT. Siantar Top Tbk Sidoar jo
SKRIPSI
Disusun Oleh :
LYDIA ANGGARINI
NPM : 0832315032
J URUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
J AWA TIMUR
2012
BAB I
1.1.Latar Belakang
Era globalisasi membuat kompetisi di bidang perindustrian yang meningkat
tajam. Banyak perubahan yang timbul akibat dari globalisasi. Perubahan tersebut
terutama terjadi pada sektor perdagangan, sektor perindustrian serta sektor-sektor
pendukungnya, antara lain perusahaan yang bergerak dalam bidang perindustrian.
Salah satu perusahaan yang masuk kedalam sektur tersebut adakah PT. Siantar
Top Tbk Sidoarjo.
PT. Siantar Top Tbk merupakan salah satu perusahaan yang menghasilkan
berbagai macam makanan Mie Snack. Pt. Siantar Top Tbk selalu berusaha
meningkatkan kualitas produk dan melakukan perbaikan – perbaikan kualitas agar
dapat menghasilkan produk yang bermutu sesuai dengan keinginan pelanggan /
konsumen.
Kualitas suatu produk merupakan salah satu kriteria yang sangat penting
bagi pelanggan untuk memilih suatu produk dan faktor kunci yang membawa
keberhasilan bisnis, pertumbuhan dan peningkatan posisi bersaing. Oleh karena
itu diperlukan perbaikan dan peningkatan kualitas secara terus menerus dari
perusahaan yang sesuai dengan kebutuhan konsumen maka dari itu perlu
dilakukan perbaikan dengan mengunakan metode six sigma.
.
Metode six sigma adalah metode yang digunakan mereduksi defect, serta
digunakan untuk Pengukuran tingkat kapabilitas proses, dan juga perbaikan untuk
perbaikan saja, melainkan sebuah sistem manajemen dalam menjaga kualitas yang
bertujuan mengadakan perbaikan dalam kualitas produk tersebut yang
menguntungkan bagi semua konsumen dan pabrik tersebut. Pengukuran tingkat
kapabilitas proses, dan juga perbaikan untuk mencapai hasil yang mendekati
sempurna. Salah satu penerapan dalam metode six sigma yang dapat digunakan
adalah DMAIC.
DMAIC adalah metodologi kualitas terkendali data untuk memperbaiki
produk dan proses yang ada. Proses DMAIC sebaiknya digunakan saat produk
atau proses dapat ditingkatkan untuk memnuhi atau menambah persyaratan /
kebutuhan customer yang mendukung tujuan bisnis.
Penerapan siklus DMAI ( Define, Measure, Analyse, Improve ) adalah
penerapan siklus yang dapat mereduksi cacat pada proses packing.
Penelitian yang saya ambil yaitu tentang kecacatan produk mie snack
seperti kerapian pada seal, kejelasan kode produksi & exp date, kempes / bocor
dan kemasan tidak rapi / terbuka perlu dilakukan indentifikasi faktor penyebab
kecacatan produk pada proses packing mie snack dengan menggunakan metode
six sigma.
Berdasarkan latar belakang masalah tersebut diatas, maka dapat dibuat
suatu rumusan permasalahan sebagai berikut :
“Bagaimana mengidentifikasi penyebab timbulnya kecacatan tersebut?”
1.3.Batasan Masalah
Batasan masalah yang digunakan dalam penelitian ini adalah :
1. Penelitian hanya dilakukan pada proses packing produk Mie Hancur pada
bagian Mie Snack.
2. Pelaksaan penelitian di departemen Quality Control.
3. Perhitungan biaya tidak dilakukan pada penelitian ini.
4. Tahap Improve dan tahap Control dilakukan sebagai usulan saran dalam
meningkatkan proses packing di PT. Siantar Top Tbk.
5. Pengukuran DPMO dan Kapabilitas Sigma (Nilai Sigma) dilakukan pada
pemeriksaan produk tahap visual.
1.4.Asumsi
Asumsi dari penelitian tugas akhir ini adalah :
1. Pengadaan bahan baku, proses packing dan quality control yang sesuai standart
yang dibutuhkan oleh konsumen maupun pabrik di PT. Siantar Top Tbk
Sidoarjo.
2. Kondisi lingkungan kerja pada saat penelitian dalam kondisi normal.
3. Proses pengecekan suatu produk (Quality Control) yang sesuai dengan standart
1.5.Tujuan Penelitian
Tujuan yang ingin dicapai pada penelitian Tugas Akhir ini adalah :
1. Untuk mengetahui jumlah kecacatan yang terjadi pada di PT. Siantar Top TBK
Sidoarjo.
2. Untuk mengidentifikasi jenis perbaikan yang dapat dilakukan untuk
mengurangi jumlah defect ( cacat ) pada proses packing suatu produk makanan
mie snack tersebut.
3. Untuk mengetahui jumlah sigma di perusahan pada kecacatan produk.
1.6.Manfaat Penelitian
Manfaat yang dapat diperoleh sehubungan dengan penelitian ini adalah
sebagai berikut:
1. Bagi Penulis
Hasil analisa ini diharapkan mamp u mengetahui penggunaan teori-teori yang
telah diperoleh selama kuliah di dunia industri dan menambah pengetahuan
tentang quality control pada suatu produk dan pemahaman peneliti terhadap
materi-materi perkuliahan yang telah diperoleh selama ini.
2. Bagi Perusahaan
Hasil analisa ini diharapkan dapat memberikan masukan berupa kerangka
DMAIC untuk mengendalikan kualitas produk yang dihasilkan serta
mengetahui tingkat kualitas produk dan penyebab yang dapat menimbulkan
sehingga perusahaan memperoleh keuntungan dari hasil penjualan produk
tersebut pada konsumen.
3. Bagi Universitas
§ Memberikan bahan masukan yang berguna untuk proses belajar mengajar.
§ Hasil penelitian dapat digunakan sebagai perbendaharaan perpustakaan
yang akan bermanfaat bagi mahasiswa dalam menambah ilmu
pengetahuan.
1.7. Sistematika Penulisan
BAB I : PENDAHULUAN
Bab ini berisi latar belakang permasalahan, perumusan masalah, batasan
masalah, asumsi-asumsi, maksud dan tujuan, manfaat penelitian serta
sistematika penulisannya dalam penelitian tersebut.
BAB II : TINJAUAN PUSTAKA
Bab ini akan menjelaskan mengenai landasan teori yang mendukung
permasalahan yang akan dibahas, seperti definisi pengendalian kualitas,
konsep Six Sigma dan tahap-tahap DMAIC.
BAB III : METODE PENELITIAN
Bab ini menjelaskam tentang metode atau cara berupa langkah–langkah
yang harus ditempuh dalam melakukan penelitian serta kerangka
pemecahan masalah mulai dari identifikasi masalah, pengumpulan data,
analisa yang diperlukan dan hasil dari analisis yang menggunakan prinsip
Control ). dan berakhir pada tahap penarikan kesimpulan dan pengusulan
saran-saran.
BAB IV : HASIL DAN PEMBAHASAN
Bab ini berisi tentang proses pengolahan data dengan menggunakan
siklus DMAIC ( Define, Measure, Analyze, Improve, Control ).
BAB V : KESIMPULAN DAN SARAN
Bab ini berisi tentang kesimpulan dari hasil pembahasan dan juga saran
– saran.
Daftar Pustaka
Lampiran
BAB II
2.1. Kualitas
Kualitas merupakan hal yang penting untuk diperhatikan dalam setiap
proses produksi. Kualitas baik akan dihasilkan oleh proses produksi yang
terkendali. Pengertian kualitas menurut beberapa ahli antara lain :
Juran (1962) “kualitas adalah kesesuaian dengan tujuan atau manfaatnya.”
Crosby (1979) “kualitas adalah kesesuain dengan kebutuhan yang meliputi
availability, delivery, reliability, maintainability, dan cost effectiveness.”
Deming (1982) “kualitas harus bertujuan memenuhi kebutuhan pelanggan
sekarang dan di masa datang.”
Feigenbaum (1991) “kualitas merupakan keseluruhan karakteristik produk dan
jasa yang meliputi marketing, engineering, manufacture, dan
maintenance, dalam mana produk dan jasa tersebut dalam pemakaiannya
akan sesuai dengan kebutuhan dan harapan pelanggan.”
Scherkenbach (1991) “kualitas ditentukan pelanggan; pelanggan menginginkan
produk dan jasa yang sesuai dengan kebutuhan dan harapannya pada suatu
tingkat harga tertentu yang menunjukkan nilai produk tersebut.”
Elliot (1993) “kualitas adalah sesuatu yang berbeda untuk orang yang berbeda dan
tergantung pada waktu dan tempat, atau dikatakan sesuai dengan tujuan.”
Goetch dan Davis (1995) “kualitas adalah suatu kondisi dinamis yang berkaitan
dengan produk, pelayanan, orang, proses, dan lingkungan yang memenuhi atau
Dari pengertian – pengertian diatas maka dapat ditarik kesimpulan
bahwa produk dan jasa yang berkualitas adalah produk dan jasa yang sesuai
dengan apa yang diinginkan konsumennya.
2.1.1. Pengendalian Kualitas
Pengendalian kualitas adalah merupakan suatu aktivitas untuk menjaga
dan mengarahkan agar kualitas suatu produk di pabrik / perusahaan dapat
dipertahankan sebagaimana yang telah direncanakan. Dari pengertian tersebut
jelas bahwa pengendalian kualitas adalah usaha preventif (penjagaan) dan
dilaksanakan sebelum kesalahan kualitas produk atau jasa terjadi, melainkan
mengarahkan agar kesalahan kualitas tersebut tidak terjadi didalam perusahaan
yang bersangkutan.
Ada definisi lain yang menyebutkan bahwa pengendalian kualitas
merupakan yang kita gunakan untuk menentukan dan mencapai standartd mutu.
Dengan kata lain, pengendalian kualitas adalah merencanakan dan melaksanakan
cara yang paling ekonomis untuk membuat sebuah barang yang akan bermanfaat
dan memuaskan tuntutan konsumen secara maksimal.
2.2. Six Sigma
Sigma ( σ ) dalam alphabet Yunani merupakan sebuah simbol yang
digunakan untuk menunjukkan deviasi standard pada statistik, merupakan
dari suatu proses. Tingkat sigma berkebalikan dengan defect, semakin tinggi
tingkat sigma maka semakin rendah toleransi yang diberikan pada defect.
2.2.1. Definisi Six Sigma
Ada banyak pengertian mengenai Six Sigma, Six Sigma diartikan sebagai
metode canggih yang digunakan oleh para insinyur dan para statistikawan dalam
memperbaiki/mengembangkan proses/produk. Six Sigma diartikan demikian
karena memiliki kunci utama perbaikan.
Six Sigma menggunakan metode-metode statistik. Pengertian Six Sigma
yang lain adalah tujuan mendekati kesempurnaan dalam mencapai tujuan
pelanggan dalam produk tersebut. Ada juga yang mengartikan Six Sigma sebagai
usaha mengubah budaya perusahaan untuk mencapai kepuasan produk pada
konsumen, persaingan perusahaan – perusahaan yang semakin meningkat di area
perindustrian dalam memperoleh keuntungan sehingga perusahaan harus menjaga
kualitas produk agar kosumen memeperoleh kepuasan dalam suatu produk
tersebut
Definisi secara lengkapnya Six Sigma merupakan suatu sistem yang
komprehensif dan fleksibel untuk mencapai, memberi dukungan dan
memaksimalkan proses usaha, yang berfokus pada pemahaman akan kebutuhan
pelanggan dengan menggunakan fakta, data dan analisis statistik serta
terus-menerus memperhatikan pengaturan, perbaikan dan mengkaji ulang proses usaha.
Untuk lebih mudah dalam mengartikan Six Sigma berdasarkan ide dasar
terus-menerus. Variabilitas dapat mengakibatkan penumpukan (akumulasi)
masalah dan merupakan musuh dari kepuasan pelanggan. Variabilitas pada
kualitas, biaya dan jadwal berkontribusi pada cost of poor quality (COPQ),
kepuasan pelanggan dan penurunan performasi bisnis secara keseluruhan.
Sehingga bagian terpenting dari Six Sigma adalah untuk mendefinisikan dan
mengukur variasi dengan mengeksplorasi penyebab-penyebab dan untuk
membuat suatu alat operasional yang efisien untuk mengontrol dan mengurangi
variasi.
Hal-hal yang diharapkan dari penerapan Six Sigma berbeda untuk setiap
perusahaan yang bersangkutan, tergantung pada usaha yang dijalankan, biasanya
ada perbaikan pada hal-hal berikut:
1. Pengurangan biaya.
2. Perbaikan produktivitas.
3. Pertumbuhan pangsa pasar.
4. Pengurangan waktu siklus.
5. Retensi pelanggan.
6. Pengurangan cacat.
7. Perubahan budaya kerja.
8. Pengembangan produk dan jasa.
Dalam metode ini, parameter yang dipakai adalah Defect Per Million
Opportunities (DPMO) yaitu kagagalan per sejuta kesempatan dan
Cost of Poor Quality (COPQ) yaitu biaya yang dikeluarkan karena kualitas yang
2.2.2. Beberapa istilah dalam konsep Six Sigma
Sebelum membahas lebih jauh tentang konsep Six Sigma, perlu
dikemukakan beberapa istilah yang berlaku dalam metode Six Sigma agar untuk
selanjutnya dapat mudah memahaminya.
a. Black Belt
Merupakan pemimpin tim (team leader) yang bertanggung jawab untuk
pengukuran, analisis, peningkatan, dan pengendalian proses-proses kunci yang
mempengaruhi kepuasan pelanggan dan/atau pertumbuhan produktivitas.
b. Green Belt
Serupa dengan black belt, kecuali posisinya tidak penuh waktu (non full time
position).
c. Master Black Belt
Guru yang melatih black belt, sekaligus merupakan mentor dan/atau konsultan
proyek Six Sigma yang sedang ditangani oleh black belt.
d. Champion
Dalam struktur Six Sigma, champion merupakan individu yang berada pada
manajemen atas (top management) yang memahami Six Sigma dan
e. Critical-to-Quality (CTQ)
Atribut-atribut yang sangat penting untuk diperhatikan karena berkaitan
langsung dengan kebutuhan dan kepuasan konsumen. CTQ merupakan elemen
dari suatu produk, proses, atau praktek-praktek yang berdampak langsung
pada kepuasan pelanggan.
f. Defect
Kegagalan untuk memberikan apa yang diinginkan oleh pelanggan/konsumen.
g. Defect Per Opportunity (DPO)
Ukuran kegagalan yang dihitung dalam program peningkatan kualitas Six
Sigma, yang menunjukkan banyaknya cacat atau kegagalan per satu
kesempatan
h. Defect Per Million Opportunities (DPMO)
Ukuran kegagalan dalam program peningkatan kualitas Six Sigma, yang
menunjukkan kegagalan per sejuta kesempatan.
i. Process Capability
Kemampuan proses untuk memproduksi atau menyerahkan output sesuai
dengan ekspektasi dan kebutuhan pelanggan.
2.3. Penentuan Kapabilitas Proses (Process Capability)
Kapabilitas proses adalah kemampuan proses untuk memproduksi atau
menyerahkan output sesuai dengan ekspektasi dan kebutuhan konsumen. Perlu
(Critical-To-Quality) tunggal atau item karakteristik kualitas individual. Indeks Cpm mengukur
kapabilitas potensial atau melekat dari suatu proses yang diasumsikan stabil, dan
biasanya didefinisikan sebagai :
Cpm =
USL = Upper Specification Limit (batas spesifikasi atas)
LSL = Lower Specification Limit (batas spesifikasi bawah)
T = Nilai target (nilai terbaik untuk karakteristik kualitas yang diharapkan
Pelanggan) dari produk.
Ketiga nilai USL, LSL, dan T ditentukan berdasarkan kebutuhan dan
ekspektasi rasional dari pelanggan.
μ = Nilai rata-rata (mean) proses aktual
σ 2 = Nilai varian (variance) dari proses yang merupakan ukuran variasi proses
Kapabilitas proses hanya diukur untuk proses yang stabil, sehingga
apabila proses itu dianggap tidak stabil, maka proses itu harus distabilkan terlebih
dahulu. Dengan demikian nilai standar deviasi yang digunakan dalam pengukuran
kapabilitas proses (Cpm) harus berasal dari proses yang stabil, sehingga merupakan
variasi yang melekat pada proses yang stabil itu (common-cause variation).
Keberhasilan implementasi program peningkatan kualitas Six Sigma
ditunjukkan melalui peningkatan kapabilitas proses dalam menghasilkan produk
menuju tingkat kegagalan nol (zero defect). Oleh karena itu, konsep perhitungan
kapabilitas proses menjadi sangat penting untuk dipahami dalam implementasi
Dalam konteks pengendalian proses statistikal dikenal dua jenis data,
yaitu :
- Data Attribut (Attributes Data) merupakan data kualitatif yang dihitung
menggunakan daftar pencacahan atau tally untuk keperluan pencatatan dan
analisis. Data attribut bersifat diskrit. Contoh data attribut karakteristik
problem mutu dalam menjaga kualitas produk adalah : packing tidak standart,
koding tidak standart, mutu sealing dan kontamian dan berat tidak standart.
Data attribut biasanya diperoleh dalam ketidaksesuaian produk yang tidak
sesuai dengan standart atau cacat / kegagalan terhadap spesifikasi kualitas
produk yang sudah ditetapkan oleh pabrik tersebut.
- Data Variabel (Variables Data) merupakan data kuantitatif yang diukur
menggunakan alat pengukuran tertentu untuk keperluan pencatatan dan
analisis. Data variabel bersifat kontinyu. Contoh data variabel karakteristik
kualitas adalah ; ketebalan produk mie snack, range berat produk dalam per pcs
produk tersebut dan proses packing suatu produk yang sesuai dengan standart
di pabrik tersebut.
2.3.1. Penentuan Kapabilitas Proses Untuk Data Attribut
Berikut ini akan dibahas tentang teknik memperkirakan kapabilitas
proses dalam ukuran pencapaian target Sigma untuk data atribut (data yang
diperoleh melalui perhitungan-bukan pengukuran langsung). Pada umumnya data
atribut hanya memiliki dua nilai yang berkaitan dengan YA atau TIDAK.
Langkah-langkah :
2. Berapa banyak unit yang dikerjakan melalui proses?
3. Berapa banyak unit transaksi yang gagal
4. Hitung tingkat cacat berdasarkan langkah 3
(langkah 3) / (langkah 2)
5. Tentukan banyaknya CTQ potensial yang dapat mengakibatkan cacat
Banyaknya karakteristik CTQ
6. Hitung peluang tingkat cacat per karakteristik CTQ
(langkah 4) / (langkah 5)
7. Hitung kemungkinan cacat per satu juta kesempatan (DPMO)
(langkah 6) x 1.000.000
8. Konversi DPMO (langkah 7) ke dalam nilai sigma
9. Buat kesimpulan
2.3.2. Penentuan Kapabilitas Proses Untuk Data Variabel
Bayangkan bahwa kita akan menentukan kapabilitas proses industri mie
snack. Berdasarkan kebutuhan konsumen, diketahui bahwa tebal sheet produk mie
snack seperti produk Spix Mie Goreng BBQ yang diinginkan adalah : 0.82 mm
dengan batas toleransi adalah ± 1,0 mm. Perusahaan akan menolak setiap produk
mie yang dihasilkan apabila diketahui tebal sheet produk mie snack diatas 0,85
mm dan dibawah 0,80 mm.
Dalam konteks program peningkatan kualitas Six Sigma, kita
menyatakan bahwa CTQ yang perlu dikendalikan adalah tebal sheet dengan
CTQ (Critical-To-Quality) : Tebal sheet mie
Spesifikasi target (T) = 0.82 mm
USL = 0.85 mm
LSL =0.80 mm
Xi =0.83, 0.81, 0.82, 0.80, 0.82
Nilai rata-rata : X-bar = 0,816 mm
Standar deviasi : S = 2mm
Langkah-langkah :
1. Proses apa yang ingin anda tahu ?
2. Tentukan USL
3. Tentukan LSL
4. Tentukan T
5. Tentukan nilai rata-rata
6. Berapa nilai standar deviasi
7. Hitung kemungkinan cacat yang berada diatas nilai USL per 1 juta
kesempatan DPMO
P {z ≥ (USL - X-bar)/S} x 1.000.000
8. Hitung kemungkinan cacat yang berada dibawah nilai LSL per 1 juta
kesempatan
P {z ≤ (LSL – X-bar)/S} x 1.000.000
9. Hitung kemungkinan cacat per 1 juta kesempatan (DPMO)
(langkah 7) + (langkah 6)
11. Hitung kemampuan proses di atas dalam ukuran nilai sigma
12. Hitung kapabilitas proses di atas dalam indeks kapabilitas proses
}
DMAIC adalah metodologi kualitas terkendali data untuk memperbaiki
produk dan proses yang ada. Proses DMAIC sebaiknya digunakan saat produk
atau proses dapat ditingkatkan untuk memenuhi atau menambah
persyaratan/kebutuhan customer sembari mendukung tujuan bisnis.
Mengaplikasikan metode DMAIC untuk mengurangi cacat akan
menghasilkan :
• Kepuasan customer yang lebih besar
• Pengurangan pada biaya kualitas
• Peningkatan protitabilitas dan pertumbuhan top-line
• Keamanan kerja
Proses DMAIC ini menghilangkan langkah-langkah proses yang tidak
produktif, sering berfokus pada pengukuran-pengukuran baru, dan menerapkan
teknologi untuk peningkatan kualitas menuju target Six Sigma. Sehingga DMAIC
merupakan kunci keberhasilan Six Sigma. (Gaspersz, 2002).
2.4.1. Define
Define merupakan langkah operasional pertama dalam program
dilakukan adalah identifikasi produk dan/atau proses yang akan diperbaiki. Kita
harus menetapkan prioritas utama tentang masalah-masalah yang mana akan
ditangani terlebih dahulu. Pemilihan proyek terbaik adalah berdasarkan pada
identifikasi proyek yang sesuai dengan kebutuhan, kapabilitas dan tujuan
organisasi. Selanjutnya pernyataan proyek harus ditetapkan untuk setiap proyek
Six Sigma yang terpilih. Sehingga tujuan utama adalah untuk memilih obyek
penelitian Six Sigma dan selanjutnya menentukan tujuan dari penelitian Six Sigma.
2.4.2 Measure
Bertujuan mendefinisikan defect, mengumpulkan informasi dasar
tentang produk atau proses dan memunculkan tujuan perbaikan. Selama tahap
Measure terdapat tiga hal pokok yang harus dilakukan:
1. Memilih atau menentukan karakteristik kualitas (CTQ) kunci yang
berhubungan langsung dengan kebutuhan spesifik dan pelanggan.
2. Mengembangkan suatu rencana pengumpulan data melalui pengukuran yang
dapat dilakukan pada tingkat proses output dan atau outcome.
3. Mengukur kinerja sekarang (current performance) pada tingkat proses, output
dan atau outcome untuk ditetapkan sebagai baseline kinerja (performance
Pada tahap ini yang dilakukan adalah mengukur banyaknya defect yang
terjadi berkaitan dengan Critical to Quality spesifik dengan menggunakan rumus
DPMO (Defect per Million Opportunity) & Kumulatif sebagai berikut :
000
Analyze merupakan langkah operasional ketiga dalam program
peningkatan kualitas Sig sigma. Pada tahap ini kita perlu melakukan beberapa hal
berikut:
1. Menentukan stabilitas (stability) dan kapabilitas (capability) dari proses.
2. Menetapkan target-target kinerja dan karakteristik kualitas kunci (CTQ) yang
akan ditingkatkan dalam proyek Six Sigma.
3. Mengidentifikasi sumber-sumber dan akar penyebab kecacatan atau
kegagalan.
Sumber-sumber penyebab atau masalah dibedakan berdasarkan prinsip 7 M,
yaitu:
a) Manpower (tenaga kerja)
b) Machines (mesin-mesin dan peralatan)
c) Methods (metode kerja)
d) Materials (bahan baku dan bahan penolong)
f) Motivation
g) Money (keuangan)
4. Mengkonversikan banyak kegagalan kedalam biaya kegagalan kualitas (cost
of poor quality).
Analyze merupakan langkah operasional ketiga dalam program peningkatan
kualitas Six Sigma. Langkah-langkah yang dilakukan adalah :
1. Menentukan stabilitas (stability) dan kapabilitas (capability) dan proses.
2. Menetapkan target-target kinerja dan karakteristik kualitas kunci (CTQ) yang
akan ditingkatkan dengan Six Sigma.
3. Mengidentifikasikan sumber-sumber dan akar penyebab defect atau
kegagalan.
4. Mengkonversikan banyak kegagalan ke dalam biaya kegagalan kulitas (cost of
poor quality.
2.4.4. Improve
Bertujuan untuk mengoptimalkan solusi dan mengkonfirmasi bahwa
solusi yang ditawarkan akan memenuhi atau melebihi tujuan perbaikan dan obyek
penelitian. Setelah sumber-sumber dan akar penyebab dan masalah kualitas
teridentifikasi, maka perlu dilakukan penetapan rencana tindakan (action plan)
untuk melaksanakan peningkatan program kualitas Six Sigma. Pada dasarnya
action plan akan mendeskripsikan tentang alokasi sumber-sumber daya serta
prioritas dan atau alternatif yang dilakukan dalam implementasi dan rencana itu.
1. DOE (Design Of Experiments)
Kegunaan DOE antara lain :
Menilai sistem VOC (Voice of Customer) untuk menemukan
kombinasi terbaik dan metode-metode yang menghasilkan umpan
balik yang valid tanpa mengganggu konsumen.
Menilai faktor-faktor untuk memisahkan akar masalah vital dan sebuah
masalah atau defect.
Menguji coba atau menguji kombinasi solusi-solusi yang mungkin
untuk menemukan strategi perbaikan yang optimal.
Mengevaluasi produk atau rancangan jasa untuk mengidentitikasikan
masalah potensial dan mengurangi defect persis dari hari pertama.
Langkah-langkah dasar dalam membuat DOE:
Mengidentitikasikan faktor-faktor untuk dievaluasi & menentukan
level faktor-faktor yang diuji.
Membuat serangkaian kombinasi ekspenmental & melakukan
eksperimen di bawah kondisi yang telah ditentukan sebelumnya.
Mengevaluasi hasil dan kesimpulan.
2.4.5. Anova
ANOVA adalah (Analisa Variansi) digunakan untuk menguji
pengaruh faktor-faktor dalam suatu eksperimen, Uji Anova dapat juga
Anova banyak didasarkan pada metode jumlah kuadrat dan analisa
ini juga dapat digunakan untuk mengetahui besar variabilitas data yang
dikumpulkan.
2.4.6. Control
Control merupakan tahap operasional terakhir dalam Proyek
Peningkatan Kualitas Six Sigma. Dalam tahap ini dilakukan pengamatan atau
kontrol apakah proyek Six Sigma telah memberikan hasil yang telah memuaskan
berupa penurunan DPMO dan peningkatan kapabilitas proses. Pada tahap ini
hasil-hasil peningkatan kualitas didokumentasikan dan disebarluaskan,
praktek-praktek terbaik yang sukses dalam meningkatkan proses distandarisasikan,
prosedurprosedur didokumentasikan dan dijadikan pedoman kerja standar, serta
kepemilikan atau tanggung jawab ditransfer dan tim Six Sigma kepada pemilik
atau penanggung jawab proses, yang berarti proyek Six Sigma berakhir pada
tahap ini.
Selanjutnya proyek-proyek Six Sigma pada area lain dalam proses atau
organisasi bisnis ditetapkan sebagai proyek-proyek baru yang harus mengikuti
siklus DMAIC (Define, Measure, Analyze, Improve, and Control). Pada tahap
Control dalam program Six Sigma juga dilakukan integrasi yang bertujuan
mengintegrasikan metode-metode standard dan proses kedalam siklus desain,
dimana salah satu prinsip dari Design for Six Sigma (DFSS) adalah bahwa proses
desain harus menggunakan komponen-komponen yang ada, proses dan
Bertujuan untuk memastikan bahwa perbaikan pada proses, sekali
diimplementasikan akan bertahan dan bahwa proses tidak akan kembali pada
keadaan sebelumnya. Pada tahap ini hasil dan pengukuran dan perbaikan kulitas
dengan menggunakan Six Sigma akan disebar luaskan dan juga diinformasikan
kepada pihak manajemen untuk menstandarisasikan praktek-praktek kerja terbaik.
Gambar 2.1. Siklus DMAIC
Proyek selanjutnya
Define
Pemilihan proyek six sigma Mendefinisikan peran dan tanggung jawab dari orang yang terlibat proyek six sigma Mendefinisikan kebutuhan pelatihan six sigma
Mendefinisikan proses kunci Mendefinisikan kebutuhan spesifik pelanggan
Pernyataan tujuan six sigma
Measure
Menentukan CTQ
Mengembangkan rencana pengumpulan data melalui pengukuran yang dapat dilakukan pada tingkat proses / output atau outcome
Mengukur kinerja sekarang (current baseline)
Analyze
Mengukur stabilitas dan kapabilitas proses
Menetapkan target-target kinerja dari CTQ yang dilibatkan dalam proyek six sigma
Mengidentifikasikan sumber-sumber dan akar penyebab masalah
Mengkonversikan banyak kegagalan ke dalam biaya kegagalan (COPQ)
2.5. Alat-alat Pemecahan Masalah
Dalam penyelesaian permasalahan dipergunakan beberapa alat
pemecahan masalah, antara lain adalah sebagai berikut :
2.5.1. Lembar Pemeriksaan (Check Sheet)
Lembar pemeriksaan adalah alat yang terdiri dari daftar item dan
beberapa indikator dari seberapa sering setiap item pada daftar tersebut terjadi.
Dalam bentuk yang sederhana, daftar pemeriksaan adalah alat-alat yang membuat
proses pengumpulan data lebih mudah dengan menyediakan penjelasan
pra-tertulis dari kejadian yang mungkin terjadi. Lembar pemeriksaan yang dirancang
dengan baik akan menjawab pertanyaan yang diberikan oleh pemeriksa.
Walau sederhana, lembar pemeriksaan adalah alat perbaikan proses dan
alat pemecahan masalah yang sangat berguna. Kekuatan mereka ditingkatkan
dengan besar saat digunakan berhubungan dengan alat sederhana lainnya, seperti
analisis histogram dan analisis pareto.
2.5.2. Diagram Pareto
Diagram ini digunakan untuk menentukan yang mana dari kesempatan
potensial yang banyak harus dikerjakan terlabih dahulu. Dengan bentuknya yang
seperti batang, diagram pareto dapat membantu untuk mengidentifikasikan
kejadian-kejadian atau penyebab masalah yang paling umum. Diagram pareto
hanya digunakan pada data yang bersifat diskrit, tujuannya adalah mempermudah
pihak perbaikan kualitas untuk menentukan jenis-jenis kesalahan manakah yang
2.5.3. Diagram Sebab Akibat (Cause and Effect Diagram)
Diagram sebab dan akibat adalah alat yang digunakan untuk mengatur
dan menunjukkan secara grafik semua pengetahuan yang dimiliki oleh
sekelompok sehubungan dengan masalah tertentu. Biasanya, langkah-langkahnya
adalah :
a. Mengembangkan bagan aliran dari wilayah yang akan diperbaiki.
b. Mendefinisikan masalah yang akan diselesaikan.
c. Melakukan sumbangan saran untuk menemukan semua kemungkinan
penyebab masalah.
d. Mengatur hasil sumbang saran dalam kategori yang rasional.
e. Membuat diagram sebab dan akibat secara akurat menampilkan hubungan dari
semua data dalam setiap kategori.
2.5.4. Histogram
Histogram ialah perwakilan gambar dari satu kumpulan data. Ini
diciptakan dengan mengelompokkan pengukuran ke dalam “sel”. Histogram ini
digunakan untuk menentukan bentuk kumpulan data. Histogram juga
menampilkan angka dalam cara yang mempermudah untuk melihat penyebaran
dan kecenderungan pusat dan untuk membandingkan distribusi terhadap
persyaratan.
Diagram ini mengurutkan rangking dari variasi terbesar sampai dengan
memungkinkan, histogram dapat menunjukkan hubungan dengan spesifikasi
proses dan angka-angka nominal.
2.5.5. Peta Pengendali (Control Chart)
Suatu grafik yang mengilustrasikan bagaimana suatu proses atau suatu
titik dalam suatu proses berprilaku setiap saat. Control chart dapat menunjukkan
bagaimana pengukuran spesifik diubah atau bagaimana variasi pengukuran
berubah setiap saat. Terdapat tiga kegunaan pokok dari control chart, yaitu
pemantauan atau pengawasan suatu proses, pengurangan variabilitas proses dan
penaksiran parameter produk atau proses.
2.5.6. Diagram Pencar (Scatter plots)
Scatterplot memperlihatkan suatu hubungan atau korelasi antara dua
faktor yang bervariasi menurut angka atau pada sebuah kontinuen. Scatterplot
menunjukkan hubungan kausal yang penting antara satu faktor dan faktor lainnya.
2.5.7. Defect Concetration Diagram
Merupakan salah satu alat pengendalian kualitas yang digunakan sebagai
alat memastikan lokasi defect yang dapat memberikan informasi tentang
penyebab potensial defect. Konsep utama adalah menunjukkan secara langsung
letak cacat yang terjadi pada spesimen dengan memberi tanda khusus pada
2.6. FMEA (Failure Modes and Effects Analysis)
Alat Six Sigma lain yang sering digunakan untuk mengidentifikasikan
sumber-sumber dan akar penyebab dari suatu masalah kualitas adalah Failure
Mode and Eeffect Analysis (FMEA), yang akan dibahas berikut ini
2.6.1. Pengertian FMEA
FMEA adalah suatu prosedur terstruktur untuk mengidentifikasi dan
mencegah sebanyak mungkin mode kegagalan (failure mode). Suatu mode
kegagalan adalah apa saja yang termasuk dalam kecacatan/kegagalan dalam
desain, kondisi diluar batas spesifikasi yang telah ditetapkan, atau
perubahan-perubahan dalam produk yang menyebabakan terganggunya fungsi dari produk
itu. Melalui menghilangkan mode kegagalan, maka FMEA akan meningkatkan
keandalan dari produk dan pelayanan itu. FMEA dapat dapat diterapkan dalam
semua bidang, baik manufaktur maupun jasa, juga pada semua jenis produk.
2.6.2. Kegunaan FMEA
FMEA mempunyai beberapa manfaat antara lain sebagai berukut:
1. Mengenali cara-cara dimana suatu proses bisa gagal untuk memenuhi
persyaratan pelanggan.
2. Memperkirakan resiko dari sebab-sebab yang ada saat ini.
3. Menilai rencana pengawasan untuk sebab-sebab yang ada pada saat ini.
4. Memprioritaskan tindakan-tindakan untuk peningkatan yang harus segera
2.6.3. Proses Implementasi FMEA
Berikut ini langkah-langkah dalam proses implementasi FMEA:
1. Tetapkan dan gambarkan proses yang akan dianalisa.
2. Tetapkan kesesuaian nilai (dengan braimstorming) untuk:
a) Keseriusan (severity) akibat kesalahan pada proses lokal, proses lanjutan,
dan konsumen.
b) Tingkat seringnya terjadi suatu kesalahan (occurance) karena penyebab
potensial.
c) Cara mendeteksi kesalahan akibat penyebab potensial muncul (detection),
tahapan measure dari DMAIC.
3. Brainstorming kesalahan dari tiap tahapan proses, potensial causes, dan alat
deteksi kesalahan yang ada (tahapan Analyze DMAIC).
4. Masukkanlah kriteria-kriteria yang sesuai untuk masing-masing akibat / efek
kesalahan penyebab potensial dari alat kontrol.
5. Dapatkan Risk Potensial Number (RPN) dengan mengalikan Severity x
Occurance x Detection. (S.O.D)
6. Pusatkan perhatian pada RPN yang lebih besar dari 125 dan lakukan perbaikan
pada potensial causes-nya atau alat kontrolnya atau bahkan pada efeknya
(langkah Improve pada DMAIC).
7. Tetapkan implementasi action plan (tahapan Improve pada DMAIC).
8. Ukur perubahan RPN yang terjadi (tahapan Control pada DMAIC).
9. Jika RPN-nya (baru) masih lebih besar dari 125, maka kembali ke langkah 3
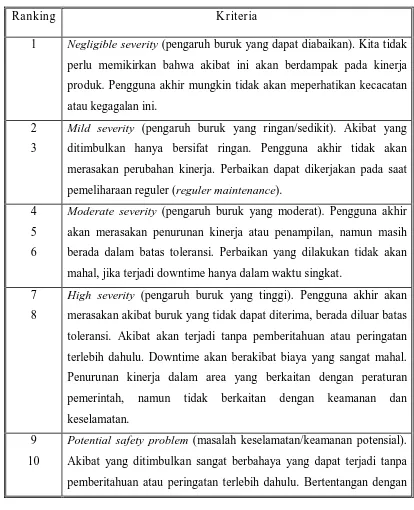
Severity merupakan suatu estimasi atau perkiraan subyektif tentang
bagaimana buruknya pengguna akhir akan merasakan akibat dari kegagalan itu.
Dapat menggunakan skala 1 sampai 10. Ranking dan kriteria dari severity dapat
dilihat pada Tabel 2.1. berikut ini:
Tabel 2.1. Nilai Severity
Ranking Kriter ia
1 Negligible severity (pengaruh buruk yang dapat diabaikan). Kita tidak
perlu memikirkan bahwa akibat ini akan berdampak pada kinerja
produk. Pengguna akhir mungkin tidak akan meperhatikan kecacatan
atau kegagalan ini.
2
3
Mild severity (pengaruh buruk yang ringan/sedikit). Akibat yang
ditimbulkan hanya bersifat ringan. Pengguna akhir tidak akan
merasakan perubahan kinerja. Perbaikan dapat dikerjakan pada saat
pemeliharaan reguler (reguler maintenance).
4
5
6
Moderate severity (pengaruh buruk yang moderat). Pengguna akhir
akan merasakan penurunan kinerja atau penampilan, namun masih
berada dalam batas toleransi. Perbaikan yang dilakukan tidak akan
mahal, jika terjadi downtime hanya dalam waktu singkat.
7
8
High severity (pengaruh buruk yang tinggi). Pengguna akhir akan
merasakan akibat buruk yang tidak dapat diterima, berada diluar batas
toleransi. Akibat akan terjadi tanpa pemberitahuan atau peringatan
terlebih dahulu. Downtime akan berakibat biaya yang sangat mahal.
Penurunan kinerja dalam area yang berkaitan dengan peraturan
pemerintah, namun tidak berkaitan dengan keamanan dan
keselamatan.
9
10
Potential safety problem (masalah keselamatan/keamanan potensial).
Akibat yang ditimbulkan sangat berbahaya yang dapat terjadi tanpa
hukum.
(Gaspersz, Vincent, 2002, “Pedoman Implementasi Six Sigma”, Gramedia Pustaka Utama, Jakarta).
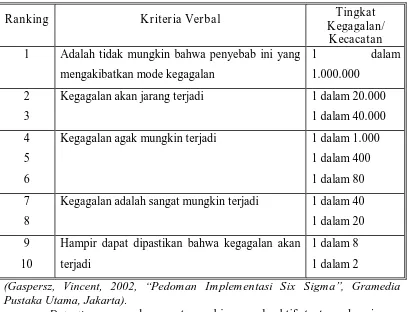
Occurance adalah suatu perkiraan subyektif tentang probabilitas atau
peluang bahwa penyebab itu akan terjadi, akan menghasilkan mode kegagalan
yang akan memberikan akibat tertentu. Kita dapat menggunakan skala 1 sampai
10. Ranking dan kriteria dari occurance dapat dilihat pada Tabel 2.2. berikut ini:
Tabel 2.2. Nilai Occurance
Ranking Kriter ia Verbal Tingkat
Kegagalan/
Kegagalan akan jarang terjadi 1 dalam 20.000
1 dalam 40.000
4
5
6
Kegagalan agak mungkin terjadi 1 dalam 1.000
1 dalam 400
1 dalam 80
7
8
Kegagalan adalah sangat mungkin terjadi 1 dalam 40
1 dalam 20
9
10
Hampir dapat dipastikan bahwa kegagalan akan
terjadi
1 dalam 8
1 dalam 2
(Gaspersz, Vincent, 2002, “Pedoman Implementasi Six Sigma”, Gramedia Pustaka Utama, Jakarta).
Detection merupakan suatu perkiraan subyektif tentang bagaimana
efektifitas dari metode deteksi pencegahan untuk menghilangkan mode kegagalan
potensial. Kita menggunakan skala dari 1 sampai 10. Rangking dan criteria dari
detection dapat kita liat pada table 2.3. berikut ini
Ranking Kriter ia Verbal
Tingkat
Kejadian
Penyebab
1 Metode pencegahan atau deteksi sangat efektif.
Spesifikasi akan dapat dipenuhi secara konsisten
1 dalam
1.000.000
2
3
Kemungkinan kecil bahwa spesifikasi tidak akan
dipenuhi
Kemungkinan bersifat moderat. Metode
pencegahan atau deteksi masih memungkinkan
kadang-kadang spesifikasi itu tidak dipenuhi.
1 dalam 1.000
1 dalam 400
1 dalam 80
7
8
Kemungkinan bahwa spesifikasi produk tidak
dapat dipenuhi masih tinggi. Metode pencegahan
atau deteksi kurang efektif.
1 dalam 40
1 dalam 21
BAB III
METODE PENELITIAN
3.1. Lokasi dan Waktu Penelitian
Penelitian ini dilaksanakan di PT. Siantar Top Tbk di Tambak Sawah
nomer 21 – 23 Sidoarjo. Penelitian dilakukan mulai bulan Januari 2012 sampai
April 2012. Data yang diambil untuk penelitian yaitu problem mutu produk mie
snack mulai bulan September 2011 sampai Februari 2012. Untuk menjaga kualitas
produk tersebut agar sesuai sistem dan prosedur mutu dan keamanan pangan.
3.2. Identifikasi dan Definisi Oper asional Variabel
Identifikasi variabel berada di tahap Define, tahap ini merupakan awal
dari siklus DMAIC pada pola berpikir Six Sigma. Dimana variabel yang
ditentukan adalah sebagai berikut:
a. Variabel bebas.
Variabel yang mempengaruhi variabel lain dalam penelitian (variabel terikat).
Kecacatan produk pada proses kerapian pada seal
Kecacatan produk pada proses kejelasan kode produksi dan exp date
Kecacatan produk pada proses kempes / kebocoran
b. Variabel Terikat
Adalah variabel yang mempengaruhi variabel terikat. Dalam analisa ini terdiri
dari:
a. Output, terdiri dari :
§ Jumlah output produk
Jumlah produk yang dihasilkan dari proses packing selama September
2011 sampai Februari 2012.
§ Jumlah kecacatan produk
Meliputi jumlah kecacatan produk yang terjadi pada proses Quality
Control ( proses pengecekan produk sebelum di distribusikan). Dalam
menjaga kualitas produk dilakukan oleh sistem dan prosedur mutu
serta keamanan pangan sudah diimplementasikan dengan baik mulai
dari incoming material, proses produksi sampai produk akhir.
b. Input, terdiri dari :
i. Pengecekan produk
Pengecekan produk dalam proses Quality Control yaitu kerapian pada
seal, kejelasan kode produksi dan exp date, kemasan tidak rapid an
kempes / bocor sehingga menghasilkan produk yang berkualitas yang
sesuai dengan mutu dan keamanan pangan yang berlaku atau produk
yang sesuai standart di PT. Siantar Top Tbk.
ii. Jam kerja
Jam kerja yang ada di Departemen Quality Control sebagai berikut ini
a. Shift Pagi mulai kerja pukul 07.00 – 15.00
b. Shift Sore mulai kerja pukul 15.00 – 23.00
c. Shift Malam mulai kerja pukul 23.00 – 07.00
iii. Jumlah karyawan
Jumlah karyawan yang tersedia di Departemen Quality Control adalah
75 karyawan yang bekerja di Departemen Quality Control PT. Siantar
Top Tbk Sidoarjo.
iv. Jumlah hari kerja
Jumlah hari kerja karyawan di Departemen Quality Control adalah 6
3.3. Langkah – Langkah Pemecahan Masalah
Agar lebih sistematis, maka langkah – langkah yang harus dilakukan
dalam melakukan penelitian ini adalah sebagia berikut :
Mulai
Perumusan Masalah
Tinjauan Pustaka Survey
Lapangan
Tujuan Penelitian
Define
Menetapkan kualitas produk mie snack dalam obyek penelitian problem mutu.produk. Mendefinisikan kebutuhan spesifik konsumen pada mutu produk.
Measur e
Menetapkan CTQ
Menghitung defect dengan DPMO yang dikonversikan dalam nilai Sigma
Mengembangkan rencana pengumpulan data melalui proses Quality Control
Indentifikasi operasional Variabel
Analyze
C. Menganalisa penyebab terjadinya
kecacatan produk (Kegagalan suatu produk) dengan analisa Fishbone diagaram.
D. Mengkonvermasikan banyaknya jumlah
kecacatan produk
Impr ove
C. Perencanan tindakan usulan kecacatan produk dengan menggunakan FMEA
D. Menetapkan suatu rencana tindakan
(action plan) dalam peningkatan kualitas produk
Contr ol
Pemantaun kembali dalam menganalisa nilai sigma ( hanya sebatas usulan )
Hasil dan Pembahasan
Kesimpulan dan Saran A
Langkah-langkah pemecahan masalah meliputi :
1. Tinjauan Pustaka
Tinjauan pustaka bertujuan untuk memperluas serta memperdalam
wawasan dan pengetahuan peneliti mengenai teori-teori kualitas produk yang
dilakukan dengan mengacu pada beberapa literatur yang berkaitan, seperti
buku-buku teks dan penelitian tugas akhir.
2. Survey Lapangan
Survey lapangan bertujuan untuk mengetahui proses Quality Control pada
produk tersebut sehingga menghasilkan kualitas produk yang baik sehingga
dapat diterima oleh para konsumen serta mendapatkan keuntungan yang besar.
3. Perumusan Masalah
Pada langkah imi merupakan identifikasi dan perumusan masalah yang
merupakan fokus dari penelitian yang akan dilakukan.
4. Tujuan Penelitian
Tahap ini merupakan tahap penting dalam penelitian, dimana tujuan dari
penelitian merupakan sasaran akhir yang akan dicapai. Adapun tujuan dari
penelitian ini adalah untuk mengukur kapabilitas pada proses quality control
saat ini, mengetahui penyebab terjadinya defect pada produk mie snack dan
memberikan usulan perbaikan untuk mengurangi defect produk tersebut.
5. Identifikasi Variabel
Variabel merupakan segala sesuatu yang mempunyai variasi,
penelitian berbentuk variabel untuk proses dan berbentuk atribut untuk
mengidentifikasi jenis cacat produk mie snack di PT. Siantar Top Tbk.
6. Pengumpulan dan Pengolahan Data
Tahap pengumpulan dan pengolahan data dilaksanakan dengan
prosedur yang digunakan dalam penelitian yaitu menggunakan metode six
sigma.
7. Define
Pada tahap define peneliti mendiskripsikan permasalahan yang ada di PT.
Siantar Top Tbk. Dimana permasalahan yang ingin dibahas adalah
menurunkan tingkat kecacatan produk produk dalam singkat.
8. Measure
Pada tahap ini akan dilakukan perhitungan defect dengan menghitung
DPMO kemudian dilanjutkan dengan penentuan CTQ, mengidentifikasi
standard performance, pengumpulan data yang nantinya dijadikan sebagai
baseline performance.
9. Analyze
Pada tahap ini dilakukan analisa kapabilitas dan menidentifikasi
factor-faktor penyebab tingkat kecacatan dengan menggunakan diagram sebab
akibat. Diagram ini dibuat dengan jalan secara brainstorming dengan pihak
9. Improve
Setelah akar permasalahan diketahui, maka langkah selanjutnya adalah
melakukan perencanaan tindakan perbaikan dengan FMEA. Failure Mode
And Effect Analysis (FMEA).
11. Control
Pada tahap ini, kegiatan yang dilakukan adalah memberikan usulan
pemantauan proses apakah hasil dari tahap improve terjadi peningkatan atau
tidak. Hal ini dapat diketahui dengan melihat perubahan nilai sigmanya.
12. Hasil dan pembahasan
Pada tahap ini akan dibahas semua hasil yang diperoleh berdasarkan
pembahasan yang dilaksanakan pada tahap sebelumnya yaitu hasil analisa,
penyebab potensial dari kecacatan dan usulan rencana perbaikan (action plan)
untuk melakukan perbaikan kualitas
13. Kesimpulan dan Saran
Merupakan akhir dari penelitian dengan membuat kesimpulan dan
memberikan saran yang dapat digunakan untuk perbaikan dan pengembangan
3.4. Metode Pengumpulan Data
Tahap pengumpulan dan pengolahan data dilakukan sesuai dengan
prosedur yang digunakan dalam penelitian yaitu menggunakan kerangka metode
Six Sigma. Yaitu D – M – A – I – C dengan tiap pelaksanaan sama dengan
prosedur namun cara aplikasi disesuaikan dengan situasi dan kondisi yang berlaku
pada sistem setempat.
3.4.1. Data Primer
Yaitu data yang dikumpulkan sendiri oleh penulis, untuk mendapatkan
data-data yang relevan dan untuk memperkuat penulisan, maka penulis melakukan
penelitian langsung di lokasi produksi dengan menggunakan teknik pengambilan
data sebagai berikut:
1. Observasi
Yaitu teknik pengumpulan data, dimana peneliti mengadakan pengamatan
langsung aktivitas pada obyek penelitian selama 4 bulan pada shift sore
2. Interview (Wawancara)
Yaitu teknik pengumpulan data dengan mengadakan wawancara secara
langsung dengan QC Field Quality Control dan staff Quality Control yang
langsung berhubungan dengan penelitian yang saya buat di pabrik PT. Siantar
Top TBk Sidoarjo. agar mendapatkan informasi yang sesuai dengan proses
produksi dan quality control dalam produk.karena suatu produk harus dijaga
kualitas produk yang sesuai dengan sitem, prosedue dan keamanan makanan
3.4.2. Data Sekunder
Yaitu pengumpulan data dengan menggunakan data-data dari dokumen
(arsip) pabrik yang berkaitan dengan obyek penelitian. Dokumen-dokumen ini
merupakan arsip-arsip yang dikumpulkan untuk penulisan penelitian ini.
3.4.3. Studi Pustaka
Fokus pada permasalahan utama yang ada, maka penyusun melihat
permasalahan dapat diselesaikan dengan pendekatan Six Sigma. Studi pustaka
sebagai bahan yang akan menambah ketajaman analisa, dan semakin memperluas
3.5. Metode Pengolahan Data
Pada tahap ini dilakukan pengolahan data sesuai dengan prosedur atau
langkah-langkah sebagai berikut :
1. Define
Langkah pertama dalam program peningkatan kualitas six sigma
adalah mendefinisikan masalah dan tujuan utama dilaksanakannya proyek six
sigma dimana konsumen sebagai fokus utama baik secara internal maupun
eksternal. Dalam penelitian ini masalah yang diambil adalah seberapa besar
kapabilitas proses dan usaha-usaha yang dilakukan untuk memperbaiki
kualitas produk kertas yang dihasilkan perusahaan sehingga dapat diperoleh
kertas yang sesuai dengan spesifikasi yang telah ditetapkan.
2. Measure
Langkah yang ditempuh adalah melalui penyusunan data baik terhadap
proses maupun output terukur proses produksi dengan cara menghitung
kemampuan proses saat ini (dengan perhitungan DPMO yang dikonversikan
dalam Sigma)
3. Analyze
Mengembangkan analisa dengan data yang telah dimiliki
menggunakan diagram tulang ikan atau Fishbone Diagram sehingga dapat
cacat produk kertas sehingga dapat dilakukan tindakan perbaikan kualitas
untuk mengurangi atau menghilangkan cacat produk.
4. Improve
Setelah sumber – sumber penyebab ketidakstabilan proses dan cacat
kertas diketahui langkah yang ditempuh adalah menetapkan suatu rencana
tindakan (action plan) untuk melaksanakan peningkatan kualitas six sigma
dengan cara :
• Menetapkan rencana perbaikan menggunakan FMEA
FMEA (Failure Mode and Effect Analysis) merupakan suatu prosedur
terstruktur untuk mengidentifikasikan dan mencegah sebanyak mungkin
metode kegagalan (failure modes). FMEA dipergunakan setelah mendapatkan
faktor-faktor penyebab cacat dengan tujuan mendapatkan faktor mana yang
memerlukan penanganan lebih lanjut. Identifikasi Prioritas Rencana Perbaikan
• Perhitungan Kemampuan Proses Setelah Perbaikan
Melakukan pengukuran kinerja atau kemampuan proses dengan
menghitung nilai Defect Per Million Opportunity (DPMO). Data-data yang
digunakan adalah data defect yang terjadi setelah perbaikan langkah-langkah
perhitungan kemampuan proses sama dengan pada tahap measure.
5. Control
Control merupakan tahap operasional terakhir dalam Proyek Peningkatan
Kualitas Six Sigma. Dalam tahap ini dilakukan pengamatan atau kontrol
apakah proyek Six Sigma telah memberikan hasil yang telah memuaskan
BAB IV
ANALISA HASIL DAN PEMBAHASAN
4.1 Pengumpulan Data
Tabel 4.1 Data jumlah produk dan defect pada proses Packing
Sumber : Data Internal PT. Siantar Top Tbk Sda
Gambar 4.1 Tr end chart untuk produk dan defect pada bagian Packing
Bulan Total Produk Total Defect
September 2011 58.932 9.000
Oktober 2011 62.751 11.000
November 2011 61.164 10.000
Desember 2011 64.307 14.000
Januari 2012 76.344 18.000
Februari 2012 80.388 20.000
Tabel 4.2 Data defect pada proses Packing
Sumber : Data Internal PT. Siantar Top Tbk Sda
Gambar 4.2 Histogram untuk pr oduk dan defect pada bagian Packing
Dari data pada tabel 4.1 dan 4.2 diatas, dapat dilihat bahwa jumlah defect
kadang-kadang naik juga turun tiap bulannya. Pada bulan September 2011 jumlah Bulan
Kerapian pada Seal
Kejelasan kode Pr oduksi & Exp
date
Kobocoran / Kempes
Kemasan tidak r api /
terbuka
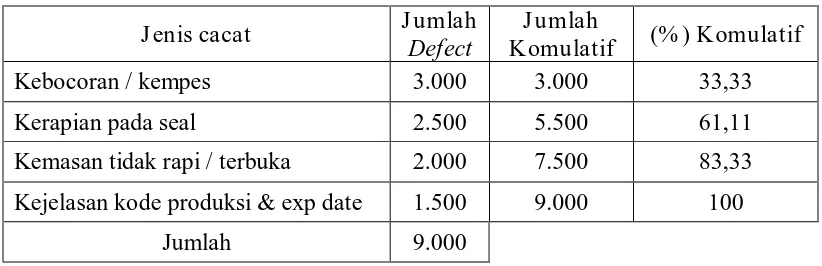
September 2011 2.500 1.500 3.000 2.000
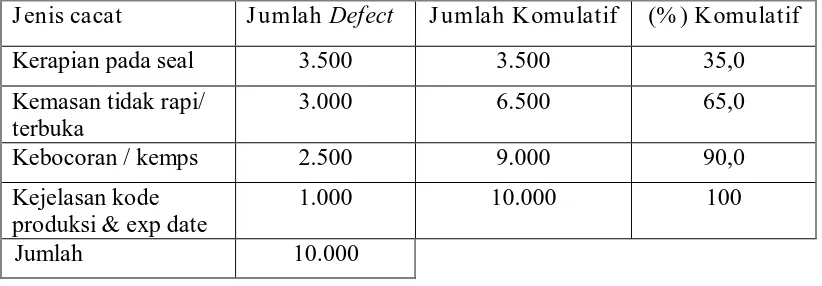
Oktober 2011 3.500 1.000 2.500 3.000
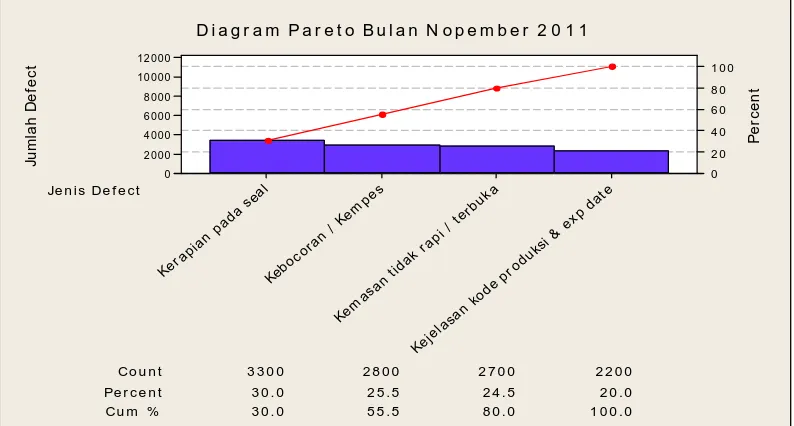
November 2011 2.700 2.200 3.300 2.800
Desember 2011 3.700 3.300 3.800 3.200
Januari 2012 5.300 4.200 5.000 3.500
Februari 2012 6.000 4.500 5.500 4.000
produk yang dihasilkan terkecil dibandingkan dengan jumlah produk pada bulan –
bulan berikut secara signifikan hal ini disebabkan karena beberapa hal misalnya
permintaan bulan September 2011 memiliki jumlah produk yang terkecil, namun
hal ini tidak menyebabkan nilai persentase defect turun karena nilainya tidak jauh
berbeda dengan bulan-bulan lainnya.
4.2 Define
4.2.1 Identifikasi Obyek Penelitian
Permasalahan yang sering dihadapi oleh perusahaan ialah tingginya nilai
defect. Data yang akan diolah adalah data total defect pada bulan September 2011
hingga Januari 2012 untuk proses Packing
Tingginya jumlah defect tersebut akan menghambat proses selanjutnya,
selain itu mengakibatkan kerugian waktu dan biaya. Dengan demikian
pengamatan difokuskan pada nilai kinerja proses.
Penilaian dilaksanakan secara dua arah, pertama: penilaian terhadap
DPMO dan Sigma pada proses Packing pada bulan September 2011 hingga
Februari 2012 .
4.2.2 Critical to Quality (CTQ)
Critical to Quality (CTQ) yang dianggap kritis terhadap kualitas packing
pada produk, antara lain :
1. Kerapian pada Seal
Misal nya : Seal lipat, seal berkerut, dan seal vertikal
Misal nya : Kode produksi & exp date pada produk putus – putus &
tidak jelas
3. Kebocoran / Kempes
Misal nya : Kebocoran / kempes pada produk
4. Kemasan tidak rapi / terbuka
Misal nya : Kemasan pada produk tidak rapi / terbuka.
Jadi terdapat 4 faktor kritis (CTQ) terhadap kualitas mie snack hancur di
bagian Packing. CTQ jika diurutkan dari yang terbesar hingga yang terkecil dapat
dilihat pada Diagram Pareto pada lampiran C.
4.3 Measure
Measure merupakan langkah operasional kedua dari program peningkatan
kualitas Six Sigma. Dimana pada tahap ini akan dilakukan penentuan karakteristik
CTQ (Critical To Quality), mengidentifikasikan standart performance dari CTQ
dan melakukan pengumpulan data yang nantinya akan diolah dan dijadikan
sebagai baseline performance.
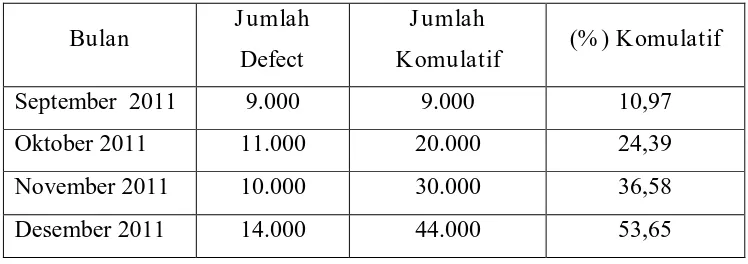
4.3.1 Menentukan defect terbesar
Tabel 4.3 Data Prosentase defect pada proses Packing
Bulan J umlah
Defect
J umlah
Komulatif (% ) Komulatif
September 2011 9.000 9.000 10,97
Oktober 2011 11.000 20.000 24,39
November 2011 10.000 30.000 36,58
Januari 2012 18.000 62.000 75,60
Februari 2012 20.000 82.000 100
Jumlah 82.000
Berdasarkan tabel 4.3 diatas maka dapat dilihat, jumlah defect terbesar terjadi
pada bulan september 2011
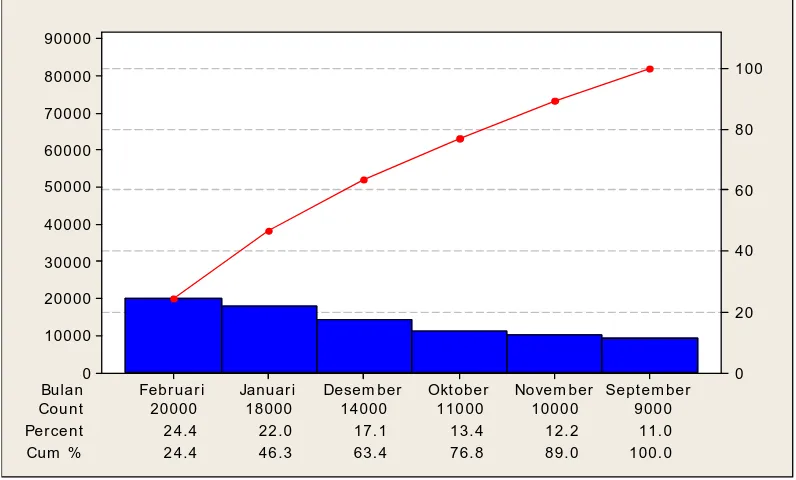
Bulan
18000 14000 110 00 1000 0 900 0
Per ce nt 2 4.4
Gambar 4.3 Diagr am Pareto (defect) pada pr oses Packing
Berdasarkan data defect yang ada pada tabel 4.2 dan 4.3 maka dapat diurutkan
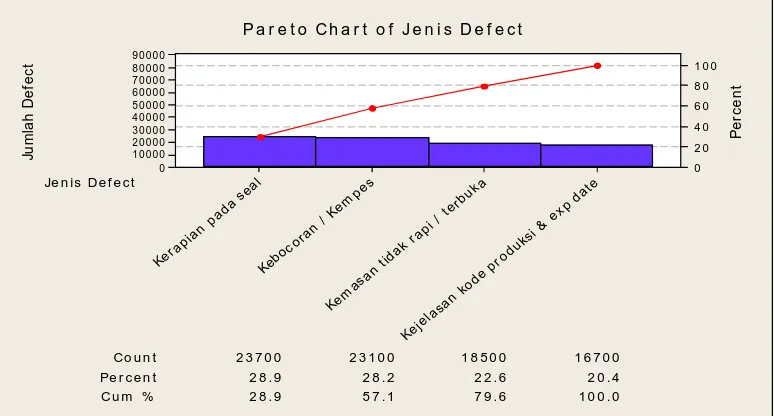
Tabel 4.4 Data Prosentase jenis defect pada pr oses Packing dar i yang
terbesar hingga yang terkecil pada periode september 2011 – februari 2012
J enis Defect J umlah
Defect
J umlah
Komulatif (% ) Komulatif
Kerapian pada seal 23.700 23.700 28,90
Kebocoran / Kempes 23.100 46.800 57,07
Kemasan tidak rapi / terbuka 18.500 65.300 79,63
Kejelasan kode produksi &
exp date 16.700 82.000 100