1 BAB I
PENDAHULUAN
1.1 Latar Belakang
Di era globalisasi yang semakin kompetitif ini, setiap perusahaan yang ingin
memenangkan persaingan dituntut untuk memperhatikan kualitas produk yang
akan dihasilkan. Perhatian penuh pada kualitas produk tentu berdampak pada
perusahaan berupa kepuasan pelanggan. Dalam dunia industri, kualitas barang
yang dihasilkan merupakan faktor yang sangat penting dalam upaya peningkatan
posisi bersaing dan keberhasilan bisnis. Produk yang dihasilkan harus dapat
diterima oleh konsumen. Konsumen semakin menekankan pada kepuasan yang
mereka peroleh pada barang yang mereka bayar. Oleh karena itu, banyak
perusahaan yang mengubah strategi dalam mengoptimalkan kualitas produk agar
dapat mempertahankan posisinya di pasar.
Kualitas didefinisikan sebagai konsistensi atau perbaikan atau penurunan
variasi karakteristik suatu produk yang dihasilkan agar memenuhi persyaratan
layak pakai guna meningkatkan kepuasan pelanggan. Menurut perbendaharaan
istilah ISO 8402 dan Standar Nasional Indonesia (SNI 19-8402-1991) (Ariani,
2003:4), kualitas adalah keseluruhan ciri dan karakteristik produk yang
kemampuannya dapat memuaskan kebutuhan, baik yang dinyatakan secara tegas
maupun tersamar. Kualitas dalam pengendalian proses statistik adalah bagaimana
sebaiknya suatu produk memenuhi spesifikasi dan toleransi yang ditetapkan oleh
2
dan manajemen dimana dalam aktivitas tersebut diukur ciri-ciri kualitas produk,
membandingkannya dengan spesifikasi dan mengambil tindakan perbaikan yang
sesuai jika ada perbedaan antara penampilan sebenarnya dengan spesifikasinya.
Dalam mengendalikan proses diperlukan tindakan yang cepat bila terjadi
gangguan proses dan segera mengambil tindak lanjut untuk memperbaikinya
sebelum terlalu banyak unit yang tidak sesuai dengan spesifikasi. Kualitas suatu
produk dapat ditentukan dari tingkat efektifitas dan efisiensi proses yang
mendukungnya. Indikator keberhasilan tersebut tercermin dalam kepuasan
pelanggan. Kontrol terhadap suatu produk dilakukan dengan mengumpulkan data
dan dari data tersebut dapat dijadikan bahan untuk membuat keputusan guna
meningkatkan kualitas produk secara terus menerus.
Tidak ada yang menyangkal bahwa kualitas menjadi karakteristik utama dari
suatu perusahaan agar tetap diperhitungkan dalam suatu persaingan. Karakteristik
kualitas tidak dapat dengan mudah dinyatakan secara numerik tetapi biasanya
barang yang diperiksa diklasifikasikan ke dalam karakteristik kualitas tersebut.
Dalam menjamin kualitas, diperlukan seperangkat alat atau metoda tertentu untuk
menanggulangi segala kemungkinan ketidaksesuaian hasil produk terhadap
spesifikasi. Penggunaan peralatan yang baik dan sesuai dengan kebutuhan
merupakan salah satu cara untuk menghasilkan produk yang berkualitas
disamping elemen pendukung yang lain. Pemanfaatan Statistical Process Control
(SPC) menempati posisi penting dalam operasi perusahaan karena elemen penting
dari pembentukan kualitas adalah membuat keputusan berdasarkan fakta bukan
bentuk penyimpangan atau ketidaksesuaian terhadap standar produk, proses,
maupun sistem. SPC merupakan bagian dari Statistical Quality Control (SQC)
karena secara umum jaminan kualitas suatu produk ditentukan oleh proses yang
berjalan di dalamnya (Ariani, 2003).
Salah satu metode yang digunakan dalam SPC adalah statistik six sigma. Six
sigma menjamin keinginan pelanggan berjalan dalam keseluruhan proses
pengendalian kualitas sehingga produk yang dihasilkan sesuai dengan yang
diharapkan. Masalah-masalah yang timbul dalam proses terkadang sangat
kompleks sehingga perlu dilakukan analisis akar permasalahan dengan
menggunakan suatu alat yang disebut diagram sebab akibat (Ishikawa Diagram).
Diagram ini menggambarkan garis dan simbol yang menunjukkan hubungan antara
faktor akibat dan penyebab suatu masalah. Diagram tersebut dapat digunakan
untuk menganalisis proses atau analisis setiap tahapan proses dengan terlebih
dahulu mencari langkah-langkah pemrosesan. Masing-masing langkah
diindentifikasi penyebab utamanya lalu dijabarkan ke dalam penyebab-penyebab
secara lebih terperinci.
Berdasarkan uraian di atas maka penulis mengambil judul tugas akhir
“PROSES PENGENDALIAN KUALITAS PRODUK MENGGUNAKAN
4
1.2 Rumusan Masalah
Adapun rumusan masalah yang akan dikaji berdasarkan uraian latar belakang
adalah sebagai berikut:
1. Bagaimana peranan diagram sebab akibat dalam pengendalian kualitas
produk?
2. Bagaimana penerapan diagram sebab akibat pada kasus pengendalian kualitas
produk komponen pesawat terbang di PT Dirgantara Indonesia?
1.3 Tujuan Penulisan
Adapun tujuan yang akan dicapai dalam penulisan tugas akhir ini adalah:
1. Mengetahui peranan diagram sebab akibat dalam pengendalian kualitas
produk.
2. Mengetahui penerapan diagram sebab akibat pada kasus pengendalian produk
komponen pesawat terbang di PT Dirgantara Indonesia.
1.4 Sistematika Penulisan BAB I PENDAHULUAN
Bab ini membahas latar belakang, rumusan masalah, tujuan
penulisan dan sistematika penulisan.
BAB II KAJIAN PUSTAKA
Di dalam kajian pustaka dibahas teori-teori yang menjadi pedoman
penulisan yang diharapkan dapat menjadi dasar dalam penyusunan
BAB III DIAGRAM SEBAB AKIBAT (ISHIKAWA DIAGRAM)
Dalam bab ini menguraikan tentang diagram sebab akibat.
BAB IV STUDI KASUS
Membahas penerapan diagram sebab akibat pada kasus
pengendalian produk komponen pesawat terbang di PT Dirgantara
Indonesia.
BAB V PENUTUP
Berisi kesimpulan dan saran.
34 BAB III
DIAGRAM SEBAB AKKIBAT (ISHIKAWA DIAGRAM)
Diagram sebab akibat dikembangkan oleh Dr. Kaoru Ishikawa pada tahun
1943 sehingga sering disebut diagram Ishikawa. Diagram sebab akibat
menggambarkan garis dan simbol-simbol yang menunjukkan hubungan antara
akibat dan penyebab suatu masalah. Diagram ini digunakan untuk mengetahui
akibat dari suatu masalah untuk selanjutnya diambil tindakan perbaikan. Dari
akibat tersebut kemudian dicari beberapa kemungkinan penyebabnya. Penyebab
masalah ini pun dapat berasal dari berbagai sumber utama, misalnya metode kerja,
alat dan bahan, pengukuran, karyawan, lingkungan, dan sebagainya. Selanjutnya
dari sumber-sumber utama diturunkan menjadi beberapa sumber yang lebih kecil
dan mendetail. Untuk mencari berbagai penyebab tersebut dapat digunakan teknik
brainstorming dari seluruh elemen karyawan yang terlibat dalam proses yang
sedang dianalisis. Hasil brainstorming masalah dikelompokkan ke dalam
beberapa tema sebab utama. Diagram sebab akibat merupakan pendekatan secara
khusus dalam metode six sigma yang berguna untuk menentukan faktor yang
berakibat pada kualitas.
Diagram sebab akibat adalah suatu tools yang membantu tim untuk
menggabungkan ide-ide mengenai penyebab potensial dari suatu masalah.
Diagram ini juga biasa disebut dengan diagram fishbone karena bentuknya yang
seperti tulang ikan. Masalah yang terjadi dianggap sebagai kepala ikan sedangkan
menuju kepala ikan. Tulang paling kecil adalah penyebab yang paling spesifik
yang membangun penyebab yang lebih besar (tulang yang lebih besar).
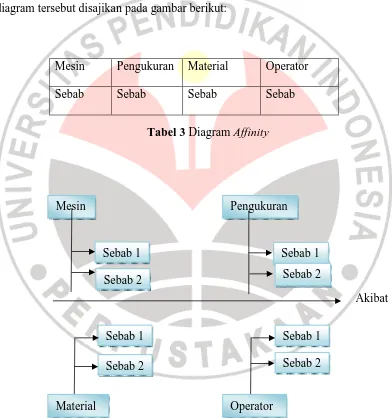
Ada empat kategori sebab utama yang umumnya terjadi, yaitu mesin,
pengukuran, material dan operator. Penggunaan diagram affinity atau diagram tree
sangat membantu dalam mengelompokkan sebab-sebab tersebut.
Diagram-diagram tersebut disajikan pada gambar berikut:
Tabel 3 Diagram Affinity
Akibat
Gambar 3.1 Diagram Tree
Mesin Pengukuran Material Operator
Sebab Sebab Sebab Sebab
Mesin
Sebab 1
Sebab 2
Pengukuran
Sebab 1 Sebab 2
Sebab 1
Sebab 2 Sebab 1
Sebab 2
36
Beberapa manfaat dari diagram sebab akibat:
1. Dapat menggunakan kondisi yang sesungguhnya untuk tujuan perbaikan
kualitas produk atau jasa, lebih efisien dalam penggunaan sumber daya dan
dapat mengurangi biaya.
2. Dapat mengurangi dan menghilangkan kondisi yang menyebabkan
ketidaksesuaian produk dan jasa dengan permintaan pelanggan.
3. Dapat membuat suatu standarisasi operasi yang ada maupun yang
direncanakan.
4. Dapat memberi pendidikan dan pelatihan bagi karyawan dalam kegiatan
pembuatan keputusan dan melakukan tindakan perbaikan.
Penerapan diagram sebab akibat misalnya dalam menghitung banyaknya
penyebab kesalahan yang mengakibatkan terjadinya suatu masalah, menganalisis
penyebaran pada masing-masing penyebab masalah dan menganalisis proses.
Untuk menghitung penyebab kesalahan dilakukan dengan mencari akibat terbesar
dari suatu masalah kemudian dijabarkan ke dalam beberapa penyebab utama.
Untuk melihat faktor utama yang mengakibatkan terjadinya masalah dapat
diselesaikan dengan menggunakan diagram pareto.
Penggunaan diagram pareto pertama kali oleh Joseph Juran dalam
manajemen kualitas menyatakan aturan vital vew and trivial many artinya 20%
sesuatu bertanggungjawab atas 80% hasilnya atau 20% dari masalah kualitas
menyebabkan kerugian 80%. Diagram ini menunjukkan seberapa besar frekuensi
berbagai macam tipe permasalahan yang terjadi dengan daftar masalah pada
diidentifikasikan sebagai masalah utama dan masalah yang tidak penting. Aturan
80 % masalah (ketidaksesuaian atau cacat) disebabkan oleh 20 % penyebab
disebut sebagai prinsip Pareto. Prinsip Pareto ini sangat penting karena
mengidentifikasi kontribusi terbesar dari variasi proses yang menyebabkan produk
yang jelek seperti cacat.
Diagram pareto merupakan suatu gambaran yang mengurutkan data dari
yang tertinggi sampai yang terendah. Hal ini dapat membantu menemukan
masalah yang paling penting untuk segera diselesaikan (pada urutan tertinggi)
sampai dengan yang tidak harus diselesaikan (pada urutan terendah). Selanjutnya
akar utama permasalahan tersebut dapat dianalisis menggunakan diagram sebab
akibat.
Beberapa analisis lanjutan hubungan sebab akibat dapat dilakukan, seperti
uji regresi untuk mengetahui hubungan sebab akibat, uji hipotesis rata-rata dan uji
ANOVA untuk mengetahui pengaruh variabel faktor terhadap variabel respons.
3. 1 Analisis Regresi
Analisis regresi dapat digunakan untuk menguji lebih lanjut tentang
hubungan sebab akibat. Secara matematis hubungan antara variabel independent
dengan variabel dependent dapat dianalisis dengan regresi.
1. Regresi Linear Sederhana
Regresi linier sederhana merupakan hubungan antara peubah terikat Y dan
satu peubah bebas X. Bentuk umum regresi linier sederhana :
38
dengan :
= Konstanta (intercept)
= Koefisien regresi untuk X
N = Banyak observasi.
= Error
2. Regresi Linear Ganda
Regresi linier ganda adalah hubungan antara peubah terikat Y dengan dua
atau lebih peubah bebas X1, X2, ..., Xn. Bentuk umum regresi linier ganda :
dimana 1, 2, 3, … , !
dengan :
= intercept
= koefisien regresi untuk X1
= koefisien regresi untuk X2
= koefisien regresi untuk Xk
= koefisien pengganggu (error)
3. 2 Uji Hipotesis Rata-Rata
Umumnya uji hipotesis rata-rata digunakan untuk penetapan faktor kausatif
dengan cara mengkonfirmasikan sumber-sumber variasi. Selain itu juga untuk
menunjukkan perbedaan yang signifikan antara data baseline dengan data setelah
perbaikan dilakukan. Secara sederhana penolakan dan penerimaan hipotesis
Uji hipotesis 2-Sample t
2-sample t adalah uji hipotesis rata-rata pada dua populasi dengan standar deviasi
populasi tidak diketahui. Nilai rata-rata kedua populasi dibandingkan untuk
mengetahui apakah memiliki perbedaan yang signifikan dengan langkah-langkah
pengujian sebagai berikut:
a. Hipotesis:
H0 : perbedaan rata-rata kedua popuasi tidak signifikan
H1 : perbedaan rata-rata kedua populasi signifikan
b. Statistik uji yang digunakan untuk menguji hipotesis di atas adalah :
" #$ % #$ ! &'( 1 1
di mana:
t = nilai t hitung
#$ = nilai rata-rata sampel populasi 1
#$ = nilai rata-rata sampel populasi 2
&' = nilai standar deviasi gabungan
= jumlah sampel populasi 1
= jumlah sampel populasi 2
Cara mencari standar deviasi gabungan adalah sebagai berikut:
&' ) % 1!% 1! % 1!% 1!
di mana:
40
= nilai standar deviasi sampel populasi 2
Kriteria pengujian untuk hipotesis di atas adalah :
H0 diterima jika thitung < ttabel artinya perbedaan rata-rata kedua populasi tidak
signifikan.
H0 ditolak jika thitung > ttabel artinya perbedaan rata-rata populasi signifikan.
3. 3 Uji ANOVA
Uji ANOVA merupakan hasil uji hipotesis untuk melihat signifikansi model
secara keseluruhan. Adapun bentuk hipotesisnya dapat didefinisikan sebagai
berikut:
* + , - 0
* + / 0 1 " 2 2 3 - 4 0
Uji hipotesis ini juga sering disebut uji-F karena pengujiannya menggunakan
distribusi F. Statistik uji yang diberikan untuk menguji hipotesis di atas adalah :
5 ∑ 7: % ! / % 1!9 ∑ ∑ ;: =-:> -% < / ∑: % 1!
Kriteria pengujian untuk hipotesis di atas adalah :
H0 diterima jika Fhitung < Ftabel.
55 BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Berdasarkan hasil penelitian dan pembahasan, maka dapat diambil
kesimpulan sebagai berikut:
1. Dengan menggunakan analisis diagram sebab akibat pada proses
pengendalian kualitas produk dapat diketahui faktor-faktor yang
mempengaruhi kualitas dengan menjabarkan sebab-sebab dan
menganalisisnya sehingga dapat dilakukan perbaikan pada proses selanjutnya.
2. Dari hasil pembahasan diketahui bahwa faktor yang mempengaruhi ketebalan
cat pada proses pengecatan komponen pesawat di PT Dirgantra Indonesia
adalah alat pengukurannya (52,16 %), sedangkan viskositas, suhu dan jarak
menembak tidak berpengaruh terhadap ketebalan cat.
5.2 Saran
Saran yang dapat diberikan dari penelitian ini berdasarkan hasil yang telah
diperoleh adalah :
1. Kualitas suatu produk dipengaruhi oleh proses yang berjalan di dalamnya
sehingga perlu dilakukan analisis sebab akibat agar variasi dapat
dikendalikan.
2. Untuk penelitian lebih lanjut datanya lebih diperbanyak serta peubah
56
suhu pada proses pengeringan dan faktor-faktor lain yang mempengaruhi
57
DAFTAR PUSTAKA
Ariani, Dorothea W. 2003. Pengendalian Kualitas Statistik (Pendekatan
Kuantitatif Dalam Manajemen Kualitas). Penerbit Andi.
Yogyakarta.
Besterfield, D. H (1998). Quality Control. 5th Ed. Prentice-Hall, Inc. Singapore.
Feigenbaum, A. V. 1986. Total Quality Control. 3nd Ed. McGraw-Hill. Singapore.
Feigenbaum, A. V. 1992. Kendali Mutu Terpadu. Penerbit Erlangga.
Gaspersz, V. 1997. Manajemen Kualitas Dalam Industri Jasa. PT Gramedia Pustaka Utama. Jakarta.
Grant, E. L dan Leavenworth, R. S. 1991. Pengendalian Mutu Statistis. Penerbit Erlangga.
Hendradi, C. Tri. 2006. Statistik Six Sigma Dengan Minitab. Penerbit Andi. Yogyakarta.
Lind, D. A, Marchal, W. G dan Wathen, S. A. 2008. Teknik-teknik Statistika
Dalam Bisnis dan Ekonomi. Penerbit Salemba Empat. Jakarta.
Nachrowi, D. N, dan Usman, Hardius. 2005. Penggunaan Teknik
Ekonometrika. Edisi Revisi. Rajawali Press. Jakarta.
Sarwoko. 2007. Statistik Inferensi Untuk Ekonomi dan Bisnis. Penerbit Andi. Yogyakarta.