BAB 5
HASIL DAN PEMBAHASAN 5.1 Hasil Pengumpulan Data
Berikut ini akan dijabarkan data-data yang dikumpulkan untuk proses penjadwalan produksi dengan sistem yang sekarang berjalan diperusahaan.
5.1.1 Data-data Sales Order
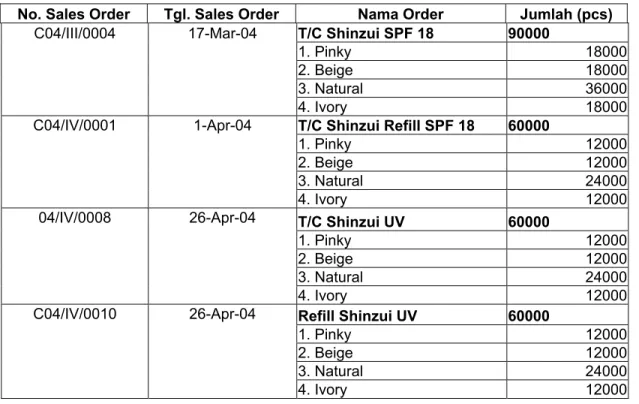
Kumpulan data sales order memuat informasi tentang tanggal sales order, nomor sales order, jenis barang, dan jumlah barang.
Tabel 5.1 Contoh Data-data Sales Order
No. Sales Order Tgl. Sales Order Nama Order Jumlah (pcs) T/C Shinzui SPF 18 90000 1. Pinky 18000 2. Beige 18000 3. Natural 36000 C04/III/0004 17-Mar-04 4. Ivory 18000 T/C Shinzui Refill SPF 18 60000 1. Pinky 12000 2. Beige 12000 3. Natural 24000 C04/IV/0001 1-Apr-04 4. Ivory 12000 T/C Shinzui UV 60000 1. Pinky 12000 2. Beige 12000 3. Natural 24000 04/IV/0008 26-Apr-04 4. Ivory 12000 Refill Shinzui UV 60000 1. Pinky 12000 2. Beige 12000 3. Natural 24000 C04/IV/0010 26-Apr-04 4. Ivory 12000
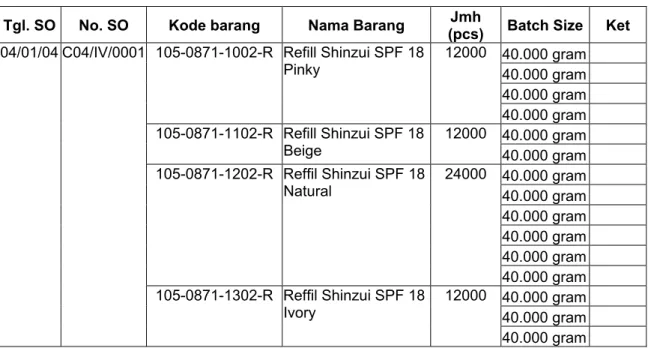
5.1.2 Data Kombinasi Batch
Tabel 5.2 Contoh Data Kombinasi Batch
Tgl. SO No. SO Kode barang Nama Barang (pcs) Jmh Batch Size Ket 40.000 gram 40.000 gram 40.000 gram 105-0871-1002-R Refill Shinzui SPF 18 Pinky 12000 40.000 gram 40.000 gram 105-0871-1102-R Refill Shinzui SPF 18 Beige 12000 40.000 gram 40.000 gram 40.000 gram 40.000 gram 40.000 gram 40.000 gram 105-0871-1202-R Reffil Shinzui SPF 18 Natural 24000 40.000 gram 40.000 gram 40.000 gram 04/01/04 C04/IV/0001 105-0871-1302-R Reffil Shinzui SPF 18 Ivory 12000 40.000 gram
5.1.3 Data Kapasitas Mesin Mixing dan Waktu Proses Mixing Kapasitas mesin mixing untuk satu kali proses adalah:
• Minimal 28.000 gram/ batch
• Maksimal 45.000 gram/ batch
Sedangkan waktu yang diperlukan untuk proses mixing dari tiap batch berbeda-beda. Lamanya proses mixing tidak bergantung pada besarnya ukuran batch tetapi bergantung pada tingkat kesulitan pencampuran bahan baku. Tingkat kesulitan proses mixing dipengaruhi oleh faktor-faktor antara lain: komposisi zat pewarna, komposisi zat pewangi, kualitas dan jenis talk dan lain-lain. Oleh karena tidak ada standar waktu yang pasti untuk proses mixing, bagian produksi menentukan waktu rata-rata yang diperlukan untuk proses mixing. Waktu ini didapat dengan merata-rata dari data-data waktu proses mixing yang sudah dilaksanakan.
Untuk jam kerja operator mixing dibagi atas dua shift/ hari. Jam kerja shift I adalah 6 jam 45 menit dan shift II adalah 8 jam. Jadi kurang lebih kapasitas mixing adalah dua batch/ hari.
5.1.4 Data Kapasitas Mesin Pressing dan Waktu Proses Pressing
Kapasitas mesin pressing adalah 13 tablet/ menit. Dalam pengerjaan pressing jam kerja operator dibagi atas dua shift/ hari. Jadi kapasitas produksi untuk proses pressing per shift per hari adalah sebagai berikut:
• Shift I, jam kerjanya 6 jam 45 menit = 405 menit Dikurangi waktu untuk proses setting dan persiapan = 15 menit Dikurangi waktu proses test drop QC (6 x 10 menit) = 60 menit Dikurangi waktu untuk proses ayak dan pressing ulang = +-15 menit Jadi waktu total pressing shift I = 305 menit Kapasitas produksi shift I = 305 menit x 13 tablet/ menit = +- 3900 tablet
• Shift I, jam kerjanya 8 jam = 480 menit
Dikurangi waktu untuk proses setting dan persiapan = 15 menit Dikurangi waktu proses test drop QC (8 x 10 menit) = 80 menit Dikurangi waktu untuk proses ayak dan pressing ulang = +-25 menit Jadi waktu total pressing shift I = 360 menit Kapasitas produksi shift II = 360 menit x 13 tablet/ menit = +- 4680 tablet
Secara keseluruhan kurang lebih kapasitas pressing per shift adalah satu batch, jadi kapasitas pressing adalah dua batch/ hari
5.1.5 Data Man Hour Proses Packing
Untuk waktu proses packing, man hournya berbeda sesuai jenis produk, secara garis besar produknya terbagi atas dua jenis yaitu:
• Two way cake, dengan man hour = 24 pcs/man/hour. Jadi kapasitas produksi per orang per shift adalah 8 hour x 24 pcs/man/hour = 192 pcs/man/shift
• Refill, dengan man hour = 30 pcs/man/hour Jadi kapasitas produksi per orang per shift adalah 8 hour x 30 pcs/man/hour = 240 pcs/man/shift
5.1.6 Data Jam Kerja Operator
Jam kerja operator proses mixing dan pressing terdiri dari dua shift sedangkan untuk proses packing jam kerja operator hanya terdiri dari satu shift selama delapan jam untuk waktu kerja normalnya tetapi untuk produksi yang mendesak proses mixing dan pressing dapat ditambah menjadi tiga shift dan untuk proses packing dapat dijadikan dua shift.
5.1.7 Data Hari Kerja Per Bulan
Data hari kerja per bulan adalah jadwal hari kerja produksi setiap bulannya yang dikurangi hari sabtu, minggu dan libur hari besar. Hari kerja normal perminggu adalah lima hari dari senin sampai jumat.
5.1.8 Data Penjadwalan Produksi
Data penjadwalan produksi dengan sistem yang berjalan sekarang berisi data no. sales order, kode produk, discription produk, kombinasi batch, tanggal mixing, tanggal pressing, tanggal kemas, no. batch dan keterangan. Contoh data dapat dilihat pada table 5.3 dilampiran.
5.1.9 Data Prosedur Penerimaan Order
Data ini menjelaskan prosedur urutan proses suatu order mulai dari diterima oleh bagian marketing hingga dilakukan penjadwalan dan pelaksanaan produksinya oleh bagian produksi. Untuk dapat memahami proses penjadwalan secara keseluruhan harus diketahui terlebih dahulu proses inti bisnis yang terjadi di PT. Cosmar.
Secara singkat proses inti bisnis dimulai dari calon konsumen memesan barang ke bagian marketing, kemudian apabila pesanan tersebut merupakan produk baru maka akan diteruskan ke bagian R & D untuk dilakukan riset dan pembuatan master composition dari produk baru tersebut. Setelah itu order tersebut baru diteruskan ke bagian Perancanaan Produksi dan Inventory Control (PPIC). Atau jika order tersebut adalah produk lama maka langsung diteruskan ke bagian PPIC.
Bagian PPIC akan melakukan perencanaan produksi dari semua order yang ada. Perencanaan produksinya meliputi pembagian kombinasi batch dan menentukan ukuran dari tiap batch sampai pengadaan bahan baku dan material lainnya. Permintaan bahan baku terdiri atas dua macam yaitu row material yang akan diteruskan ke bagian pembelian untuk dipesan kepada supplier dan packaging material yang diteruskan kebagian marketing untuk dipesan kepada konsumen. Setelah dilakukan pemesanan row
Kemudian data ketersediaan bahan baku baik dari bagian marketing ataupun bagian pembelian akan diteruskan ke bagian marketing.
Setelah semua proses diatas bagian marketing akan membuat sales order yang kemudian diteruskan ke bagian produksi untuk dijadwalkan urutan pelaksanaan produksi dari semua order dan menentukan kebutuhan tenaga kerjanya. Setelah pelaksanaan produksi maka dilakukan pengiriman barang kepada konsumen.
5.2 Analisis Data dan Pembahasan Sistem yang Berjalan 5.2.1 Analisis Prosedur Penerimaan Order
Berdasarkan hasil observasi lapangan dan wawancara langsung dengan karyawan pada bagian marketing dapat disimpulkan bahwa prosedur penerimaan order yang sekarang ini berjalan masih belum ada aturan atau perjanjian yang jelas antara perusahaan dengan konsumennya. Perjanjian yang dimaksud antara lain:
• Tidak adanya perjanjian due date atau batas waktu yang jelas dari order.
• Tidak adanya perjanjian urutan prioritas produk yang ingin diselesaikan terlebih dahulu dari suatu order.
• Tidak adanya perjanjian bahwa konsumen tidak bisa menunda order yang sudah dipesan untuk kurun waktu yang tidak ditentukan.
• Tidak adanya perjanjian bahwa konsumen tidak bisa mendahulukan order yang belakangan dipesan untuk diproduksi terlebih dahulu sebelum order yang ada diselesaikan.
Oleh karena tidak adanya perjanjian atau aturan yang jelas dalam menerima order dari konsumen, sering terjadi perubahan dalam pelaksanaan produksi yang sudah
dijadwalkan. Hal-hal berikut ini adalah masalah yang sering terjadi karena tidak adanya perjanjian yang jelas, yaitu:
• Konsumen secara tiba-tiba meminta order diselesaikan pada tanggal tertentu.
• Konsumen meminta salah satu jenis produk diselesaikan terlebih dahulu.
• Konsumen menunda order yang sudah dipesan dengan alasan tertentu.
• Konsumen menyisipkan dan meminta order baru diproduksi terlebih dahulu dan menunda order yang sudah dijadwalkan produksinya.
Masalah-masalah tersebut diatas akan mempengaruhi pelaksanaan produksi yang sudah dijadwalkan oleh bagian produksi. Seringnya perubahan order sesuai dengan permintaan dan keinginan konsumen mengakibatkan produksi berjalan tidak sesuai dengan jadwal produksi yang sudah dibuat. Seiring dengan tingginya tingkat perubahan order mengakibatkan jadwal produksi yang berubah-ubah pula. Seringnya perubahan jadwal produksi menyulitkan pengontrolan terhadap pelaksanaan produksi karena informasi perubahan jadwal produksi ini masih dikomunikasikan secara manual, sehingga sering terjadi salah koordinasi antar bagian yang terkait. Kesulitan pengontrolan yang terjadi antara lain:
• Bagian PPIC yang sulit mengontrol ketersediaan bahan baku dan material lainnya.
• Bagian gudang sulit dalam menyiapkan bahan baku untuk lantai produksi.
• Bagian HRD yang sulit dalam mengatur kebutuhan tenaga kerja setiap harinya. Kesulitan pengontrolan dan sering terjadinya miskomunikasi antar bagian dalam mengkoordinasikan pelaksanaan produksi, sering mengakibatkan tertundanya pelaksanaan produksi. Hal-hal yang sering menyebabkan tertundanya pelaksanaan produksi antara lain:
• Tidak tersedianya bahan baku atau material lainnya pada saat diproduksi.
• Tenaga kerja yang tidak memenuhi sesuai dengan kebutuhan batch yang diproduksi.
Jika dianalisis lebih lanjut, sering terjadinya penundaan produksi akan sangat merugikan perusahaan, misalnya saja:
• Kerugian akibat penumpukan bahan baku yang sudah tersedia digudang karena perubahan jadwal produksi.
• Tingginya resiko bahan baku atau material lainnya rusak akibat terlalu lama disimpan.
• Citra perusahaan menjadi kurang baik apabila tidak bisa menyelesaikan order tepat waktu terhadap konsumen.
• Perusahaan tidak dapat bersaing dengan perusahaan lain apabila kondisinya seperti ini.
5.2.2 Analisis Sistem Penjadwalan Produksi yang Berjalan
Sistem penjadwalan produksi yang saat ini berjalan masih dilakukan secara manual dan tidak ada suatu aturan atau metode khusus yang digunakan untuk mengurutkan penjadwalan produksi dari order-order yang masuk. Penjadwalan produksi saat ini hanya dilakukan berdasarkan pengalaman karyawan yang telah menjadwalkan produksi-produksi sebelumnya. Oleh karena itu berdasarkan hasil observasi langsung dan hasil analisis data penjadwalan yang ada sekarang, penjadwalan produksi masih belum dilakukan secara maksimal. Hal ini dapat terlihat dari antrian pada proses packing sehingga untuk menyelesaikan satu order membutuhkan waktu yang lama.
Antrian yang terjadi pada proses packing disebabkan karena tidak seimbangnya lini kerja antara proses mixing, proses pressing dan proses packing. Oleh karena tidak seimbangnya lini produksi ini mengakibatkan produksi order yang seharusnya dapat selesai lebih cepat menjadi lebih lama dan menimbulkan akibat berkurangnya order yang seharusnya dapat diproduksi lebih banyak. Untuk mengatasi masalah ini perlu adanya metode keseimbangan lini agar produksi dapat dilakukan secara maksimal.
Selain metode keseimbangan lini, diperlukan juga metode pengurutan/ prioritas untuk dapat mengurutkan order agar pelaksanaan produksi dapat maksimal dan meningkatkan efektifitas penggunaan sumber daya produksi baik alat-alat atau mesin produksi dan produktivitas tenaga kerjanya.
5.2.3 Analisis Data Pelaksanaan Jadwal Produksi yang Telah Berjalan
Berdasarkan analisis pada data pelaksanaan produksi pada table 5.3 dilampiran, terlihat bahwa pelaksanaan produksi dengan sistem yang digunakan saat ini, masih terdapat banyak kekurangan. Hal ini terlihat dari banyaknya proses produksi yang dilaksanakan tidak sesuai target yang telah dijadwalkan. Keterlambatan produksi ini dikarenakan antara lain:
Penjadwalan produksi yang dibuat kurang perhitungan dan tidak memperhatikan kapasitas produksi dari tiap proses yang dijadwalkan, misalnya kapasitas proses packing saat ini satu batch per hari tetapi dijadwalkan dua batch, sehingga terjadi antrian pada proses packing yang menyebabkan produksi tidak selesai tepat waktu. Selain kurang perhitungan, faktor tidak tersedianya bahan baku atau material lain juga sering menjadi penyebab tertundanya pelaksanaan produksi yang sudah
dijadwalkan yang akan berakibat pada pelaksanaan jadwal-jadwal produksi berikutnya.
Dari data ini terlihat pula adanya batch yang diproduksi tidak sesuai urutannya dengan penomoran batch yang telah dijadwalkan. Hal ini merupakan salah satu akibat dari pelaksanaan produksi yang sering tertunda, sehingga mengganggu pelaksanaan produksi selanjutnya menjadi tidak sesuai dengan terget yang telah dijadwalkan.
Berdasarkan atas evaluasi yang telah dijabarkan diatas, dapat diambil kesimpulan bahwa sistem penjadwalan yang sekarang digunakan oleh perusahaan belum maksimal karena tidak didasari pada suatu metode khusus dan hanya mengandalkan kemampuan dan pengalaman karyawan saja.
5.2.4 Analisis Sistem Informasi yang Berjalan
Berdasarkan hasil pengamatan langsung dan wawacara dengan beberapa karyawan dari beberapa bagian, diketahui bahwa sistem informasi yang berjalan saat ini sebagian besar masih dilakukan secara manual. Untuk beberapa kegiatan perusahaan sudah didukung dengan sistem yang terkomputerisasi tetapi belum dilakukan secara maksimal dan menyeluruh. Dengan sistem informasi yang kurang mendukung ini sering mengakibatkan terjadinya salah komunikasi antar bagian yang terkait dalam mengkoordinasikan pelaksanaan kegiatan perusahaan.
Sebagai contoh seperti yang telah dijabarkan pada sub bab 5.2.1, bahwa sering terjadi masalah perubahan jadwal produksi. Dengan sistem informasi yang kurang mendukung masalah perubahan jadwal produksi ini tidak dapat dikoordinasikan dengan baik antar bagian sehingga mengakibatkan sering tertundanya pelaksanaan produksi. Selain itu untuk proses pendokumentasian dan pencatatan data-data produksi masih
banyak yang dilakukan secara manual atau tidak terkomputerisasi. Hal ini sangat merugikan karena proses yang dilakukan secara manual akan membutuhkan waktu yang lebih lama dan resiko keamanan yang lebih besar dalam penyimpanan data, misalnya data hilang, data diakses oleh bagian yang tidak berkepentingan dan lain-lain. Dengan tidak adanya sistem yang terkomputerisasi ini menyulitkan manajemen produksi dalam melakukan kegiatan produksi, pengontrolan dan evaluasi terhadap laporan-laporan hasil kegiatan produksi.
5.3 Usulan Pemecahan Masalah
Dalam sub bab ini akan dijabarkan beberapa usulan perbaikan untuk dapat memberikan alternatif solusi dari masalah yang sering terjadi di PT. Cosmar baik untuk sistem produksi maupun sistem informasi yang mendukung palaksanaan produksi dan kegiatan perusahaan lainnya.
5.3.1 Usulan Perbaikan Prosedur dalam Menerima Order
Berdasarkan pada hasil analisis pada sub bab 5.2.1 dijelaskan bahwa masalah yang sering terjadi disebabkan tidak adanya aturan atau perjanjian yang jelas dalam menerima order antara konsumen dan bagian marketing perusahaan. Maka untuk mengatasi masalah tersebut diusulkan perubahan prosedur dalam menerima order. Usulan yang dimaksud adalah dengan mengadakan perjanjian atau aturan perusahaan yang jelas dalam menerima order dari konsumen. butir-butir perjanjian atau aturan tersebut antara lain:
1. Adanya batas tengat waktu (due date) yang diminta oleh konsumen.
Untuk aturan due date ini masih bersifat fleksibel, artinya konsumen hanya memberi tanggal perkiraan kapan order tersebut ingin diselesaikan, tetapi perusahaan tidak dapat memastikan akan memenuhi sepenuhnya due date dari konsumen tersebut. Hal ini dikarenakan perusahaan harus menyesuaikan dengan kapasitas produksi yang ada. Sehingga untuk kepastian due date akan dikonfirmasi lagi oleh bagian marketing setelah mendapat jadwal dari bagian produksi.
2. Adanya perjanjian dengan konsumen mengenai urutan prioritas produk dalam satu order yang ingin diselesaikan terlebih dahulu.
Dengan adanya perjanjian ini maka konsumen tidak dapat meminta penyelesaian suatu produk secara mendadak, karena urutan pelaksanaan produksi dari tiap jenis produk dalam satu order yang sudah dijadwalkan tidak bisa diubah sesuai permintaan konsumen. Dengan perjanjian ini diharapkan akan menjadi alternatif solusi untuk mengurangi tingkat perubahan jadwal produksi yang sering terjadi. 3. Adanya perjanjian bahwa order yang sudah dipesan konsumen tidak bisa ditunda
pelaksanaannya.
Dengan perjanjian ini maka produksi yang sudah dijadwalkan tidak dapat ditunda sesuai keinginan konsumen dengan alasan apapun seperti yang masih sering terjadi saat ini. Hal ini akan mengurangi tingkat perubahan jadwal produksi sehingga diharapkan produksi yang sudah dijadwalkan akan berjalan secara lancar.
Dengan adanya perjanjian atau aturan yang telah dijabarkan diatas dalam penerimaan order, diharapkan dapat menjadi solusi untuk masalah sering terjadinya perubahan pelaksanaan produksi dari jadwal yang sudah ditetapkan. Apabila jadwal produksi tidak berubah-ubah, maka akan memudahkan pengontrolan kegiatan yang
mendukung pelaksanaan produksi seperti ketersediaan bahan baku dan tenaga kerja sehingga produksi dapat berjalan dengan lancar.
5.3.2 Usulan Penggunaan Metode Prioritas dalam Sistem Penjadwalan Produksi Seperti yang telah dijelaskan pada sub bab 5.2.2 sistem penjadwalan produksi yang sekarang berjalan masih dijadwalkan secara manual dan belum ada aturan tertentu dalam menjadwalkan order-order yang ada. Untuk perbaikan sistem penjadwalan diusulkan penggunaan metode prioritas. Metode prioritas yang diusulkan adalah kombinasi antara tiga metode yaitu Minimium Planned Start Date (MINSD), Earliest Due Date (EDD) dan First Come First Serve (FCFS).
Langkah-langkah Usulan Penjadwalan dengan Kombinasi Tiga Metode Prioritas 1. Catat semua sales order yang masuk untuk dijadwalkan produksinya, dengan
data-data sebagai berikut:
Tabel 5.4 Contoh order-order yang akan diurutkan untuk proses penjadwalan.
SO Date SO No. PO No. Material Due Date Plan Start Jumlah Mixing Time
Avail Date Date Batch (hari)
17/03/04 C04/III/0004 COS8/BKP/04 05/04/04 - 11/04/04 29 15 01/04/04 C04/IV/0001 4030023FGL 22/04/04 - 26/04/04 14 7 26/04/04 C04/IV/0008 4040024FGL 17/05/04 - 21/05/04 19 10 26/04/04 C04/IV/0010 4040025FGL 17/05/04 * 21/05/04 19 10
Keterangan:
• Data SO Date, SO No, PO No, Mat Avail Date dan Due Date sudah tertera pada lembar sales order dari bagian marketing.
• Data Jumlah Batch diperoleh dari bagian PPIC yang sudah merencanakan kombinasi dan ukuran batch dari tiap Sales Order.
• Data Mixing Time didapat dengan menghitung dengan rumus:
hari hari ixing KapasitasM h Jumlahbatc MixingTime ... ) 2 ( / = =
hasil dari perhitungan dibulatan keatas.
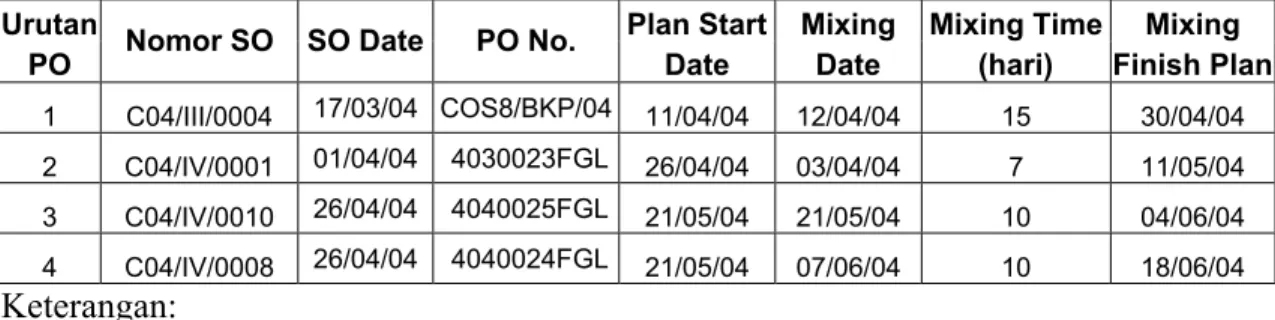
2. Tentukan urutan penjadwalan dari order-order tersebut dengan melihat prioritas dari tanggal minimum mulai produksi, prioritas/ due date dan urutan diterimanya order. Berdasarkan data order diatas pengurutannya adalah sebagai berikut:
Tabel 5.5 Contoh hasil pengurutan sales order
Urutan Plan Start Mixing Mixing Time Mixing
PO Nomor SO SO Date PO No. Date Date (hari) Finish Plan
1 C04/III/0004 17/03/04 COS8/BKP/04 11/04/04 12/04/04 15 30/04/04 2 C04/IV/0001 01/04/04 4030023FGL 26/04/04 03/04/04 7 11/05/04 3 C04/IV/0010 26/04/04 4040025FGL 21/05/04 21/05/04 10 04/06/04 4 C04/IV/0008 26/04/04 4040024FGL 21/05/04 07/06/04 10 18/06/04
Keterangan:
Tahap pengurutan penjadwalan order adalah sebagai berikut:
a) Diantara semua order cari yang tanggal bisa mulai produksinya paling cepat dengan metode prioritas.
b) Setelah itu tentukan tanggal mulai mixing (Mixing Date) untuk SO tersebut. c) Lalu tentukan tanggal selesai mixing (mixing finish plan) dengan menambahkan
tanggal mulai mixing (mixing time) dengan lama proses mixing (mixing time). d) Setelah diketahui tanggal selesai mixing order tersebut, kemudian cari lagi order
yang bisa mulai diproduksi. Apabila hanya ada satu order maka order tersebut yang kemudian dijadwalkan berikutnya dan ulangi langkah 2 dan 3.
e) Apabila ada dua atau lebih order yang bisa diproduksi maka diurutkan lagi berdasarkan prioritas khusus dari konsumen atau order yang ada due datenya. Order dengan prioritas khusus dari konsumen atau ada due datenya-lah yang dijadwalkan berikutnya dan ulangi langkah 2 dan 3.
Tetapi apabila diantara order-order yang akan diurutkan tersebut memiliki due date yang sama atau sama-sama bisa mulai diproduksi, maka diurutkan lagi berdasarkan urutan diterimanya order.
Contoh pengolahan data pengurutan order dengan kombinasi tiga metode adalah sebagai berikut:
Tabel 5.6 Order PT. Cosmar bulan Maret dan April yang akan diurutkan.
SO Date SO No. PO No. Material Due Date Plan Start Jumlah Mixing Time
Avail Date Date Batch (hari)
17/03/04 C04/III/0004 COS8/BKP/04 06/04/04 - 12/04/04 29 15 01/04/04 C04/IV/0001 4030023FGL 22/04/04 - 26/04/04 14 7 26/04/04 C04/IV/0008 4040024FGL 17/05/04 - 21/05/04 19 10 26/04/04 C04/IV/0010 4040025FGL 17/05/04 * 21/05/04 19 10
A. Tentukan plan start date dari masing-masing So, yaitu material avail date + 4 hari kerja.
Contoh: SO C04/III/0004: 06/04/04 + 4 hari kerja = 12/04/04
Karena diantara 4 hari kerja tersebut terdapat hari libur, maka tanggal ditambah lagi sejumlah hari libur tersebut.
B. Tentukan jumlah batch masing-masing SO, data diproleh dari kombinasi batch dari bagian PPIC.
C. Tentukan Mixing Time, yaitu hari hari ixing KapasitasM h Jumlahbatc MixingTime ... ) 2 ( / = =
Contoh: Mixing Time SO C04/III/0004 = 29 batch/ 2 = 15 hari
D. Pilih order dengan tahap seleksi menggunakan kombinasi tiga jenis metode aturan prioritas.
F. Setelah didapat order yang diurutkan, tentukan Mixing Date
• Untuk order yang pertama kali diurutkan, maka Mixing date-nya sama dengan plan start date order tersebut.
• Sedangkan untuk order selanjutnya, jika plan start date order tersebut lebih kecil atau sama dengan (<=) mixing finish plan dari order sebelumnya, maka mining date-nya = mixing finish plan order sebelumnya + 1 hari kerja.
• Jika plan start date order tersebut lebih besar (>) dari mixing finish plan dari order sebelumnya, maka mining date-nya = plan start date order tersebut.
G. Tentukan Mixing Finish Plan: Mixing Date + Mixing Time Contoh: Tanggal 12/04/04 + 15 hari = tanggal 30/04/04
Karena diantara 15 hari kerja tersebut terdapat hari libur, maka tanggal ditambah lagi sejumlah hari libur tersebut.
H. Kemudian diantara order yang tersisa, pilih lagi order yang akan diurutkan (ulangi langkah D), karena hanya ada satu order yaitu SO C04/IV/0001, maka order ini yang diurutkan kedua.
I. Tentukan Mixing Date (langkah E nomor 2), yaitu: tanggal 30/04/04 + 1 hari kerja = 03/05/04
Karena diantara 1 hari kerja tersebut terdapat hari libur, maka tanggal ditambah lagi sejumlah hari libur tersebut.
J. Tentukan Mixing Finish Plan: 03/05/04 + 7 hari kerja = tanggal 11/05/04
Karena diantara 7 hari kerja tersebut terdapat hari libur, maka tanggal ditambah lagi sejumlah hari libur tersebut.
K. Kemudian diantara order yang tersisa, pilih lagi order yang akan diurutkan (ulangi langkah d), maka dipilih order dengan no SO C04/IV/0010 untuk diurutkan ketiga. L. Kemudian tentukan Mixing date, Karena bisa langsung dimixing (langkah E nomor
3), maka mixing date-nya sama dengan plan start date yaitu 21/05/04. M. Tentukan Mixing Finish Plan: 21/05/04 + 10 hari kerja = tanggal 04/06/04
N. Kemudian cari order yang bisa diurutkan (langkah D), karena tinggal satu order yaitu SO C04/IV/0008 maka diurutkan keempat.
O. Kemudian tentukan mixing date (langkah E nomor 3) Yaitu: tanggal 04/06/04 + 1 hari kerja = 07/06/04
Karena diantara 1 hari kerja tersebut terdapat hari libur, maka tanggal ditambah lagi sejumlah hari libur tersebut.
P. Tentukan Mixing Finish Plan: 07/06/04 + 10 hari kerja = tanggal 18/06/04
Karena diantara 10 hari kerja tersebut terdapat hari libur, maka tanggal ditambah lagi sejumlah hari libur tersebut.
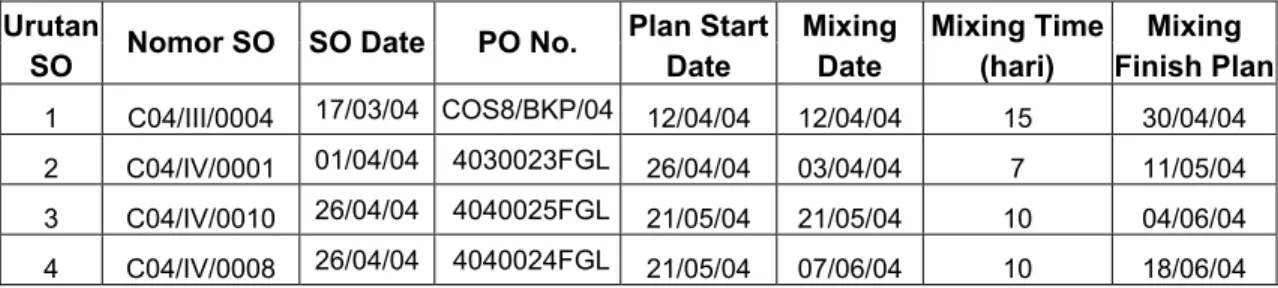
Tabel 5.7 Urutan order bulan Maret-April yang sudah dijadwalkan dengan metode prioritas
Urutan Plan Start Mixing Mixing Time Mixing
SO Nomor SO SO Date PO No. Date Date (hari) Finish Plan
1 C04/III/0004 17/03/04 COS8/BKP/04 12/04/04 12/04/04 15 30/04/04 2 C04/IV/0001 01/04/04 4030023FGL 26/04/04 03/04/04 7 11/05/04 3 C04/IV/0010 26/04/04 4040025FGL 21/05/04 21/05/04 10 04/06/04 4 C04/IV/0008 26/04/04 4040024FGL 21/05/04 07/06/04 10 18/06/04
Dengan adanya metode prioritas ini maka ada suatu aturan tertentu sebagai acuan dasar dalam melakukan pengurutan dan penjadwalan order produksi. Usulan metode ini diharapkan dapat memperbaiki sistem penjadwalan produksi yang sekarang berjalan.
Setelah mengetahui urutan jadwal dari tiap order maka dilanjutkan dengan membuat jadwal rinci dari tiap order dan menentukan No. batch. Penjadwalan rinci meliputi jadwal timbang, jadwal mixing, jadwal pressing, jadwal packing, dan jadwal karantina QC. Untuk penomoran batch didasarkan pada tanggal mixing dari tiap batch.
Cara untuk menentukan:
• Jadwal timbang : Tanggal mulai mixing – 4 hari kerja.
• Jadwal pressing : Tanggal mulai mixing + 1 hari kerja.
• Jadwal packing : Tanggal mulai mixing + 2 hari kerja.
• Jadwal karantina QC : Tanggal mulai mixing + 3 hari kerja.
Setelah membuat jadwal rinci, maka jadwal dispesifikasi lagi berdasarkan tiap proses untuk dikoordinasikan pelaksanaannya ke lantai produksi. Kemudian dengan adanya jadwal packing dapat dihitung kebutuhan tenaga kerja untuk proses packing setiap harinya.
(
)
ManHour pcs Total oduct ManHour rata oductRata Berat BatchSize Kerja enaga KebutuhanT ( ) Pr Pr / − = =Contoh hasil pengolahan data penjadwalan secara rinci sebelum usulan metode keseimbangan lini dapat dilihat pada tabel 5.8 dan penjadwalan rinci dengan usulan metode keseimbangan lini pada tabel 5.9 serta data penjadwalan rinci tiap proses dengan metode prioritas dan metode keseimbangan lini yang diusulkan pada tabel 5.10, tabel 5.11, table 5.12, table 5.13, table 5.14 dan jadwal kebutuhan tenaga kerja pada tabel 5.15 dilampiran.
5.3.3 Usulan Metode Keseimbangan Lini
Berdasarkan hasil analisis data penjadwalan yang sudah berjalan saat ini, penjabarannya pada sub bab 5.2.3, terlihat pada data tersebut pelaksanaan produksi yang sekarang berjalan masih terdapat antrian batch/ bottle neckpada proses packing. Hal ini disebabkan karena tidak seimbangnya kapasitas produksi per hari dari tiga proses utama yaitu proses mixing dan pressing dengan kapasitas dua batch per hari dan proses packing dengan kapasitas satu batch per hari.
Oleh karena faktor tersebut diatas maka diusulkan adanya penambahan shift kerja malam atau penambahan lini pada shift kerja siang untuk proses packing, sehingga kapasitas produksi dari proses mixing, pressing dan packing menjadi seimbang. Dengan adanya keseimbangan kapasitas produksi dari tiap proses, diharapkan dapat menjadi solusi untuk masalah bottle neck/ antrian produksi khususnya pada proses packing. Kedua alternatif solusi ini mempunyai kelebihan dan kekurangan masing-masing yaitu: Tabel 5.16 Kelebihan dan kekurangan dari dua alternatif solusi dalam metode
keseimbangan lini
Faktor Usulan menambah shift malam
Usulan penambahan lini pada shift pagi 1.Tanaga kerja Jumlahnya sama Jumlahnya sama
2.Upah operator Besarnya sama Besarnya sama 3. Keamanan Lebih beresiko karena
sebagian besar operator packing adalah perempuan dan jam kerja shift malam
Relatif lebih aman karena jam kerja shift pagi antara jam 07.00– 16.30 WIB.
Faktor
Usulan menambah shift malam
Usulan penambahan lini pada shift pagi 4. Peralatan Tidak ada penambahan
peralatan karena bergantian dengan shift pagi.
Ada penambahan tetapi tidak terlalu banyak hanya berupa meja untuk packing.
5. Area packing Tidak memerlukan tambahan tempat/ area.
Memerlukan tambahan area untuk lini baru. Melihat kondisi pabrik saat ini masih sangat memungkinkan karena masih banyak area kosong. 6.Biaya investasi Tidak ada biaya investasi
tambahan.
Diperlukan biaya investasi untuk membeli peralatan tambahan berupa meja untuk packing. Tetapi biaya operasional tetap.
7.Biaya Operasional
Diperlukan biaya operasional bulanan yang lebih besar untuk biaya transport antar jemput karyawan menimbang faktor keamanan karyawan.
Biaya transport normal karena tidak perlu antar jemput karyawan.
8.Biaya Overhead Diperlukan biaya yang lebih besar untuk listrik.
Berdasarkan kelebihan dan kekurangan dari kedua alternatif solusi tersebut diatas, maka lebih diusulkan adanya penambahan lini packing pada shift pagi. Hal ini dipertimbangkan dengan melihat kondisi perusahaan yaitu area yang masih memungkinkan, investasi peralatan tambahan yang tidak terlalu membutuhkan biaya besar dan lebih menghemat biaya baik untuk biaya operasional dan biaya overhead bulanan.
5.3.4 Usulan Production Scheduling Information System untuk Mendukung Kegiatan Produksi
Untuk mendukung kegiatan produksi di PT. Cosmar yang saat ini sebagian besar masih dilakukan secara manual, maka diusulkan adanya sistem informasi yang terkomputerisasi. Sistem terkomputerisasi ini akan memudahkan koordinasi dan penyebaran informasi antar bagian-bagian yang berhubungan guna mendukung pelaksanaan kegiatan produksi. Khususnya untuk proses penjadwalan produksi diperlukan adanya suatu program untuk dapat melakukan proses penjadwalan produksi secara terkomputerisasi. Dengan proses penjadwalan yang terkomputerisasi maka akan lebih menguntungkan perusahaan. Keuntungan metode penjadwalan terkomputerisasi antara lain:
• Adanya standar yang sama dalam melakukan proses penjadwalan yaitu dengan metode prioritas sebagai acuan dasar yang digunakan.
• Dapat mengurangi tingkat kesalahan yang disebabkan faktor manusia (human error).
• Waktu yang diperlukan untuk proses penjadwalan terkomputerisasi akan lebih cepat jika dibandingkan dengan cara manual.
• Keamanan data penjadwalan akan lebih terjamin.
• Membatasi akses data penjawalan dari bagian lain yang tidak berkepentingan.
• Dan lain-lain.
Dengan adanya sistem informasi produksi yang terkomputerisasi diharapkan dapat menjadi solusi dari masalah yang sering terjadi saat ini karena kurang baiknya koordinasi antar bagian yang berhubungan guna mendukung pelaksanaan produksi di PT. Cosmar.
Adapun rancangan modul sistem informasi penjadwalan produksi yang diusulkan mempunyai penjelasan sebagai berikut:
INPUT :
Berupa input data yang dilakukan pada bagian-bagian yang berkepentingan, yaitu: 1. Bagian Marketing: Sales Order.
2. Bagian PPIC : Kombinasi Batch. 3. Bagian R & D : Master Composition.
4. Bagian Produksi : Kalender Kerja, Kapasitas produksi, Man Hour, Production Scheduling, Maretial Issue Slip, Hasil dan Aktual Pelaksanaan produksi.
Adapun data yang akan dijadikan sebagai database terdiri dari:
• Database Customer
• Database Sales Order
• Database Product
• Database Kombinasi Batch
• Database Kapasitas Produksi
• Database Man hour
• Database Production Scheduling
• Database Urutan Production Order
• Database Jadwal Induk Produksi
• Database Kebutuhan tenaga kerja
• Database hasil dan Aktual Pelaksanaan produksi
• Database Master Composition
• Database Material Issue Slip PROSES :
• Membuat Sales Order – Input data
• Membuat Kombinasi batch – Input data
• Membuat Production Scheduling – input data
• Penentuan urutan dari Production Order
• Penentuan jadwal induk produksi secara rinci
• Penentuan jumlah kebutuhan tenaga kerja
• Membuat Material Issue Slip – Input data
• Membuat laporan jadwal Induk Produksi
• Membuat laporan hasil produksi
• Membuat laporan aktual pelaksanaan produksi
• Membuat laporan Tenaga kerja OUTPUT :
• Bagian PPIC : Kombinasi Batch
• Bagian HRD : Laporan Tenaga Kerja
• Bagian Produksi : Jadwal Induk Produksi, Kebutuhan Tenaga Kerja, Material Issue Slip, Laporan Monitoring Sales order, Laporan Hasil Produksi, Laporan Aktual Pelaksanaan Produksi.
5.4 Analisis dan Pembahasan Usulan Pemecahan Masalah
Analisis berdasarkan membandingkan data penjadwalan yang sudah berjalan dengan metode yang sekarang berlaku di PT. Cosmar dengan data penjadwalan hasil contoh pengolahan data order PT.Cosmar dengan metode penjadwalan yang diusulkan, dapat dilihat adanya peningkatan efektivitas waktu untuk proses produksi dari order yang sama. Berdasarkan data-data tersebut diketahui bahwa:
Dengan metode penjadwalan yang sekarang berlaku, order dijadwalkan selesai proses karantina QC pada tanggal 06.08.2004.
Dengan metode penjadwlan yang diusulkan yaitu kombinasi metode prioritas dan metode keseimbangan lini, order dijadwalkan selesai proses karantina QC pada tanggal 22.06.2004.
Oleh karena itu dapat diambil kesimpulan bahwa dengan metode baru yang diusulkan akan lebih mengefektifkan waktu (lebih cepat 45 hari) dan memaksimalkan kapasitas produksi sehingga perusahaan dapat menerima order lebih banyak dari kapasitas yang ada sekarang.
5.5 Perancangan Sistem yang Diusulkan 5.5.1 Ruang Lingkup dan Batasan Perancangan
Sistem yang akan diusulkan ini adalah sistem informasi penjadwalan produksi yang merupakan sistem yang dapat mempermudah dalam melakukan penjadwalan produksi. Sistem ini akan meliputi beberapa bagian yang mendukung proses penjadwalan dan pelaksanaan produksi. Bagian yang terkait antara lain bagian marketing, bagian PPIC dan bagian R & D yang akan memberikan input data yang diperlukan untuk proses penjadwalan produksi. Sedangkan bagian lain yaitu bagian HRD, bagian produksi dan bagian gudang akan memerlukan informasi yang dihasilkan sistem tersebut untuk pelaksanaan produksi.
Sistem ini titik awalnya dilakukan pada bagian marketing sebagai penginput awal kemudian diintegrasikan dengan input-input data dari bagian lain sehingga didapat suatu aliran informasi yang akan dibutuhkan oleh bagian lain untuk pelaksanaan produksi. Titik akhir dari sistem ini adalah output laporan-laporan kepada bagian Produksi, gudang, HRD dan manajemen perusahaan untuk memudahkan pengontrolan dan mengevaluasi hasil pelaksanaan produksi.
5.5.2 Data Flow Diagram (DFD)
Untuk mengetahui secara lebih jelas aliran data dan informasi yang masuk kedalam sistem atau sebagai input dan informasi yang dihasilkan dari sistem atau sebagai output dapat dilihat pada pada diagram data flow berikut ini:
Sistem
Informasi
Penjadwalan
Produksi
PPIC Marketing Produksi H R D R & D Gudang ManajemenKombinasi Batch Sales Order
Kalender_Kerja Kapsitas_Produksi Man_Hour Jadwal_Induk_Produksi Material_Issue_Slip Kebutuhan_Tenaga_Kerja Master_Composition Lap_Aktual_Pelaksanaan_Produksi Lap_Hasil_Produksi Lap_Aktual_Tenaga_Kerja
Marketing 3.0 Penjadwalan Produksi PPIC Produksi Batch Kelender_kerja Order
Jadwal Induk produksi (JIP)
4.0 Penentuan kebutuhan Tenaga Kerja Man_Hour
Kebutuhan Tenaga Kerja
7.0 Buat Laporan 6.0 Pelaksanaan Prouksi Aktual Pelaksanaan & Hasil Produksi
Laporan Hasil produksi
Laporan Aktual Produksi 5.0 Penyediaan
Material R & D
MIaterial Issue Slip (MIS)
Master_composition Kapasitas_Produksi
Gudang
Material Issue Slip (MIS)
HRD kebutuhan Tenaga Kerja
Produksi Jadwal Induk Produksi
1.0 Input Sales Order Sales Order 2.0 Input Kombinasi Batch Kombinasi Batch
Kapasitas_produksi 3.2 Penentuan Urutan Production Order kalender _hari_kerja
Urutan Production Order
3.3 Penentuan Jadwal Induk Produksi Kapasitas_produksi kalender_hari_kerja
Jadwal Induk Produksi (JIP)
Gambar 5.5 Diagram Rinci 3 Sistem Informasi Penjadwalan Produksi Kombinasi_Batch 3.1 Input Production Scheduling Production Scheduling Sales_Order
4.2 Identifikasi Jenis Produk 4.3 hitung kebutuhan tenaga kerja
Kebutuhan Tenaga kerja Jadwal_Induk_Produksi Man_hour 5.1 Entry MIS 5.2 Buat MIS 5.3 Minta Persetujuan R & D Material Issue Slip
jadwal_Induk_Produksi Master_compotition 4.1 Input jadwal Pcking
Gambar 5.6 Diagram Rinci 4 Sistem Informasi Penjadwalan Produksi
Gambar 5.7 Diagram Rinci 5 Sistem Informasi Penjadwalan Produksi
6.1 Timbang 6.2 Mixing 6.3 Pressing 6.4 Kemas Jadwal_Induk_Produksi 6.5 Karantina QC
Aktual dan Hasil Produksi Material Issue Slip
7.1 Membuat Laporan Jadwal Induk Produksi 7.2 Membuat laporan Hasil Produksi 7.3 Membuat Laporan Aktual pelaksanaan Produksi 7.4 Membuat Laporan Tenaga Kerja Jadwal_induk_Produksi Kebutuhan_Tenaga_kerja Manajemen Laporan Jadwal Induk Produksi
Laporan Aktual Produksi
Laporan Aktual Tenaga Kerja
Produksi
7.5 Membuat
Material Issue Slip
Material_Issue_Sllip MIS Gudang
H R D Kebutuhan_Tenaga_Kerja
Aktual_dan_Hasil_Produksi
5.5.3 Kamus Data
1. Sales Order
• Kamus Data = { SO_No + SO_Date + PO_NO + Ship_To + Ship_Via + Cust_Code + Cust_Name + Cust_address + Phone + Facs + Due_Date + Mat_Avail_Date + { Product_Code + Product_Name + Qty + Unit + Unit_Price + Disc + Tax + Amount } + Sub_Total + Discount + PPN + Total }
2. Kombinasi Batch
• Kamus Data = { Kombinasi_Code + SO_NO + { Product_Code + Product_Name + Qty + Batch_Size + Jumlah_Batch } + Total_Batch }
3. Production Scheduling
• Kamus Data = { Scheduling_Code + Scheduling_Date + { SO_NO + SO_Date + Mat_Avail_Date + Due_Date + Planned_Start_Date + Total_Batch + Mixing_Time } }
4. Urutan Production Scheduling
• Kamus Data = { Scheduling_Code + Scheduling_Date + { Urutan_SO + SO_NO + SO_Date + Planned_Start_Date + Mixing_Date + Mixing_Time + Mixing_Finish_Plan } }
5. Kapasitas Produksi
• Kamus Data = { Production_Type + NO_Revisi + Tanggal_Berlaku + { Process_Code + Process_Name + Capacity } }
• Kamus Data = { Product_Code + Man_Hour } 7. Jadwal Induk Produksi
• Kamus Data = { SO_NO + SO_Date + Production_Type + { Product_Code + Product_Name + Qty + Batch_Size + Mixing_Date + Batch_NO + Timbang_Date + Pressing_Date + Packing_Date + Karantina_QC_Date } }
8. Kebutuhan Tenaga kerja
• Kamus Data = { SO_NO + SO_Date + { Product_Code + Product_Name + Batch_NO + Batch_Size + Total_pcs + Packing_Date + Packing_Operator } }
9. Master Composition
• Kamus Data = { BOM_NO + Product_Code + Product_Name + NO_Revisi + Tanggal_Berlaku + { Material_NO + Material_Name + Composisi } + Jumlah Material }
10. Material Issue Slip
• Kamus Data = { MIS_NO + MIS_Date + BOM_NO + Issue_to + SO_NO + Product_Code + Batch_No + Batch_Size + Mixing_Date + NO_Revisi + { Material_NO + Material_Name + Qty + Unit } } 11. Aktual dan Hasil Produksi
• Kamus Data = { Batch_NO + SO_NO + Aktual_Timbang + Aktual_Mixing + Aktual_Pressing + Qty_Pressing + Sisa_Bulk + Aktual Packing +
Qty_Packing + Aktual_Packing_Operator + Aktual_Karantina_QC + Qty_Defect_QC } }
12. Laporan Jadwal Induk Produksi per Bulan
• Kamus Data = { Nama_Laporan + Jenis_Laporan + Bulan + Tahun + Tanggal + Prepared_by + Approved_by + { Batch_No + Batch_Size + Product_Code + Product_Name + Mixing_Date + Timbang_Date + Pressing_Date + Packing_Date + Karantina_QC_Date } }
13. Laporan Jadwal Induk Produksi per Sales Order
• Kamus Data = { Nama_Laporan + Jenis_Laporan + Production Type + SO NO + Tanggal + Prepared_by + Approved_by + { Product_Code + Product_Name + Qty + Batch_No + Batch_Size + Mixing_Date + Timbang_Date + Pressing_Date + Packing_Date + Karantina_QC_Date } }
14. Laporan Jadwal Induk Produksi per Proses per Bulan
• Kamus Data = { Nama_Laporan + Jenis_Laporan + Bulan + Tahun + Tanggal + Prepared_by + Approved_by + { Hari + Tanggal + Batch_No + Batch_Size + SO NO + Product_Code + Product_Name }}
15. Laporan Kebutuhan Tenaga Kerja per Bulan
• Kamus Data = { Nama_Laporan + Jenis_Laporan + Bulan + Tahun + Tanggal + Prepared_by + Approved_by + { Hari + Tanggal + Batch_No + Batch_Size + Product_Code + Product_Name + Total + Packing_Operator }}
• Kamus Data = { Nama_Laporan + Jenis_Laporan + Bulan + Tahun + Tanggal + Prepared_by + Approved_by + { Batch_NO + SO_NO + Product_Code + Product_Name + Hasil_Kemas + Tenaga_Kerja_Target + Tenaga_Kerja_Aktual }}
17. Laporan Aktual Produksi per Bulan
• Kamus Data = { Nama_Laporan + Jenis_Laporan + Bulan + Tahun + Tanggal + Prepared_by + Approved_by + { Batch_NO + SO_NO + Product_Code + Product_Name + Proses_Timbang_Jadwal + Proses_Timbang_Aktual + Proses_Mixing_Jadwal + Proses_Mixing _Aktual + Proses_Pressing_Jadwal + Proses_Pressing_Aktual + Proses_Packing_Jadwal + Proses_Packing_Aktual + Proses_Karantina_QC_Jadwal + Proses_Karantina_QC_Aktual + Kelambatan }}
18. Laporan Aktual Produksi per Sales Order
• Kamus Data = { Nama_Laporan + Jenis_Laporan + Tanggal + Prepared_by + Approved_by + SO_NO + { Product_Code + Product_Name + Batch_NO + Proses_Timbang_Jadwal + Proses_Timbang_Aktual + Proses_Mixing_Jadwal + Proses_Mixing _Aktual + Proses_Pressing_Jadwal + Proses_Pressing_Aktual + Proses_Packing_Jadwal + Proses_Packing_Aktual + Proses_Karantina_QC_Jadwal + Proses_Karantina_QC_Aktual }}
• Kamus Data = { Nama_Laporan + Jenis_Laporan + Bulan + Tahun + Tanggal + Prepared_by + Approved_by + { Batch_NO + SO_NO + Product_Code + Product_Name + Batch_Size + Sisa_Bulk + Hasil_Pressing + Hasil_Packing + Product_Defect }}
20. Laporan Hasil Produksi per Sales Order
• Kamus Data = { Nama_Laporan + Jenis_Laporan + SO_NO + Tanggal + Prepared_by + Approved_by + { Product_Code + Product_Name + Qty_Order + Qty_aktual + Batch_NO + Batch_Size + Sisa_Bulk + Hasil_Pressing + Hasil_Packing + Product_Defect }}
5.5.4 Normalisasi
1. Sales Order
• UNF = SO_No + SO_Date + PO_NO + Ship_To + Ship_Via + Cust_Code + Cust_Name + Cust_address + Phone + Facs + Due_Date + Mat_Avail_Date + { Product_Code + Product_Name + Qty + Unit + Unit_Price + Disc + Tax + Amount } + Sub_Total + Discount + PPN + Total
• 1NF
Sales Order Header = @SO_No + SO_Date + PO_NO + Ship_To + Ship_Via + Cust_Code + Cust_Name + Cust_address + Phone + Facs + Due_Date + Mat_Avail_Date + Sub_Total + Discount + PPN + Total
Sales Order Detail = @SO_No + @Product_Code + Product_Name + Qty + Unit + Unit_Price + Disc + Tax + Amount
• 2NF
Sales Order Header = @SO_No + SO_Date + PO_NO + Ship_To + Ship_Via + @Cust_Code + Cust_Name + Cust_address + Phone + Facs + Due_Date + Mat_Avail_Date + Sub_Total + Discount + PPN + Total
Sales Order Detail = @SO_No + @Product_Code + Product_Name + Qty + Unit + Unit_Price + Disc + Tax + Amount
Customer = @Cust_Code + Cust_Name + Cust_address + Phone + Facs Product = @Product_Code + Product_Name + Unit + Unit_Price • 3NF
Sales Order Header = @SO_No + SO_Date + PO_NO + Ship_To + Ship_Via + @Cust_Code + Due_Date + Mat_Avail_Date
Sales Order Detail = @SO_No + @Product_Code + Qty
Customer = @Cust_Code + Cust_Name + Cust_address + Phone + Facs Product = @Product_Code + Product_Name + Unit + Unit_Price
2. Kombinasi Batch
• UNF = Kombinasi_Code + SO_NO + { Product_Code + Product_Name + Qty + Batch_Size + Jumlah_Batch } + Total_Batch
• 1NF
Kombinasi Batch Header = @Kombinasi_Code + SO_NO + Total_Batch
Kombinasi Batch Detail = @Kombinasi_Code + @Product_Code + Product_Name + Qty + Batch_Size + Jumlah_Batch
3. Production Scheduling
• UNF = Scheduling_Code + Scheduling_Date + { SO_NO + SO_Date + Mat_Avail_Date + Due_Date + Planned_Start_Date + Total_Batch + Mixing_Time }
• 1NF
Production Scheduling Header = @ Scheduling_Code + Scheduling_Date
Production Scheduling Detail = @ Scheduling_Code + @SO_NO + SO_Date + Mat_Avail_Date + Due_Date + Planned_Start_Date + Total_Batch + Mixing_Time
4. Urutan Production Scheduling
• UNF = Scheduling_Code + Scheduling_Date + { Urutan_SO + SO_NO + SO_Date + Planned_Start_Date + Mixing_Date + Mixing_Time + Mixing_Finish_Plan }
• 1NF
Urutan Production Scheduling Header = @ Scheduling_Code + Scheduling_Date Urutan Production Scheduling Detail = @ Scheduling_Code + @Urutan_SO + SO_NO
+ SO_Date + Planned_Start_Date + Mixing_Date + Mixing_Time + Mixing_Finish_Plan
5. Kapasitas Produksi
• UNF = Production_Type + NO_Revisi + Tanggal_Berlaku + { Process_Code + Process_Name + Capacity }
• 1NF
Kapasitas Produksi Header = @Production_Type + NO_Revisi + Tanggal_Berlaku Kapasitas Produksi Detail = @Production_Type + @Process_Code + Process_Name +
Capacity
6. Man Hour
• UNF = Product_Code + Man_Hour • 1NF
Man Hour = @Product_Code + Man_Hour
7. Jadwal Induk Produksi
• UNF = SO_NO + SO_Date + Production_Type + { Product_Code + Qty + Batch_Size + Mixing_Date + Batch_NO + Timbang_Date + Pressing_Date + Packing_Date + Karantina_QC_Date }
• 1NF
Jadwal Induk Produksi Header = @SO_NO + SO_Date + Production_Type
Jadwal Induk Produksi Detail = @SO_NO + Product_Code + Qty + Batch_Size + Mixing_Date + @Batch_NO + Timbang_Date + Pressing_Date + Packing_Date + Karantina_QC_Date
8. Kebutuhan Tenaga kerja
• UNF = SO_NO + SO_Date + { Product_Code + Batch_NO + Batch_Size + Total_pcs + Packing_Date + Packing_Operator}
• 1NF
Kebutuhan Tenaga Kerja Header = @SO_NO + SO_Date
Kebutuhan Tenaga Kerja Detail = @SO_NO + Product_Code + @Batch_NO + Batch_Size + Total_pcs + Packing_Date + Packing_Operator
9. Master Composition
• UNF = BOM_NO + Product_Code + Product_Name + NO_Revisi + Tanggal_Berlaku + { Material_NO + Material_Name + Composisi } + Jumlah Material
• 1NF
Master Composition Header = @BOM_NO + Product_Code + Product_Name + NO_Revisi + Tanggal_Berlaku + Jumlah Material Master Composition Detail = @BOM_NO + @Material_NO + Material_Name +
Composisi
• UNF = MIS_NO + MIS_Date + BOM_NO + Issue_to + SO_NO + Product_Code + Batch_No + Batch_Size + Mixing_Date + NO_Revisi + { Material_NO + Material_Name + Qty + Unit }
• 1NF
Material Issue Slip Header = @MIS_NO + MIS_Date + BOM_NO + Issue_to + SO_NO + Product_Code + Batch_No + Batch_Size + Mixing_Date + NO_Revisi
Material Issue Slip Detail = @MIS_NO + @Material_NO + Material_Name + Qty + Unit
11. Aktual dan Hasil Produksi
• UNF = Batch_NO + SO_NO + Aktual_Timbang + Aktual_Mixing + Aktual_Pressing + Qty_Pressing + Sisa_Bulk + Aktual Packing + Qty_Packing + Aktual_Packing_Operator + Aktual_Karantina_QC + Qty_Defect_QC
• 1NF
Aktual dan Hasil Produksi = @Batch_NO + SO_NO + Aktual_Timbang + Aktual_Mixing + Aktual_Pressing + Qty_Pressing + Sisa_Bulk + Aktual Packing + Qty_Packing + Aktual_Packing_Operator + Aktual_Karantina_QC + Qty_Defect_QC
5.5.5. Spesifikasi Database
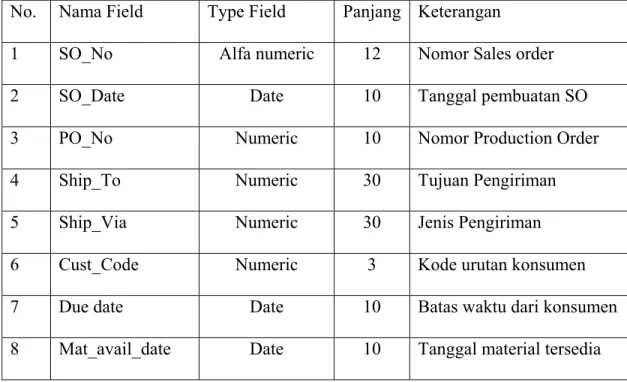
Nama File : Sales Order
Keterangan File : Sales order dari customer Primary Key : NO_SO
Tabel 5.17 Spesifikasi Database Sales Order Header
Format SO_No: X99/xxx/9999,
x : Menunjukan nama depan perusahaan (C) dari PT. Cosmar 99 : Menunjukan 2 digit dari tahun order
xxx : Angka romawi yang menunjukan bulan diterimanya order, Bulan I – XII 9999 : Menunjukan urutan diterimanya order
2. Tabel Sales Order Detail
Nama File : Sales Order
Keterangan File : Sales order dari customer Primary Key : NO_SO + Product_Code
Tabel 5.18 Spesifikasi Database Sales Order Detail
No. Nama Field Type Field Panjang Keterangan
1 SO_No Alfa numeric 12 Nomor Sales order 2 SO_Date Date 10 Tanggal pembuatan SO 3 PO_No Numeric 10 Nomor Production Order 4 Ship_To Numeric 30 Tujuan Pengiriman 5 Ship_Via Numeric 30 Jenis Pengiriman 6 Cust_Code Numeric 3 Kode urutan konsumen 7 Due date Date 10 Batas waktu dari konsumen 8 Mat_avail_date Date 10 Tanggal material tersedia
Format Product_Code: 999-9999-9999-X, 999 : Menunjukan Kode customer
9999 : Dua digit pertama menunjukan jenis Produk dan dua digit berikutnya menunjukan kode bulk
9999 : Dua digit pertama menunjukan Nomor Produk dan dua digit berikutnya menunjukan unit number
X : Menunjukan jenis Bedal ( T untuk Two Way Cake dan R untuk Refill)
3. Tabel Customer
Nama File : Customer
Keterangan File : Customer yang mengorder Primary key : Cust_Code
Tabel 5.19 Spesifikasi Database Customer
No. Nama Field Type Field Panjang Keterangan 1 Cust_Code Alfa numeric 3 Kode urutan konsumen 2 Cust_Name Character 30 Nama Konsumen 3 Cust_address Alfa numeric 50 Alamat konsumen 4 Phone Numeric 10 No. Telepon 5 Facs Numeric 10 No. Fax No. Nama Field Type Field Panjang Keterangan
1 SO_No Alfa numeric 12 Nomor Sales order 2 Product_Code Character 15 Kode produk
Format Cust_code : 999
999 : Menandakan nomor urut kosumen pada database
4. Tabel Product
Nama File : Product
Keterangan File : Product yang pernah dipesan customer Primary Key : Product_Code
Tabel 5.20 Spesifikasi Database Product
5. Tabel Kombinasi Batch Header Nama File : Kombinasi Batch Keterangan File : kombinasi ukuran batch
Primary Key : Kombinasi_Code
Tabel 5.21 Spesifikasi Database Kombinasi Batch Header
No. Nama Field Type Field Panjang Keterangan 1 Product_Code Character 15 Kode produk 2 Product_Name Character 30 Diskripsi produk 3 Unit Character 10 Satuan poduk
4 Unit_Price Numeric 10 Harga satuan produk
No. Nama Field Type Field Panjang Keterangan
1 Kombinasi_Code Alfa numeric 12 Kode kombinasi batch 2 SO_No Alfa numeric 12 Nomor Sales order 3 Total_Batch Numeric 5 Jumlah batch dalam 1 SO
Format Kombinasi_Code: XX-99-999999 XX : Menunjukkan Kombinasi Batch
99 : Menunjukan dua digit akhir dari tahun kombinasi
999999 : Menunjukan urutan kombinasi selama tahun tersebut
6. Tabel Kombinasi Batch Detail
Nama File : Kombinasi Batch Keterangan File : kombinasi ukuran batch
Primary Key : Kombinasi_Code + Product_Code Tabel 5.22 Spesifikasi Database Kombinasi Batch Detail
7. Tabel Production Scheduling Header Nama File : Production_Scheduling
Keterangan File : Production order yang akan diurutkan penjadwalannya Primary Key : Scheduling_Code
Tabel 5.23 Spesifikasi Database Production Scheduling Header No. Nama Field Type Field Panjang Keterangan
1 Kombinasi_Code Alfa numeric 10 Kode kombinasi batch 2 Product_Code Alfa numeric 15 Kode Produk
3 Product_Name Character 30 Nama produk
4 Qty Numeric 10 Jumlah Pcs yang diorder 5 Batch_Size Numeric 5 Ukuran tiap batch
Format Scheduling Code: 99-99-99
99 : Menunjukan dua digit akhir dari tahun Scheduling 99 : Menunjukan bulan Scheduling
99 : menunjukan urutan scheduling dalam satu bulan
8. Tabel Production Scheduling Detail
Nama File : Production_Scheduling
Keterangan File : Production order yang akan diurutkan penjadwalannya Primary Key : Scheduling_Code + SO_NO
Tabel 5.24 Spesifikasi Database Production Scheduling Detail No. Nama Field Type Field Panjang Keterangan
1 Scheduling_Code Character 8 Kode scheduling 2 Scheduling_Date Date 10 Tanggal Scheduling
No. Nama Field Type Field Panjang Keterangan
1 Scheduling_Code Character 8 Kode scheduling 2 SO_No Alfa numeric 12 Nomor Sales order 3 SO_Date Date 10 Tanggal pembuatan SO 4 Mat_Avail_Date Date 10 Tanggal tersedianya material 5 Due date Date 10 Batas waktu dari konsumen 6 Plan_start_date Date 10 Tanggal bisa mulai produksi 7 Total_batch Numeric 3 Jml total batch dari tiap SO 8 Plan_start_date Date 10 Tanggal bisa mulai produksi 9 Mixing_Time Numeric 2 Lama proses mixing (hari)
9. Tabel Urutan Production Order Header
Nama File : Urutan_Production_Order
Keterangan File : Sales Order yang sudah diurutkan dengan metode prioritas Primary Key : Scheduling_Code
Tabel 5.25 Spesifikasi Database Urutan Production Order Header
10. Tabel Urutan Production Order Detail
Nama File : Urutan_Production_Order
Keterangan File : Sales Order yang sudah diurutkan dengan metode prioritas Primary Key : Scheduling_Code + SO_NO
Tabel 5.26 Spesifikasi Database Urutan Production Order Detail No. Nama Field Type Field Panjang Keterangan
1 Scheduling_Code Character 8 Kode scheduling 2 Scheduling_Date Date 10 Tanggal Scheduling
No. Nama Field Type Field Panjang Keterangan
1 Scheduling_Code Character 8 Kode scheduling 2 SO_No Alfa numeric 12 Nomor Sales order 3 SO_Date Date 10 Tanggal pembuatan SO 4 Planned_start_date Date 10 Tanggal bisa mulai produksi 5 Mixing_Date Date 10 Tanggal mulai proses mixing 6 Mixing_Time Numeric 2 Lama proses mixing (hari) 7 Mixing_Finish_plan Date 10 Estimasi tanggal selesai mixing
11. Tabel Kapasitas Produksi Header Nama File : Kapasitas Produksi
Keterangan File : kapasitas produksi dari tiap mesin/ proses per hari Primary Key : Production_Type
Tabel 5.27 Spesifikasi Database Kapasitas Produksi Header
Format Production Type: xxxxxxxxxx xxxxxxxxxx: Jenis produk secara umum
12. Tabel Kapasitas Produksi Detail
Nama File : Kapasitas Produksi
Keterangan File : kapasitas produksi dari tiap mesin/ proses per hari Primary Key : Production_Type + Process_Code
Tabel 5.28 Spesifikasi Database Kapasitas Produksi Detail
Format Process_Code : XX
No. Nama Field Type Field Panjang Keterangan 1 Production_Type Character 10 Jenis Produksi 2 No_Revisi Numeric 2 Revisi ke-berapa 3 Tanggal_Berlaku Date 10 Tanggal berlaku
No. Nama Field Type Field Panjang Keterangan 1 Production_Type Character 10 Jenis Produksi 2 Proces_Code Numeric 2 Kode proses 3 Proces_Name Character 10 Nama proses 4 Capacity Numeric 1 Kapasitas proses/ hari
XX : Menunjukan huruf inisial dari proses (PT, PM, PP, PK, PQ)
13. Tabel Man hour
Nama File : Man_Hour
Keterangan File : Kapasitas kerja per orang untuk tiap jenis produk Primary Key : Product_Code
Tabel 5.29 Spesifikasi Database Man Hour
14. Tabel Jadwal Induk Produksi Header Nama File : Jadwal Iduk Produksi Keterangan File : Jadwal keseluruhan proses Primary Key : SO_NO
Tabel 5.30 Spesifikasi Database Jadwal Induk Produksi Header
15. Tabel Jadwal Induk Produksi Detail Nama File : Jadwal Iduk Produksi Keterangan File : Jadwal keseluruhan proses
No. Nama Field Type Field Panjang Keterangan 1 Product_Code Numeric 15 Kode produk
2 Man_hour numeric 2 Kapasitas produksi/jam/org
No. Nama Field Type Field Panjang Keterangan
1 SO_No Alfa numeric 12 Nomor Sales order 2 SO_Date Date 10 Tanggal pembuatan SO
Primary Key : SO_NO + Batch_NO
Tabel 5.31 Spesifikasi Database Jadwal Induk Produksi Detail
Format Batch_No : 9x99
9 : Menunjukan digit tahun produksi
x : Menunjukan bulan produksi (A/ januari – L/ Desember) 99 : Menunjukan urutan produksi ke-berapa dalam bulan itu
16. Tabel Kebutuhan Tenaga Kerja Header Nama File : Kebutuhan Tenaga Kerja
Keterangan File : Tenaga kerja yang dibutuhkan per harinya untuk proses kemas Primary Key : SO_No
No. Nama Field Type Field Panjang Keterangan
1 SO_No Alfa numeric 12 Nomor Sales order 2 Product_Code Numeric Kode produk 3 Product_Name Character 30 Diskripsi produk 4 Qty Numeric 10 Jumlah produk 5 Batch_size Numeric 5 Ukuran batch 6 Mixing_Date Date 10 Tanggal proses mixing 7 Batch_No Alfa numeric 4 Nomor batch
8 Timbang_Date Date 10 Tanggal proses timbang 9 Pressing_Date Date 10 Tanggal proses pressing 10 Packing_Date Date 10 Tanggal proses kemas 11 Karantina_QC_Date Date 10 Tanggal karantina QC
Tabel 5.32 Spesifikasi Database Kebutuhan Tenaga Kerja Header
17. Tabel Kebutuhan Tenaga Kerja Detail Nama File : KebutuhanTenaga kerja
Keterangan File : Tenaga kerja yang dibutuhkan per harinya untuk proses kemas Primary Key : SO_No + Batch_No
Tabel 5.33 Spesifikasi Database Kebutuhan Tenaga Kerja Detail
18. Tabel Master Composition Header Nama File : Master Composition
No. Nama Field Type Field Panjang Keterangan
1 SO_No Alfa numeric 12 Nomor Sales order 2 SO_Date Date 10 Tanggal pembuatan SO
No. Nama Field Type Field Panjang Keterangan
1 SO_No Alfa numeric 12 Nomor Sales order 2 Product_Code Numeric 15 Kode produk 3 Product_Name Character 30 Diskripsi produk 4 Batch_No Alfa numeric 4 Nomor batch
5 Batch_size Numeric 5 Ukuran batch
6 Total_pcs Numeric 10 Jumlah pcs sesuai batch size 7 Man_Hour Numeric 2 Kapasitas tenaga kerja per jam 8 Packing_Date Date 10 Tanggal proses kemas
Keterangan File : berisi nama bahan baku & komposisi suatu produk per 1000 gram
Primary Key : BOM_NO
Tabel 5.34 Spesifikasi Database Master Composition Header
Format BOM_NO : 99-99-X99-999-XXX-X 99 : Menunjukkan Formula alternatif
99 : Menunjukkan Formula revisi X99 : No seri produk
999 : Customer Code XXX : Singkatan produk X : proses
19. Tabel Master Composition Detail
Nama File : Master Composition
Keterangan File : berisi nama bahan baku & komposisi suatu produk per 1000 gram
Primary Key : BOM_NO + Material_NO
No. Nama Field Type Field Panjang Keterangan
1 BOM_No Alfa Numeric 19 Nomor Bill Of Material 2 Product_Code Numeric 15 Kode produk
3 Product_Name Character 30 Diskripsi produk
4 NO_Revisi Numeric 2 Menunjuken revisi ke-berapa 5 Tanggal_Berlaku Date 10 Tanggal berlakunya
Tabel 5.35 Spesifikasi Database Master Composition Detail Format Material NO : 999-9999-9999 999 : Suplier Code 99 : Jenis Product 99 : Warna 99 : Jenis material 99 : nomor urutan
19. Tabel Material Issue Slip Header Nama File : Material Issue Slip
Keterangan File : kebutuhan bahan baku setiap satu batch sesuai batch sizenya Primary Key : MIS_No
Tabel 5.36 Spesifikasi Database Material Issue Slip Header No. Nama Field Type Field Panjang Keterangan
1 BOM_No Alfa Numeric 19 Nomor Bill Of Material 2 Material_No Numeric 13 Nomor bahan baku 3 Material_Name Character 50 Nama bahan baku
20. Tabel Material Issue Slip Detail Nama File : Material Issue Slip
Keterangan File : kebutuhan bahan baku setiap satu batch sesuai batch sizenya Primary Key : MIS_No + Material_NO
Tabel 5.37 Spesifikasi Database Material Issue Slip Detail
No. Nama Field Type Field Panjang Keterangan 1 MIS_NO Alfa numeric 13 Kode MIS
2 MIS_Date Date 10 Tanggal dibuatnya MIS 3 BOM_No Alfa Numeric 19 Nomor Bill Of Material 4 Issue_to Character 30 Ditujukan Ke bagian apa 5 SO_No Alfa numeric 12 Nomor Sales order 6 Product_Code Numeric 14 Kode produk 7 Batch_No Alfa numeric 4 Nomor batch 8 Batch_size Numeric 5 Ukuran batch 9 Mixing_Date Date 10 Tanggal proses mixing 10 No_Revisi Numeric 2 Revisi ke-berapa
No. Nama Field Type Field Panjang Keterangan 1 MIS_NO Alfa numeric 13 Kode MIS
2 Material_No Numeric 13 Nomor bahan baku 3 Material_Name Character 50 Nama bahan baku 4 Qty Numeric 8 Jumlah bahan baku 5 Unit Character 10 Satuan bahan baku
21. Tabel Aktual dan Hasil Produksi
Nama File : Aktual_dan_Hasil_Produksi
Keterangan File : Tanggal aktual pelaksanaan produksi Primary Key : Batch_No
Tabel 5.38 Spesifikasi Database Aktual dan Hasil Produksi
22. Tabel kalender Hari kerja
Nama File : Kalender kerja Keterangan File : jadwal hari kerja
Primary Key : Tahun + Bulan + Tanggal
No. Nama Field Type Field Panjang Keterangan 1 Batch_No Alfa numeric 4 Nomor batch 2 SO_No Alfa numeric 12 Nomor Sales order 3 Actual_Timbang Date 10 Tanggal aktual timbang 4 Actual_Mixing Date 10 Tanggal actual mixing 5 Actual_Pressing Date 10 Tanggal actual pressing
6 Qty_Pressing Numeric 10 Jumlah hasil proses pressing (pcs) 7 Sisa_bulk Numeric 5 Sisa bulk yang tidak dipress (gram 8 Actual_Packing Date 10 Tanggal actual kemas
9 Qty_Packing Numeric 10 Jumlah hasil proses packing (pcs) 10 Actual_Packing_Opr Numeric 3 Actual tenaga kerja
11 Actual_Karantina_QC Date 10 Tanggal actual karantina QC 12 Qty_Defect Numeric 10 Jumlah Produk cacat (pcs)
Tabel 5.39 Spesifikasi Database Kalender Kerja
22. Tabel Karyawan
Nama File : Karyawan
Keterangan File : karyawan yang dapat login ke sistem Primary Key : Karyawan_Code
Tabel 5.40 Spesifikasi Database Karyawan
5.5.6. Entity Relationship Diagram (ERD)
Hubungan entiti diagram dapat dilihat pada gambar 5.9
5.5.7. Rancangan Layar (User Interface)
Rancangan layar dapat dilihat pada gambar 5.10 – 5.48
No. Nama Field Type Field Panjang Keterangan 1 Tahun Numeric 4 Tahun kalender 2 Bulan Character 10 Nama bulan 3 Hari Character 10 Nama hari 4 Tanggal Numeric 2 Tanggal kelender
5 Keterangan Character 20 Keterangan untuk hari libur
No. Nama Field Type Field Panjang Keterangan 1 Karyawan_Code Alfa numeric 6 Kode karyawan 2 Password Character 10 Password login 3 User_Name Character 20 Nama karyawan 4 Jabatan Character 15 Jabatan karyawan
Customer Sales_Order_Detail Sales_Order_Header Product Kombinasi_Batch_Header Kombinasi_Batch_Detail Production_Scheduling_Header Production_Scheduling_Detail Urutan_Production_Scheduling_Header Urutan_Production_Scheduling_Detail Jadwal_Induk_Produksi_Header Jadwal_Induk_Produksi_Detail Kapasitas_Produksi_Header Kapasitas_Produksi_Detail Aktual_dan_Hasil_Produksi Kebutuhan_Tenaga_Kerja Man_Hour Material_Issue_Slip_Header Material_Issue_Slip_Detail Master_Composition_Header Master_Composition_Detail