5
BAB II
STUDI LITERATUR
2.1. Assembling Line Balancing
Lini produksi adalah penempatan area-area kerja dimana operasi-operasi diatur secara berturut-turut dan material bergerak secara kontinu melalui operasi yang terangkai seimbang. Menurut karakteristiknya proses produksinya, lini produksi dibagi menjadi dua:
1. Lini fabrikasi, merupakan lintasan produksi yang terdiri atas sejumlah operasi pekerjaan yang bersifat membentuk atau mengubah bentuk benda kerja
2. Lini perakitan, merupakan lintasan produksi yang terdiri atas sejumlah operasi perakitan yang dikerjakan pada beberapa stasiun kerja dan digabungkan menjadi benda assembly atau subassembly
Beberapa keuntungan yang dapat diperoleh dari perencanaan lini produksi yang baik sebagai berikut:
1. Jarak perpindahan material yang minim diperoleh dengan mengatur susunan dan tempat kerja
2. Aliran benda kerja(material), mencakup gerakan dari benda kerja yang kontinu. Alirannya diukur dengan kecepatan produksi dan bukan oleh jumlah spesifik
3. Pembagian tugas terbagi secara merata yang disesuaikan dengan keahlian masing-masing pekerjaan sehingga pemanfaatan tenaga kerja lebih efisiensi
4. Pengerjaan operasi yang serentak yaitu setiap operasi dikerjakan pada saat yang sama di seluruh lintasan produksi
5. Operasi unit
6. Gerakan benda kerja tetap sesuai dengan set-up dari lintasan dan bersifat tetap
6 Persyaratan yang harus diperhatikan untuk menunjang kelangsungan lintasan produksi antara lain:
1. Pemerataan distribusi kerja yang seimbang di setiap stasiun kerja yang terdapat di dalam suatu lintasan produksi fabrikasi atau lintasan perakitan yang bersifat manual
2. Pergerakan aliran benda kerja yang kontinu pada kecepat yang seragam. Alirannya tergantung pada waktu operasi
3. Arah aliran material harus tetap sehingga memperkecil daerah penyebaran dan mencegah timbulnya atau setidak-tidaknya mengurangi waktu menunggu karena keterlambatan benda kerja
4. Produski yang kontinu guna menghindari adanya penumpukan benda kerja di lain tempat sehingga diperlukan aliran benda kerja pada lintasan produksi secara kontinu
Keseimbangan lintasan, proses penyusunannya bersifat teoritis. Dalam prktik persyaratan di atas mutlak untuk dijadikan dasar pertimbangan.
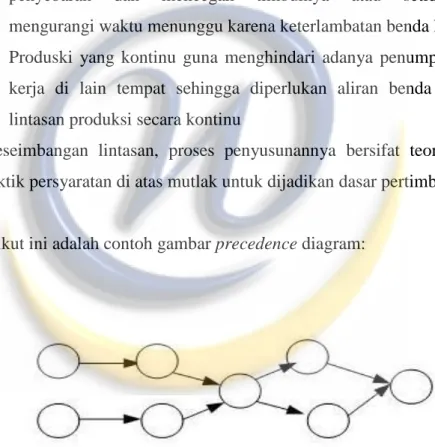
Berikut ini adalah contoh gambar precedence diagram:
Gambar 2. 1 Contoh Precedence Diagram Pada Line Balancing
Menentukan output dari assembly line yang dibutuhkan.
7 Menghitung cycle time yang dibutuhkan, misalnya, waktu di antara penyelesaian produk yang dibutuhkan untuk menyelesaikan output yang diinginkan dalam batas toleransi dari waktu (batas waktu yang diijinkan). Memberikan tugas-tugas kepada pekerja dan mesin.
Menetapkan minimum banyaknya stasiun kerja (work station) yang dibutuhkan untuk memproduksi output yang diinginkan.
Menilai efektifitas dan efisiensi dari solusi.
Mencari terobosan-terobosan untuk perbaikan proses terus–menerus (continous process improvement).
2.1.1. Metode Pemecahan dalam Line Balancing
Ada beberapa metode-metode pemecahan masalah dalam line balancing yaitu: 1. Metode Heuristik
Metode yang berdasarkan pengalaman, intuisi atau aturan-aturan empiris untuk memperoleh solusi yang lebih baik daripada solusi yang telah dicapai sebelumnya (Dimyati, 1994).
Ranked Positional Weight / Hegelson and Birine Kilbridge`s and Waste/Region Approach
Large Candidate Rule Al Arcu`s
2. Metode Analis atau Matematis
Metode penggambaran dunia nyata melalui simbol-simbol matematis berupa persamaan dan pertidaksamaan. (Branch and Bound Method).
3. Metode Simulasi
Metode yang meniru tingkah laku sistem dengan mempelajari interaksi komponen-komponennya. Karena tidak memerlukan fungsi-fungsi matematis secara eksplisit untuk merelasikan variabel-variabel sistem, maka model-model simulasi ini dapat digunakan untuk memecahkan sistem kompleks yang tidak dapat diselesaikan secara matematis.
8 CALB (Computer Assembly Line Balancing or Computer Aided Line
Balancing)
ALPACA (Assembly Line Balancing and Control Activity)
COMSAL (Computer Method or Saumming Operation for Assemble)
2.1.2 Keseimbangan Lintasan (Line Balancing)Produksi Permasalahan Keseimbangan Lintasan Produksi
Dalam suatu industri, perencanaan produksi sangat memegang peranan penting dalam membuat penjadwalan produksi terutama dalam pengaturan operasi atau penugasan kerja yang harus dilakukan. Jika pengaturan dan perencanaan yang dilakukan kurang tepat maka akan dapat mengakibatkan stasiun kerja dalam lintasan produksi mempunyai kecepatan produksi yang berbeda. Hal ini mengakibatkan lintasan produksi menjadi tidak efisien karena terjadi penumpukan material di antara stasiun kerja yang tidak berimbang kecepatan produksinya.
Permasalahan keseimbangan lintasan produksi paling banyak terjadi pada proses perakitan dibandingkan pada proses pabrikasi. Pergerakan yang terus menerus kemungkinan besar dicapai dengan operasi-operaasi perakitan yang dibentuk secara manual katika beberapa operasi dapat dibagi dengan durasi waktu yang pendek. Semakin besar fleksibilitas dalam dalam mengkombinasikan beberapa tugas, maka semakin tinggi pula tingkat keseimbangan tingkat keseimbangan yang dapat dicapai, hal ini akan membuat aliran yang muls dengan membuat utilisasi tenaga kerja dan perakitan yang tinggi (Nasution, 1999:137). Adanya kombinasi penugasan kerja terhadap operator atau grup operator yang menempati stasiun kerja tertentu juga merupakan awal masalah keseimbangan lintasan produksi, sebab penugasan elemen kerja yang berbeda akan menimbulkan perbedaan dalam jumlah waktu yang tidak produktif dan variasi jumlah pekerjaan yang dibutuhkan untuk menghasilkan keluaran produksi tertentu dalam lintasan tersebut. Masalah-masalah yang terjadi pada keseimbangan lintasan dalam suatu lintasan produksi biasanya tampak adanya penumpukan material, waktu tunggu yang tinggi dan operator yang menganggur karena beban kerja yang tidak teratur.
9 Untuk memperbaiki kondisi tersebuut dengan kseimbangan lintasan yaitu dengan menyeimbangkan stasiun kerja sesuai dengan kecepatan produksi yang diinginkan Idle Time yaitu waktu menganggur selama jam kerja (berth working time), yang disebabkan antara lain hujan, menunggu muatan, menunggu dokumen, alat rusak, dan lain-lain
Keseimbangan yang sempurna tercapai apabila ada persamaan keluaran (output) dari setiap operasi dalam suatu runtutan lini. Bila keluaran yang dihasilkan tidak sama, maka keluaran maksimum mungkin tercapai untuk lini operasi yang paling lambat. Operasi yang paling lambat menyebabkan ketidakseimbangan dalam lintasan produksi. Keseimbangan pada stasiun kerja berfungsi sebagai sistem keluaran yang efisien. Hasil yang bisa diperoleh dari lintasan yang seimbang akan membawa ke arah perhatian yang lebih serius terhdap metode dan proses kerja. Keseimbangan lintasan juga memerlukan ketrampilan operator yang ditempatkan secara layak pada stasiun-stasiun kerja yang ada. Keuntungan keseimbangan lintasan adalah pembagian tugas secara merata sehingga kemacetan bisa dihindari.
Pengaruh Kecepatan Lintasan Terhadap Penyusunan Stasiun Kerja
Hal yang berpengaruh pada penyusunan stasiun kerja adalah kecepatan lintasan yang ditentukan dari tingkat kapasitas permintaan serta waktu operasi terpanjang. Semakin tinggi kecepatan lintasan, jumlah stasiun kerja yang yang dibutuhkan akan menjadi semakin banyak. Sebaliknya, semakin rendah kecepatan lintasan perkitan maka jumlah stasiun kerja yang dibutuhkan menjadi semakin sedikit
Presedence Diagram
Precedence diagram digunakan sebelum melangkah pada penyelesaian
menggunakan metode keseimbangan lintasan. Precedence diagramsebenarnya merupakan gambaran secara grafis dari urutan operasi kerja, serta ketergantungan pada operasi kerja lainnya yang tujuannya untuk memudahkan pengontrolan dan perencanaan kegiatan yang terkait di dalamnya.
10 Simbol lingkaran dengan huruf atau nomor di dalamnya untuk mempermudah
identifikasi asli dari suatu proses operasi.
Tanda panah menunjukkan ketergantungan dan urutan proses operasi. Dalm hal ini, operasi yang ada di pangkal panah berarti mendahului operasi kerja yang ada pada ujung anak panah.
Angka di atas simbol lingkaran adalah waktu standar yang diperlukan untuk menyelesaikan setiap proses operasi.
Langkah Pemecahan Line Balancing
Menurut Gaspersz (2004), terdapat sejumlah langkah pemecahan masalah line balancing. Berikut ini merupakan langkah-langkah pemecahan masalah adalah sebagai berikut.
Mengidentifikasi tugas-tugas individual atau aktivitas yang akan dilakukan. Menentukan waktu yang dibutuhkan untuk melaksanakan setiap tugas itu. Menetapkan precedence constraints, jika ada yang berkaitan dengan setiap
tugas itu.
Menentukan output dari assembly line yang dibutuhkan.
Menentukan waktu total yang tersedia untuk memproduksi output.
Menghitung waktu siklus yang dibutuhkan, misalnya: waktu diantara penyelesaian produk yang dibutuhkan untuk menyelesaikan output yang diinginkan dalam batas toleransi dari waktu (batas waktu yang yang diijinkan). Memberikan tugas-tugas kepada pekerja atau mesin.
Menetapkan minimum banyaknya stasiun kerja (work stasion) yang dibutuhkan untuk memproduksi output yang diinginkan.
Menilai efektifitas dan efisiensi dari solusi.
Mencari terobosan-terobosan untuk perbaiki proses terusmenerus (continous process improvement).
11 Istilah-Istilah Dalam Line Balancing:
lde time (CT)
Merupaka waktu yang diperlukan untuk membuat satu unit produk satu stasiun. Apabila waktu produksi dan target produksi telah ditentukan, maka waktu siklus dapat diketahui dari hasil bagi waktu produksi dan target produksi. Dalam mendesain keseimbangan lintasan produksi untuk sejumlah produksi tertentu, waktu siklus harus sama atau lebih besar dari waktu operasi terbesar yang merupakan penyebab terjadinya bottle neck (kemacetan) dan waktu siklus juga harus sama atau lebih kecil dari jam kerja efektif per hari dibagi dari jumlah produksi per hari, yang secara matematis dinyatakan sebagi berikut
Di mana:
ti max : waktu operasi terbesar pada lintasan CT : waktu siklus (cycle time)
P : jam kerja efektif per hari Q : jumlah produksi per hari
Waktu Menganggur (Idle Time)
Idle time adalah selisih atau perbedaan antara Cycle Time (CT) danStasiun Time (ST), atau CT dikurangi ST. (Baroto, 2002).
Merupakan selisih(perbedaan0 antara cycle time (CT) dan stasiun time (ST) atau CT dikurangi ST
Idle time :
Idle time = 1- Efisiensi
Keseimbangan Waktu Senggang (Balance Delay)
Balance Delay merupakan ukuran dari ketidakefisienan lintasan yang
dihasilkan dari waktu mengganggur sebenarnya yang disebabkan karena pengalokasian yang kurang sempurna di antara stasiun-stasiun kerja.Balance
12 ( ) ∑
( ) Di mana:
n : jumlah stasiun kerja
C : waktu siklus terbesar dalam stasiun kerja ∑ : jumlah waktu operasi dari semua operasi : waktu operasi
: balance delay (%) Efisiensi Stasiun Kerja
Efisiensi stasiun kerja merupakan rasio antara waktu operasi tiap stasiun kerja (Wi) dan waktu operasi stasiun kerja terbesar (Ws). Efisiensi stasiun kerja dapat dirumuskan sebagai berikut (Nasution, 1999):
Efisiensi stasiun kerja:
Efisiensi Lintasan Produksi (Line Efficiency)
Line Efficiency merupakan rasio dari total waktu stasiun kerja dibagi dengan
siklus dikalikan jumlah stasiun kerja (Baroto, 2002) atau jumlah efisiensi stasiun kerja dibagi jumlah stasiun kerja
Efisiensi lintasan : ∑ Di mana:
STi : waktu stasiun dari stasiun ke-1 K : jumlah(banyaknya) stasiun kerja CT : waktu siklus
Smoothest Indeks
Smoothet Indeks merupakan indeks yang menunjukkan kelancaran relatif
dari penyeimbangan lini perakitan tertentu. Smoothes index (SI)
13 Adalah suatu indeks yang menunjukkan kelancaran relative dari penyeimbangan lini perakitan tertentu
SI= √∑ ( ) Di mana:
St max : maksimum waktu di stasiun Sti : waktu stasiun di stasiun kerja ke-i
Work Station
Work Station merupakan tempat pada lini perakitan di mana proses perakitan
dilakukan. Setelah menentukan interval waktu siklus, maka jumlah stasiun kerja yang efisien dapat ditetapkan dengan rumus
2.2 Rank positional weight (RPW)
Metode Rank Positional Weight (RPW) disebut juga sebagai Higelson-Birnie. Menentukan positional weight (bobot posisi) untuk setiap elemen pekerjaannyadari suatu operasi dengan memperhatikan precedence diagram.cara penentuan bobot nya sebagai berikut:
Bobot RPW = waktu proses operasi tersebut + waktu proses operasi berikut nya. Pengelompokan operasi ke dalam stasiun kerja dilakukan atas dasar urutan RPW (dari yang terbesar), dan memperhatikan juga pembatas berupa waktu siklus. Metode ini mengutamakan waktu elemen kerja yang terpanjang, dimana elemen kerja ini di prioritaskan terlebih dahulu ditempatkan didalam stasiun kerja dan diikuti oleh elemen kerja yang lebih rendah. Proses ini dilakukan dengan memberikan bobot.
Bobot ini diberikan pada setiap elemen kerjaa dengan memperhatikan precedence diagram. Dengan sendirinya elemen pekerjaan memiliki bobot semakin besar pula, dengan kata lain akan lebih di prioritaskan, prosedur dalam metode ini terdiri dari :
1. menggambarkan jaringan precedence diagram sesuai dengan keadaan sebenarnya
14 2. menentukan elemen pekerjaan berdasarkan positional weight berdasarkan (bobot posisi) untuk setiap elemen pekerjaan dari suatu operasi yang memiliki waktu penyesuian terpanjang mulai dari awal pekerjaan hingga akhir elemen pekerjaan yang memiliki waktu pekerjaan terendah.
3. Mengurutkan elemen pekerjaan berdasarkan positional weight pada langkah kedua diatas. Elemen kerja yang memiliki positional weight tertinggi di urutkan pertama kali.
4. Melanjutkan dengan menempatkan elemen pekerjaan yang memiliki positional weight tertinggi hingga yang terendah kesetiap stasiun kerja. 5. Jika pada setiap stasiun kerja kelebihan waktu pada hal ini waktu stasiun
melebihi waktu siklus, tukar atau ganti elemen pekerjaan yang ada dalam stasiun kerja tersebut ke stsiun kerja berikut nkerja tersebut ke stsiun kerja berikutnya selama tidak menyalahi precedence diagram.
6. Mengulangi langkah 4 dan 5 diatas sampai seluruh elemen pekerjaan sudah di tempatkan kedalam stasiun kerja.
Metode ini terdapat kelbihan serta kekurangan yang dapat di jadikan sebagai bahan pertimbangan penuli. kelebihan dalam penggunaan metode ini adalah hasil yang di hasilkan lebih akurat dalam hal akurasi di bandingkan dengan metode region approach (RA).
Kelemahan dari metode ini adalah tidak di pertimbangkan efisiensi aliran (flow efficiency), sehingga mungkin saja akan di hasilkan penugasan yang paling tinggi tingkat efisien nya dan akan meningkatkan biaya traansportasi atau biaya pemindahan bahan.
2.3 Metode heuristik untuk Assembling line balancing berorientasikan biaya
Lini perakitan adalah sistem produksi jalur aliran khusus yang khas di produksi industri komoditas standar dan kuantitas tinggi. Keseimbangan lini perakitan balancing didasarkan pada pemerataan operasi diantara workstation sehingga setiap waktu idle mesin sangat minim. Hal ini diketahui bahwa tiap operasi pada mesin dan diutamakan hubungan yang ada antara operasi yang
15 dihasilkan dari teknologi dari lini produksi dan waktu siklus atau jumlah mesin yang diketahui.
Lini masalah sistem produksi keseimbangan lini perakitan selalu menjadi isu penting dalam rekayasa industri. Masalah ini menjadi lebih penting sebagai akibat dari persaingan internasional dan kemajuan yang sangat pesat dalam teknologi manufaktur. Keberadaan sistem produktif yang ditandai dengan waktu produksi yang sangat pendek kali pada model, otomatisasi tingkat tinggi, kebutuhan teknologi baru serta biaya yang tinggi untuk pembangunan lini perakitan. Fitur tersebut membuat desainer menyadari masalah baru, sehingga memaksa mereka untuk membuat lini baru dan seringkali perbaikan lini produksi serta pembuatan perangkat lunak yang tepat dan akurat sebagai alat yang akan membuat rancangan lini produksi lebih mudah. Masalah-masalah ini lebih diperhatikan oleh komunitas ilmiah, namun banyak pertanyaan penting yang masih belum terjawab. di sana yang ada alat yang memadai seperti CAD, tugas utamanya adalah untuk mengoptimalkan efisiensi sistem produksi, oleh karena itu pengembangan alat ini menjadi masalah tidak hanya inovatif, tetapi ini telah diterapkan di banyak industri.
Assembling line balancing problem (ALBP) terdiri dari satu set terbatas task, di mana masing-masing memiliki waktu durasi dan hubungan didahulukan, yang menentukan task planned order. Salah satu masalah yang melekat dalam mengorganisir produksi massal adalah bagaimana sekelompok task yang akan dilakukan pada workstation sehingga mencapai tingkat efisiensi yang diinginkan. Keseimbangan lintasan merupakan upaya untuk menugaskan task kepada setiap workstation pada lini perakitan. Masalah ALB dasar adalah untuk menetapkan satu set task ke set workstation, sehingga hubungan didahulukan terpenuhi, dan faktor kinerja faktor yang optimal. ALB didasarkan pada distribusi merata operasi operasi diantara workstation sehingga setiap waktu idle mesin sangat minim. Hal ini diasumsikan bahwa setiap kali operasi pada mesin, hubungan didahulukan yang ada diantara operasi yang dihasilkan dari teknologi lini produksi dan waktu
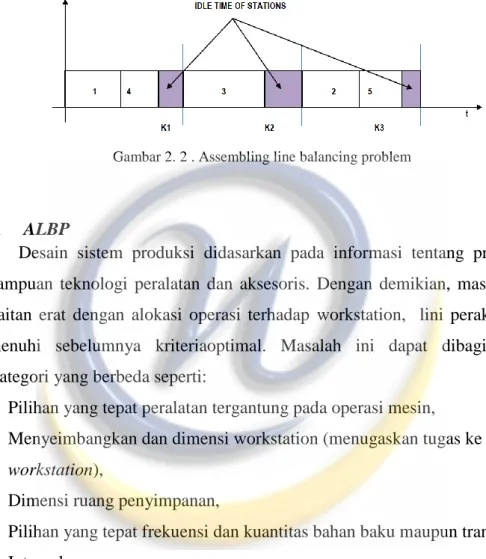
16 siklus atau jumlah mesin diketahui. Untuk melengkapi keseimbangan proses, setiap operasi harus diberikan hanya satu dan hanya satu work station(Gambar 1).
Gambar 2. 2 . Assembling line balancing problem
2.2.1 ALBP
Desain sistem produksi didasarkan pada informasi tentang produk dan kemampuan teknologi peralatan dan aksesoris. Dengan demikian, masalah ALB berkaitan erat dengan alokasi operasi terhadap workstation, lini perakitan yang memenuhi sebelumnya kriteriaoptimal. Masalah ini dapat dibagi menjadi subkategori yang berbeda seperti:
Pilihan yang tepat peralatan tergantung pada operasi mesin, Menyeimbangkan dan dimensi workstation (menugaskan tugas ke
workstation),
Dimensi ruang penyimpanan,
Pilihan yang tepat frekuensi dan kuantitas bahan baku maupun transportasi Internal.
Pertama, didefinisikan apa yang dimaksud dengan jalur perakitan. Jalur perakitan adalah sistem unit yang merupakan stasiun perakitan. Ini terdiri dari himpunan berhingga dari operasi. Menyeimbangkan lini cenderung luas alokasikan operasi dengan seragam untuk setiap workstation dari mana lini dibangun. Jadi, perakitan lini terdiri dari sejumlah stasiun yang diatur sepanjang ban berjalan atau yang serupa. Benda kerja task yang berturut-turut diluncurkan ke bawah ban berjalan dan terus bergerak dari stasiun ke stasiun. Di setiap stasiun, bagian tertentu dari total pekerjaan, yang diperlukan untuk memproduksi produk, dilakukan.
17 Keseimbangan lintasan adalah tugas penting (perancang harus menjawab pertanyaan tentang bagaimana untuk membuat dan kemudian menggunakan lini. Keseimbangan yang tepat tidak hanya mempengaruhi kualitas dari produk yang diproduksi, tetapi juga pada waktu ketika akan dikirim ke pasar. Alokasi operasi adalah yang paling menarik task dari sudut pandang efisiensi lini. Sebagai masalah pertama, untuk meningkatkan efisiensi jalur diambil oleh B.Bryton Namun, publikasi pertama mengenai hal ini dikembangkan dan dirilis pada tahun 1955 oleh MESalveson. masalah ALB melibatkan pengelompokan operasi perakitan di subset diterima yang menciptakan lapangan kerja. Sekarang dipahami bahwa operasi diatur dengan hubungan urutan dan waktu. Ada dua varian ALB: 1) untuk siklus tertentu harus menentukan jumlah minimum subset operasi, yang membentuk workstation,
2) untuk sejumlah tertentu workstation siklus minimum harus ditentukan.
Pendekatan awal untuk masalah menyeimbangkan jalur ini untuk fokus secara eksklusif pada meminimalkan jumlah stasiun dengan menempatkan mereka sebagai banyak tugas memiliki waktu idle, bahwa ia memiliki dampak terbesar pada biaya yang terjadi selama perakitan proses. Pendekatan lain untuk masalah ini ditawarkan Matthias Amin diterbitkan sendiri pada penelitian tahun 2000. Amin membuktikan bahwa line balancing masalahnya adalah masalah umum mencari solusi dengan jumlah minimum dari workstation dengan mencapai salah satu tujuan tersebut membuat kedua constrain terpuas. Alasan untuk ini adalah pendekatan untuk menghitung biaya. Amin mengansumsikan bahwa biaya stasiun bukanlah jumlah dari semua operasi yang ditugaskan dan dilakukan di atasnya, tetapi hanya biaya operasi yang paling awal hal. Ini adalah hasil dari menganalisis tugas yang paling kompleks harus dialokasikan untuk pekerja yang paling terampil, atau mesin terbaik, sementara tugas-tugas sederhana dapat dilakukan oleh pekerja dengan kurang pengalaman, atau dengan mesin sederhana.
18 Ukuran kualitas masalah Assembling line balancing
Lini perakitan balancing adalah yang terbaik, jika untuk setiap workstation, jumlah operasi, dengan waktu siklus workstation. Tapi hal ini tidak selalu mungkin. Itulah cara, langkah-langkah telah dibuat, yang memungkinkan untuk membandingkan metode yang digunakan untuk memecahkan jenis ini tugas. Pengukuran yang digunakan adalah:
Kefektifan lintasan – Line Efficiency (LE); Koefisien kemulusan – Smoothness Index (SI); Waktu lini – Time (T).
Jalur Efisiensi (LE) - menunjukkan pemanfaatan persentase baris. Hal ini diungkapkan sebagai rasio dari total waktu stasiun dengan waktu siklus dikalikan dengan jumlah workstation:
∑
dimana: M - jumlah workstation, c - siklus waktu IMS - waktu stasiun stasiun i.
Smoothness index (SI) - menggambarkan relatif kelancaran untuk jalur perakitan diberikan menyeimbangkan. Keseimbangan sempurna ditunjukkan dengan kelancaran indeks 0. Nilai yang lebih kecil dari SI, lebih jalur tersebut seimbang.
Indeks ini dihitung dengan cara sebagai berikut:
√∑( )
di mana: STmax - time stasiun maksimum (dalam banyak kasus waktu siklus), IMS - time stasiun.
Line Time (T) - merupakan faktor tergantung pada jumlah stasiun. Jika saat ini kecil, garis yang lebih baik akan seimbang.
19 T = (K −1) · c + STK
Dimana: c - waktu siklus, K - jumlah workstation, STK - stasiun terakhir kali. Membahas langkah-langkah kualitas, perhatian besar harus diberikan kegunaannya dalam penilaian solusi layak untuk jalur perakitan masalah keseimbangan. Garis waktu langsung menginformasikan kepada kita tentang kapan produk akhir meninggalkan lini pabrik. Hal ini jelas bahwa solusi dengan garis waktu kurang solusi yang lebih baik. Untuk tujuan membahas masalah indeks kelancaran telah dibuat, yang menginformasikan kita tentang adanya waktu idle di telepon. Sebuah nilai yang lebih besar dari nol, berarti bahwa saat seperti itu muncul di telepon. Karena kinerja operasi kali ini ketergantungan pada indeks, kita dapat menggunakan faktor ini untuk perbandingan solusi untuk tugas yang sama untuk berbagai metode dan waktu siklus yang berbeda. Efektivitas garis masuk akal bagi solusi dengan jumlah yang berbeda workstation.
lde time (CT)
Merupaka waktu yang diperlukan untuk membuat satu unit produk satu stasiun. Apabila waktu produksi dan target produksi telah ditentukan, maka waktu siklus dapat diketahui dari hasil bagi waktu produksi dan target produksi. Dalam mendesain keseimbangan lintasan produksi untuk sejumlah produksi tertentu, waktu siklus harus sama atau lebih besar dari waktu operasi terbesar yang merupakan penyebab terjadinya bottle neck (kemacetan) dan waktu siklus juga harus sama atau lebih kecil dari jam kerja efektif per hari dibagi dari jumlah produksi per hari, yang secara matematis dinyatakan sebagi berikut
Di mana:
ti max : waktu operasi terbesar pada lintasan CT : waktu siklus (cycle time)
P : jam kerja efektif per hari Q : jumlah produksi per hari
20 Waktu Menganggur (Idle Time)
Idle time adalah selisih atau perbedaan antara Cycle Time (CT) dan stasiun Time (ST), atau CT dikurangi ST. (Baroto, 2002).
Merupakan selisih(perbedaan0 antara cycle time (CT) dan stasiun time (ST) atau CT dikurangi ST
Idle time :
Idle time = 1- Efisiensi
Daftar simbol yang digunakan dalam pemecahan masalah assembling line balancing
I number of tasks [–]
h, i index for the tasks, h, i 2 1, ..., I M number of stations [–]
M index for the stations, m 2 1, ...,M
mi station, to which task i is assigned to, i = 1(1)I Ism set of tasks assigned to station m,m = 1(1)M c cycle time [TU/PU]
k total relevant costs per product unit [MU/PU] ksm cost rate of station m,m = 1(1)M, [MU/TU] kti cost rate of task i, i = 1(1)I, [MU/TU] dti duration of task i, i = 1(1)I, [TU/PU]
dsm duration of the operation in station m,m = 1(1)M, [TU/PU]
Vi set of tasks which are immediate (= direct) predecessors of task i, i = 1(1)I
(Note: Dimensions: TU – time units, PU – product units, MU – monetary units. Labels: s – station, t – task, w – wage rate.)
2.2.3 Algoritma Amen
Algoritma yang diusulkan oleh Amin, mengatakan bahwa untuk tugas yang ditugaskan kepada stasiun dengan biaya terendah [4]. Kemudian, tugas selanjutnya dapat ditugaskan ke stasiun yang sama (jika tugas mendahuluinya, telah ditetapkan) dengan durasi waktu, yang (dijumlahkan dengan waktu tugas sudah ditetapkan) tidak melebihi waktu siklus dan sementara biaya yang sama dengan atau kurang dari biaya tugas yang sudah ditugaskan untuk stasiun. Faktor biaya telah diperkenalkan untuk memperkirakan indeks biaya yang sesuai. kadang-kadang kriteria yang paling penting adalah biaya, bukan durasi proses,
21 sehingga benar-benar jumlah waktu idle, apakah durasi melaksanakan tugas dapat menjadi tidak berarti.
Algoritma untuk menetapkan semua tugas ke stasiun dan resolusi konflik: 1) Urutkan tugas dengan biaya dari yang terkecil sampai terbesar.
2) Jika stasiun kosong, pilih tugas dengan biaya terendah. Jika tidak kosong, pilih tugas dengan biaya tertinggi, tetapi tidak lebih dari biaya stasiun.
3) Jika biaya yang sama, memilih tugas yang memiliki lebih banyak waktu. 4) Jika durasi sama, pilih tugas yang memiliki ID yang lebih kecil.
5)Langsung ke 2, sampai semua tugas telah ditetapkan.
2.2.4 Algoritma Scholl dan Becker
Meskipun efektivitas algoritma Matthias Amin pada tahun 2003, Scholl dan Becker ditunjukkan dalam pekerjaan mereka, bahwa stasiun beban maksimal (seperti Amin disebut nya algoritma) memiliki kekurangan dan tidak selalu mengarah pada solusi optimal. Di beberapa kasus, Amin ini metode memberikan hasil yang jauh lebih buruk daripada metode standar waktu. Scholl dan Becker mengusulkan perbaikan metode mereka yang dimaksudkan untuk mencegah situasi seperti itu. Dalam algoritma prinsip tidak meningkat biaya stasiun tidak diterapkan (tugas berikutnya mungkin memiliki tinggi atau lebih rendah biaya), tetapi terutama tugas dengan biaya tertinggi dipilih (dalam Amin ini metode yang berlawanan), maka tugas berikutnya dengan biaya tertinggi sedang tampak menetapkan sebagai tugas berikutnya ke stasiun. Jika ada beberapa tugas dengan biaya yang sama, tugas ini dengan waktu maksimum dipilih (yang tidak melebihi waktu siklus total) dan kemudian (jika waktu yang sama), tugas dengan ID terendah.
Algoritma untuk menetapkan semua tugas ke stasiun dan resolusi konflik: 1) Urutkan tugas dengan biaya dari terbesar ke terkecil.
2) Pilih pekerjaan dengan biaya terbesar.
3) Jika biaya yang sama, pilih pekerjaan yang memiliki lebih banyak waktu. 4) Ketika waktu yang sama, pilih pekerjaan yang memiliki ID yang lebih kecil.
22 2.2.4 Algoritma Cost simply
Algoritma untuk menetapkan semua tugas ke stasiun dan resolusi konflik: 1) Urutkan tugas dengan biaya dari yang terbesar ke terkecil.
2) Pilih pekerjaan dengan biaya terbesar.
3) Jika biaya yang sama, pilih pekerjaan yang memiliki waktu kurang.