BAB 3
PERANCANGAN PROGRAM
3.1 Analisis Sistem yang Sedang Berjalan 3.1.1 Sejarah Umum Perusahaan
PT. Bintang Mas Cemerlang adalah salah satu unit bisnis dari PT. Agung Mas Prima Sempurna (PT. AMPS). PT. AMPS sendiri adalah perusahaan swasta nasional yang bergerak di bidang kontraktor telekomunikasi, yang sudah beroperasi sejak tahun 1997.
Sebelum dibentuk dan beroperasi secara resmi pada bulan November tahun 2005, PT. Bintang Mas Cemerlang merupakan workshop yang beroperasi untuk memenuhi kebutuhan konstruksi baja dari PT. AMPS, utamanya Tower Telekomunikasi. Dan untuk meningkatkan kinerja dan produktivitas PT. AMPS, maka workshop tersebut kemudian dibentuk menjadi satu unit bisnis tersendiri, yang dinamakan PT. Bintang Mas Cemerlang yang terletak di Jl. Raya Setu No. 4, Tlajung. Cikarang Barat – Bekasi.
PT. Bintang Mas Cemerlang dibentuk berdasarkan Undang-Undang Republik Indonesia dengan Akta Pendirian Nomor 08 Tanggal 20 September 2005, yang dibuat oleh Notaris Eugenia Liliawati Muljono, SH berkedudukan di Jakarta. Akta Pendirian tersebut disahkan oleh Pengesahan Menteri Hukum dan Hak Asasi Manusia Republik Indonesia No. C-30064 HT.01.01.TH.2005.
Sebagai unit bisnis yang mandiri, PT. Bintang Mas Cemerlang dibentuk tidak hanya untuk memenuhi kebutuhan konstruksi baja proyek-proyek PT. AMPS saja, melainkan juga kebutuhan akan konstruksi baja customer-customer lainnya.
Demikian pula dengan produk yang dihasilkan, PT. Bintang Mas Cemerlang sekarang ini tidak hanya memproduksi Tower Telekomunikasi saja, melainkan juga memproduksi konstruksi baja secara umum, seperti jembatan, gudang, sekolah dsb.
Dan sejalan dengan visi PT. Bintang Mas Cemerlang untuk menjadi perusahaan fabrikasi yang berskala nasional, maka PT. Bintang Mas Cemerlang terus menerus berupaya untuk memperluas pangsa pasarnya dengan cara meningkatkan kualitas produk dan pelayanannya.
3.1.2 Gambaran Umum Perusahaan
Struktur organisasi dari PT. Bintang Mas Cemerlang termasuk sederhana dan dapat dilihat dari gambar di bawah ini
Gambar 3.1 Struktur Organisasi PT. Bintang Mas Cemerlang Sumber : PT. Bintang Mas Cemerlang
PT. Bintang Mas Cemerlang
Director
Marketing Department
Admin and Finance Department
Project Manager Logistic Manager Production Manager
Material Keeper Project Leader 1 Fabrication Leader Project Leader 2 Transportation Leader Quality Control Leader
Tugas dan kewajiban dari tiap-tiap pekerja dalam PT. Bintang Mas Cemerlang adalah sebagai berikut :
1. Director
• Bertanggung jawab penuh atas jalannya kegiatan perusahaan • Bertanggung jawab atas maju mundurnya perusahaan
• Bertanggung jawab masalah keuangan • Menyetujui usulan strategi pemasaran • Bertanggung jawab kegiatan operasional • Bertanggung jawab atas penerimaan proyek • Sebagai supervisi atas Production Manager
2. Marketing Department
• Menyusun rencana pemasaran dan mengusulkan pada director • Bertanggung jawab terhadap kegiatan pemasaran
• Menciptakan hubungan yang baik dengan pelanggan
3. General Admin and Finance Department
• Mengelola administrasi dan keuangan perusahaan
• Bertanggung jawab atas semua kegiatan administrasi dan keuangan
• Mengatur semua masalah yang menyangkut kelancaran penyediaan dan penggunaan dana
• Mengatur sistem penyimpanan uang maupun surat-surat berharga lainnya • Menyusun dan menganalisis laporan keuangan secara berkala
4. Project Manager
• Mengorganisasi dan memantau jalannya kegiatan di lapangan • Bertanggung jawab atas berjalannya kegiatan di lapangan
5. Logistic Manager
• Bertanggung jawab atas kegiatan galvanis baja
• Bertanggung jawab atas kegiatan packing dan delivery bahan jadi (termasuk di dalamnya masalah transportasi)
6. Production Manager
• Quality control
• Mengawasi kegiatan operasional pabrikasi • Bertanggung jawab kepada director
PT. Bintang Mas Cemerlang mempunyai visi untuk menjadi perusahaan fabrikasi yang tidak hanya dikenal secara regional, tetapi juga dikenal secara nasional. Untuk mencapai visi tersebut, maka PT. Bintang Mas Cemerlang mempunyai misi untuk terus memperluas jaringan pangsa pasarnya, dengan cara meningkatkan kualitas produk dan pelayanannya.
Ada 3 hal yang merupakan moto dari PT. Bintang Mas Cemerlang,yaitu:
1. Simple
PT. Bintang Mas Cemerlang menggunakan struktur organisasi yang flat, sehingga memudahkan para konsumen dalam mencari informasi, maupun bertransaksi.
2. Flexible
PT. Bintang Mas Cemerlang menerapkan sistim penjadwalan produksi yang
flexible. Hal ini akan membantu konsumen yang mempunyai jadwal proyek yang
ketat.
3. Reliable
PT. Bintang Mas Cemerlang terus meningkatkan sistim Quality Control untuk menjamin kualitas material yang diproduksinya.
PT. Bintang Mas Cemerlang menyadari bahwa persaingan usaha saat ini, membuat konsumen membutuhkan suatu solusi yang terpadu. Untuk itu selain menyediakan jasa fabrikasi konstruksi baja, PT. Bintang Mas Cemerlang juga menyediakan berbagai jasa pelengkap untuk mempermudah bisnis para konsumennya. Adapun jasa-jasa pelengkap yang ditawarkan adalah sebagai berikut :
1. Transportasi
Dengan menyadari bahwa tidak semua konsumen memiliki armada transportasi, maka PT. Bintang Mas Cemerlang menyediakan jasa transportasi, untuk mengirimkan material ke lokasi-lokasi proyek yang diinginkan. Sampai saat ini, PT. Bintang Mas Cemerlang telah melayani jasa transportasi baik di Pulau Jawa, maupun di luar Pulau Jawa seperti Sumatera, Sulawesi, Kalimantan, Bali dan daerah-daerah lain di Indonesia.
2. Ereksi / Pemasangan
PT. Bintang Mas Cemerlang juga menyediakan jasa ereksi atau pemasangan material fabrikasi. Untuk mendukung jasa ereksi atau pemasangan tersebut, PT. Bintang Mas Cemerlang telah menjalin kerjasama dengan beberapa tim ereksi yang telah diseleksi, berdasarkan pengalaman dan kualitas kerjanya.
3. Pengecatan
Seturut dengan penyediaan jasa ereksi / pemasangan, PT. Bintang Mas Cemerlang juga menyediakan jasa pengecatan atas material fabrikasi.
PT. Bintang Mas Cemerlang beroperasi di areal industri Cibitung, di Kabupaten Bekasi, dan menempati areal tanah seluas ±5,000 m2. Lokasi workshop PT. Bintang Mas Cemerlang tersebut dapat ditempuh selama kurang lebih 15 menit dari pintu keluar tol Cibitung (Jalan tol Jakarta – Cikampek).
Sementara ini PT. Bintang Mas Cemerlang masih menggunakan alat-alat yang bersifat manual, dan belum otomatis. Akan tetapi, seiring dengan perkembangan perusahaan, dan untuk mencapai hasil kerja yang lebih efektif dan efisien, maka PT. Bintang Mas Cemerlang berencana untuk beralih ke alat-alat otomatis.
3.1.3 Sistem Produksi pada PT. Bintang Mas Cemerlang
Dalam Proses kerjanya ketika menerima pesanan fabrikasi PT Bintang Mas Cemerlang memiliki alur kerja seperti di bawah ini :
Gambar 3.2 Alur produksi PT. Bintang Mas Cemerlang
• Proses Autocad adalah proses disain rancangan bangunan yang akan dibuat dengan menggunakan program CAD, pekerjaan ini akan dilakukan oleh arsitek dari PT Bintang Mas Cemerlang.
• Proses Daftar Potong adalah proses dimana bahan baku yang akan dipakai dihitung secara keseluruhan, misal sebuah tower menggunakan besi WF dengan ukuran panjang-panjang tertentu, besi tersebut panjang totalnya akan dihitung
untuk menentukan daftar potong dari tower tersebut, proses ini didapat setelah CAD jadi sehingga ukuran-ukuran besi yang dipakai bisa terlihat detail.
• Proses Listing Material adalah proses membuat daftar bahan material yang akan dibeli, pada proses Daftar Potong sudah didapat panjang total dari besi yang akan dipakai, tetapi pada kenyataannya kita tidak bisa memesan dari pabrik baja dengan ukuran-ukuran tertentu, produk dari pabrik baja adalah baja berukuran 6 meter dan 12 meter, sehingga misal diperlukan 7 meter besi WF tetap yang akan dibeli adalah 12 meter.
• Proses Cost adalah perhitungan semua biaya termasuk ongkos kerja.
• Proses Penawaran adalah proses di mana perusahaan melakukan tender kepada perusahaan pemilik proyek.
3.1.4 Masalah yang Dihadapi Perusahaan
Permasalahan yang dihadapi oleh PT. Bintang Mas Cemerlang adalah waste yang dihasilkan oleh proses daftar potong sekarang dirasa oleh pimpinan perusahaan masih terlalu banyak, dan hal ini bisa dianggap sebagai pemborosan bahan baku. Karena itu dibutuhkan sebuah perangkat lunak komputer yang bisa memberikan daftar potong dengan waste yang optimal (sesedikit mungkin). Proses daftar potong selama ini juga masih dilakukan secara manual, sehingga dengan adanya program tersebut juga dapat meningkatkan kinerja dari perusahaan, juga untuk menghindari human error atau kesalahan manusia pada proses daftar potong.
3.2 Perancangan Program 3.2.1 Identifikasi Masalah
Permasalahan yang dihadapi adalah dibutuhkan suatu program aplikasi untuk yang melakukan perhitungan dari input berupa :
• Panjang besi yang digunakan • Panjang besi daftar potong • Jumlah daftar potong • Marking dari daftar potong
Dari input di atas diinginkan output berupa pattern pola potongan besi sehingga waste yang didapat seminimal mungkin.
3.2.2 Perancangan Algoritma
Untuk merancang program aplikasi ini, penulis menggunakan bahasa pemrograman Borland Delphi 7. Algoritma Program adalah sebagai berikut :
Langkah pertama user memberi input, input ini bisa diambil dari file yang sudah ada sebelumnya, atau dengan memasukkan ke dalam tabel yang tersedia. Setelah itu user dapat menjalankan program. Algoritma selama program dijalankan bisa dilihat dari
pseudocode di bawah ini:
Dalam program ada 2 fungsi utama yang dijalankan yaitu fungsi yang menjalankan algoritma First Fit Decreasing dengan menggunakan pembatas Golden
Section. Dan fungsi untuk algoritma Dynacut, berikut adalah algoritma dari First Fit Decreasing:
Pseudocode untuk melakukan First Fit Decreasing.
DaftarPotong[] // array untuk daftar potong Hasil[] // array untuk menampung hasil Jika Flag = 1
PanjangBesi = Panjang Awal Flag = 0
Search1 = PanjangBesi * 0,38 Search2 = PanjangBesi – Search1
For ctr=0 to daftarpotong[] // periksa apakah didaftar potong ada besi yang lebih pendek daripada besi yang tersedia
Jika daftarpotong(ctr) ≤ PanjangBesi Jika benar
For i=0 to daftarpotong[] Periksa daftarpotong[i] ≤ Search2
Jika benar : //mencari besi dengan selisih terkecil
Selisih= PanjangBesi - Daftarpotong[i]
Jika Selisih < SelisihTerbaik
SelisihTerbaik=Selisih Temp = i
DaftarPotong[temp] -> hasil[]
PanjangBesi = PanjangBesi – DaftarPotong[temp] Daftarpotong.stok[i] = Daftarpotong.stok[i] - 1 Perulangan berhenti (break)
Jika salah
Perulangan berhenti (break) Flag = 1 // ambil besi baru
Setiap iterasi dari First Fit Decreasing jika berhasil akan mengambil 1 elemen dari daftar potong.
Update panjang Besi
Ya DaftarPotong[ctr]
<= PanjangBesi Ambil Besi Baru
tidak For i=0 to Daftarpotong[] DaftarPotong[i] <= Search2 For ctr=0 to PanjangBesi Inisialisasi Variable Ya Update Stok/ jumlah dalam daftar potong Besi Dengan Selisih Terkecil dimasukkan Kedalam hasil[] Bandingkan Selisih untuk Mencari Selisih terkecil Update Nilai Search Periksa apakah masi ada stok Ya
Tidak Algoritma Selesai
Berikut adalah pseudocode dari algoritma dari DynaCut, terdapat 2 tahap Dynacut dalam program ini:
Berikut Pseudocode dari DynaCut1 For i=0 to daftarpotong[]
Lakukan Selama flag=1
Dynacut = Dynacut + DaftarPotong[i] Jika Dynacut <= PanjangBesi
Jika benar :
Selisih = PanjangBesi – Dynacut
Jika Selisih <= Goal Yield * Panjangbesi DynaCut -> Hasil[]
Stok dikurangi dari DaftarPotong
Flag=0
Jika Tidak :
Flag=0 Berikut adalah Pseudocode dari Dynacut 2.
For j=0 to daftarpotong[]
Dynacut = Dynacut + DaftarPotong[j] For 1=0 to daftarpotong[]
Lakukan Selama flag=1
Dynacut = Dynacut + DaftarPotong[i] Jika Dynacut <= PanjangBesi
Jika benar :
Selisih = PanjangBesi – Dynacut
Jika Selisih <= Goal Yield * Panjangbesi DynaCut -> Hasil[]
Stok dikurangi dari DaftarPotong
Flag=0
Jika Tidak :
Flag=0
Kedua DynaCut di atas jika mendapatkan hasil akan mengambil besi baru, karena panjang besi yang tersisa pasti akan sangat kecil sehingga tidak mungkin bisa diisi lagi.
Inisialisasi Variable Update PanjangBesi Dynacut = Dynacut + daftarpotong[i] Dynacut <= PanjangBesi For i=0 to DaftarPotong[] Lakukan Selama flag = 1 Ya Tidak Flag=1 Update nilai Selisih Nilai Selisih lebih kecil dari pada goal
yield Ya Masukkan hasil DynaCut ke hasil[] For j=0 to DaftarPotong[] Dynacut=Dynacut + daftarpotong[j] Algoritma Selesai Tidak
3.2.3 Perancangan Aplikasi
Input yang diberikan oleh user berupa daftar potong, yaitu :
• Panjang, dalam satuan milimeter. • Jumlah
• Marking. Marking adalah suatu kode unik yang diberikan untuk setiap potong besi, sehingga memudahkan perakitan nantinya.
Daftar potong ini bisa dimasukkan melalui tabel yang tersedia dalam aplikasi atau juga bisa dengan mengambil data dari file yang sudah ada.
Selain dari daftar potong yang dimasukkan oleh user, aplikasi juga memberi pilihan untuk jenis ukuran panjang besi yang digunakan, jenis besi yang digunakan disesuaikan dengan jenis besi yang digunakan oleh PT. Bintang Mas Cemerlang. Yaitu besi dengan ukuran panjang 12 meter dan 6 meter. Panjang ini tergantung dari jenis besi yang diproduksi oleh perusahaan peleburan, dalam hal ini adalah distributor dari PT. Bintang Mas Cemerlang. Besi-besi dengan ukuran tertentu diproduksi dengan ukuran 6 meter, dan untuk besi-besi tertentu dengan ukuran 12 meter.
Juga ada 2 input berupa string yang berisikan informasi : • Proyek dimana besi dalam daftar potong digunakan • Jenis besi dalam daftar potong tersebut.
Sedangkan untuk output yang diinginkan adalah pola pemotongan dari jenis besi yang telah dipilih. Bagaimana besi itu dipotong berdasarkan tiap unit yang telah dimasukkan kedalam daftar potong. Output yang dihasilkan juga dapat dicetak kedalam kertas.
Start
Input data oleh user Inisialisasi Variable Update PanjangBesi Update DaftarPotong Update Hasil
Lakukan First Fit Decreasing Butuh Besi Baru Ya Lakukan Dynacut2 DynaCut2 memberi hasil FFD memberi hasil Dynacut1 DynaCut mendapat hasil Ya Update nilai goalyield Reset semua variabel lain Tidak Update PanjangBesi Update DaftarPotong Update Hasil Tidak Ambil Besi Baru
Ya Ya Tidak Tidak Lakukan Dynacut1 Dynacut1 memberi hasil Ya Tidak DaftarPotong sudah kosong Tidak Ya Simpan Hasil Sementara Iterasi
Sudah semua nilai goalyield diperiksa Tidak Ya Generate Best Solution Program Selesai
3.2.4 Rancangan Layar
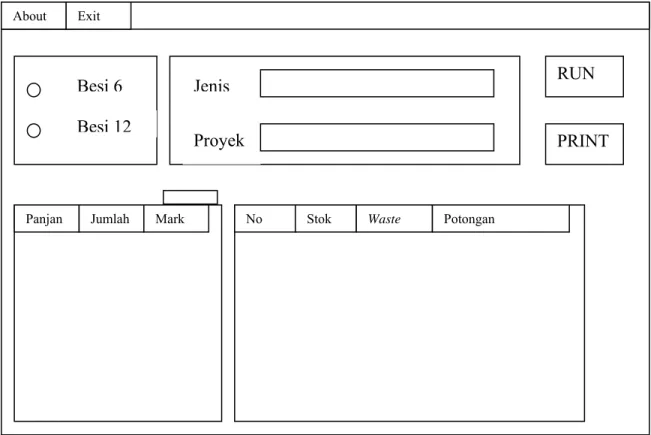
Untuk memudahkan penggunaan aplikasi ini, akan dibuat rancangan layar program utama dalam 1 form utama, sehingga user dapat memberi masukkan input dan melihat output pada saat yang bersamaan tanpa harus mengganti-ganti form.
Gambar 3.7 Rancangan Form Utama
Dalam rancangan ini terdapat 2 buah radio button untuk user dapat memilih melakukan perhitungan dengan menggunakan besi ukuran panjang 12 meter atau 6 meter.
Terdapat 2 buah textbox dimana user dapat mengisi Proyek dan Jenis besi yang sedang dijalankan oleh program.
Besi 6 Besi 12
Jenis
Proyek
Panjan Jumlah Mark No Stok Waste Potongan
RUN
Daftar potong dapat dimasukkan dalam tabel yang tersedia, dimana disediakan tempat untuk memasukkan panjang, jumlah, dan marking.Pada aplikasi ini jumlah data yang dimasukkan dibatasi hingga 100 jenis. Diatas tabel untuk mengisi daftar potong, terdapat sebuah button yang jika diklik akan mengeluarkan pilihan save , load, dan
clear. Pilihan save digunakan untuk menyimpan daftar potong yang ada dalam tabel ke
dalam sebuah file dengan nama yang kita inginkan, sehingga dapat dipergunakan lagi untuk kemudian hari. Pilihan load untuk mengambil data dari file yang sudah ada. Dan pilihan clear untuk membersihkan tabel daftar potong.
Terdapat 2 button yaitu Run dan Print, button run akan menjalankan aplikasi
sesuai dengan data yang diinput. Sedangkan button Print akan mencetak hasil perhitungan ke dalam file html yang bisa dicetak kedalam kertas.
Pilihan menu adalah Exit dan About. Exit berguna untuk keluar dari program. Sedangkan menu About menampilkan form yang berisi informasi mengenai aplikasi.
3.2.5 Rancangan Output
Output yang diinginkan adalah output untuk dicetak ke dalam kertas dengan
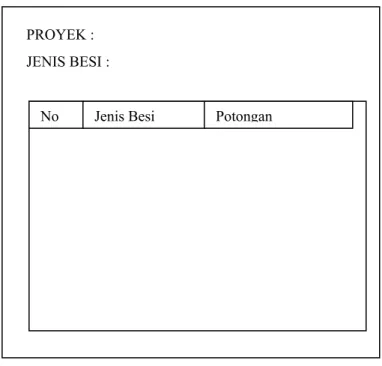
tampilan sederhana dan mudah dimengerti untuk dijadikan patokan dalam proses pemotongan besi nantinya, output yang akan dihasilkan nantinya akan berupa tabel dengan format seperti di bawah ini :
Gambar 3.8 Rancangan ouput
• Kolom No berisi informasi nomor urut, sehingga nantinya pengguna output bisa lebih mudah dalam mengawasi proses pemotongan dengan memotong berdasarkan nomor urut yang ada dan mengetahui jumlah total besi yang digunakan.
• Kolom Jenis Besi berisikan informasi dari jenis besi yang digunakan (dalam hal ini besi 12 meter/6meter)
• Kolom Potongan berisikan informasi pola/pattern bagaimana besi dipotong. PROYEK :
JENIS BESI :