P
PeennggeerrttiiaannPPrroodduukkssiiBBeerrssiihhddaannPPeenneerraappaannnnyyaa
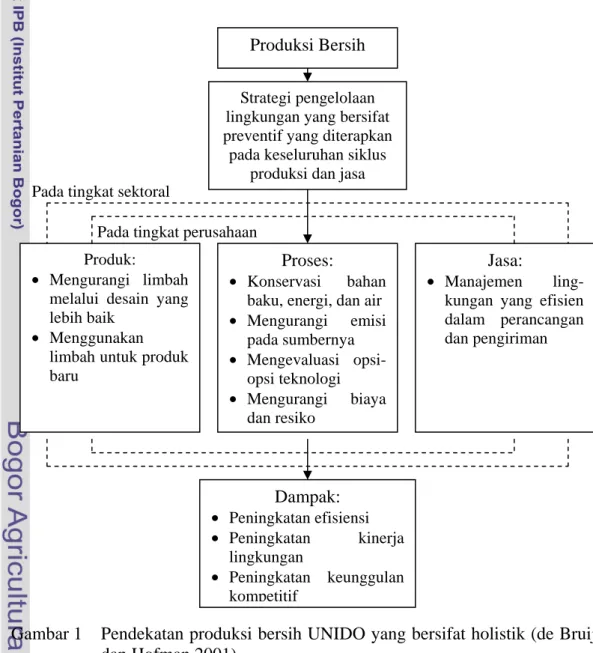
Produksi bersih didefinisikan sebagai penerapan secara kontinyu dari strategi pengelolaan lingkungan yang bersifat preventif pada proses produksi, produk dan jasa untuk meningkatkan efisiensi secara keseluruhan dan mengurangi resiko terhadap manusia dan lingkungan akibat dari kegiatan yang dilakukan (UNEP DTIE dan DEPA 2000). Pendekatan produksi bersih secara holistik menurut UNIDO dalam upaya meningkatkan daya saing industri dan memenuhi persyaratan lingkungan disajikan pada Gambar 1.
Produksi Bersih
Strategi pengelolaan lingkungan yang bersifat preventif yang diterapkan
pada keseluruhan siklus produksi dan jasa
Proses:
• Konservasi bahan baku, energi, dan air • Mengurangi emisi pada sumbernya • Mengevaluasi opsi-opsi teknologi • Mengurangi biaya dan resiko Produk: • Mengurangi limbah melalui desain yang lebih baik
• Menggunakan limbah untuk produk baru
Jasa:
• Manajemen ling- kungan yang efisien dalam perancangan dan pengiriman Dampak: • Peningkatan efisiensi • Peningkatan kinerja lingkungan • Peningkatan keunggulan kompetitif
Pada tingkat sektoral
Pada tingkat perusahaan
Gambar 1 Pendekatan produksi bersih UNIDO yang bersifat holistik (de Bruijn dan Hofman 2001)
Dalam berbagai rujukan, istilah produksi bersih dikaitkan dengan inovasi teknologi, termasuk upaya pencegahan yang terpadu, pengendalian pencemaran, dan bahkan remediasi serta clean-up. Akan tetapi, produksi bersih lebih tepat diartikan sebagai pendekatan operasional ke arah pengembangan sistem produksi dan konsumsi yang dilandasi suatu pendekatan pencegahan untuk perlindungan lingkungan dengan tujuan akhir suatu kondisi nir limbah (zero waste) (Pauli 1997).
Produksi bersih berbeda dengan kontrol polusi Produksi bersih difokuskan pada upaya pengurangan limbah yang dihasilkan selama siklus hidup dari suatu produk yang dihasilkan. Upaya tersebut dilakukan untuk meminimalkan sumberdaya dan energi yang digunakan dengan melibatkan penggunaan desain produk, teknologi yang ramah lingkungan, proses dan kegiatan yang meminimalkan limbah. Teknologi pengolahan limbah (end-of-pipe) tidak berarti menjadi tidak diperlukan dengan diterapkannya produksi bersih, tetapi dengan penerapan filosofi produksi bersih menyebabkan berkurangnya masalah limbah dan polusi yang pada akhirnya mengurangi beban yang harus diolah dengan teknik pengolahan limbah (Andrews et al 2002; UNEP DTIE dan DEPA 2000).
Produksi bersih diterapkan antara lain pada
1. proses produksi meliputi penghematan bahan baku dan energi, penggantian bahan baku yang bersifat racun, dan mengurangi jumlah dan kandungan bahan berbahaya pada limbah dan emisi yang dihasilkan;
2. desain dan pengembangan produk meliputi pengurangan dampak negatif yang meliputi siklus hidup dari suatu produk dari bahan baku hingga pembuangan akhir; dan
3. industri jasa meliputi penerapan pertimbangan aspek lingkungan dalam desain dan pengadaan layanan atau jasa (UNEP DTIE dan DEPA 2000).
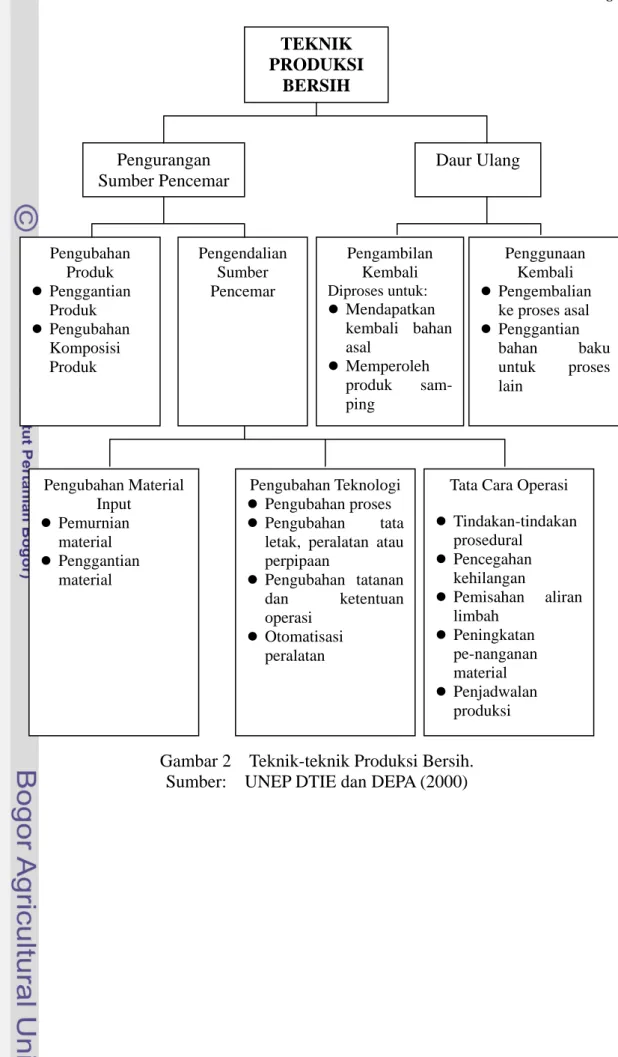
Beberapa upaya dan teknik-teknik yang dapat dilakukan dalam penerapan produksi bersih disajikan pada Gambar 2 dan Tabel 1.
TEKNIK PRODUKSI BERSIH Pengurangan Sumber Pencemar Daur Ulang Pengubahan Produk z Penggantian Produk z Pengubahan Komposisi Produk Pengendalian Sumber Pencemar Pengambilan Kembali Diproses untuk: z Mendapatkan kembali bahan asal z Memperoleh produk sam- ping Penggunaan Kembali z Pengembalian ke proses asal z Penggantian bahan baku untuk proses lain Pengubahan Material Input z Pemurnian material z Penggantian material Pengubahan Teknologi z Pengubahan proses z Pengubahan tata letak, peralatan atau perpipaan z Pengubahan tatanan dan ketentuan operasi z Otomatisasi peralatan
Tata Cara Operasi
z Tindakan-tindakan prosedural z Pencegahan kehilangan z Pemisahan aliran limbah z Peningkatan pe-nanganan material z Penjadwalan produksi
Gambar 2 Teknik-teknik Produksi Bersih. Sumber: UNEP DTIE dan DEPA (2000)
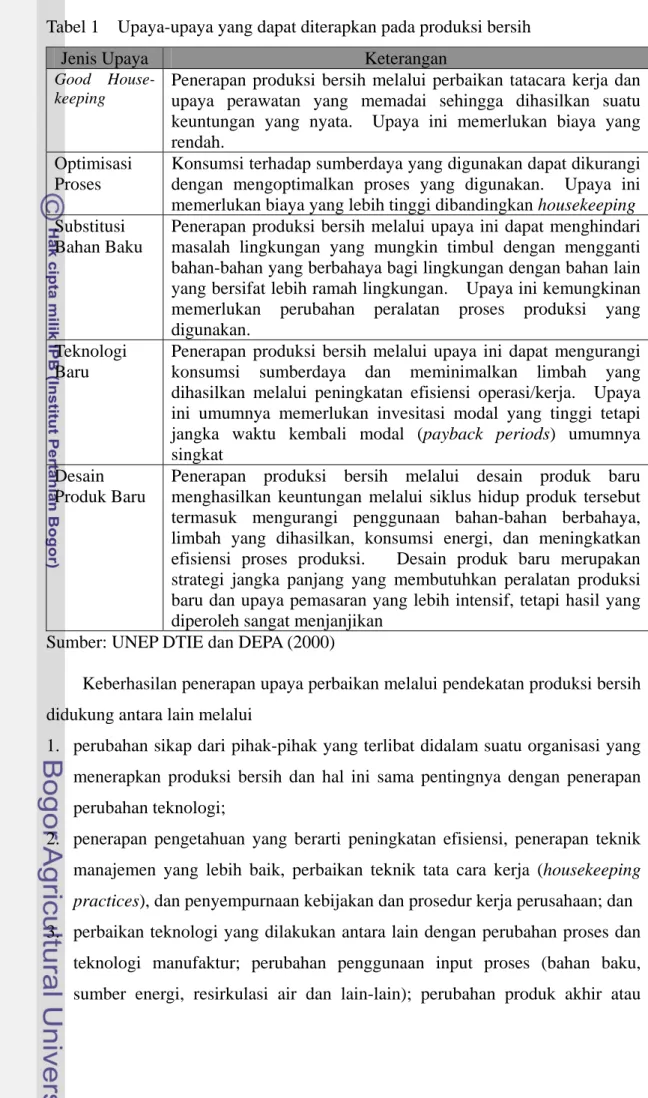
Tabel 1 Upaya-upaya yang dapat diterapkan pada produksi bersih
Jenis Upaya Keterangan
Good House- keeping
Penerapan produksi bersih melalui perbaikan tatacara kerja dan upaya perawatan yang memadai sehingga dihasilkan suatu keuntungan yang nyata. Upaya ini memerlukan biaya yang rendah.
Optimisasi Proses
Konsumsi terhadap sumberdaya yang digunakan dapat dikurangi dengan mengoptimalkan proses yang digunakan. Upaya ini memerlukan biaya yang lebih tinggi dibandingkan housekeeping Substitusi
Bahan Baku
Penerapan produksi bersih melalui upaya ini dapat menghindari masalah lingkungan yang mungkin timbul dengan mengganti bahan-bahan yang berbahaya bagi lingkungan dengan bahan lain yang bersifat lebih ramah lingkungan. Upaya ini kemungkinan memerlukan perubahan peralatan proses produksi yang digunakan.
Teknologi Baru
Penerapan produksi bersih melalui upaya ini dapat mengurangi konsumsi sumberdaya dan meminimalkan limbah yang dihasilkan melalui peningkatan efisiensi operasi/kerja. Upaya ini umumnya memerlukan invesitasi modal yang tinggi tetapi jangka waktu kembali modal (payback periods) umumnya singkat
Desain Produk Baru
Penerapan produksi bersih melalui desain produk baru menghasilkan keuntungan melalui siklus hidup produk tersebut termasuk mengurangi penggunaan bahan-bahan berbahaya, limbah yang dihasilkan, konsumsi energi, dan meningkatkan efisiensi proses produksi. Desain produk baru merupakan strategi jangka panjang yang membutuhkan peralatan produksi baru dan upaya pemasaran yang lebih intensif, tetapi hasil yang diperoleh sangat menjanjikan
Sumber: UNEP DTIE dan DEPA (2000)
Keberhasilan penerapan upaya perbaikan melalui pendekatan produksi bersih didukung antara lain melalui
1. perubahan sikap dari pihak-pihak yang terlibat didalam suatu organisasi yang menerapkan produksi bersih dan hal ini sama pentingnya dengan penerapan perubahan teknologi;
2. penerapan pengetahuan yang berarti peningkatan efisiensi, penerapan teknik manajemen yang lebih baik, perbaikan teknik tata cara kerja (housekeeping practices), dan penyempurnaan kebijakan dan prosedur kerja perusahaan; dan 3. perbaikan teknologi yang dilakukan antara lain dengan perubahan proses dan
teknologi manufaktur; perubahan penggunaan input proses (bahan baku, sumber energi, resirkulasi air dan lain-lain); perubahan produk akhir atau
pengembangan produk-produk alternatif; dan penggunaan kembali limbah dan hasil samping (UNEP DTIE dan DEPA 2000; Maiellaro dan Lerario 2000).
Produksi bersih yang diterapkan pada berbagai bidang memberikan keuntungan antara lain:
1. perbaikan proses produksi yang dilakukan dan produk yang dihasilkan; 2. penghematan bahan baku dan energi sehingga mengurangi biaya produksi; 3. peningkatan daya saing sebagai akibat penggunaan teknologi baru dan yang
telah diperbaiki;
4. mengurangi kekhawatiran terhadap peraturan lingkungan yang diterapkan; 5. mengurangi upaya yang berkaitan dengan penanganan, penyimpanan, dan
pembuangan bahan-bahan berbahaya;
6. meningkatkan kesehatan, keselamatan, dan moral para pekerja; 7. meningkatkan citra perusahaan; dan
8. mengurangi biaya penanganan limbah yang dihasilkan (UNEP CCP dan the CRC WMPC 1999; UNEP DTIE dan DEPA 2000; Maiellaro dan Lerario 2000).
Fauzi (2003) menambahkan bahwa penggerak utama untuk implementasi prinsip produksi bersih pada suatu industri adalah
1. kebijakan pemerintah dalam bentuk peraturan atau akibat adanya tekanan publik;
2. persaingan ekonomi; dan
3. kelayakan saintifik dan teknologi.
K
KaarreettRReemmaahh((CCrruummbbRRuubbbbeerr))
Karet remah (crumb rubber) atau karet spesifikasi teknis (Technically Spesified Rubber, TSR) mulai diproduksi secara komersial di Indonesia tahun 1968 dan skema Standard Indonesian Rubber (SIR) diterapkan pertama kali pada tahun 1969. Teknologi pengolahan karet remah dan skema SIR mengalami perkembangan seiring dengan usaha peningkatan efisiensi dan mutu serta kondisi bahan olah, terutama bahan olah karet rakyat (bokar) (Suparto et al. 2002).
Karet remah diproduksi melalui tahapan pembersihan dan pengecilan ukuran bahan baku, penggilingan, peremahan, pengeringan, dan pengempaan hingga
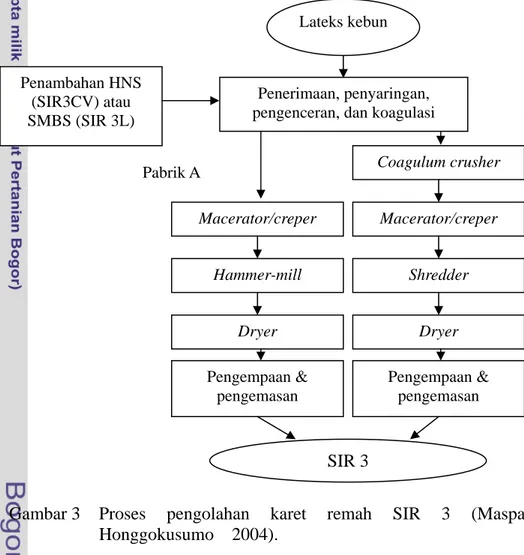
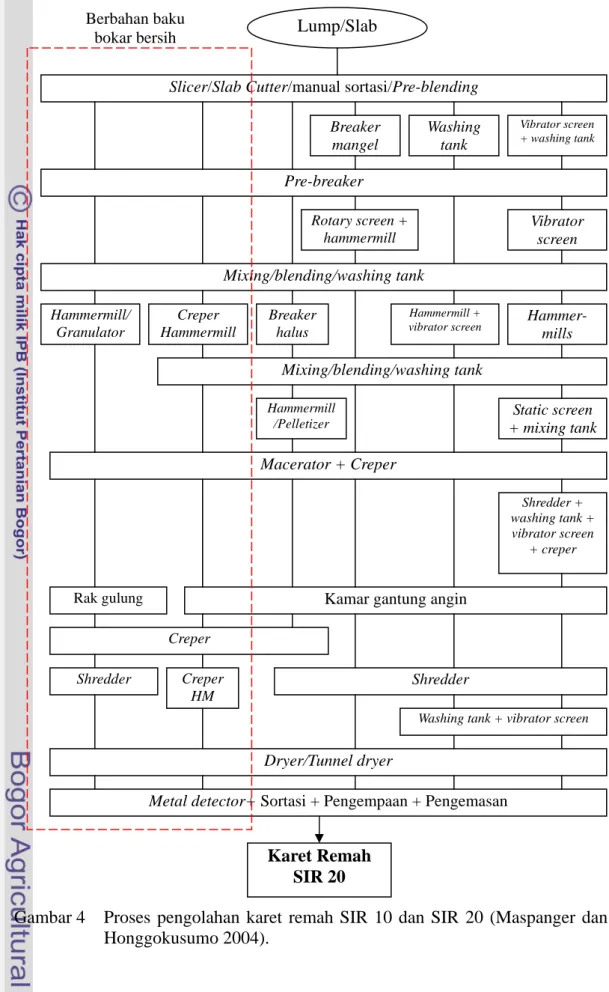
dihasilkan bongkahan karet kering. Bongkahan karet kering karet selanjutnya dibungkus rapi dalam plastik polietilen. Bahan baku karet remah dapat berupa lateks kebun atau bahan olah karet berupa koagulum. Bahan baku berupa lateks kebun dapat diolah menjadi karet remah bermutu tinggi yaitu SIR 3, sedangkan bahan baku berupa koagulum lapang, seperti slab, lump, dan ojol, diolah menjadi karet remah SIR 10 dan SIR 20 (Maspanger dan Honggokusumo 2004). Secara umum tahapan proses pengolahan karet remah pada pabrik pengolahan karet remah untuk berbagai jenis mutu disajikan pada Gambar 3 dan Gambar 4.
Lateks kebun
Penerimaan, penyaringan, pengenceran, dan koagulasi Penambahan HNS (SIR3CV) atau SMBS (SIR 3L) Coagulum crusher Macerator/creper Shredder Macerator/creper Hammer-mill Dryer Dryer Pengempaan & pengemasan Pengempaan & pengemasan SIR 3 Pabrik A Pabrik B
Gambar 3 Proses pengolahan karet remah SIR 3 (Maspanger dan Honggokusumo 2004).
Slicer/Slab Cutter/manual sortasi/Pre-blending Lump/Slab Pre-breaker Breaker mangel Washing tank Vibrator screen + washing tank Mixing/blending/washing tank Rotary screen + hammermill Vibrator screen Hammer- mills Hammermill + vibrator screen Breaker halus Creper Hammermill Hammermill/ Granulator Mixing/blending/washing tank Macerator + Creper
Kamar gantung angin
Shredder Dryer/Tunnel dryer Static screen + mixing tank Hammermill /Pelletizer Shredder + washing tank + vibrator screen + creper Rak gulung Creper Creper HM Shredder
Washing tank + vibrator screen
Metal detector+ Sortasi + Pengempaan + Pengemasan
Karet Remah SIR 20 Berbahan baku
bokar bersih
Gambar 4 Proses pengolahan karet remah SIR 10 dan SIR 20 (Maspanger dan Honggokusumo 2004).
Berdasarkan jenis bahan olah karet yang telah ditetapkan, karet remah diproduksi dengan jenis mutu SIR 3L, SIR 3 CV, dan SIR 3WF menggunakan bahan baku lateks kebun, dan SIR 10 serta SIR 20 menggunakan bahan baku koagulum lapangan (Suparto et al. 2002).
Pemerintah melalui Badan Standardisasi Nasional merevisi SNI Bokar menjadi SNI 06-2047-2002 yang bersifat wajib (Tabel 2) seperti yang diatur Keputusan Menteri Perindustrian dan Perdagangan no. 616/MPP/10/1999 (Maspanger dan Honggokusumo 2004). Bahan olah SIR 20 adalah koagulum lapang yang harus memenuhi persyaratan dalam SNI-06-2047-2002. Standar mutu SIR untuk berbagai jenis mutu secara lengkap disajikan pada Tabel 3.
Tabel 2 Persyaratan mutu bokar (SNI 06-2047-2002)
Persyaratan
No. Jenis Uji Lateks
kebun
Sheet Slab Lump
1. Kadar Karet Kering Mutu I (%) Mutu II (%) 28 20 - - - - - - 2. Ketebalan maksimum Mutu I (mm) Mutu II (mm) Mutu III (mm) Mutu IV (mm) - - - - 3 5 10 - 50 100 150 >150 50 100 150 >150 3. Kebersihan (B)
Batas toleransi pengotor (maks. %) - 5 Tidak terdapat kotoran 5 Tidak terdapat kotoran 5 Tidak terdapat kotoran 5
4. Jenis Koagulan - Asam semut
dan bahan lain yang tidak me- nurunkan mutu karet*) Asam semut dan bahan lain yang tidak me- nurunkan mutu karet*) serta peng- gumpalan alami Asam semut dan bahan lain yang tidak me- nurunkan mutu karet*) serta peng- gumpalan alami Keterangan:
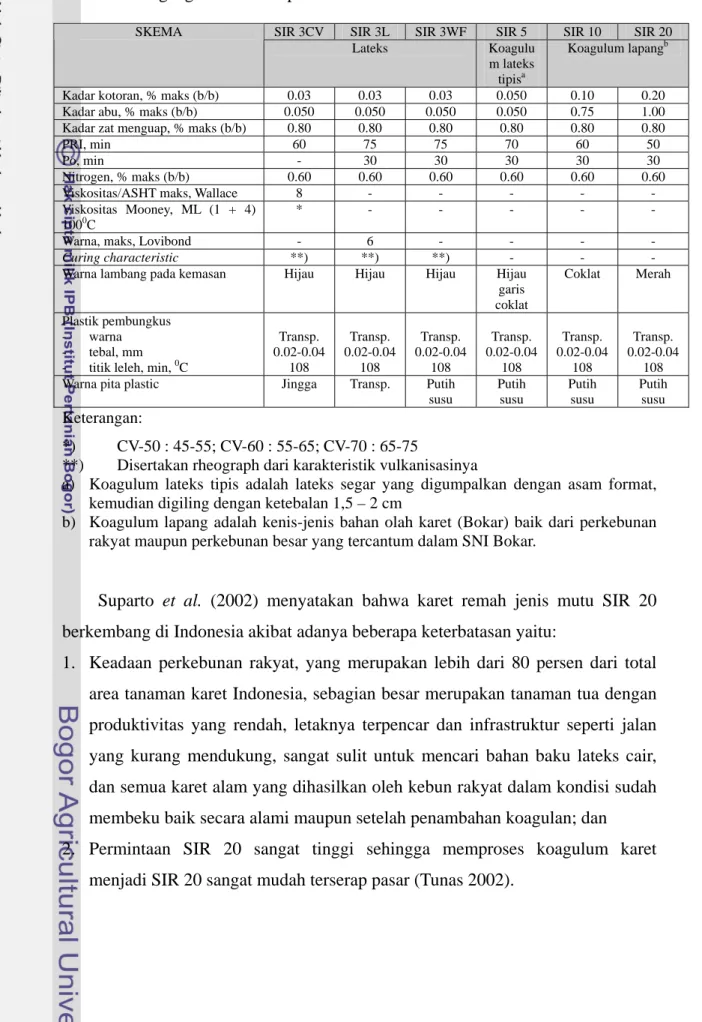
Tabel 3 Skema Standard Indonesian Rubber (SIR) berdasarkan SK Menteri rdagangan no. 184/Kp/VI/88-SNI 06-2046-1997
Pe
SIR 3CV SIR 3L SIR 3WF SIR 5 SIR 10 SIR 20
SKEMA
Lateks Koagulu
m lateks tipisa
Koagulum lapangb
Kadar kotoran, % maks (b/b) 0.03 0.03 0.03 0.050 0.10 0.20
Kadar abu, % maks (b/b) 0.050 0.050 0.050 0.050 0.75 1.00
Kadar zat menguap, % maks (b/b) 0.80 0.80 0.80 0.80 0.80 0.80
PRI, min 60 75 75 70 60 50
Po, min - 30 30 30 30 30
Nitrogen, % maks (b/b) 0.60 0.60 0.60 0.60 0.60 0.60
Viskositas/ASHT maks, Wallace 8 - - -
Viskositas Mooney, ML (1 + 4) 1000C
* - - -
Warna, maks, Lovibond - 6 - - - -
Curing characteristic **) **) **) - - -
Warna lambang pada kemasan Hijau Hijau Hijau Hijau
garis coklat Coklat Merah Plastik pembungkus - warna - tebal, mm - titik leleh, min, 0C
Transp. 0.02-0.04 108 Transp. 0.02-0.04 108 Transp. 0.02-0.04 108 Transp. 0.02-0.04 108 Transp. 0.02-0.04 108 Transp. 0.02-0.04 108
Warna pita plastic Jingga Transp. Putih
susu Putih susu Putih susu Putih susu Keterangan: *) CV-50 : 45-55; CV-60 : 55-65; CV-70 : 65-75
**) Disertakan rheograph dari karakteristik vulkanisasinya
a) Koagulum lateks tipis adalah lateks segar yang digumpalkan dengan asam format, kemudian digiling dengan ketebalan 1,5 – 2 cm
b) Koagulum lapang adalah kenis-jenis bahan olah karet (Bokar) baik dari perkebunan rakyat maupun perkebunan besar yang tercantum dalam SNI Bokar.
Suparto et al. (2002) menyatakan bahwa karet remah jenis mutu SIR 20 berkembang di Indonesia akibat adanya beberapa keterbatasan yaitu:
1. Keadaan perkebunan rakyat, yang merupakan lebih dari 80 persen dari total area tanaman karet Indonesia, sebagian besar merupakan tanaman tua dengan produktivitas yang rendah, letaknya terpencar dan infrastruktur seperti jalan yang kurang mendukung, sangat sulit untuk mencari bahan baku lateks cair, dan semua karet alam yang dihasilkan oleh kebun rakyat dalam kondisi sudah membeku baik secara alami maupun setelah penambahan koagulan; dan
2. Permintaan SIR 20 sangat tinggi sehingga memproses koagulum karet menjadi SIR 20 sangat mudah terserap pasar (Tunas 2002).
P
PeenneelliittiiaannTTeerrddaahhuulluu
Penelitian tentang upaya pencegahan pencemaran lingkungan yang disebabkan produksi karet remah menggunakan prinsip produksi bersih relatif belum banyak dilakukan terutama yang melakukan kajian pengaruhnya apabila diterapkan pada petani karet sebagai penghasil bokar, pedagang perantara atau KUD sebagai pengumpul dan pengangkut bokar, dan pabrik karet yang mengolah bokar menjadi karet remah.
Kajian upaya pencegahan pencemaran lingkungan melalui perbaikan proses produksi karet umumnya dilakukan secara parsial, antara lain kajian penyebab rendahnya mutu bokar yang dihasilkan petani karet dan upaya perbaikannya serta upaya penghematan penggunaan sumber daya, dalam hal ini air, di pabrik karet dengan proses penggunaan ulang air.
Walujono (1976) yang meneliti tentang upaya mempertahankan mutu bokar berdasarkan nilai plasticity retention index (PRI) menyatakan bahwa
1. nilai PRI slab menurun dengan tajam setelah direndam selama 5 hari dalam air, baik tidak mengalir dan mengalir, dan serum;
2. nilai PRI slab yang dihasilkan dengan koagulan asam format lebih tinggi dibandingkan dengan slab yang dihasilkan menggunakan koagulan tawas, alumunium sulfat, dant tanpa koagulan (koagulasi alami);
3. nilai PRI dapat dipertahankan dengan mengeluarkan serum sisa proses penggumpalan lateks dengan proses pengepresan;
4. nilai PRI slab yang disimpan selama 1 bulan dapat dipertahankan dengan penggunaan desinfektan berupa p-nitrofenol dan formalin dalam koagulan 5. nilai PRI slab dengan mutu rendah dapat dipertahankan dengan melakukan
pencampuran antara slab dengan bernilai PRI rendah dengan slab yang bernilai PRI tinggi;
6. upaya perendaman dalam antioksidan dan senyawa pengikat logam tidak selalu memberikan hasil yang diinginkan;
7. slab yang terlalu lama disinari matahari atau telah digiling terlalu banyak tidak dapat dinaikkan lagi nilai PRI nya.
Budiman (1976) yang meneliti tentang aspek penting pada pengolahan karet remah dari bahan baku bokar menyatakan bahwa
1. masalah utama pada proses pengolahan karet remah berbahan baku lump adalah rendahnya nilai PRI dan Po, serta tingkat keragaman nilainya yang tinggi di lapang;
2. Nilai PRI bokar yang rendah disebabkan proses pemeraman yang lama terutama di dalam air; sedangkan nilai Po yang rendah disebabkan akibat karet teroksidasi pada proses pengeringan;
3. Nilai PRI dapat dicegah penurunannya dengan melakukan pemeraman bokar secara kering di udara;
4. Untuk mendapatkan keseragaman nilai PRI, bokar diolah terlebih dahulu dengan proses macro-blending pada cacahan dengan gilingan palu pada tangki yang dilengkapi pengaduk yang dilanjutkan dengan proses penggilingan menjadi lembaran pada proses micro-blending.
Suwardin et al. (1988) yang meneliti tentang jenis bokar rakyat anjuran menyatakan bahwa bokar yang bermutu baik dihasilkan dengan
1. tidak ditambahkan kotoran baik berupa pasir, tatal, tanah maupun bahan lainnya;
2. digunakan bahan pembeku berupa asam format dengan dosis 4 cc larutan asam format 90 persen per kg karet kering;
3. dilakukan pengepresan bokar dengan cara digiling atau dipres;
4. dilakukan penyimpanan bokar di dalam gudang atau bedengan khusus dan tidak dilakukan penjemuran atau perendaman dalam air.
Suwardin (1988) yang meneliti tentang model unit pengolahan sit angin dalam upaya meningkatkan mutu bokar rakyat menyatakan bahwa dengan menggunakan model ini maka bokar yang dihasilkan dalam bentuk sit dapat bertahan sampai dengan 21 hari. Selain itu, unit pengolahan sit angin menghasilkan sit dengan KKK mencapai 98 persen setelah 5 hari dan belum tampak pertumbuhan jamur sehingga disarankan sebagai saat sit untuk dijual.
Suparto dan Alfa (1996) yang meneliti tentang daur ulang air pada pengolahan karet menyatakan bahwa penerapan daur ulang air dapat dilakukan dengan menggunakan air buangan hammer-mill creper dan shredder sebagai
umpan bak macro-blending atau pre-breaker, sedangkan air buangan dari bak macro-blending dapat didaurulangkan setelah mengalami perlakukan untuk meningkatkan kualitasnya.
Solichin dan Anwar (2003) yang meneliti tentang penggunaan asap cair terhadap bau bokar menyatakan bahwa
1. asap cair dapat mengatasi masalah kerusakan bokar karena mengandung senyawa-senyawa yang bersifat desinfektan, fenol dan derivatnya yang bersifat antioksidan, dan senyawa-senyawa berbau khas asap seperti karbonil, furan, fenol, sikolpenten, benzena, dan lain-lain;
2. koagulum karet yang digumpalkan asap cair (deorub) dapat disimpan selama 14 hari tanpa timbul bau busuk, sedangkan koagulum yang digumpalkan dengan asam format dan proses koagulasi alami mengalami kerusakan dengan timbulnya bau busuk; dan
3. tidak terdapat perbedaan yang nyata antara nilai Po, PRI, dan VR koagulum yang digumpalkan dengan asap cair dan asam format;
Supriadi dan Nancy (2001) yang meneliti tentang peranan dan potensi pengembangan karet alam dalam mendukung perekonomian di Provinsi Sumatera Selatan mengungkapkan tentang terdapatnya dua tipe desa atau daerah karet rakyat yang sangat berbeda karakteristiknya yaitu “daerah maju” dan “daerah belum maju”.
Lebih lanjut Supriadi dan Nancy (2001) menjelaskan bahwa “daerah maju” umumnya terletak relatif dekat dengan jalan utama dengan pra sarana jalan yang cukup baik, mempunyai fasilitas pasar dan penangkar bibit karet, dekat dengan pusat informasi atau penyuluhan, dan berada di dalam atau sekitar proyek pengembangan perkebunan karet yang berhasil. Karakteristik usahatani karet di “daerah maju” menunjukkan bahwa bahan tanam klon unggul dan jarak tanam yang dianjurkan telah diterapkan, kegiatan pemeliharaan tanaman telah dilakukan dengan semestinya, dan sebagian petani telah menghasilkan bokar berbentuk slab tipis menggunakan koagulan asam semut. “Daerah belum maju” mempunyai karakteristik klon yang tidak jelas jenisnya, jarak tanam tidak teratur dengan populasi padat, melakukan penyadapan berat, input pemupukan rendah, bokar berbentuk slab tebal yang terampur skrep dan kotoran.
Haris (2006) yang meneliti tentang rekayasa model aliansi strategis sistem agroindustri crumb rubber menyimpulkan bahwa
1. model aliansi strategis merupakan bentuk kelembagaan kerjasama jangka panjang yang menempatkan petani karet dan pengusahan agro industri crumb rubber sebagai pelaku utama yang dijembatani oleh lembaga ekonomi petani; 2. model aliansi strategis sistem agroindustri crumb rubber dilandasi oleh tujuan
utama meningkatkan sinergi penggabungan sumberdaya dan kompetensi yang dimiliki oleh petani dan pengusaha agroindustri crumb rubber;
3. tujuan ini selanjutnya menjadi daya dorong terciptanya akses petani terhadap simpul pengolahan dan pemasaran produk crumb rubber dan menjamin kontinuitas pasok bokar sebagai bahan baku bagi agroindustri crumb rubber; dan
4. tujuan ini menjadi perantara terciptanya koordinasi vertikal rantai pasokan sistem komoditas crumb rubber untuk mencapai rantai nilai yang optimal dan memberikan distribusi marjin yang proporsional terhadap pelaku transaksi dan meningkatkan daya saing karet alam di pasar internasional.