BAB 4
MATERIAL REQUIREMENT PLANNING
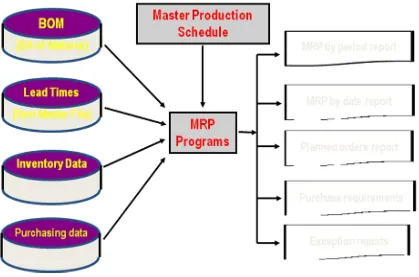
A. Pengertian dan Konsep Dasar Material Requirement Planning (MRP) Material Requirement Planning (MRP) adalah suatu prosedur logis berupa aturan keputusan dan teknik transaksi berbasis komputer yang dirancang untuk mengolah jadwal induk produksi menjadi “kebutuhan bersih” untuk semua item (Baroto, 2002).
Sistem MRP dikembangkan untuk membantu perusahaan manufaktur mengatasi kebutuhan akan item-item dependent secara lebih baik dan efisien. Disamping itu sistem MRP dirancang untuk membuat pesanan produksi dan pembelian untuk mengatur aliran bahan baku dan persediaan dalam proses sehingga sesuai dengan jadwal produksi untuk produk akhir. Hal ini memungkinkan perusahaan memelihara tingkat minimum dari item-item yang kebutuhannya dependent, tetapi tetap dapat menjamin terpenuhinya jadwal produksi untuk produk akhirnya. Sistem MRP juga dikenal sebagai perencanaan kebutuhan berdasarkan tahapan waktu (Time-phase requirement planning). Time phased MRP dimulai dengan mendaftar item pada MPS untuk :
1) Menentukan semua komponen dan material yang dibutuhkan untuk produksi.
2) Menentukan wwaktu komponen dan material dibutuhkan.
MRP merupakan suatu konsep dalam sistem produksi untuk menentukan cara yang tepat dalam perencanaan kebutuhan material dalam proses produksi sehingga material yang dibutuhkan dapat tersedia sesuai dengan yang dijadwalkan.
Dengan MRP dapat ditentukan berapa banyaknya komponen yang diperlukan dan waktu pemenuhan terhadap jadwal induknya.
b) Waktu tenggang (lead time) produksi dan waktu tenggang penyerahan yang dikurangi pada para pelanggan.
Adanya MRP dapat diidentifikasikan bahan dan komponen yang diperlukan (jumlah dan waktunya) persediaan bahan dan tindakan yang diperlukan untuk memenuhi batas waktu penyerahan.
c) Komitmen penyerahan yang realistis kepada pelanggan.
Dengan menggunakan MRP bagian produksi dapat memberikan kepada bagian pemasaran informasi yang tepat waktu.
d) Efisiensi operasi yang meningkat.
Pada MRP dapat terjadi pengkoordinasian berbagai departemen dan pusat-pusat kerja ketika pembuatan produksi berlangsung melalui departemen pusat kerja tersebut. Akibatnya produksi dapat berjalan dengan personil lebih sedikit tidak langsung seperti ekspeditor bahan dan terjadinya gangguan produksi yang tidak direncanakan lebih kecil karena MRP mendorong dan mendukung efisiensi produksi.
C. Peranan MRP dalam Proses Produksi
MRP mengajar kelas alat dan metode untuk membantu individu menunjukkan kapan dan berapa banyak dari masing-masing produk akan dituntut. [2] Rencana ini signifikan quantifies proses, bagian, dan sumber daya lain untuk mengoptimalkan produksi, untuk mengidentifikasi kemacetan, dan untuk mengantisipasi kebutuhan dan barang-barang selesai. Karena sebuah drive MPS banyak aktivitas pabrik, keakuratan dan kelayakan secara dramatis mempengaruhi profitabilitas.
Khas MPS yang diciptakan oleh pengguna perangkut lunak dengan tweaker.Karena keterbatasan perangkat lunak, tetapi terutama yang intens kerja yang dibutuhkan oleh "master produksi schedulers", jadwal tidak mencakup setiap aspek produksi, tetapi hanya unsur-unsur kunci yang telah terbukti efektifitas kendali mereka, seperti perkiraan permintaan, biaya produksi, biaya persediaan, lead time, jam kerja, kapasitas, tingkat persediaan, tersedia penyimpanan, dan bagian persediaan.
prakiraan untuk setiap tingkat dari Bill of Material (BOM) untuk semua jenis bagian.
Gambar 4.1 2. The product structure file
Gambar 4.2
3. The Item Master File
Sebuah lead time adalah jangka waktu antara inisiasi dari setiap proses produksi dan selesainya proses itu. Sebagai contoh, lead time untuk memesan sebuah mobil baru dari pabrikan dapat di mana saja dari 2 minggu sampai 6 bulan. Dalam bidang industri, pengurangan lead time adalah bagian penting dari lean manufacturing.
E. Proses Dalam MRP 1. BOM (Bill of Material)
karena mereka dibangun (manufaktur bill of material), atau ketika mereka dipelihara (layanan bill of material). Berbagai jenis BOMs tergantung pada kebutuhan bisnis dan penggunaan yang dimaksudkan mereka. Dalam proses industri, BOM ini juga dikenal sebagai rumus, resep, atau daftar bahan. Dalam elektronika, BOM mewakili daftar komponen yang digunakan pada kabel tercetak papan atau Printed Circuit Board. Setelah desain rangkaian selesai, daftar BOM diteruskan ke layout PCB insinyur maupun insinyur komponen yang akan mendapatkan komponen yang diperlukan untukdesain. BOMs adalah hirarkis di alam dengan tingkat atas yang mewakili produk jadi yang mungkin sub-perakitan atau item yang sudah selesai. BOMs yang menggambarkan sub-majelis-majelis yang disebut sebagai BOMs modular. Contoh ini adalah NAAMS BOM yang digunakan dalam industri automative daftar semua komponen dalam perakitan.
Struktur BOM adalah NAAMS Sistem, Line, Tool, Unit dan Detail. Database hierarkis pertama dikembangkan untuk mengotomatisasi tagihan bahan untuk organisasi manufaktur pada awal tahun 1960-an. A bill of material "ledakan" link komponen potongan untuk perakitan besar, sementara bill of material "ledakan" terpecah terpisah setiap perakitan atau sub-perakitan.
Sebuah BOM dapat ditampilkan dalam format sebagai berikut: A single-level BOM yang menampilkan perakitan atau sub-perakitan dengan hanya satu tingkat anak-anak. Jadi langsung menampilkan komponen-komponen yang dibutuhkan untuk membuat perakitan atau sub-perakitan. Sebuah indentasi BOM yang menampilkan tingkat tertinggi item yang paling dekat dengan margin kiri dan komponen yang digunakan dalam item menjorok lagi ke kanan.
2. Netting Out Inventory
F. LOT SIZING
Lot sizing decision adalah proses atau teknik yang digunakan untuk menentukan ukuran lot (urutan kuantitas atau jumlah produksi).
Software MRP komersial pada umumnya memiliki beberapa pilihan teknik penentuan ukuran lot. Teknik-teknik tersebut yaitu :
1. Lot-for-lot
Lot-for-lot adalah sebuah teknik penentuan ukuran lot yang menghasilkan apa diperlukan untuk memenuhi rencana secara tepat. Lot-for-lot konsisten dengan sasaran system MRP, yaitu memenuhi kebutuhan permintaan yang terikat. Maka, sebuah system MRP harus menghasilkan unit hanya jika dibutuhkan, dengan tidak ada persediaan pengaman dan tidak ada antisipasi pesanan yang akan datang. Bila pesanan yang sering terjadi ekonomis dan teknik persediaan just-in-time diterapkan, maka lot-for-lot menjadi sangat efisien. Meski demikian, bila biaya set up cukup besar atau manajemen tidak mampu untuk menerapkan JIT, maka lot-for-lot menjadi mahal.
Contoh 1 :
Speaker Kits, Inc., ingin menghitung biaya pemesanan dan penggudangan persediaannya dengan criteria lot-for-lot selama 10 minggu. Speaker Kits telah menentukan bahwa untuk rakitan speaker/booster 12 inci, biaya setup adalah $100 dan biaya penyimpanan adalah $1 per periode. Jadwal produksi, seperti yang digambarkan dalam kebutuhan bersih untuk perakitan, adalah sebagai berikut :
1 2 3 4 5 6 7 8 9 10
Penerimaan pesanan terencana 30 40 10 40 30 30 55 Pelepasan pesanan terencana 30 40 10 40 30 30 55
Hal tersebut di atas adalah solusi penentuan ukuran lot menggunakan teknik lot-for-lot dan biayanya. Biaya penyimpanan nol, tetapi tujuh setup terpisah (yang saling terikat satu sama lain) menghasilkan biaya total sebesar $700.
1. Kuantitas Pesanan Ekonomis
EOQ adalah sebuah teknik statistic yang menggunakan rata-rata (seperti permintaan rata-rata untuk satu tahun) sedangkan prosedur MRP mengasumsikan permintaan (terikat) diketahui yang digambarkan dalam sebuah jadwal produksi induk. EOQ lebih disukai ketika terdapat permintaan bebas yang relative tetap, bukan disaat permintaan itu diketahui.
Contoh 2 :
Dengan biaya setup $100 dan biaya penyimpanan per minggu $1, speaker kits, Inc., menguji biaya yang dimiliki dengan ukuran lot berdasarkan kepada criteria EOQ. Dengan menggunakan kebutuhan yang sama seperti Contoh 1, kebutuhan bersih dan ukuran lot adalah sebagai berikut :
1 2 3 4 5 6 7 8 9 10
Penerimaan pesanan terencana 73 73 73 73
Pelepasan pesanan terencana 73 73 73 73
Kebutuhan kotor rata-rata perminggu = 27 Lead time = 1 minggu
Pemakaian selama 10 minggu sama dengan kebutuhan kotor sejumlah 270 unit; oleh karena itu pemakaian mingguan sama dengan 27, dan 52 minggu (pemakaian tahunan) sama dengan 1.404 unit.
EOQ model adalah Q*=
S = biaya tetap = $100
H = biaya penyimpanan (penggudangan), per tahun per unit = $1 x 52 minggu = $52
Q* = 73 unit
Setup = 1.404/73 = 19 per tahun Biaya setup = 19 x $100 = $1.900
Biaya penyimpanan = x ($1 x 52 minggu) = $1.898 Biaya setup + biaya penyimpanan = $1.900 + $1.898 = $3.798
Solusi EOQ menghasilkan biaya 10 minggu adalah $730 [$3.798 x (10 minggu/52 minggu) = $730].
2. Penyeimbangan Sebagian Periode [PPB]
Periode digabung
Ukuran lot percobaan (kebutuhan
bersih kumulatif)
Sebagian periode
Biaya
Setup Penyimpanan Total
2 30 0 40 unit disimpan untuk 1 periode =
$40
$30
2,3,4 70 40
2,3,4,5 80 70 = 40x1 + 10x3 100 + 70 = 170 2,3,4,5,6 120 230 = 40x1 + 10x3 + 40x4
(Oleh karena itu periode gabungan 2 hingga 5; 70 sedekat dengan EPP 100 yang akan diperoleh)
6 40 0
6,7 70 30 = 30x1
6,7,8 70 30 = 30x1 + 0x2
6,7,8,9 100 120 = 30x1 + 30x3 100 + 120 = 220 (Oleh karena itu periode gabungan 6 hingga 9; 120 sedekat dengan EPP 100 yang akan diperoleh)
10 55 0 100 + 0 = 100 300 + 190 = 490
PPB adalah sebuah teknik pemesanan persediaan yang menyeimbangkan biaya setup dan penyimpanan dengan mengubah ukuran lot untuk
menggambarkan kebutuhan ukuran lot berikutnya di masa yang akan datang. Sebagian Periode Ekonomis [EPP] adalah periode waktu disaat perbandingan antara biaya setup dan biaya penyimpanan sama.
Contoh 3 :
Speaker Kits, Inc., menghitung biaya yang berhubungan dengan ukuran lot dengan menggunakan biaya setup $100 dan biaya penyimpanan $1. Data sbb :
Perhitungan PPB
Masalah Penentuan Ukuran Lot MRP : Teknik PPB
1 2 3 4 5 6 7 8 9 10
Kebutuhan Kotor 35 30 40 0 10 40 30 0 30 55
Penerimaan yang dijadwalkan
diproyeksikan
Kebutuhan bersih 0 30 0 0 0 40 0 0 0 55
Penerimaan pesanan terencana 80 100 55
Pelepasan pesanan terencana 80 100 55
Kebutuhan kotor rata-rata perminggu = 27 Lead time = 1 minggu
EPP adalah 100 (biaya setup dibagi dengan biaya penyimpanan =
$100/$1). Lot yang pertama adalah untuk menutupi periode 1,2,3,4,5 dan berukuran 80.
Biaya total adalah $490, dengan biaya setup total $300 dan biaya penyimpanan total $190.
3. Algoritma Wagner-Whitin
Ini adalah sebuah teknik perhitungan ukuran lot yang mengasumsikan sebuah horizon waktu terbatas diluar keadaan dimana tidak ada kebutuhan bersih tambahan untuk sampai pada sebuah strategi pemesanan.
G.
TIME-PHASING REQUIREMENT
Waktu proses perencanaan kebutuhan bahan dan mengungkapkan permintaan, penawaran, dan persediaan oleh periode waktu. Tahapan waktu menunda pesanan untuk komponen sampai komponen tersebut dibutuhkan dan mmenuhi persyaratan dengan tenggang waktu (lead time offset). Perencanaan kebutuhan material/MRP dan Supply Chain Planning merencanakan tanggal permintaan yang tepat, meskipun beberapa laporan dan penyelidikan menunjukkan persyaratan yang ditetapkan per minggu atau bulan.
Sebagai contoh, jika Anda menjalankan proses perencanaan pada hari Sabtu, proses perencanaan akan menghasilkan perintah yang direncanakan pada awal untuk Senin berikutnya.
1. Penawaran dan Permintaan masa lalu
Proses perencanaan masa lalu mempertimbangkan penawaran dan permintaan seolah-olah penawaran dan permintaan itu berlaku untuk hari ini (dengan kata lain, tanggal mula dari rencana). Laporan dan petanyaan on-line pada kotak permintaan dalam minggu atau periode masa lalu menunjukkan permintaan pada kotak pertama.
2. Metode Penjadwalan Material
Metode penjadwalan materi mengendalikan bagaimana proses perencanaan yang tepat, menghitung tanggal permintaan: tanggal mulai operasi menghasilkan permintaan, atau tanggal permulaan untuk menghasilkan urutan permintaan.
Untuk setiap bahan persyaratan, proses perencanaan bahan jadwal tiba di persediaan pada hari yang sesuai dengan metode yang Anda pilih. Ini mempengaruhi pentahapan waktu, diskrit tentang persyaratan pekerjaan, jadwal dan perencanaan permintaan berulang.
3. Lead Time Percent
o Oracle Bills of Material menghitung lead time nilai persen ketika
Anda menghitung lead time manufaktur.
o Perencanaan kebutuhan material / MRP dan Supply Chain
Perencanaan lead time menggunakan persen untuk kebutuhan bahan jadwal pada operasi tertentu.
o Kapasitas oracle lead time menggunakan persentase untuk
merencanakan kebutuhan kapasitas pada operasi tertentu.
4. Perhitungan Lead Time Dinamis
Oracle Bills of Material menghitung bagian tetap dan variabel waktu untuk item yang diproduksi. Anda dapat menggunakan dinamis lead time untuk secara akurat menghitung tanggal mula untuk pesanan yang dihasilkan oleh Perencanaan kebutuhan material / MRP dan Supply Chain Perencanaan.Dynamic lead time yang lebih akurat daripada lead time tetap karena lead time dapat berbeda berdasarkan pesanan kuantitas.
H.
ISU/TANTANGAN STRATEGIS DALAM MRP
Kajian peningkatan efektifitas dan efisiensi operasional unit bisnis produksi sabun di pt. yupharin pharmaceutical/ -- 2005
RINGKASAN EKSEKUTIF
perubahannya adalah kondisi pasar global. Pasar global berimplikasi terjadinya persaingan ketat antara produk-produk hasil industri lokal dengan produk-produk impor. Pasar global juga memberikan implikasi terhadap transfer teknologi, kelestarian lingkungan, dan sosio-politik masyarakat. Industri farmasi dan kosmetik juga merasakan implikasi pasar global tersebut.
Daya saing menjadi kata kunci dan isu strategis untuk industri secara umum. Peningkatan daya saing merupakan syarat keharusan agar industri mampu bersaing pada pasar khususnya pasar global. Berdasarkan riset yang dilakukan oleh Tim Majalah SWA (2002), terdapat beberapa faktor yang mempengaruhi persaingan di dalam dunia bisnis. Tingkat kepentingan faktor - faktor tersebut dari yang tertinggi adalah kondisi keamanan, kebijakan pemerintah dan pelaksanaan AFTA, stabilitas sosial-politik, otonomi daerah, hukum, globalisasi, perkembangan teknologi dan informasi, ancaman perang, resesi ekonomi dunia, kemiskinan, kesehatan dan lingkungan hidup. Sebagai langkah untuk mengantisipasi ancaman yang muncul akibat isu-isu di atas, para pebisnis harus melakukan beberapa strategi meningkatkan efisiensi perusahaan, meningkatkan kemampuan berinovasi, reposisi produk, ekspansi usaha dan penetapan fokus bisnis.
(marketplace) yang dikelola melalui manajemen permintaan (demand management) dan sisi penawaran (manufacturing).
Sasaran peningkatan efektifitas dan efisiensi melalui inventory control adalah reduksi biaya dan meningkatkan arus perputaran modal (Capital Turnover Ratio). Salah satu cara yang bisa dilakukan adalah dengan minimum inventory melalui perencanaan material (material requirements planning / MRP) yang merupakan metode penjadwalan untuk purchased planned orders dan manufactured planned order.
Planned manufacturing orders selanjutnya diajukan untuk analisis lanjutan berkenaan dengan ketersediaan kapasitas. Menurut Gasper (1998), motto dari MRP adalah memperoleh material yang tepat, untuk penempatan yang tepat, pada waktu yang tepat.
Permintaan pasar yang berfluktuasi sangat mempengaruhi pengelolaan pada unit bisnis produksi sehingga saat ini managemen PT. Yupharin Pharmaceuticals dihadapkan pada masalah - masalah (1) Rata - rata stock bahan baku, bahan pengemas dan produk jadi sangat tinggi, sehingga PT. Yupharin Pharmaceutical harus meyediakan dana yang cukup besar terhadap barang -barang tersebut diatas, termasuk biaya bunga bila dana yang dipakai uang pinjaman. (2) Saat permintaan / target produksi bulanan meningkat, karyawan harus dimasukkan lembur, dilain pihak saat target produksi rendah karyawan menganggur / menunggu pekerjaan. (3) Saat ada peningkatan permintaan yang cukup signifikan, permintaan tidak terpenuhi seluruhnya karena stock produk jadi tidak cukup serta ada beberapa bahan baku, atau bahan pengemas yang kurang.
Kajian dan analisis data dimulai analisis terhadap kapasitas lini produksi sabun dimana urutan prosesnya adalah pengerolan soap nodle, proses pencampuran (mixing), proses cetak (stamping) dengan menentukan bottleneck process. Hasil studi waktu (time motion study) dari setiap varian produk yang dibuat oleh bagian produksi menggunakan waktu proses yang berbeda - beda dapat disimpulkan bahwa penentu kapasitas lini produksi / bottle neck proses adalah pada proses cetak (stamping), dengan waktu proses per unit riil (unit cycle time) 0,84615 detik / unit. Kapasitas lini produksi sabun adalah 4254,56 unit per jam.
Peramalan terhadap target penjualan untuk horison waktu 12 bulan kedepan (periode 35 sampai periode 46) menggunakan metode BOX dan Jenkin (ARIMA) dengan sofware Minitab. Hasil peramalan untuk periode 35 sampai periode 46 menggambarkan jumlah perkiraan permintaan unit sabun per bulan. Peramalan tersebut memberikan hasil perkiraan serta batas bawah dan batas atas yang mungkin terjadi. Hasil peramalan ini digunakan sebagai data melakukan perencanaan agregat dengan memperhatikan hasil upper peramalan untuk mengantisipasi permintaan yang melonjak. Perencanaan agregat diarahkan untuk pengelolaan yang efektif dan efisien dengan meminimumkan biaya tambahan terhadap proses dan penyimpanan hasil produksi. Asumsi dari komponen biaya tambahan adalah biaya lembur karyawan diluar jam kerja normal dan biaya bunga terhadap harga pokok produksi dari jumlah inventori akhir bulan. Analisis terhadap minimisasi biaya tambahan, dibuat model minimisasi biaya tambahan. Model dibatasi dengan beberapa kendala (constraints), yaitu kendala jam kerja reguler perbulan, kebijakan jam kerja lembur, dan kendala pemenuhan terhadap permintaan per bulan. Model minimisasi tersebut dengan memakai software LINDO diperoleh hasil analisis tambahan biaya minimum, serta target unit produksi per bulan.
diperoleh data bahwa tambahan biaya inventori sebesar Rp.289 080 000,-, biaya lembur Rp. 9 080 531,- , serta total biaya tambahan Rp. 298 160 531,- dengan service level 100 %. Hasil analisis dengan menggunakan model minimisasi biaya tambahan untuk perencanaan agregat sebesar Rp.240 130 400,-, didapatkan efisiensi biaya lembur dan sediaan 20 %.
Perencanaan kebutuhan bahan baku utama dilakukan dengan menghitung target mingguan, serta kebutuhan bahan mingguan, dikurangi persediaan dan rencana kedatangan pesanan, sehingga didapatkan kebutuhan bahan baku netto pada setiap mingggunya. Selang waktu lead time ditarik mundur untuk menentukan waktu pemesanan, dan seterusnya. Hasil analisis dengan metode MRP secara detail disajikan pada bab VII dengan pelepasan order mingguan sebesar 20 ton bahan baku, sesuai kelipatan minimum order.
Kebijakan terhadap pengelolaan bahan baku saat ini, pelepasan order dilakukan sekali dalam sebulan pada saat persediaan mencapai minimum level. Hasil kajian didapatkan rata - rata persediaan bahan baku 0,5 x (730 000 x 0,0855) kg = 31 207,5 kg (31,2 ton), dengan servive level 98,68 %. Dengan sistem MRP (material requirement planning), dimana order dilakukan sejumlah miminum order 20 ton per order, rata - rata persediaan 10 000 kg (10 ton), sehingga didapatkan peningkatan efektifitas dan efisiensi dalam hal pengelolaan bahan baku, dimana ada penurunan rata - rata persediaan sekitar 31,2 ton - 10 ton = 21,2 ton (68%). Rata - rata harga bahan baku (soap nodle) adalah Rp.5 250,- / kg sehingga didapatkan penurunan biaya modal pengelolaan bahan baku Rp. 111 300 000,-.
yang efektif. (2) Perusahaan perlu memformulasikan strategi perubahan dalam penerapan sistem manajemen operasional yang terintegrasi dari input sampai output unit bisnis produksi sabun, dan mengelola perubahan dari beberapa aspeknya yaitu Strategy, Structure, System, Skill, Staff, Style, Shared value. Perusahaan akan memperoleh suatu peluang untuk meningkatkan efektifitas dan efisiensi operasional unit bisnis produksi sabun dengan menerapkan sistem tersebut. (3) Perusanaan perlu menerapkan sistem supply chain management terhadap penyediaan bahan baku dari para pemasok untuk kepastian pasokan, sebagai salah satu input produksi. ini akan Implementasi sistem MRP lebih efektif jika adanya kepastian. (4) Perusahaan perlu membuat sistem informasi manajemen dengan menggunakan sistem komputerisasi on-line untuk mengefektifkan penerapan sistem manajemen operasional yang terintegrasi antara peramalan target produksi, perencanaan agregat dan MRP.
I. Studi Kasus Contoh Soal 1
Kebutuhan kotor rata-rata perminggu = 40,5 Lead time = 1 minggu
Pemakaian selama 10 minggu sama dengan kebutuhan kotor sejumlah 405 unit; oleh karena itu pemakaian mingguan sama dengan 40,5, dan 52 minggu (pemakaian tahunan) sama dengan 2.106 unit.
EOQ model adalah Q*=
Dimana
D = pemakaian tahunan = 2.106 S = biaya tetap = $150
H = biaya penyimpanan (penggudangan), per tahun per unit= $1,5 x 52 minggu =$78
Q* = 90 unit
Setup = 2.106/90 = 23,4 per tahun Biaya setup = 23,4 x $150 = $3.510
Biaya penyimpanan = x ($1,5 x 52 minggu) = $3.510 Biaya setup + biaya penyimpanan = $3.510 + $3.510 = $7.020
Solusi EOQ menghasilkan biaya 10 minggu adalah $1350[$7.020 x (10 minggu/52 minggu) = $1350].
Contoh Soal 2
Perioda (minggu)
0 1 2 3 4 5
Gross requirements (GR) 50 60 40 20 40
Scheduled receipts (SR) 50 50 tersisa (POH) sebesar 70 unit yang ditentukan dengan (70 unit + 50 unit - 50 unit). Sedangkan pada akhir Perioda 2 akan terdapat POH sebesar 60 unit yang ditentukan dengan (70 unit + 50 unit - 60 unit); pada akhir Perioda 3 akan terdapat POH=20, dan pada akhir perioda 4 akan terdapat POH=0. Selama interval dari Perioda 1 sampai Perioda 4, POH masih mencukupi untuk memenuhi GR. Tetapi, pada Perioda 5, terjadi kekurangan sejumlah 20 unit, yang dinyatakan sebagai kebutuhan bersih atau NR yang dihitung. Nilai 40 ini dihitung dengan rumusan NRt = GRt-(SS+SRt+ POHt-1), sehing diperoleh 40 unit - 0 unit - 0 unit - 0 unit.
Nilai NR=40 ini kemudian dimodifikasi dengan ukuran lot (LS) yang besarnya 50 unit untuk mengisi baris PORec. Nilai PORec kemudian ditempatkan sebagai PORel pada 2 perioda sebelum perioda PORec, sesuai dengan besarnya lead time (LT). Hasil lengkap dari mekanisme ini diperlihatkan pada tabel berikut:
Perioda (minggu)
0 1 2 3 4 5
Gross requirements (GR) 50 60 40 20 40
Scheduled receipts (SR) 50 50
Projected on hand (POH) 70 70 60 20 0 10
Net requirement (NR) 30
Planned order receipts (PORec) 50
Dari tabel tersebut terlihat bahwa untuk memenuhi GR dalam 5 perioda di atas dengan SS=0, maka diperlukan sekali pemesanan, yaitu pada Perioda 3, dengan ukuran order 50unit. Kondisi ini terjadi bila terdapat persediaan awal (initial inventory) sebesar 70 dan terdapat penerimaan terjadwal pada Perioda 1 dan Perioda 2 sebesar masing-masing 50 unit.
Contoh Soal 3
Fun Lawn Co. Memiliki permintaan untuk produk A sebesar 50 unit. Setiap unit A memerlukan 2 unit B dan 3 unit C. Setiap unit B memerlukan 2 unit D dan 3 unit E. Lebih jauh lagi, setiap unit C memerlukan 1 unit E dan 2 unit F. Kemudian setiap unit F memerlukan 1 unit G dan 2 unit D. Maka permintaan untuk produk B, C, D, E, F, dan G sangat dependent terhadap permintaan untuk A.
a. Berdasarkan data-data tersebut diatas, susunlah struktur produk/Bill of Material (BOM) untuk produk A!
b. Dari struktur produk yang telah dibuat, rincilah jumlah unit yang diperlukan untuk memenuhi permintaan produk A!
c. Jika diketahui data lead time untuk setiap komponen. Susunlah kembali struktur produk tersebut secara horizontal berikut fase waktunya!
No. Komponen Lead Timr (dalam minggu)
1. A 1
2. B 2
3. C 1
4. D 1
5. E 2
6. F 3
7. G 2
JAWABAN
a. Struktur Produk / Bill of Material (BOM) produk A
Struktur produk untuk produk A A
B (2) C (3)
E (3) E (1) F (2)
D (2) G (1) D(2)
b. Rincian Jumlah unit yang diperlukan untuk memenuhi permintaan produk A :
KOMPONEN JUMLAH UNIT
Komponen A 50
Komponen B 2 x jumlah A = (2)(50)= 100
Komponen C 3 x jumlah A = (3)(50)= 150
Komponen D 2 x jumlah B + 2 x jumlah F = (2)(100)+(2)(300)= 800 Komponen E 3 x jumlah B + 1 x jumlah C = (3)(100)+(1)(150)= 450
Komponen F 2 x jumlah C = (2)(150)= 300
Komponen G 1 x jumlah F = (1)(300)= 300
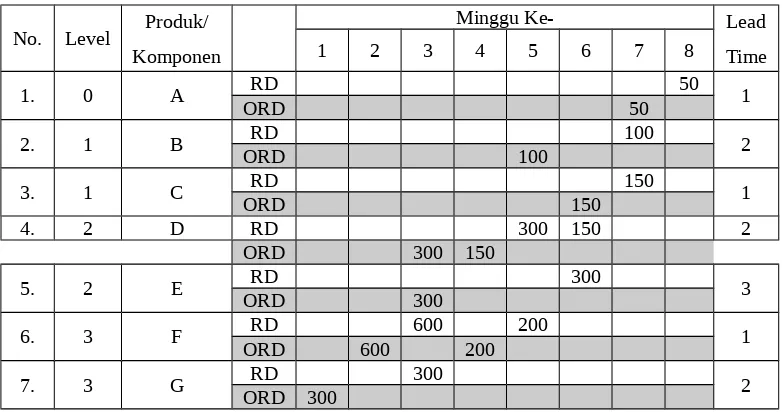
c. Tabel Rencana Kebutuhan Bahan Baku untuk 50 unit produk A
No. Level Produk/
Komponen
Minggu Ke- Lead
Time
1 2 3 4 5 6 7 8
1. 0 A RD 50 1
ORD 50
2. 1 B ORDRD 100 100 2
3. 1 C ORDRD 150 150 1
4. 2 D RD 300 150 2
ORD 300 150
5. 2 E ORDRD 300 300 3
6. 3 F ORDRD 600 600 200 200 1
7. 3 G ORDRD 300 300 2