BAB II
TINJAUAN PUSTAKA
2.1 Baja
2.1.1 Sejarah Baja
Baja adalah logam paduan, logam besi sebagai unsur dasar dengan beberapa elemen lainnya, termasuk karbon. Kandungan unsur karbon dalam baja berkisar antara 0.2% hingga 2.1% berat sesuai grade-nya. Elemen berikut ini selalu ada dalam baja: karbon, mangan, fosfor, sulfur, silikon, dan sebagian kecil oksigen, nitrogen dan aluminium. Selain itu, ada elemen lain yang ditambahkan untuk membedakan karakteristik antara beberapa jenis baja diantaranya: mangan, nikel, krom, molybdenum, boron, titanium, vanadium dan niobium. Dengan memvariasikan kandungan karbon dan unsur paduan lainnya, berbagai jenis kualitas baja bisa didapatkan. Fungsi karbon dalam baja adalah sebagai unsur pengeras dengan mencegah dislokasi bergeser pada kisi kristal (crystal lattice) atom besi. Baja karbon ini dikenal sebagai baja hitam karena berwarna hitam, banyak digunakan untuk peralatan pertanian misalnya sabit dan cangkul.
Sebelum diperkenalkannya metode produksi Bessmer dan berbagai teknik produksi modern lainnya, baja termasuk material yang mahal dan hanya digunakan ketika tidak ada material alternatif yang lebih murah, khususnya untuk
bagian tajam dari pisau, alat pencukur, dan pedang, dan berbagai alat perkakas yang membutuhkan bagian yang keras dan tajam. Baja pada saat itu juga digunakan untuk pegas, termasuk pegas yang digunakan pada jam.
2.1.2 Sifat-sifat Baja
Baja mempunyai sejumlah sifat yang membuatnya menjadi baqhan bangunan yang sangat berharga. Beberapa sifat baja yang penting adalah:
• Kekuatan.
Baja mempunyai daya tarik,lengkung, dan tekan yang sangat besar. Pada setiap partai baja, pabrikan baja menandai beberapa besar daya kekuatan baja itu. Pabrikan baja misalnya, memasukan satu partai baja batangan dan mencatumkan pada baja itu Fe 360. di sini Fe menunjukan bahwa partai itu menunjukkan daya kekuatan (minimum) tarikan atau daya tarik baja itu. Yang dimaksud dengan istilah tersebut adalah gaya tarik N yang dapat dilakukan baja bergaris tengah 1 mm2 sebelum baja itu menjadi patah. Dalam hal ini daya tarik itu adalah 360 N/mm2. dahulu kita mencantumkan daya tarik baja itu Fe 37, karena daya
tariknya adalah 37 kgf/mm2. karna smengandung sedikit kadar karbon, maka semua jenis baja mempunyai daya tarik yang kuat. Oleh karna daya tarik baja yang kuat maka baja dapat menahan berbagai tegangan, seperti tegangan lentur. • Kekerasan
Baja itu sangat keras sekali sehingga sebagai bahan konstruksi, baja mungkin saja untuk digunakan berbagai tujuan. Apabila untuk produk-produk baja tertentu ada suatu keharusan,maka bisa saja baja itu, dengan cara dipanaskan,dibuat luar biasa kerasnya.
• Ketahanan terhadap korosi
Tanpa perlindungan, baja sangat cepat berkarat. Untung saja baja diberikan perlindungan yang sangat efektif dengan berbagai cara.
• Perawatan dengan panas
Kekerasan yang lebih besar adalah sangat penting untuk benda-benda tertentu yang dibuat dari baja. Yang dimaksud dari kekerasan suatu bahan adalah
ketahananannya terhadap bisa atau tidak dimasuki oleh bahan lain. Untuk dapat mencapai kekerasan yang tinggi, maka diperlukan sistim perawatan dengan panas
khusus yang disebut ‘pengerasan’ . sebuah benda baru dapat dikuatkan sesudah benda itu diproduksikan. Ada beberapa cara untuk mengeraskan:
- Mengeraskan permukaan :Hanya bagian luar saja yang keras sedangkan bagian intinya tidak.
• Pengerasan yang mendalam
Pada pengerasan mendalam, benda yang sudah terbentuk, dipanaskan dengan temperature yang cukup tinggi. Kemudian dengan cepat didinginkan; tindakan ini disebut ‘mengejutkan’baja. Pendinginan ini bisa dilakukan di dalam air,minyak atau udara. Benda itu menjadi keras bukan hanya bagian luar saja, tetapi juga intinya menjadi keras benar. Dengan cara ini baja baja menjadi cepat rapuh; berarti baja itu dapat cepat patah. Kita semua paham betapa mudah patahnya ulir mata bor dari baja yang berukuran kecil.
• Pengerasan permukaan
Untuk peralatan-peralatan tertentu hanya bagian luarnya saja yang harus dikeraskan. Untuk dapat menerima tekanan yang besar, inti benda ini harus tetep lentur. Hal ini dapat dicapai dengan hanya mengeraskan bagian permukaan dari benda tersebut. Pengerasan permukaan dipakai pada poros engkol (crankshaft), kopling akar,cacing,roda cacing, dan gigi cacing.
• Tempering
Tempering adalah memanaskan baja yang sudah diperkeras dengan temperature yang cukup rendah (180oC), diikuti dengan pendinginan secara
perlahan-lahan. Tempering dilakukan dengan tujuan memberikan struktur yang lebih merata pada bahan itu. Lewat proses ini maka baja yang telah diperkeraskan tadi hanya sedikit saja yang diperlunak, tetapi baja itu menjadi tidak begitu rapuh. Karena tempering, produk tersebut menjadi terhindar dari perubahan bentuk (pertambahan isi) sebagai kibat proses pengerasan. Hal ini, terutama ukuran akhir dan semacamnya sangat penting untuk alat pengukur yang tepat seperti caliber.
2.1.3 Jenis – jenis Baja
Baja secara umum dapat dikelompokkan atas 2 jenis yaitu : • Baja karbon (Carbon steel)
• Baja paduan (Alloy steel)
a. Baja karbon rendah (low carbon steel)
Machine, machinery dan mild steel (0,05 % – 0,30% C ) Sifatnya mudah ditempa dan mudah di mesin. Penggunaannya:
• 0,05 % – 0,20 % C : automobile bodies, buildings, pipes, chains, rivets, screws, nails.
• 0,20 % – 0,30 % C : gears, shafts, bolts, forgings, bridges, buildings b. Baja karbon menengah (medium carbon steel )
• Kekuatan lebih tinggi daripada baja karbon rendah. • Sifatnya sulit untuk dibengkokkan, dilas, dipotong.
Penggunaan:
• 0,30 % – 0,40 % C : connecting rods, crank pins, axles.
• 0,40 % – 0,50 % C : car axles, crankshafts, rails, boilers, auger bits, screwdrivers.
• 0,50 % – 0,60 % C : hammers dan sledges c. Baja karbon tinggi (high carbon steel)
Sifatnya sulit dibengkokkan, dilas dan dipotong. Kandungan 0,60 % – 1,50
% C.
2) Baja Paduan (Alloy steel)
Tujuan dilakukan penambahan unsur yaitu:
• Untuk menaikkan sifat mekanik baja (kekerasan, keliatan, kekuatan tarik
dan sebagainya).
• Untuk menaikkan sifat mekanik pada temperatur rendah.
• Untuk meningkatkan daya tahan terhadap reaksi kimia (oksidasi dan
reduksi).
• Untuk membuat sifat-sifat spesial.
Baja paduan yang diklasifikasikan menurut kadar karbonnya dibagi menjadi: • Low alloy steel, jika elemen paduannya ≤ 2,5 % .
• Medium alloy steel, jika elemen paduannya 2,5 – 10 %. • High alloy steel, jika elemen paduannya > 10 %.
3) Baja Paduan Khusus (special alloy steel)
Baja jenis ini mengandung satu atau lebih logam-logam seperti nikel, chromium, manganese, molybdenum, tungsten dan vanadium. Dengan menambahkan logam tersebut ke dalam baja maka baja paduan tersebut akan merubah sifat-sifat mekanik dan kimianya seperti menjadi lebih keras, kuat dan ulet bila dibandingkan terhadap baja karbon (carbon steel).
4) High Speed Steel (HSS) Self Hardening Steel
Kandungan karbon : 0,70 % – 1,50 %. Penggunaan membuat alat-alat potong seperti drills, reamers, countersinks, lathe tool bits dan milling cutters. Disebut High Speed Steel karena alat potong yang dibuat dengan material tersebut dapat dioperasikan dua kali lebih cepat dibanding dengan carbon steel. Sedangkan harga dari HSS besarnya dua sampai empat kali dari pada carbon steel.
Jenis Lainnya:
• Baja dengan sifat fisik dan kimia khusus: • Baja tahan garam (acid-resisting steel) • Baja tahan panas (heat resistant steel) • Baja tanpa sisik (non scaling steel) • Electric steel
• Magnetic steel • Non magnetic steel
• Baja tahan pakai (wear resisting steel) • Baja tahan karat/korosi
Dengan mengkombinasikan dua klasifikasi baja menurut kegunaan dan komposisi kimia maka diperoleh lima kelompok baja yaitu:
• Baja karbon konstruksi (carbon structural steel) • Baja karbon perkakas (carbon tool steel)
• Baja paduan konstruksi (Alloyed structural steel) • Baja paduan perkakas (Alloyed tool steel)
2.1.4 Baja Stainless
Baja stainless merupakan baja paduan yang mengandung minimal 10,5% Cr. Sedikit baja stainless mengandung lebih dari 30% Cr atau kurang dari 50% Fe. Karakteristik khusus baja stainless adalah pembentukan lapisan film kromium oksida (Cr2O3). Lapisan ini berkarakter kuat,tidak mudah pecah dan tidak terlihat secara kasat mata. Lapisan kromium oksida dapat membentuk kembali jika lapisan rusak dengan kehadiran oksigen. Pemilihan baja stainless didasarkan dengan sifat-sifat materialnya antara lain ketahanan korosi, fabrikasi, mekanik, dan biaya produk. Penambahan unsur-unsur tertentu kedalam baja stainless dilakukan dengan tujuan sebagai berikut :
1. Penambahan Molibdenum (Mo) bertujuan untuk memperbaiki ketahanan korosi pitting dan korosi celah
2. Unsur karbon rendah dan penambahan unsur penstabil karbida (titanium atau niobium) bertujuan menekan korosi batas butir pada material yang mengalami proses sensitasi.
3. Penambahan kromium (Cr) bertujuan meningkatkan ketahanan korosi dengan
membentuk lapisan oksida (Cr2O3) dan ketahanan terhadap oksidasi temperatur tinggi.
4. Penambahan nikel (Ni) bertujuan untuk meningkatkan ketahanan korosi dalam
media pengkorosi netral atau lemah. Nikel juga meningkatkan keuletan dan mampu bentuk logam. Penambahan nikel meningkatkan ketahanan korosi tegangan.
5. Unsur aluminium (Al) meningkatkan pembentukan lapisan oksida pada temperature tinggi.
2.1.4.1 Baja Stainless Martensitik.
berlebih meningkatkan ketahanan aus. Unsur niobium, silicon,tungsten dan vanadium ditambah untuk memperbaiki proses temper setelah proses pengerasan. Sedikit kandungan nikel meningkatkan ketahan korosi dan ketangguhan.
2.1.4.2 Baja Stainless Ferritik
Baja jenis ini mempunyai struktur body centered cubic (bcc). Unsur kromium ditambahkan ke paduan sebagai penstabil ferrit. Kandungan kromium umumnya kisaran 10,5 – 30%. Beberapa tipe baja mengandung unsur molybdenum, silicon, aluminium, titanium dan niobium. Unsur sulfur ditambahkan untuk memperbaiki sifat mesin. Paduan ini merupakan ferromagnetic dan mempunyai sifat ulet dan mampu bentuk baik namun kekuatan di lingkungan suhu tinggi lebih rendah dibandingkan baja stainless austenitic. Kandungan karbon rendah pada baja ferritik tidak dapat dikeraskan dengan perlakuan panas.
Tingkat kekerasan beberapa tipe baja stainless ferritik dapat ditingkatkan dengan cara celup cepat. Metode celup cepat merupakan proses pencelupan banda kerja secara cepat dari keadaan temperature tinggi ke temperature ruang. Sifat
mampu las, keuletan, ketahanan korosi dapat ditingktakan dengan mengatur kandungan tertentu unsur karbon dan nitrogen.
2.1.4.3 Baja Stainless Austenitik
Baja Stainless austenititk merupakan paduan logam besi-krom-nikel yang mengandung 16-20% kromium, 7-22%wt nikel, dan nitrogen. Logam paduan ini merupakan paduan berbasis ferrous dan struktur kristal face centered cubic (fcc). Struktur kristal akan tetap berfasa austenit bila unsur nikel dalampaduan diganti mangan (Mn) karena kedua unsur merupakan penstabil fasa austenit. Fasa austenitic tidak akan berubah saat perlakuan panas anil kemudian didinginkan pada temperatur ruang. Baja stainless austenitik tidak dapat dikeraskan melalui perlakuan celup cepat (quenching). Umumnya jenis baja ini dapat tetap menjaga sifat asutenitik pada temperature ruang, lebih bersifat ulet dan memiliki ketahanan korosi lebih baik dibandingkan baja stainless ferritik dan martensit.
cryogenic. Tipe 2xx mengandung nitrogen, mangan 4-15,5%wt, dan kandungan 7%wt nikel. Tipe 3xx mengandung unsur nikel tinggi dan maksimal kandungan mangan 2%wt. Unsur molybdenum, tembaga, silicon, aluminium,titanium dan niobium ditambah dengan karakter material tertentu seperti ketahanan korosi sumuran atau oksidasi. Sulfur ditambah pada tipe tertentu untuk memperbaiki sifat mampu mesin.
Salah satu jenis baja stainless austenitic adalah AISI 304. Baja austenitic ini mempunyai struktur kubus satuan bidang (face center cubic) dan merupakan baja dengan ketahanan korosi tinggi. Komposisi unsur – unsur pemadu yang terkandung dalam AISI 304 akan menentukan sifat mekanik dan ketahanan korosi. Baja AISI 304 mempunyai kadar karbon sangat rendah 0,08%wt. Kadar kromium berkisar 18-20%wt dan nikel 8-10,5%wt yang terlihat pada Tabel 1. Kadar kromium cukup tinggi membentuk lapisan Cr2O3 yang protektif untuk meningkatkan ketahanan korosi. Komposisi karbon rendah untuk meminimalisai sensitasi akibat proses pengelasan.
Tabel 2.1 Komposisi kimia stainless steel AISI 304
Unsur %wt
Komposisi kandungan unsure dalam baja AISI 304 tersebut diperoleh sifat
mekanik material yang ditunjukan pada Tabel 2.2
Poison Tensile Yield Elong Hard Mod Density
0,27-0,30 515 205 40 88 193 8
Keterangan :
Poison : Rasio Poison
Tensile : Tensile strength (MPa) Yield : Yield Strength (MPa)
Elong : elongation % Hard : Kekerasan (HVN)
Mod : Modulus elastisitas (GPa) Density : berat jenis (Kg/m3)
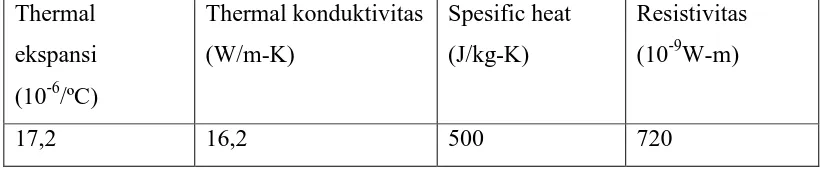
Tabel 2.3 Sifat fisik dan listrik stainless stell AISI 304 pada kondisi annealed
Thermal
2.1.4.4 Baja Stainless Dupleks
Jenis baja ini merupakan paduan campuran struktur ferrite (bcc) dan austenit. Umumnya paduan-paduan didesain mengandung kadar seimbang tiap fasa saat kondisi anil. Paduan utama material adalah kromium dan nikel, tapi nitrogen, molybdenum,tembaga,silicon dan tungsten ditambah untuk menstabilkan struktur dan memperbaiki sifat tahan korosi. Ketahanan korosi baja stainless dupleks hampir sama dengan baja stainless austenitik. Kelebihan baja stainless dupleks
yaitu nilai tegangan tarik dan luluh tinggi dan ketahanan korosi retak tegang lebih baik dari pada baja stainless austenitik. Ketangguhan baja stainless dupleks antara baja austenitic dan ferritik.
2.1.4.5 Baja Stainless Pengerasan Endapan
titanium. Baja ini berstruktur austenitic atau martensitik dalam kondisi anil. Kondisi baja berfasa austenitic dalam keadaan anil dapat diubah menjadi fasa martensit melalui perlakuan panas. Kekuatan material melalui pengerasan endapan pada struktur martensit.
2.2 Pengelasan
2.2.1 Sejarah Pengelasan
Berdasarkan penemuan benda-benda sejarah dapat diketahui bahwa teknik penyambungan logam telah diketahui sejak zaman prasejarah, misalnya pematrian timbal-timah menurut keterangan yang didapat telah diketahui dan dipraktekan dalam rentang waktu antara 4000 sampai 3000SM. Sumber energi panas yang dipergunakan pada waktu itu diduga dihasilkan dari pembakaran kayu atau arang. Berhubung suhu yang diperoleh dengan pembakaran kayu dan arang sangat rendah maka teknik penyambungan ini pada waktu itu tidak dikembangkan lebih lanjut.
Setelah energi listrik dapat dipergunakan dengan mudah, teknologi
pengelasan maju dengan pesat sehingga menjadi suatu teknik penyambungan yang mutakhir. Cara-cara dan teknik pengelasan yang banyak digunakan pada waktu ini seperti las busur,las resistansi listrik, las termit dan las gas, pada
umumnya diciptakan pada akhir abad ke-19.
Alat-alat busur dipakai secara luas setelah alat tersebut digunakan dalam praktek oleh Benardes dalam tahun 1885. Dalam penggunaan yang pertama ini Benardes memakai elektroda yang dibuat dari batang karbon atau grafit. Dengan mendekatkan elektroda kelogam induk atau logam yang akan dilas sejarak kira-kira 2 mm, maka terjadi busur listrik yang merupakan sumber panas dalam proses pengelasan. Karena panas yang timbul, maka logam pengisi yang terbuat dari logam yang sama dengan logam induk mencair dan mengisi tempat sambungan.
Slavianoff dalam tahun 1892 adalah orang pertama yang menggunakan kawat logam elektroda yang turut mencair karena panas yang ditimbulkan oleh busur listrik yang terjadi. Dengan penemuan ini maka elektroda di smping berfungsi sebagai penghantar dan pembangkit busur listrik juga berfungsi sebagai logam pengisi. Kemudian Kjellberg menemukan bahwa kualitas sambungan las menjadi lebih baik bila kawat elektroda logam yang digunakan dibungkus dengan terak. Penemuan ini adalah permulaan dari penggunaan las busur dengan elektroda terbungkus yang sangat luas penggunaanya pada waktu ini.
Kemajuan-kemajuan dalam ilmu pengetahuan dan teknologi yang dicapai sampai dengan tahun 1950, telah mulai mempercepat lagi kemajuan dalam bidang las. Karena itu, tahun 1950 dapat dianggap sebagai permulaan masa keemasan yang ketiga yang masih terus berlangsung terus sampai sekarang. Selama masa keemasan yang ketiga ini telah ditemukan cara-cara las baru antara lain las tekan dingin, las listrik terak, las busur dengan perlindungan gas CO2, las gesek, las ultrasonik, las sinar elektron, las busur plasma, las laser dan masih banyak lagi lainnya. Jumlah penemuan pada tahun-tahun tertentu dan jenis pengelasan yang
ditemukan dipergunakan dalam praktek pada waktu ini, sebagian masih memerlukan perbaikanyang mungkin dalam waktu yang dekat akan menjadi lebih bermanfaat dan dapat merupakan sumbangan yang berharga kepada kemajuan
Gambar. 2.1 Perkembangan cara pengelasan (Wiryosumarto,2004)
2.2.2 Pengertian las
Berdasarkan definisi dari Deutche Industrie Normen (DIN) las adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Dari definisi tersebut dapat dijabarkan lebih lanjut bahwa las adalah sambungan setempat dari beberapa batang logam dengan menggunakan energi panas. Pada waktu itu telah digunakan lebih dari 40 jenis pengelasan termasuk pengelasan yang dilaksanakan dengan hanya menekan dua logam yang disambung sehingga terjadi ikatan antara atom-atom atau molekul-molekul dari logam yang disambungkan.
Pengelasan dapat diartikan dengan proses penyambungan dua buah logam sampai titik rekristalisasi logam, dengan atau tanpa menggunakan bahan tambah dan menggunakan energi panas sebagai pencair bahan yang dilas. Pengelasan juga dapat diartikan sebagai ikatan tetap dari benda atau logamyangdipanaskan.
Mengelas bukan hanya memanaskan dua bagian benda sampai mencairdanmembiarkanmembekukembali,tetapimembuatlasanyangutuh
dengancaramemberikanbahantambahatauelektrodapadawaktudipanaskan sehingga
mempunyai kekuatan seperti yang dikehendaki. Kekuatan
sambunganlasdipengaruhibeberapafaktorantaralain:prosedurpengelasan, bahan,elektrodadanjeniskampuh yangdigunakan.
2.2.3 Klasifikasi Cara-cara Pengelasan dan Pemotongan
klasifikasiyang lebih terperinci lagi, maka kedua klasifikasi tersebut di atas akan terbaur dan akan terbentuk kelompok-kelompok yang banyak sekali.
Di antara kedua cara klasifikasi tersebut, kelihatannya klasifikasi berdasarkan cara kerja lebih banyak digunakan, berdasarkan klasifikasi ini pengelasan dapat dibagi dalam tiga kelas utama yaitu :
• Pengelasan cair adalah cara pengelasan di mana sambungan dipanaskan
sampai mencair dengan sumber panas dari busur listrik atau semburan api gas yang terbakar.
• Pengelasan tekan adalah cara pengelasan di mana sambungan dipanaskan dan
kemudian ditekan hingga menjadi satu.
• Pematrian adalah cara pengelasan di mana sambungan diikat dan disatukan dengan menggunakan paduan logam yang mempunyai titik cair rendah. Dalam cara ini logam induk tidak turut mencair.
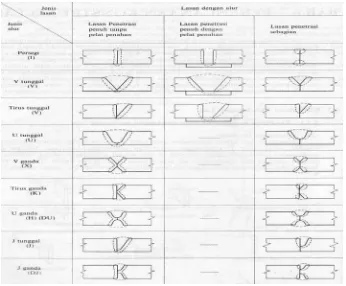
Perincian lebih lanjut dari klasifikasi ini dapat dilihat pada tabel di bawah ini. Berdasarkan klasifikasi dalam tabel tersebut, beberapa cara pengelasan yang
Gambar 2.2. Klasifikasi Cara Pengelasan
2.2.4 LasSMAW(ShieldedMetalArcWelding)
Las tistrik ini menggunakan elektroda berselaput sebagai bahan tambah. Busur listrik yang terjadi diantara ujung elektroda dan bahan dasar akan
mencairkan ujung elektroda dan sebagian bahan dasar. Selaput elektroda yang turut terbakar akan mencair dan menghasilkan gas yang melindungi ujung elektroda, kawah Ias, busur Iistri dan daerah Ias di sekitar busur listrik terhadap pengaruh udara luar. Cairan selaput elektroda yang membeku akan menutupi permukaan Ias yang juga berfungsi sebagai pelindung terhadap pengaruh luar.
pengelasan akan mengalami pencairan bersama denganlogaminduk danmembekubersamamenjadi bagiankampuhlas.
Prosespemindahanlogamelektrodaterjadipadasaatujungelektroda mencair dan membentuk butir-butir yang terbawa arus busur listrik yang terjadi. Bila digunakan arus listrik besar maka butiran logam cair yang terbawamenjadihalusdansebaliknyabilaaruskecilmakabutirannyamenjadi besar.
Pola pemindahan logam cair sangat mempengaruhi sifat mampu las darilogam.Logammempunyaisifatmampulasyangtinggibilapemindahan terjadi dengan butiran yang halus. Pola pemindahan cairan dipengaruhi oleh besar kecilnya arus dan komposisi dari bahan fluks yang digunakan. Bahan fluks yang digunakan untuk membungkus elektroda selama pengelasan mencairdan membentuk terakyangmenutupilogamcairyangterkumpuldi tempat sambungan dan bekerja sebagai penghalang oksidasi
Gambar2.3LasSMAW(Wiryosumarto,2004)
2.2.5 Prinsip Kerja Las Listrik
Pada dasarnya las listrik yang menggunakan elektroda karbon maupun logam, menggunakan tenaga listrik sebagai sumber panas. Busur listrik yang terjadi antara ujung elektroda dan benda kerja dapat mancapai temperatur tinggi yang dapat melelehkan sebagian bahan merupakan perkalian antara tegangan listrik (E) dangan kuat arus (I) dan waktu (t) yang dinyatakan dalam satuan panas joule, atau kalori seperti rumus dibawah ini :
dimana :
H = Panas Dalam Satuan Joule. E = Tegangan Listrik Dalam Volt. I = Kuat Arus Dalam Amper. t = Waktu Dalam Detik.
A. Las Listrik Dengan Elektroda Karbon (Carbon Arc Welding)
Carbon Arc Welding mungkin adalah proses las listrik yang dikembangkan pertama kali menurut catatan, eksperimen las listrik pertama kali dilakukan pada tahun 1881, ketika Auguste de Meritens (Perancis) menggunakan busur karbon sebagai sumber pengelasan dengan aki sebagai sumber listriknya. Dalam eksperimennya, dia menghubungkan benda kerja dengan kutub positif. Walaupun kurang efisien, proses ini berhasil menyatukan timah dengan timah. Carbon ArcWelding adalah proses untuk menyatukan logam dengan menggunakan panas dari busur listrik, tidak memerlukan tekanan dan batang pengisi (filler metal) dipakai jika perlu. Carbon Arc Welding banyak digunakan
dalam pembuatan aluminium dan besi. Mula-mula elektroda kontak/bersinggungan dengan logam yang dilas, sehingga terjadi aliran arus listrik, kemudian elektroda diangkat sedikit sehingga timbullah busur. Panas pada
busur bisa mencapai 5.5000 C. Sumber arusnya bias DC maupun AC. Dengan menggunakan DC/AC, proses Carbon Arc Welding bias dipakai secara manual ataupun otomatis. Pendinginannya tergantung besarnya arus, bila penggunaan arus di atas 200 Ampere digunakan air pendingin (WaterCooled). Dan sebaliknya bila di bawah 200 Ampere digunakan pendingin dengan udara bebas (Air cooled). Jenis bahan elektroda yang banyak digunakan adalah elektroda jenis logam walaupun ada juga jenis elektroda dari bahan karbon namun sudah jarang digunakan.
yang digunakan pada pengelasan jenis ini ada 3 macam yaitu: elektroda polos, elektroda fluks dan elektroda berlapis tebal.
Elektroda polos adalah elektroda tanpa diberi lapisan dan penggunaan elektroda jenis ini terbatas antara lain untuk besi tempa dan baja lunak. Elektroda fluks adalah elektroda yang mempunyai lapisan tipis fluks, dimana fluks ini berguna melarutkan dan mencegah terbentuknya oksida-oksida pada saat pengelasan. Kawat las berlapis tebal paling banyak digunakan terutama pada proses pengelasan komersil. Lapisan pada elektroda berlapis tebal mempunyai fungsi :
1. Membentuk lingkungan pelindung.
2. Membentuk terak dengan sifat-sifat tertentu untuk melindungi logam cair.
3. Memungkinkan pengelasan pada posisi diatas kepala dan tegak lurus. Kecepatan pengelasan dan keserbagunaan mesin las arus bolak-balik dan arus searah hampir sama, namun untuk pengelasan logam/pelat tebal, las arus bolak-balik lebih cepat.
B. Las Elektroda Terbungkus (Coated Electrode Welding)
Cara Pengelasan dimana elektrodanya dibungkus dengan fluks merupakan
pengembangan lebih lanjut dari pengelasan dengan eletroda logam tanpa pelindung (Bare Metal Electrode). Dengan elektroda logam tanpa pelindung, busur sulit dikontrol dan mengalami pendinginan terlalu cepat sehingga O2 dan N2 dari atmosfir diubah menjadi oksida dan nitrida, akibatnya sambungan menjadi rapuh dan lemah. Prinsip Las Elektroda Terbungkus adalah akibat dari busur listrik yang terjadi antara elektroda dan logam induk yang mengakibatkan logam induk dan ujung elektroda mencair dan kemudian membeku bersama-sama. lapisan (pembungkus) elektroda terbakar bersama dengan meleburnya elektroda. Fungsi Fluks ini antara lain:
- Melindungi logam cair dari lingkungan udara. - Menghasilkan gas pelindung
- Menstabilkan busur
C. Las Busur Rendam (Submerged Arc Welding)
Dalam pengelasam busur rendam otomatis, busur dan material yang diumpankan untuk pengelasan tidak diperlukan seorang operator yang ahli. Pengelasan otomatis ini pertama kali diusulkan oleh Bernardos dan N. Slavianoff dan las busur rendam dipraktekkan pertama kali oleh D. Dulchevsky. Las busur rendam adalah pengelasan dimana logam cair tertutup dengan fluks yang diatur melalui suatu penampung fluks dan logam pengisi yang berupa kawat pejal diumpankan secara terus menerus. Dalam pengelasan ini busur listriknya terendam dalam fluks. Karena dalam pengelasan ini, busur listriknya tidak kelihatan, maka sangat sukar untuk mengatur jatuhnya ujung busur. Di samping itu karena mempergunakan kawat elektroda yang besar maka sangat sukar untuk memegang alat pembakar dengan tangan tepat pada tempatnya. Karena kedua hal tersebut maka pengelasan selalu dilaksanakan secara otomatis penuh. Mesin las ini dapat menggunakan sumber listrik AC yang lamban dan DC dengan tegangan tetap.
Bila menggunakan listrik AC perlu adanya pengaturan kecepatan pengumpanan kawat las yang dapat diubah-ubah untuk mendapatkan panjang busur yang diperlukan. Bila menggunakan sumber listrik DC dengan tegangan
tetap, kecepatan pengumpanan dapat dibuat tetap dan biasanya menggunakan polaritas balik (DCRP). Mesin las dengan listrik DC kadang-kadang digunakan untuk mengelas pelat tipis dengan kecepatan tinggi atau untuk pengelasan dengan eletroda lebih dari satu.
2.2.6 Klasifikasi Kawat Elektroda dan Fluksi
2.2.6.1 Kawat Elektroda
Elektroda baja lunak dan baja paduan rendah untuk las busur listrik menurut klasifikasi AWS (American Welding Society) dinyatakan dengan tanda E XXXX yang artinya sebagai berikut :
E menyatakan elaktroda busur listrik
X (angka ketiga) menyatakan posisi pangelasan angka 1 untuk pengelasan segala posisi. angka 2 untuk pengelasan posisi datar di bawah tangan.
X (angka keempat) menyatakan jenis selaput dan jenis arus yang cocok dipakai untuk pengelasan.
Elektroda berselaput yang dipakai pada Ias busur listrik mempunyai perbedaan komposisi selaput maupun kawat Inti. Pelapisan fluksi pada kawat inti dapat dengah cara destrusi, semprot atau celup. Ukuran standar diameter kawat inti dari 1,5 mm sampai 7 mm dengan panjang antara 350 sampai 450 mm. Jenis-jenis selaput fluksi pada elektroda misalnya selulosa, kalsium karbonat (CaCO3), titanium dioksida (rutil), kaolin, kalium oksida mangan, oksida besi, serbuk besi, besi silikon, besi mangan dan sebagainya dengan persentase yang berbeda-beda, untuk tiap jenis elektroda. Tebal selaput elektroda berkisar antara 70% sampai 50% dari diameter elektroda tergantung dari jenis selaput. Pada waktu pengelasan, selaput elektroda ini akan turut mencair dan menghasilkan gas CO2 yang melindungi cairan las, busur listrik dan sebagian benda kerja terhadap udara luar.
Udara luar yang mengandung O2 dan N akan dapat mempengaruhi sifat
mekanik dari logam Ias. Cairan selaput yang disebut terak akan terapung dan membeku melapisi permukaan las yang masih panas.
2.2.6.2 Fluksi
Fluksi merupakan pembungkus elektroda yang sangat diperlukan untuk meningkatkan mutu sambungan karna fluksi bersifat melindungi metal cair dari udara bebas serta menstabilkan busur.
Terdapat 2 macam Fluksi sesuai dengan pembuatannya : - Fused Fluksi.
- Bonded Fluksi. A). Fused Fluksi
Fused Fluksi terbuat dari campuran butir-butir material seperti mangan, kapur, boxit, kwarsa dan fluorpar didalam suatu tungku pemanas. Cairan terak yang terbentuk akan diubah ke dalam bentuk fluksi dengan jalan :
- Dari kondisi panas dituang ke dalam air, sehingga timbul percikan – percikan yang kemudian disaring sesuai ukurannya. Metode ini lebih effisien, tetapi kualitas fluksi yang dihasilkan mengandung hidrogen yang cukup tinggi yang memerlukan prose lebih lanjut untuk mengurangi kadar hidrogen tersebut.
B). Bonded Fluksi
Bonded Fluksi ini dibuat di pabrik dengan jalan mencampur butiran-butiran material yang ukurannya jauh lebih halus seperti mineral, ferroalloy, water glass sebagai pengikat dalam suatu pengaduk (mixer) yang khusus. Campuran tersebut kemudian akan dikeringkan dalam suatu pengering yang berputar pada temperature 6000 – 8000oC.
2.2.7 Siklus Thermal Daerah Lasan ( Heat Affected Zone )
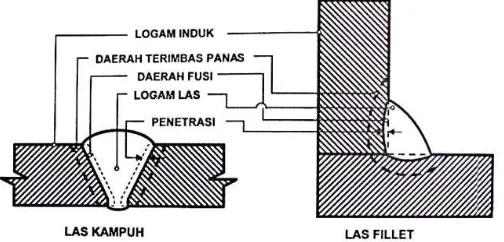
Menurut Wiryosumarto dan Okumura (2000: 56), daerah lasan terdiri dari 3 bagian yaitu logam lasan, daerah pengaruh panas ( HAZ ) dan logam induk yang tak terpengaruhi.
1. Logam Las
Menurut Widharto (2013: 455), logam las adalah perpaduan antara bahan pengisi (filler metal) dengan logam induk yang kemudian setelah membeku
membentuk jalur las.
Logam didaerah pengelasan mengalami siklus termal yakni pencairan kemudian pembekuan. Kondisi ini menyebabkan perubahan struktur mikro dari logam yang bersangkutan.
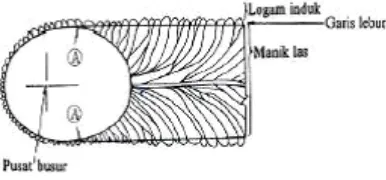
Pada Gambar 2.4 ditunjukkan secara skematik proses pertumbuhan dari kristal-kristal logam las yang berbentuk pilar. Titik A dari gambar tersebut adalah titik mula dari struktur pilar yang selalu terletak dalam logam induk. Titik ini tumbuh menjadi garis lebur dengan arah yang sama dengan gerakan sumber panas. Pada garis lebur sebagian dari logam dasar turut mencair dan selama proses pembekuan logam las tumbuh pada butir-butir logam induk dengan sumbu kristal yang sama (Wiryosumarto dan Okumura 2000: 57).
2. Logam Induk
Menurut Widharto (2013: 456), logam induk adalah bagian logam yang jauh dari bagian las sehingga tidak terpengaruh oleh suhu panas las dan tetap dalam struktur mikro dan sifat semula.
Gambar 2.5 Bagian las (Widharto 2013: 456)
3. Heat Affected Zone (HAZ)
Menurut Sonawan dan Suratman (2006: 66), pemanasan lokal pada permukaan logam induk selama proses pengelasan menghasilkan daerah pemanasan yang unik, artinya disetiap titik yang mengalami pemanasan itu memiliki karakteristik yang berbeda-beda. Pada pengelasan busur listrik, permukaan logam yang berhubungan langsung dengan busur listrik akan mengalami pemanasan paling tinggi yang memungkinkan daerah tersebut mencapai titik cairnya.
Menurut Wiryosumarto dan Okumura (2000: 56), daerah terimbas panas atau HAZ adalah logam dasar yang bersebelahan dengan logam las yang selama proses pengelasan mengalami siklus termal pemanasan dan pendinginan cepat.
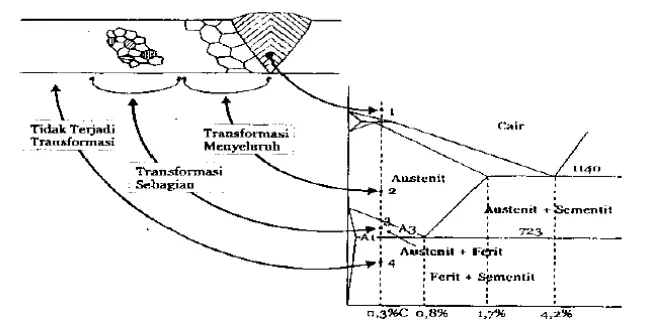
Ada tiga titik berbeda yang terdapat di daerah HAZ. Titik satu dan dua menunjukkan temperatur pemanasan mencapai daerah berfasa austenit, daerah ini disebut dengan daerah transformasi menyeluruh yang artinya struktur mikro baja mula-mula ferit+perlit kemudian bertransformasi menjadi austenit 100%. Titik tiga menunjukkan temperatur pemanasan mencapai daerah berfasa ferit dan
austenit, daerah ini disebut denagn daerah transformasi sebagian yang artinya struktur mikro baja mula-mula ferit+perlit berubah menjadi ferit+austenit (Sonawan dan Suratman, 2006: 71).
Gambar 2.6 Transformasi fasa pada logam hasil pengelasan (Sonawan dan
Suratman, 2006: 72)
yang terjadi akan menentukan sifat mekanik pada sambungan las, seperti kuat tarik dan kekerasnnya (Aisyah 2011: 16).
2.2.8 Desain Sambungan Las
Untuk menghasilkan kualitas sambungan las yang baik, salah satu faktor yang harus diperhatikan yaitu kampuh las. Kampuh las ini berguna untuk menampung bahan pengisi agar lebih banyak yang merekat pada benda kerja, dengan demikian kekuatan las akan terjamin. Faktor-faktor yang harus diperhatikan dalam pemilihan jenis kampuh adalah:
1. Ketebalan benda kerja. 2. Jenis benda kerja.
3. Kekuatan yang diinginkan. 4. Posisi pengelasan.
Sebelum memulai proses pengelasan terlebih dahulu ditentukan jenis sambungan las yang akan dipilih. Hal-hal yang harus diperhatikan bahwa sambungan yang dibuat akan mampu menerima beban (beban statis, beban
dinamis, atau keduanya).
Dengan adanya beberapa kemungkinan pemberian beban sambungan las, maka terdapat beberapa jenis sambungan las, yaitu sebagai berikut:
1. Kampuh V Tunggal
Sambungan V tunggal juga dapat dibuat tertutup dan terbuka. Sambungan ini juga lebih kuat dari pada sambungan persegi, dan dapat dipakai untuk menerima gaya tekan yang besar, serta lebih tahan terhadap kondisi beban statis dan dinamis. Pada pelat dengan tebal 5 mm–20 mm penetrasi dapat dicapai 100%. 2. Kampuh Persegi
Sambungan ini dapat dibuat menjadi 2 kemungkinan, yaitu sambungan tertutup dan sambungan terbuka.Sambungan ini kuat untuk beban statis tapi tidak kuat untuk beban tekuk.
3. Kampuh V Ganda
4. Kampuh Tirus Tunggal
Sambungan ini digunakan untuk beban tekan yang besar.Sambungan ini lebih baik dari sambungan persegi, tetapi tidak lebih baik dari pada sambungan V. Letaknya disarankan terbuka dan dipakai pada ketebalan pelat 6 mm-20 mm. 5. Kampuh U Tunggal
Kampuh U tunggal dapat dibuat tertutup dan terbuka.Sambungan ini lebih kuat menerima beban statis dan diperlukan untuk sambungan berkualitas tinggi.Dipakai pada ketebalan
12 mm-25 mm. 6. Kampuh U Ganda
Sambungan U ganda dapat jg dibuat secara tertutup dan terbuka, sambungan ini lebih kuat menerima beban statis maupun dinamis dengan ketebalan pelat 12 mm-25 mm dapat dicapai penetrasi 100%.
7. Kampuh J Ganda
Sambungan J ganda digunakan untuk keperluan yang sama dengan sambungan V ganda, tetapi tidak lebih baik untuk menerima beban tekan.
Sambungan ini dapat dibuat secara tertutup ataupun terbuka.
2.2.9 Parameter Pengelasan
Kestabilan dari busur api yang terjadi pada saat pengelasan merupakan masalah yang paling banyak terjadi dalam proses pengelasan dengan las SMAW, oleh karena itu kombinasi dari Arus listrik (I) yang dipergunakan dan Tegangan (V) harus benar-benar sesuai dengan spesifikasi kawat elektroda dan fluksi yang dipakai.
1. Pengaruh dari Arus Listrik (I)
Setiap kenaikan arus listrik yang dipergunakan pada saat pengelasan akan meningkatkan penetrasi serta memperbesar kuantiti lasnya. Penetrasi akan meningkat 2 mm per 100A dan kuantiti las meningkat juga 1,5 Kg/jam per 100A.
Gambar 2.8 Pengaruh Arus Listrik
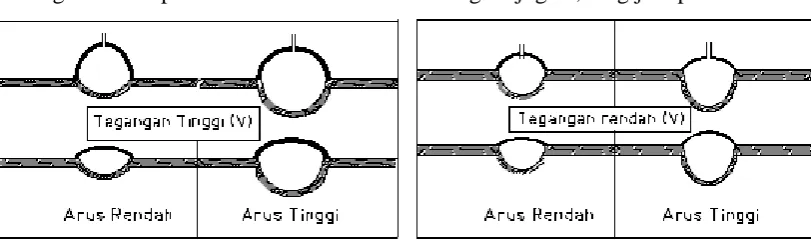
2. Pengaruh dari Tagangan Listrik (V)
Setiap peningkatan tegangan listrik (V) yang dipergunakan pada proses pengelasan akan semakin memperbesar jarak antara tip elektroda dengan material yang akan dilas, sehingga busur api yang terbentuk akan menyebar dan mengurangi penetrasi pada material las. Konsumsi fluksi yang dipergunakan akan meningkat sekitar 10% pada setiap kenaikan 1 volt tegangan.
3. Pengaruh Kecepatan Pengelasan
Jika kecepatan awal pengelasan dimulai pada kecepatan 40 cm/menit, setiap pertambahan kecepatan akan membuat bentuk jalur las yang kecil (Welding Bead), penetrasi, lebar serta kedalaman las pada benda kerja akan berkurang. Tetapi jika kecepatan pengelasannya berkurang dibawah 40 cm/menit cairan las yang terjadi dibawah busur api las akan menyebar serta penetrasi yang dangkal, hal ini dikarenakan over heat.
Pengelasan dengan kawat elektroda tunggal pada umumnya menggunakan tipe arus Direct Current (DC), elektroda positif (EP), jika menggunakan elektroda negatif (EN) penetrasi yang terbentuk akan rendah dan kuantiti las yang tinggi.
Pengaruh dari arus Alternating Curret (AC) pada bentuk butiran las dan kuantiti pengelasan antara elektroda positif dan negatif adalah sama yaitu cenderung porosity, oleh karena itu dalam proses pengelasan yang menggunakan arus AC harus memakai fluks yang khusus.
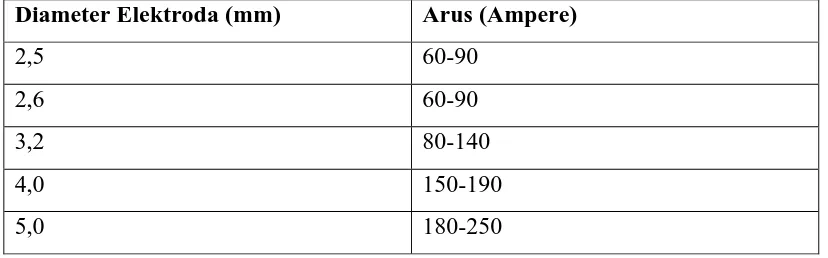
Arus adalah aliran pembawa muatan listrik,simbol yang digunakan adalah huruf besar I dalam satuan ampere. Pengelasan adalah penyambungan dua logam dan atau logam paduan dengan cara memberikan panas baik diatas atau dibawah titik cair logam tersebut,baik dengan atau tanpa tekanan serta ditambah atau tanpa logam pengisi yang dimaksud dengan arus paengelasan disini adalah aliran pembawa muatan listrik dari mesin las yang digunakan untuk menyambung dua logam dengan mengalirkan panas ke logam pengisi atau elektroda. Hubungan diameter elektroda dengan arus pengelasan menurut Howard BC,1998 dapat dilihat pada tabel 2.4
Tabel 2.4 Hubungan diameter elektroda dengan arus pengelasan
Diameter Elektroda (mm) Arus (Ampere)
2,5 60-90
2,6 60-90
3,2 80-140
4,0 150-190
5,0 180-250
2.3 Pengujian Hasil Pengelasan
.2.3.1 Uji Kekerasan
Proses pengujian logam kekerasan logam dapat diartikan sebagai kemampuansuatubahanterhadappembebanandalamperubahanyangtetap. Harga kekerasan bahan tersebut dapat dianalisis dari besarnya pembebanan yangdiberikanterhadapluasanbidang yangmenerima pembebanan.
memperoleh angka kekerasan yaitu penekanan. Penentuan kekerasan penekananada3carayaituBrinell,Vickers,danRockwell.Padapenelitianini digunakan cara kekerasan Rockwell
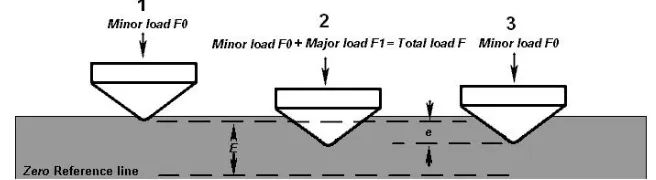
Rockwell ( HR/RHN ), adalah metode pengujian kekerasan dalam bentuk daya tahan terhadap identor dalam bentuk bola baja ataupun kerucut intan yang di tekankan pada permukaan material uji tersebut. Untuk mencari besarnya nilai kekerasan dengan menentukan nilai kekerasan Rockwell di jelaskan pada gambar 4. Yaitu pada langkah 1, benda uji di tekan oleh identor pada beban dengan beban minor ( Minor Load F0 ), setelah itu di tekan dengan beban mayor ( Mayor Load F1 ) pada langkah 2, dan pada langkah 3 beban mayor di ambil sehingga yang tersisa adalah minor load dimana pada kondisi 3 ini identor di tahan seperti pada kondisi pada saat total load F yang terlihat pada gambar 4. Akan tetapi pada penelitian ini yang di gunakan adalah pengujian kekerasan dengan metode Rockwell, karena cocok untuk semua material yang keras dan dan lunak dan metode ini lebih sederhana karna penekanannya dapat dengan leluasa.
Gambar 2.9 Prinsip Kerja Metode Kekerasan Rockwell
Dimana:
F0 = beban minor ( load minor ) (kgf) F1 = beban mayor ( load major ) (kgf) F = total beban ( kgf )
e = jarak antara kondisi 1 dengan kondisi 3 yang di bagi dengan 0,002 mm E = jarak antar identor saat di beri minor load dan zero referense line yang untuk tiap jenis identor yang berbeda-beda
Tabel 2.5Rockwell Hardness Scales
phosphor bronze, dll.
R 1/2" steel
ball
10 50 60 130 Sama dengan H scale
S 1/2" steel
ball
10 90 100 130 Sama dengan H scale
V 1/2" steel
ball
10 140 150 130 Sama dengan H scale
2.3.2 Photo Mikro (Metalografi)
Analisa mikro adalah suatu analisa mengenai struktur logam melalui pembesaran dengan menggunakan mikroskop khusus metalografi. Dengan analisa mikro struktur, kita dapat mengamati bentuk dan ukuran kristal logam, kerusakan logam akibat proses deformasi, proses perlakuan panas, dan perbedaan komposisi.Sifat-sifat logam terutama sifat mekanis dan sifat teknologis sangat mempengaruhi oleh mikro struktur logam dan paduannya. Struktur mikro dari logam dapat diubah dengan jalan perlakuan panas ataupun dengan proses perubahan bentuk (deformasi) dari logam yang akan diuji.Pengamatan metalografi dengan mikroskop optik dapat dibagidua, yaitu : metalografi makro yaitu pengamatan struktur dengan perbesaran 10-100 kali dan metalografi mikro yaitu pengamatan struktur dengan perbesaran diatas 100 kali.
Gambar 2.10 Alat Uji PhotoMikro (Mikroskop optic)
Sebelum melakukan percobaan metalografi terhadap suatu material, terlebih dahulu harus ditentukan material logam apa yang akan diuji. Sebaiknya harus ada data pembanding antara data mikro struktur yang di dapat dari percobaan dengan data mikro struktur yang sebenarnya dari suatu material yang dijadikan benda uji. Pada pengamatan stuktur mikro digunakan mikroskop optic dimana pada alat terdapat bagiana-bagian penting yaitu :
Filter Cahaya
Filter cahaya berfungsi untuk menaikkan kontras dari batas butir maupun keadaan fasa tertentu dengan cara membedakan warna.
Lensa Kondesor
Lensa kondesor berfungsi sebagai alat pemantul sinar dan memperbaiki kontras bayangan.
Lensa Reflektor
Lensa reflektor befungsi untuk memantulkan cahaya dari lensa kondesor ke spesimen.
Lensa Objektif
Lensa objektif berfungsi untuk mengumpulkan sinar yang dipantulkan dari spesimen.
Lensa Okuler
Lensa okuler berfunsi untuk meneruskan pantulan sinar spesimen sehingga dapat dilihat mata.Untuk mengukur besar butir logam,lensa okuler dilengkapi dengan grid yang sesuai dengan standart ASTM
2.4 Cacat Pada las
2.4.1Jenis Cacat Permukaan Las • Lubang Jarum (Pin Hole)
Sebab : Terbentuk gas di dalam bahan las sewaktu pengelasan akibat kandungan belerang dalam bahan
Akibat : Kemungkinan bocor di lokasi cacat
Gambar 2.11 Lubang jarum (Sri Widharto, 2007)
• Percikan Las (Spatter)
Sebab : Elektrode lembab, kampuh kotor, angin kencang, lapisan galvanisir, ampere capping terlalu tinggi
Akibat : Tampak jelek, mengalami karat permukaan.
Penanggulangan : Cukup dibersihkan dengan pahat. Pembersih dengan gerinda tidak boleh mengingat akan memakan bahan induk.
Gambar 2.12 Percikan Las (Sri Widharto, 2007)
• Retak (Crack)
Sebab : Tegangan di dalam material, penggetasan pada bahan dan daerah terimbas panas, karat tegangan, bahan tidak cocok dengan kawat las, pengelasan
tanpa perlakuan panas yang benar. Akibat : Fatal
di luar kampuh, maka seluruh sambungan las berikut bahannya diganti.
Gambar 2.13 Retak (Sri Widharto, 2007)
• Keropos (Porosity)
Sebab : Lingkungan las lembab atau basah, kampuh kotor, angin berhembus dipermukaan las, lapisan galvanis, salah jenis arus, salah jenis polaritas, ampere capping terlalu besar.
Akibat : Melemahkan sambungan, tampak buruk, mengawali karat permukaan. Penanggulangan : Cacat digerinda hingga hilang kemudian dilas isi sesuai WPS.
Gambar 2.14 Keropos (Sri Widharto, 2007)
• Muka Cekung (Concavity)
Sebab : Tukang las terlalu cepat selesai, amper capping terlalu tinggi, kecepatan las capping terlalu tinggi, elektrode terlalu kecil, bukaan sudut kampuh terlalu besar.
Akibat : Melemahkan sambungan, mengawali karat permukaan, dapat terjadi keretakan akibat tegangan geser.
Gambar 2.15 Muka Cekung (Sri Widharto, 2007)
• Longsor Pinggir (Undercut)
Sebab : Suhu metal terlalu tinggi, ampere capping terlalu tinggi. Akibat : Melemahkan sambungan, mengawali karat permukaan. Penanggulangan : Cukup diisi dengan stringer saja.
Undercut yang tajam seperti takik, dilarang (harus segera diperbaiki) karena dapat menyebabkan keretakan notch.
Gambar 2.16 Longsor Pinggir (Sri Widharto, 2007)
• Penguat berlebihan (Excessive Reinforcement)
Sebab : Elektrode terlalu rapat, kecepatan capping terlalu rendah, ampere capping terlalu rendah, suhu metal terlalu dingin.
Akibat : Diragukan fusi dan kekuatannya, perlu diuji eltrasonik proba sudut (angle
probe), jika ternyata fusi tidak ada, seluruh sambungan diapkir.
Penanggulangan : gounging 100% dan dilas ulang esuai WPS. Welder diperingatkan.
• Jalur Terlalu Lebar (Wide Bead)
Sebab : Mungkin telah terjadi manipulasi mutu las.
Akibat : Jika terbukti, seluruh material diapkir. Welder tidak lulus.
Gambar 2.18 Jalur Terlalu Lebar (Sri Widharto, 2007)
• Tinggi Rendah (High Low) Sebab : Penyetelan tidak benar. Akibat : Sambungan diapkir.
Penanggulangan: gouging 100%, distel dan dilas ulang sesuai WPS. Welder diperingatkan.
Gambar 2.19 Tinggi Rendah (Sri Widharto, 2007)
• Lapis Dingin (Cold Lap)
Sebab : Suhu metel terlalu dingin, ampere capping terlalu rendah, ayunan (sway) tidak tetap (consistent).
Akibat : Terjadi fusi tidak sempurna dipermukaan dan mungkin juga di dalam. Karenanya mutu las dipertanyakan.
Gambar 2.20 Lapis Dingin (Sri Widharto, 2007)
• Penetrasi Tidak Sempurna (Incomplete Penetration)
Sebab : Celah terlalu sempit, elektrode terlalu tinggi, ampere mesin las tidak tetap, celah tidak seragam ( sempit dan lebar tidak beraturan), ampere akar las rendah, kampuh kotor, elektrode terlalu besar.
Akibat : Di bagian cacat berpotensi retak.
Penanggulangan : Gouging 100% pada bagian cacat dan dilas ulang sesuai WPS.
Gambar 2.21 Penetrasi Tidak Sempurna (Sri Widharto, 2007)
• Penetrasi Berlebihan (Excessive Penetration)
Sebab : Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu tinggi, kecepatan akan terlalu rendah, elektrode terlalu dalam.
Akibat : Biasa menyebabkan retak akar, karat sebelah dalam, menghancurkan piq (bola pembersih dalam pipa)
Gambar 2.22 Penetrasi Berlebihan (Sri Widharto, 2007)
• Retak Akar (Root Crack)
Sebab : Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu tinggi, kecepatan akan terlalu rendah, elektrode terlalu dalam.
Akibat : Biasa menyebabkan retak akar, karat sebelah dalam, menghancurkan piq (bola pembersih dalam pipa)
Penanggulangan : Bongkar total, stel kembali dan dilas ulang sesuai WPS. Jika retak keluar dari jalur las maka seluruh material diganti.
Gambar 2.23 Retak Akar (Sri Widharto, 2007)
• Terbakar Tembus (Blow Hole)
Sebab : Celah tidak seragam, ampere mesin las tiba-tiba naik, posisi elektrode naik turun.
Akibat : Pada lokasi cacat sambungan lemahdan terdapat kemungkinan bocor, mengawali erosi dan karat tegangan pada lokasi cacat.
Gambar 2.24 Terbakar Tembus (Sri Widharto, 2007)
• Longsor Pinggir Akar (Root Undercut)
Sebab : Suhu metal terlalu tinggi pada saat pengelasan akar, ampere akan terlalu besar.
Akibat : Mengawali erosi dan karat sebelah dalam, memungkinkan terjadinya retak takik (notch).
Penanggulangan : Lokasi cacat di-gouging 100% dan dilas ulang sesuai WPS.
Gambar 2.25 Longsor Pinggir Akar (Sri Widharto, 2007)
• Akar Cekung (Root Concavity/ Such Up)
Sebab : Terhisapnya las akar oleh jalur las di atasnya (khususnya pada GTAW), kecepatan las akar terlalu tinggi.
Akibat : Melemahkan sambungan,potensi terjadi erosi dan karat tegangan. Penanggulangan : Lokasi cacat di-gouging 100% dan dilas ulang sesuai WPS.
• Stop Start A
Sebab : Penggantian elektrode terlalu mundur. Akibat : Tampak buruk.
Penanggulangan : Cukup disesuaikan denagn sekitarnya.
Gambar 2.27 Stop Start A (Sri Widharto, 2007) • Stop Start B
Sebab ; Penggantian elektrode terlalu maju.
Akibat ; Terjadi bagian yang tidak terjadi (underfill) yang berpotensi retak. Penanggulangan : Bersihkan bagian yang underfill.
Gambar 2.28 Stop Start B (Sri Widharto, 2007)
Cacat las dapat dibagi dalam tiga kelompok, yakni : • Kelompok cacat visual
• Kelompok cacat non visual
Yakni cacat yang terdapat di permukaan namun tidak tampak karena berada pada akar las, seperti : porosity, convacity (sutc up), undercut, crack, excessive penetration (tembusan berlebihan), incomplete penetration (tidak ada tembusan), blow hole (terbakar tembus).
• Kelompok cacat internal
Yakni cacat yang terdapat di dalam bahan las yang baru dapat dideteksi dengan menggunakan teknik uji tanpa merusak seperti : radiografi, ultrasonik maupun magnetik particle, seperti : slag inclusion (inklusi terak), porosity, slag lines (jajaran terak) atau wagon track (jejak gerobak), crack, worm metal (inklusi tungsten/ logam berat), incomplete fussion (fusi tidak sempurna), cold lap.
2.4.2 Retak las
Sebagian besar retak las yang terjadi pada paduan aluminium adalah retak panas yang termasuk dalam kelompok retak karena pemisahan. Retak las ini dapat terjadi pada proses pembekuan dan proses pencairan. Retak las yang terjadi pada proses pembekuan disebabkan karena adanya penyusutan logam yang membeku dan dapat membentuk retak manik membujur, retak manik melintang dan retak kawah. Sedangkan retak yang terjadi pada proses pencairan disebabkan karena adanya pengendapan dari senyawa bertitik cair rendah seperti Mg, Si Cu, Zn dan lain-lainnya.
Beberapa hal yang diperkirakan menjadi penyebab terjadinya retak las adalah penggunaaan logam las yang tidak sesuai dengan logam induk, suhu antara lapis las, tegangan penahan dan juru las yang kurang terampil. Sebagai contoh terbentuknya retak manik membujur yang disebabkan oleh tidak sesuainya logam las dan logam induk adalah bila paduan Al-Mg-Si dilas dengan menggunakan
logam las yang sama. Retak melintang terjadi karena adanya tegangan penahan arah memanjang yang besar. Sedangkan retak halus yang sukar untuk diperiksa
2.4.3 Lubang-lubang halus pada pengelasan
Lubang halus yang terjadi pada proses pengelasan aluminium disebabkan oleh gas hidrogen yang larut ke dalam aluminium cair. Karena batas kelarutan turun pada waktu pendinginan maka gas hidrogen keluar dari larutan dan karena proses pembekuan yang cepat menyebabkan gas ini terperangkap dan membentuk gelembuing halus seperti pada gambar dibawah. Usaha yang paling baik untuk menghindarinya adalah menghilangkan sumber hidrogen baik yang berbentuk zat-zat organik seperti minyak maupun yang berbentuk uap.
Gambar 2.29 Terjadinya Lubang Halus dalam Pengelasan Aluminium