Analisis Efektivitas Mesin Stripping Menggunakan Metode Overall Equipment
Effectiveness dan Failure Mode and Effect Analysis
Rakhmat Himawan(1), Mochamad Choiri(2), Baramuli Saputra(3) Jurusan Teknik Industri, Universitas Brawijaya
Jl. Mayjen Haryono 167, Malang 65145, Indonesia
[email protected](1), [email protected](2), [email protected](3) ABSTRAK
PT. XYZ memproduksi tablet kemasan strip dimana dalam proses produksinya sering mengalami kerusakan mesin dengan downtime 48655 menit pada mesin STRIP02. Dalam mengurangi downtime, digunakan Overall Equipment Effectiveness untuk mengukur efektivitas mesin STRIP02 dan FMEA untuk mengetahui prioritas kegagalan yang berpengaruh pada efektivitas mesin. Hasil penelitian menunjukkan rata-rata tingkat efektiviitas mesin STRIP02 sebesar 44,35%. Losses yang memberikan pengaruh signifikan antara lain reduced speed losses, setup and adjustment losses, idling and minor stoppage losses, breakdown losses, defect in process losses, dan reduced yield losses. Berdasarkan analisis FMEA, rekomendasi perbaikannya adalah pemberian termometer infrared dan adjustment suhu pada kegagalan sealing roll overheat, mengubah stasiun kerja operator sortir menjadi seri pada kegagalan stopper macet,briefing dan peringatan pada kegagalan sealing roll tidak rapat, mengurangi waktu setup dengan SMED serta penerapan 5S untuk waktu setup lama.
Kata kunci— Cause and Effect Diagram, Failure Mode and Effect Analysis, Overall Equipment Effectiveness, Six Big Losses, 5S
I. PENDAHULUAN
Di dalam dunia industri saat ini, dengan kondisi meningkatnya kebutuhan akan suatu barang, tentunya akan menciptakan persaingan perusahaan yang bergerak di industri manufaktur untuk memenuhi kebutuhan konsumen. Mesin merupakan faktor produksi yang sangat berpengaruh dalam proses produksi. Seiring dengan penggunaannya, kinerja mesin akan mengalami depresiasi dan dapat mempengaruhi tingkat efektivitas dari mesin. Sering ditemukan bahwa tindakan perbaikan mesin yang mengalami depresiasi kinerja tidak memberikan hasil yang optimal, sehingga mesin yang telah diperbaiki dapat rusak kembali. Hal tersebut dapat mengganggu produktivitas perusahaan dan dapat menyebabkan pemborosan yang berdampak pada kerugian yang diterima perusahaan.
PT. XYZ merupakan perusahaan manufaktur yang bergerak di bidang industri farmasi.
Produk utamanya adalah tablet dengan kemasan strip. Proses produksi tablet kemasan strip seringkali menimbulkan suatu masalah pada mesin produksinya, terutama pada mesin STRIP02 pada proses stripping yang ditandai adanya downtime losses sebesar 15,55%, speed losses sebesar 15,38%, dan quality losses sebesar 5,06%.
Tindakan perbaikan saat ini yang telah dilakukan PT. XYZ untuk mengurangi downtime adalah dengan melakukan preventive maintenance setiap 2 bulan dan melakukan corrective maintenance pada saat mesin mengalami breakdown yang cukup lama waktunya. Namun, tindakan perbaikan mesin tersebut belum optimal dan belum dapat mengurangi downtime mesin STRIP02. Oleh sebab itu, dibutuhkan suatu tindakan perbaikan mesin yang tepat agar dapat mengurangi kerusakan mesin, dan meningkatkan keefektivitasan mesin STRIP02.
II. METODE PENELITIAN
Dalam penelitian ini menggunakan metode penelitian deskriptif, yaitu dengan menggambarkan serta menjabarkan kejadian yang terjadi selama penelitian terjadi (Suryabrata, 2014). Penelitian ini dilakukan di PT. XYZ yang berada di Malang.
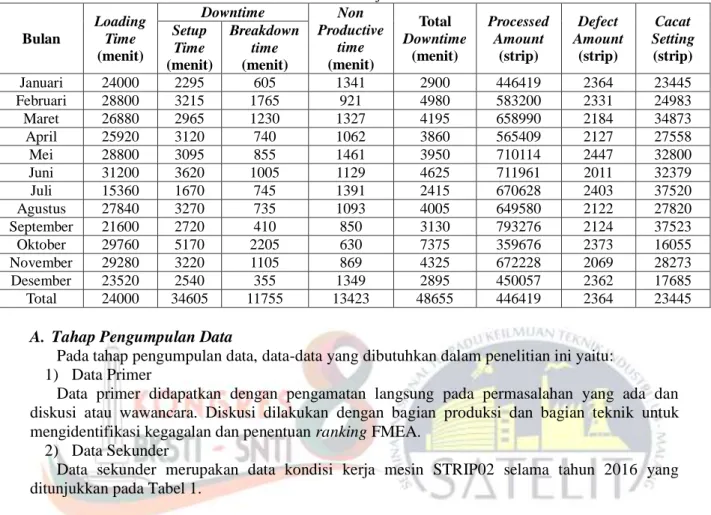
Tabel 1 Data Kondisi Kerja Mesin STRIP02
Bulan
Loading Time (menit)
Downtime Non
Productive time (menit)
Total Downtime
(menit)
Processed Amount
(strip)
Defect Amount
(strip)
Cacat Setting
(strip) Setup
Time (menit)
Breakdown time (menit)
Januari 24000 2295 605 1341 2900 446419 2364 23445
Februari 28800 3215 1765 921 4980 583200 2331 24983
Maret 26880 2965 1230 1327 4195 658990 2184 34873
April 25920 3120 740 1062 3860 565409 2127 27558
Mei 28800 3095 855 1461 3950 710114 2447 32800
Juni 31200 3620 1005 1129 4625 711961 2011 32379
Juli 15360 1670 745 1391 2415 670628 2403 37520
Agustus 27840 3270 735 1093 4005 649580 2122 27820
September 21600 2720 410 850 3130 793276 2124 37523
Oktober 29760 5170 2205 630 7375 359676 2373 16055
November 29280 3220 1105 869 4325 672228 2069 28273
Desember 23520 2540 355 1349 2895 450057 2362 17685
Total 24000 34605 11755 13423 48655 446419 2364 23445
A. Tahap Pengumpulan Data
Pada tahap pengumpulan data, data-data yang dibutuhkan dalam penelitian ini yaitu:
1) Data Primer
Data primer didapatkan dengan pengamatan langsung pada permasalahan yang ada dan diskusi atau wawancara. Diskusi dilakukan dengan bagian produksi dan bagian teknik untuk mengidentifikasi kegagalan dan penentuan ranking FMEA.
2) Data Sekunder
Data sekunder merupakan data kondisi kerja mesin STRIP02 selama tahun 2016 yang ditunjukkan pada Tabel 1.
B. Tahap Pengolahan Data
Pada tahap pengolahan data, langkah-langkah yang dilakukan adalah sebagai berikut:
1) Melakukan perhitungan overall equipment effectiveness (OEE) mesin STRIP02 diawali dengan menghitung availability, performance, dan quality.
2) Melakukan perhitungan enam losses utama yang mempengaruhi efektivitas mesin dengan six big losses.
3) Melakukan identifikasi kegagalan, mode kegagalan, dan efek dari kegagalan dari losses dengan menggunakan Cause and Effect Diagram.
4) Melakukan analisis FMEA berdasarkan kegagalan, mode kegagalan, dan efek dari kegagalan untuk mengetahui prioritas kegagalan yang akan diperbaiki berdasarkan nilai RPN tertinggi.
III. HASIL DAN PEMBAHASAN
Pada bab ini dijelaskan hasil dan pembahasan pada penelitian ini sebagai berikut:
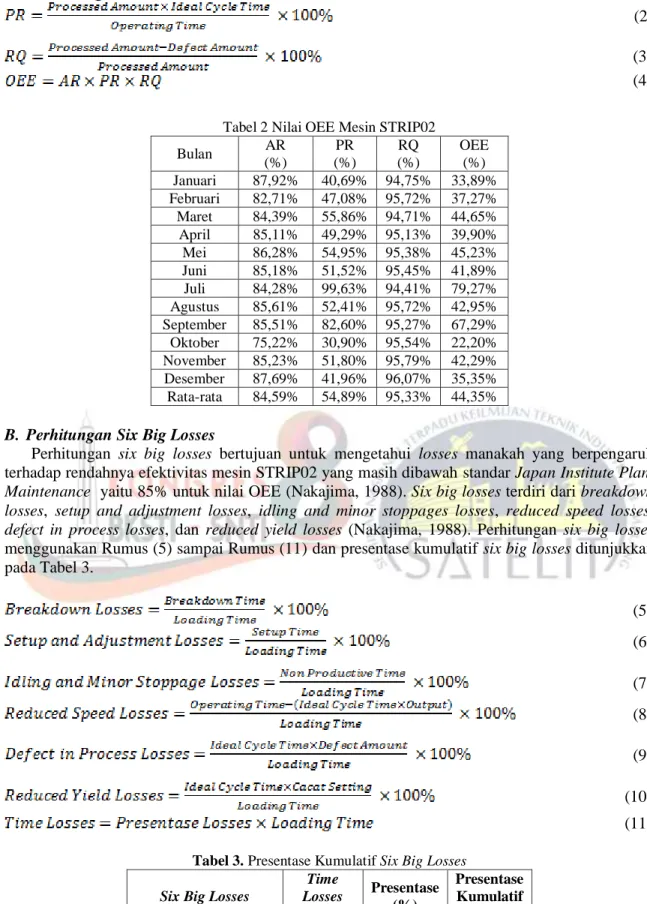
A. Perhitungan Overall Equipment Effectiveness
Besarnya nilai efektivitas mesin STRIP02 secara keseluruhan, dapat dihitung apabila nilai availability rate, performance rate, dan rate of quality sudah didapatkan (Kostas, 1981).
Perhitungan nilai availability rate, performance rate, rate of quality,dan OEE bulan Januari dapat dihitung dengan Rumus (1), Rumus (2), Rumus (3), dan Rumus (4) (Stephens, 2004). Hasil perhitungan OEE ditunjukkan pada Tabel 2.
(1) (2)
(3)
(4)
Tabel 2 Nilai OEE Mesin STRIP02
Bulan AR
(%)
PR (%)
RQ (%)
OEE (%) Januari 87,92% 40,69% 94,75% 33,89%
Februari 82,71% 47,08% 95,72% 37,27%
Maret 84,39% 55,86% 94,71% 44,65%
April 85,11% 49,29% 95,13% 39,90%
Mei 86,28% 54,95% 95,38% 45,23%
Juni 85,18% 51,52% 95,45% 41,89%
Juli 84,28% 99,63% 94,41% 79,27%
Agustus 85,61% 52,41% 95,72% 42,95%
September 85,51% 82,60% 95,27% 67,29%
Oktober 75,22% 30,90% 95,54% 22,20%
November 85,23% 51,80% 95,79% 42,29%
Desember 87,69% 41,96% 96,07% 35,35%
Rata-rata 84,59% 54,89% 95,33% 44,35%
B. Perhitungan Six Big Losses
Perhitungan six big losses bertujuan untuk mengetahui losses manakah yang berpengaruh terhadap rendahnya efektivitas mesin STRIP02 yang masih dibawah standar Japan Institute Plant Maintenance yaitu 85% untuk nilai OEE (Nakajima, 1988). Six big losses terdiri dari breakdown losses, setup and adjustment losses, idling and minor stoppages losses, reduced speed losses, defect in process losses, dan reduced yield losses (Nakajima, 1988). Perhitungan six big losses menggunakan Rumus (5) sampai Rumus (11) dan presentase kumulatif six big losses ditunjukkan pada Tabel 3.
(5)
(6)
(7)
(8)
(9)
(10) (11) Tabel 3. Presentase Kumulatif Six Big Losses
Six Big Losses
Time Losses (menit)
Presentase (%)
Presentase Kumulatif
(%) Reduced Speed Losses 124465,05 64,11% 96,09%
Setup and Adjustment
Losses 36900 19,01% 25,07%
Idling and Minor
Stoppages Losses 13423 6,91% 31,98%
Six Big Losses
Time Losses (menit)
Presentase (%)
Presentase Kumulatif
(%) Breakdown Losses 11755 6,06% 6,06%
Defect in Process
Losses 6556,12 3,64% 99,74%
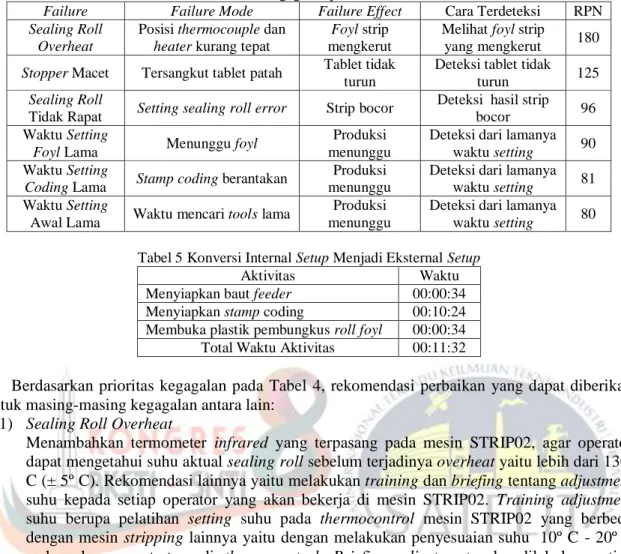
Reduced Yield Losses 517,64 0,27% 100%
Total 194134,69 100%
Reduced Speed Losses Machine
Material Posisi thermocouple
dan heater kurang tepat
Tablet patah tersangkut di stopper
Setting stopper error Salah setting
stopper
Sealing roll macet Bearing rusak Ring kendur
Tablet patah Sortir tablet kurang baik Cutter horizontal macet
Komponen penggerak kotor Cutter vertikal tumpul
Cutter aus dan melebihi masa pakai Thermocontrol pembacaan
suhu aktual error
Stopper macet Sortir tablet kurang baik
Masa pakai bearing habis Sealing roll
over heat Suhu sealing roll
tidak stabil
Kurang oli
Cutter vertikal miring
Posisi bergeser
Hasil coding tidak jelas
Stamp coding aus
Melebihi masa pakai Hasil strip bocor
Sealing roll tidak rapat
Setting sealing roll error Kipas tidak bergerak Motor kipas tersumbat
Kipas lepas Pemasangan tidak pas
Sensor cutter horizontal error
Masa pakai sensor habis Kecepatan cutter horizontal berkurang
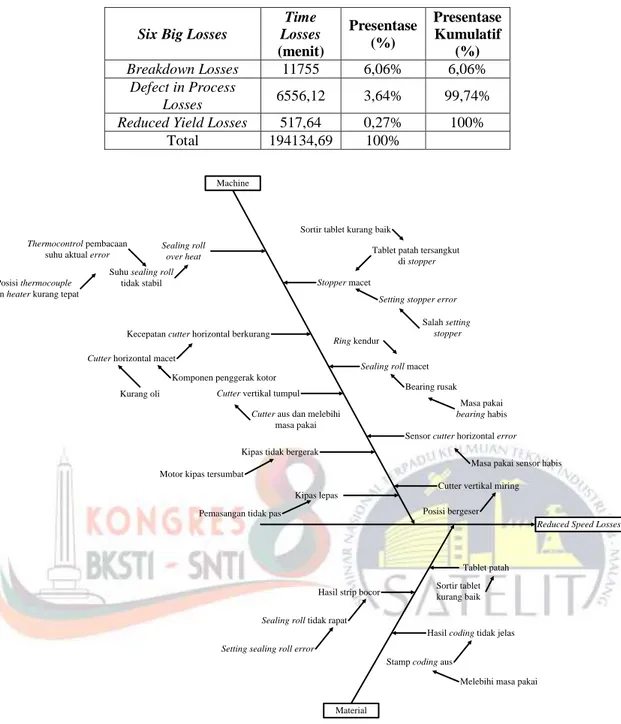
Gambar 1 Cause and effect diagram untuk reduced speed losses
C. Identifikasi Kegagalan
Berdasarkan perhitungan six big losses, selanjutnya melakukan identifikasi kegagalan (failure), penyebab kegagalan (failure mode), dan efek dari kegagalan (failure effect) dari masing- masing losses menggunakan cause and effect diagram. Cause and effect diagram digunakan untuk mengetahui akibat dari suatu masalah untuk dicari beberapa kemungkinan penyebabnya (Ariani, 2004). Gambar 1 menunjukkan cause and effect diagram untuk reduced speed losses.
D. Analisis FMEA
Analisis failure mode and effect analysis (FMEA) digunakan untuk mengidentifikasi dan mencegah sebanyak mungkin mode kegagalan (failure mode) (Cayman Business Systems, 2002).
FMEA terdiri dari severity, occurance, dan detection yang selanjutnya dilakukan perhitungan risk priority number (RPN) dengan Rumus (12) (Borror, 2008) :
(12)
Berdasarkan penilaian tabel FMEA, didapatkan prioritas kegagalan dengan nilai RPN tertinggi dari hasil diskusi pada bagian teknik, bagian produksi, dan logbook operator. Tabel 4
menunjukkan prioritas kegagalan dengan nilai RPN tertinggi yang akan diberikan rekomendasi perbaikan untuk meningkatkan efektivitas Mesin STRIP02.
Tabel 4 Prioritas Kegagalan pada Mesin STRIP02
Failure Failure Mode Failure Effect Cara Terdeteksi RPN Sealing Roll
Overheat
Posisi thermocouple dan heater kurang tepat
Foyl strip mengkerut
Melihat foyl strip
yang mengkerut 180 Stopper Macet Tersangkut tablet patah Tablet tidak
turun
Deteksi tablet tidak
turun 125
Sealing Roll
Tidak Rapat Setting sealing roll error Strip bocor Deteksi hasil strip
bocor 96
Waktu Setting
Foyl Lama Menunggu foyl Produksi
menunggu
Deteksi dari lamanya waktu setting 90 Waktu Setting
Coding Lama Stamp coding berantakan Produksi menunggu
Deteksi dari lamanya waktu setting 81 Waktu Setting
Awal Lama Waktu mencari tools lama Produksi menunggu
Deteksi dari lamanya waktu setting 80
Tabel 5 Konversi Internal Setup Menjadi Eksternal Setup
Aktivitas Waktu
Menyiapkan baut feeder 00:00:34 Menyiapkan stamp coding 00:10:24 Membuka plastik pembungkus roll foyl 00:00:34 Total Waktu Aktivitas 00:11:32
Berdasarkan prioritas kegagalan pada Tabel 4, rekomendasi perbaikan yang dapat diberikan untuk masing-masing kegagalan antara lain:
1) Sealing Roll Overheat
Menambahkan termometer infrared yang terpasang pada mesin STRIP02, agar operator dapat mengetahui suhu aktual sealing roll sebelum terjadinya overheat yaitu lebih dari 130º C (± 5º C). Rekomendasi lainnya yaitu melakukan training dan briefing tentang adjustment suhu kepada setiap operator yang akan bekerja di mesin STRIP02. Training adjustment suhu berupa pelatihan setting suhu pada thermocontrol mesin STRIP02 yang berbeda dengan mesin stripping lainnya yaitu dengan melakukan penyesuaian suhu 10º C - 20º C pada suhu yang tertera di thermocontrol. Briefing adjustment suhu dilakukan setiap sebelum operator memulai pekerjaan di mesin STRIP02.
2) Stopper Macet
Mengubah stasiun kerja operator menjadi seri. Operator 1 bertugas menyortir tablet berdasarkan batch, kemudian tablet hasil sortir operator 1 disortir kembali oleh operator 2.
Hal ini akan meminimalisir tablet patah yang lolos ke proses stripping karena hasil sortir tablet operator 1 akan disortir kembali oleh operator 2, sehingga proses sortir tablet lebih ketat dari sebelumnya.
3) Sealing Roll Tidak Rapat
Memberikan alat ukur digital yang terpasang pada mesin STRIP02 untuk mengetahui jarak antara dua sealing roll. Serta melakukan briefing secara rutin setiap shift mengenai setting sealing roll yang harus rapat serta memberikan penjelasan dampaknya pada produksi.
Selain itu juga seharusnya pihak perusahaan memberikan peringatan yang berisi tentang pemasangan sealing roll dengan benar, jarak harus dibawah batas maksimal jarak kedua sealing roll yaitu 0,7 mm. Peringatan tersebut dapat diletakkan berdekatan dengan mesin STRIP02.
4) Waktu Setup Lama
Waktu setting foyl, waktu setting coding, dan waktu setting awal termasuk dalam waktu setup. Rekomendasi perbaikan untuk mengurangi waktu setup adalah mengkonversikan internal setup menjadi eksternal setup dengan metode SMED. SMED adalah metode yang digunakan untuk mempercepat waktu yang dibutuhkan untuk melakukan setup pergantian dari memproduksi satu jenis produk ke model produk lainnya (Monden, 2000). Hasil
konversi aktivitas internal setup menjadi eksternal setup dapat dilihat pada Tabel 5.
Berdasarkan hasil konversi tersebut didapatkan penurunan waktu setup mencapai 13,70%.
Pengarahan dan pelatihan secara berkala kepada operator dalam penerapan konsep 5-S untuk lebih baik lagi. Konsep 5-S sudah diterapkan sebelumnya, namun dalam pelaksanaannya masih kurang baik. Untuk itu pelaksanaan konsep 5-S dilakukan lebih baik lagi.
IV. PENUTUP
Kesimpulan dari penelitian ini adalah rata-rata tingkat efektivitas mesin STRIP02 pada bulan selama tahun 2016 sebesar 44,35%. Nilai OEE pada mesin STRIP02 tidak memenuhi standar OEE yang ditetapkan JIPM sebesar 85%. Dari hasil perhitungan six big losses, beberapa losses yang mempengaruhi efektivitas mesin STRIP02 yaitu reduced speed losses 64,11%, setup and adjustment losses 19,01%, idling and minor stoppage losses 6,91%, breakdown losses 6,06%, defect in process losses 3,64%, reduced yield losses 0,27%. Berdasarkan FMEA, dari 14 kegagalan, terdapat 6 kegagalan yang melebihi nilai RPN kritis sebesar 64,86 diantaranya sealing roll overheat dengan nilai RPN sebesar 180, stopper macet dengan nilai RPN sebesar 125, sealing roll tidak rapat dengan nilai RPN sebesar 96, waktu setting foyl lama dengan nilai RPN sebesar 90, waktu setting coding lama dengan nilai RPN sebesar 81, dan waktu setting awal lama dengan nilai RPN sebesar 80. Rekomendasi perbaikan yang dapai diberikan untuk meningkatkan efektivitas Mesin STRIP02 antara lain Menambahkan termometer infrared yang terpasang pada mesin STRIP02, melakukan training dan briefing tentang adjustment suhu kepada setiap operator yang akan bekerja di mesin STRIP02, mengubah stasiun kerja operator sortir tablet menjadi seri, memberikan alat ukur untuk mengetahui jarak kedua sealing roll, briefing secara rutin setiap shift mengenai setting sealing roll yang harus rapat serta memberikan peringatan tentang pemasangan sealing roll dengan benar, mengurangi waktu setup dengan mengkonversikan aktivitas internal setup menjadi aktivitas eksternal setup.
DAFTAR PUSTAKA
Ariani, D.W., 2004, Pengendalian Kualitas Statistik Pendekatan Kuantitatif dan Manajemen Kualitas, Yogyakarta: ANDI.
Borror, C.M., 2008, The Certified Quality Engineer Handbook Third Edition, Milwaukee: ASQ Quality Press.
Cayman Business Systems, 2002, Failure Mode and Effect Analysis,
http://www.fmeainfocentre.com/handbooks/FMEA-N.pdf. (diakses pada 7 Februari 2017).
Kostas, N.D., 1981, Operational Management, New York: MC Grawhill Book Company.
Monden, Y., 2000, Sistem Produksi Toyota, Terjemahan Nugroho, Jakarta: yayasan Toyota & Astra dan PPM.
Nakajima, S., 1988, Introduction to Total Productive Maintenance (1st ed), Productivity Inc. Cambridge.
Stephens, M.P., 2004, Productivity and Realibility Based Maintenance Management, New Jersey: Pearson Education Inc.
Suryabrata, S., 2014, Metodologi Penelitian, Jakarta: PT. Raja Grafindo Persada.