1567
PENGARUH VARIASI PUTARAN MOTOR TERHADAP
KEKUATAN SAMBUNGAN LAS FRICTION WELDING PADA
BAJA ST.60
Darmulia
Program Studi Teknik Mesin Fakultas Teknik Universitas Islam Makassar Email: [email protected]
ABSTRAK
Penelitian ini bertujuan untuk menganalisa pengaruh variasi putaran motor terhadap kekuatan sambungan las friction welding pada baja St.60, di Makassar. Friction welding merupakan penyambungan logam yang terjadi karena adanya panas yang ditimbulkan oleh tekanan/gaya gesek akibat perputaran logam satu terhadap logam lain yang sesumbu. Friction welding mampu mempertahankan kesatusumbuan,tidak memerlukan logam pengisi seperti pada las listrik dan las gas, dan hasil sambungan yang homogen. Material baja St.60yang digunakan dalam penelitian. Penelitian ini bertujuan Untuk mengetahui pengaruh putaran motor dan untuk mengetahui pengaruh waktu tempa terhadap kekuatan sambungan las hasil proses friction welding
pada baja St.60. Penelitian dilakukan dengan tahapan pelaksanaan proses pengelasan gesek pada mesin bubut tipe Pindad dengan memvariasikan putaran (550 rpm, 1020 rpm dan 1800 rpm) dan waktu tempa (25 detik, 35 detik, 45 detik) dengan menggunakan stopwatch. Tekanan/gaya aksial diperoleh melalui mekanisme power screw pada tail-stock dengan Tekanan gesek yang diberikan 87,9 MPa dan tekanan tempa sebesar 133,8 Mpa. Hasil pengelasan gesek tersebut kemudian dibentuk menjadi spesimen-spesimen untuk dilakukan pengujian mekanis yaitu spesimen uji tarik. Adapun hasil pengujian menunjukkan bahwa kekuatan tarik dari hasil las gesek dengan nilai
σmaks.tertinggi pada spesimen 1800 rpm/ 45 waktu tempa, yaitu 566,11 N/mm2 dan regangan
sebesar 9,1 %, sedangkan kekuatan terendah diperoleh pada spesimen 550 rpm / 25 detik waktu tempa, yaitu 420,38 N/mm2 dan regangan 4,4 %.
Kata kunci : friction welding, Baja St.60, Kekuatan Tarik.
PENDAHULUAN
1.1 Latar Belakang Masalah
Kemajuan teknologi pengelasan telah berkembang begitu pesat dan telah banyak jenis pengelasan yang dikenal orang dan digunakan dalam praktek penyambungan logam. Secara umum, teknik penyambungan logam dengan cara pengelasan terdiri atas las cair dan las tahanan listrik yang lebih dikenal dengan istilah las gas dan las listrik.
Friction welding merupakan pengelasan tanpa menggunakan kawat las/elektroda sehingga bisa dipastikan bahwa sambungan yang diperoleh antara kedua material yang dilas adalah sambungan yang homogen sehingga kekuatan lasnya bisa menyatu dengan baik. Selain itu penyambungan poros
dengan proses ini dapat meminimalisir bergesernya sumbu dari material yang dilas.
Metode pengelasan pada umumnya menggunakan energi listrik yang relatif besar untuk melakukan proses penyambungan terhadap suatu material. Akan tetapi, pengelasan dengan menggunakan metode friction welding, tidak diperlukan energi listrik yang terlalu besar. Karena energi listrik hanya digunakan untuk menggerakkan sumber putaran, misalnya: Mesin Bubut, Mesin Frais ataupun Mesin khusus yang dirancang untuk melakukan proses friction welding.
Dalam proses friction welding, kecepatan putaran variabel yang sensitif dan dalam bahwa hal ini dapat divariasikan jika waktu
1568
pemanasan dan tekanan dikontrol dengan baik. Secara umum, kecepatan putaran yang lebih tinggi dapat digunakan untuk mengelas bahan peka panas seperti baja hardenable.
Baja karbon merupakan salah satu jenis logam yang paling banyak digunakan diberbagai bidang teknik terutama untuk keperluan industri seperti kontruksi bangunan, kontruksi pesawat terbang, pembuatan alat-alat perkakas, dan lain-lain. Banyaknya pemakain jenis logam ini tidak terlepas dari sifat-sifat yang dimilikinya antaranya adalah; mudah diperoleh dipasaran, mudah dibentuk/diproses atau mempunyai sifat permesinan yang baik dan harganya relatif murah.
Berdasarkan uraian diatas, maka penelitian ini akan diarahkan untuk mempelajari bagaimana pengaruh variasi kecepatan putaran motor terhadap kekuatan sambungan las hasil proses friction welding
pada baja ST.60 (Karbon Sedang).
1.2Rumusan Masalah
1. Bagaimana pengaruh kecepatan putaran motor terhadap kekuatan sambungan las hasil proses friction welding pada baja karbon sedang.
2. Bagaimana pengaruh waktu tempa pada tekanan yang sama terhadap kekuatan sambungan las hasil proses friction welding pada baja karbon sedang.
1.3Tujuan Penelitian
1. Untuk mengetahui pengaruh putaran motor terhadap kekuatan sambungan las hasil proses friction welding pada baja ST.60.
2. Untuk mengetahui pengaruh waktu tempa terhadap kekuatan sambungan las hasil proses friction welding pada baja ST.60.
METODOLOGI PENELITIAN 2.1 Tempat dan Waktu Penelitian
Lokasi penelitian dilaksanakan pada beberapa tempat yaitu:
1. Bengkel Mekanik dan Laboratorium Mekanik Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang.
2. Pelaksanaan penelitian ini dilakukan selama 5 bulan mulai pada bulan Februari
– Juni 2016.
2.2 Prosedur Penelitian
Agar proses penelitian bisa dipahami dan diikuti oleh pihak lain maka perlu langkah-langkah yang sistematis dalam pelaksanaannya. Adapun langkah-langkah yang dilakukan untuk mencapai tujuan penelitian yang dilakukan sebagai berikut.
2.2.1 Alat yang digunakan
Adapun peralatan yang digunakan dalam penelitian ini terdiri dari:
- Mesin Gergaji Besi - Mesin Bubut - Mesin Uji Tarik - Stop Watch - Jangka Sorong
- Digital Infrared Thermometer 2.2.2 Bahan yang digunakan
Bahan yang digunakan dalam penelitian ini adalah baja St.60 (Baja Karbon Sedang) dengan tegangan tarik maksimum
σtmaks = 60,30 kg/mm2, yang berbentuk poros
pejal dengan ukuran Ø15 mm x 125 mm.
2.2.3 Prosedur Penelitian 1. Pembuatan Spesimen
Material baja St.60 (Karbon Sedang) yang berbentuk poros pejal dengan Diameter 15 mm dipotong menggunakan mesin gergaji dengan ukuran 125 mm.
2. MengelasBahan/Spesimen
Selanjutnya, setelah semua bahan sudah siap, langkah berikutnya adalah melakukan proses pengelasan. Proses pengelasan dilakukan dengan mesin bubut horizontal. Berikut langkah-langkahnya :
a. Menyiapkan mesin bubut pindad, periksa kondisi mesin bubut.
1569
b. Memasang bahan/spesimen A1 pada
chuck di kepala tetap dan A2 di chuck di kepala lepas.
c. Mengatur kecepatan putaran mesin bubut.
d. Mengoperasikan mesin bubut dengan menekan tuas ON.
e. Memeriksa kekencangan dan putaran specimen A1 dalam kondisi berputar pada sumbunya.
f. Setelah bahan A1 berputar pada sumbunya. Proses selanjutnya yaitu mendekatkan bahan A2 mendekati bahan A1 dengan tekanan metode power screw, sehingga proses friction welding terjadi.
g. Mengatur waktu tempa kedua bahan A1 dan A2.
h. Memberi tanda pengelasan dengan kode putaran dan waktu tempa.
i. Melepas bahan/specimen, kemudian proses pengelasan dilanjutkan untuk bahan/specimen tersisa dengan prosedur yang sama seperti pada bahan A1 dan A2 tetapi dengan putaran dan waktu tempa yang berbeda.
3. Menyiapkan Spesimen Uji Tarik
Setelah bahan/spesimen telah melalui proses friction welding, maka selanjutnya ketahap persiapan spesimen untuk uji tarik. Berikut urutan prosesnya :
a. Membentuk semua spesimen menggunakan mesin bubut sesuai standar spesimen uji tarik
b. Setelah semua spesimen dibentuk maka proses selanjutnya adalah memberi tanda pada daerah pengukuran, panjang mula-mula (lo) 100 mm dan posisi daerah las utama (dititik tengah) menggunakan jangka sorong dan spidol.
4. Melakuan Uji Tarik
Setelah semua Spesimen dibentuk dan diberi tanda, proses selanjutnya adalah melakukan Uji tarik, adapun langkah/tahap pengujian yaitu :
a. Menyiapkan dan memeriksa peralatan yang akan digunakan.
b. Ukur luasan spesimen dengan menggunakan jangka sorong
c. Memasang spesimen pada alat pencekam mesin.
d. Mengoperasikan mesin, tunggu hingga spesimen patah.
e. Mengamati data-data hasil pengujian tarik, dimana nilai pengujian langsung terbaca pada monitor komputer, dan catat hasil pengamatan.
f. Melepas benda kerja yang telah selesai diuji.
g. Mengatur peralatan pada posisi semula. h. Mengulang proses ‘a’ sampai ‘g’ untuk
pengujian 26 spesimen berikutnya dan 1
1570 HASIL DAN PEMBAHASAN
3.1Hasil Penelitian
Untuk mendapatkan data hasil pengujian terlebih dahulu dilakukan proses friction welding dengan cara material yang akan dilas, dijepit pada spindel/rahang yang berputar dan yang lainnya dijepit pada rahang tetap. Pada saat mesin mulai berputar, tekanan awal harus dimulai dari tekanan paling rendah, lalu ditingkatkan untuk menciptakan panas yang diakibatkan oleh gesekan. Ketika perputaran mesin dihentikan, tekanan dengan cepat harus ditingkatkan maka tempaan berlangsung dengan seketika sebelum atau setelah perputaran dihentikan.
3.2Perhitungan Tekanan Tails Stock
Adapun perhitungan beban tempa dengan mekanisme penggerak pada tail stock sebagai berikut :
Diameter luar ulir, do = 20 mm Diameter inti ulir, di= 15 mm Pitchulir, p = 3 m
Diameter puli beban, db = 76 mm Diameter puli tail stock, D = 203,6 mm Diameter benda uji, d = 15 mm
Kofisien gesek, μ = 0,17
Mean diameter, dm= d – 0.5p = 20 – 0,5(3) = 20 – 1,5 = 18,5 mm
Helix Angle, tan α = 3/π.18,5 = 0,0516
α = 2,953o
Angle of friction, tan φ = μ = 0,17 = 9,65o Torsi yang bekerja pada batang ulir : Massa tekanan gesek, m = 10 kg Massa tekanan tempa, m = 15 kg
Pemberian beban tersebut diperoleh berdasarkan percobaan terlebih dahulu. Jika beban ditingkatkan lagi, maka timbul getaran mesin yang tinggi, spesimen mengalami pergeseran, dan hasil pengelasan menjadi tidak sesumbu. Teperatur pengelasan dapat dicapai dengan beban tersebut.
Dari hasil data awal friction welding di simpulkan bahwa waktu gesek (s) setiap spesimen berbeda waktunya. Hal ini disebabkan karena waktu yang diperlukan oleh sebuah spesimen untuk mencapai suhu pengelasan 1050 oC (± 10 oC) berbeda antara specimen yang satu dengan spesimen yang lain, tergantung dari kecepatan putaran mesin. Semakin tinggi putaran mesin maka waktu yang diperlukan semakin singkat. Perhitungan yang dilakukan terhadap hasil uji tarik, maka dapat dibuat suatu tabel hasil perhitungan. Pada tabel tersebut menunjukkan hasil analisa tegangan maksimum (σtmaks), regangan (ɛ) dan Modulus Elastis (E) dari semua spesimen hasil uji tarik.
Berikut adalah grafik tegangan tarik maksimum. Grafik tersebut terbentuk dari nilai yang diperoleh dari data perhitungan hasil uji tarik tabel 6. Grafik tersebut memperlihatkan perbandingan tegangan tarik antara raw material dan spesimen hasil friction welding berupa variasi putaran mesin serta waktu tempa.
1571 Grafik 1. Tegangan Maksimum 550 rpm
Dari Grafik di atas dapat disimpulkan bahwa semakin lama Waktu Tempa (s) yang diberikan kepada spesimen, maka nilai kekuatan tariknya juga semakin meningkat. Selisih nilai kenaikan kekuatan tarik dari 25 detik ke 35 detik sekitar 35,92 N/mm2 dan dari 35 detik ke 45 detik sekitar 31,72 N/mm2. Namun Kalau di bandingkan antara Raw Material dengan spesimen dengan nilai kekuatan tarik tertinggi (waktu tempa 45 detik) selisihnya masih jauh sekitar 103,57 N/mm2.
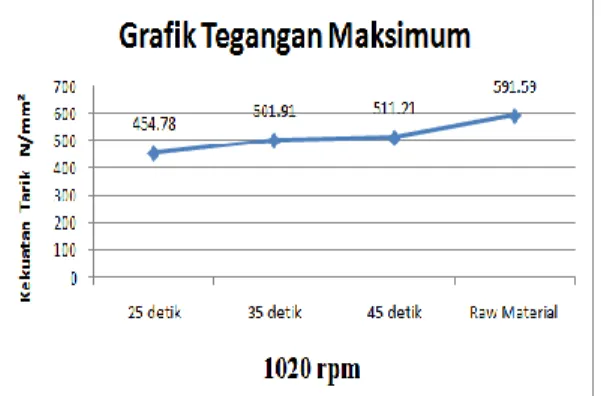
Grafik 2. Tegangan Maksimum 1020 rpm
Dari Grafik tegangan uji tarik di atas dapat disimpulkan bahwa semakin lama Waktu Tempa (s) yang diberikan kepada spesimen, maka nilai kekuatan tariknya juga semakin meningkat. Selisih nilai kenaikan kekuatan tarik dari 25 detik ke 35 detik sekitar 47,13 N/mm2 dan dari 35 detik ke 45 detik sekitar 9,3 N/mm2. Namun Kalau di bandingkan antara Raw Material dengan spesimen dengan nilai kekuatan tarik tertinggi (waktu tempa 45 detik) selisihnya masih jauh sekitar 80,38 N/mm2.
Grafik 3. Tegangan Maksimum 1800 rpm
Dari Grafik tegangan uji tarik di atas dapat disimpulkan bahwa semakin lama Waktu Tempa (s) yang diberikan kepada spesimen, maka nilai kekuatan tariknya juga semakin meningkat. Selisih nilai kenaikan kekuatan tarik dari 25 detik ke 35 detik sekitar 10,96 N/mm2 dan dari 35 detik ke 45 detik sekitar 24,45 N/mm2. Jika di bandingkan antara Raw Material dengan spesimen dengan nilai kekuatan tarik tertinggi (waktu tempa 45 detik) selisihnya sudah mendekati raw material sekitar 25,48 N/mm2.
3.3Pembahasan
Berdasarkan data-data hasil pengujian dan perhitungan yang diperoleh, maka dapat disajikan pembahasan mengenai pengaruh putaran dan temperatur terhadap kekuatan tarik maupun tegangan geser yang terjadi pada proses friction welding.
3.3.1 Analisa Hasil Uji Tarik
Hasil pengujian untuk raw material
diperoleh nilai tegangan maksimum dan regangan sebesar :
Tegangan Maksimum : 591,59 N/mm2 Regangan : 11,9 %.
Grafik hasil uji tarik raw material
(lampiran 5) terlihat bentuk garis yang menunjukan bahwa nilai tegangan dan regangan tinggi, yang artinya sifat dari raw material adalah ulet (ductility) serta menandakan bahwa material ini tangguh (toughness) atau saat diujitarik raw material
memberikan peringatan lebih dulu sebelum terjadinya kerusakan. Bahan tangguh, kekuatan putusnya umumnya lebih kecil daripada kekuatan maksimumnya.
Perhitungan analisa data spesimen yang melalui proses friction welding, diperoleh tegangan tarik maksimum tertinggi pada spesimen dengan variasi putaran 1800 rpm / 45 detik waktu tempa, yaitu 566,11 N/mm2 dan regangan sebesar 9,1 %, sedangkan kekuatan terendah diperoleh pada spesimen 550 rpm / 25 detik waktu tempa, yaitu 420,38 N/mm2 dan regangan 4,4 %. Gambar (18 - 20) merupakan grafik perbandingan kekuatan
1572
tarik setiap spesimen hasil pengelasan gesek dengan variasi putaran mesin dan waktu tempa terhadap raw material. Grafik tersebut memperlihatkan secara jelas bahwa kekuatan tarik hasil pengelasan gesek tidak jauh berbeda dari raw material, jika dibandingkan dengan nilai tertinggi hasil pengelasan maka diperoleh selisih tegangan tarik maksimum sekitar 25,48 N/mm2 serta selisih regangan 2,8 %. Persentasi penurunan kekuatan tarik sekitar 4,3 % dan regangan sekitar 23,5 %. Sehingga dapat disimpulkan bahwa kekuatan hasil pengelasan hampir menyamai kekuatan
raw material, akan tetapi semua spesimen hasil pengelasan mengalami kondisi patah / putus di daerah sambungan las. Nilai regangan sangat rendah sehingga mengindikasikan bahwa material hasil penyambungan las gesek memiliki sifat sambungan yang getas,walaupun pada dasarnya raw material bersifat tangguh. Kesimpulan lain yang diperoleh yaitu, semakin tinggi putaran mesin nilai kekuatan tarik juga semakin meningkat, demikian pula apabila waktu tempa semakin lama maka nilai kekuatan tarik semakin meningkat.
PENUTUP 4.1 Kesimpulan
Berdasarkan analisa yang dilakukan pada penelitian ini, maka diperoleh kesimpulan sebagai berikut:
1. Grafik analisa data pengujian tarik memperlihatkan bahwa semakin tinggi kecepatan putaran motor, nilai kekuatan tarik juga semakin meningkat,
2. Demikian pula dengan pengaruh waktu tempa pada tekanan yang sama, semakin lama waktu tempa maka nilai kekuatan tarik semakin meningkat. Kekuatan hasil pengelasan hampir menyamai kekuatan
raw material. Selisih tegangan tarik maksimum sekitar 25,48 N/mm2 serta selisih regangan 2,8 %. Persentasi penurunan kekuatan tarik sekitar 4,3 % dan regangan sekitar 23,5 %.
4.2 Saran
1. Untuk mendapatkan hasil friction welding yang lebih baik, disarankan Menggunakan Putaran motor yang lebih tinggi dari 1800 rpm.
2. Untuk mendapatkan hasil friction welding yang lebih baik, disarankan waktu tempanya lebih dari 45 detik.
3. Metode penekanan tempa yang digunakan untuk penelitian selanjutnya sebaiknya menggunakan sistem hidrolik, agar tekanan tempa dapat ditingkatkan dan dibebankan secara bertahap serta waktu penempaan lebih cepat.
![1. Sejarah Linux. [KDEMenu] --> System --> Konsole Terminal Program. RANGKUMAN LINUX Page 1. Gambar 1.1 Membuka Terminal Konsole di KDE](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)