1
TUGAS MATA KULIAH
PERANCANGAN ELEMEN MESIN
Dosen : Subiyono, MP“MESIN PENGUPAS SERABUT KELAPA SEMI
OTOMATIS”
DISUSUN OLEH :
NAMA : FICKY FRISTIAR
NIM : 10503241009
KELAS : P1
JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS NEGERI YOGYAKARTA 2012
2 I. PENDAHULUAN
A. Latar Belakang
Buah kelapa sangat digemari oleh masyarakat, mulai dari makanan sampai minuman. Dipinggir-pinggir jalan banyak penjual buah kelapa, akan tetapi banyak hambatan-hambatan yang terjadi. Salah satu hambatannya adalah pada saat proses pengupasannya. Apalagi ketika yang akan mengupasnya adalah seorang wanita. Untuk mengupas serabut kelapa dibutuhkan tenaga ekstra, hal itu yang menjadi hambatan utama dalam proses pengupasan serabut kelapa. Banyak penjual kelapa yang kesulitan atau kerepotan ketika menerima banyak pesanan (order) dalam memenuhi kepuasan pelanggan. Banyak waktu yang terbuang dalam proses pengupasan kelapa secara manual atau tenaga manuasia. Untuk mengatasi hal tersebut, maka diciptakan sebuah “alat pengupas serabut kelapa semi otomatis”
B. Pernyataan Kebutuhan
Hal-hal kebutuhan yang dapat mengakomodasi dari alat tersebut adalah :
1. Tersedianya pisau yang konturnya / bentuknya disesuaikan dengan bentuk kelapa pada umumnya.
2. Perputaran sekam pada kelapa harus kontinyu.
C. Analisis Kebutuhan 1. Tuntutan mesin
a. Tuntutan spesifikasi
Alat ini harus dapat mengupas serabut kelapa 45 buah per jam.
Alat ini harus memiliki kemampuan daya motor 1 PK. b. Tuntutan kontruksi
Kontruksi harus ringan dan mudah dibawa kemana-mana. Kontruksi harus tahan hentakan.
3
c. Tuntutan harga
Harga alat ini tidak lebih dari Rp. 2.500.000,00 d. Tuntutan keamanan
Semua komponen yang berputar harus tertutupi. Kontruksi dalam harus ada penutup samping.
2. Analisis morfologi N
O
BAGIA N
ALTERNATIF 1 ALTERNATIF 2 ALTERNATIF 3 1 Kontruk si 2 Mekanis Gabungan 3 Transmi si Roda Gigi Payung 4 Sumber daya
Manual Motor bensin Motor listrik
D. Ide alternatif / konsep
Ide atau konsep pada mesin pengupas serabut kelapa semi otomatis adalah mengunci buah kelapa pada tengah-tengah poros lancip dan menghantamkan sebuah pisau kebadan kelapa tersebut dengan
4
ketebalan tertentu. Pada poros lancip dipasang motor yang dapat berputar secara periodik, guna penyayatan pada tubuh kelapa dapat sempurna terkena pisau semua.
Prinsip kerja mesin : 1. Pengunci buah kelapa.
2. Pengupasan (penghantaman pisau ke buah kelapa). 3. Poros lancip berputar periodik.
E. Keunggulan produk
Keunggulan produk mesin pengupas serabut kelapa semi otomatis antara lain :
1. Waktu pengupasan lebih cepat daripada manual. 2. Tidak menggunakan lahan yang besar.
3. Perawatan / maintenance yang mudah.
F. Keaslian
Keaslian dari mesin ini adalah jarang ditemukan mesin pengupas serabut kelapa, serta sistem yang digunakan pada mesin ini benar-benar baru.
II. PENGEMBANGAN DESAIN
A. Spesifikasi umum
Penggerak : motor listrik 1 PK
Muatan kerja : satu buah kelapa per proses Sistem transmisi : Puly v-belt
Berat mesin : 23 Kg Sistem penggerak mesin : roda trolly B. Spesifikasi Ukuran
Panjang : 0,8 Meter Lebar : 0,8 Meter Tinggi : 1 Meter
5
Perhitungan kekuatan bahan
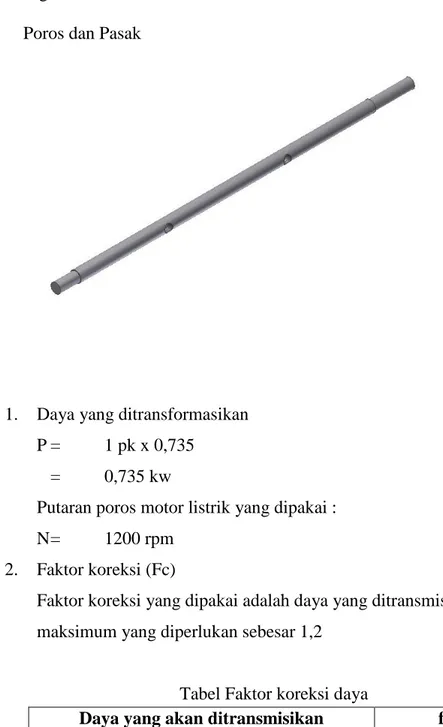
Poros dan Pasak
1. Daya yang ditransformasikan P = 1 pk x 0,735
= 0,735 kw
Putaran poros motor listrik yang dipakai : N = 1200 rpm
2. Faktor koreksi (Fc)
Faktor koreksi yang dipakai adalah daya yang ditransmisikan maksimum yang diperlukan sebesar 1,2
Tabel Faktor koreksi daya
Daya yang akan ditransmisikan fc
Daya rata-rata yang diperlukan 1,2 - 2,0 Daya maksimum yang diperlukan 0,8 – 1,2 Daya normal 1,0 – 1,5
3. Daya rencana (Pd) kw
6
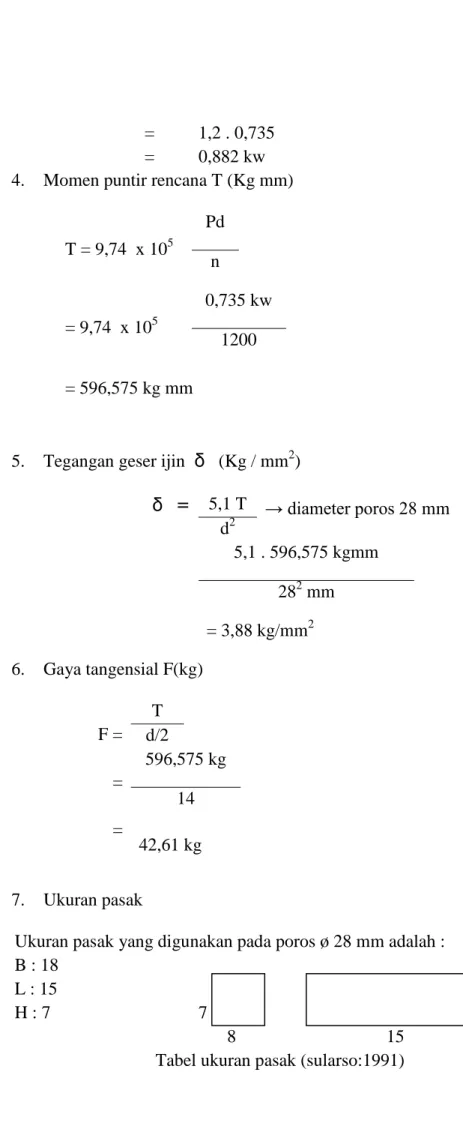
= 1,2 . 0,735 = 0,882 kw 4. Momen puntir rencana T (Kg mm)
T = 9,74 x 105 Pd n = 9,74 x 105 0,735 kw 1200 = 596,575 kg mm
5. Tegangan geser ijin δ (Kg / mm2)
δ = 5,1 T → diameter poros 28 mm d2 5,1 . 596,575 kgmm 282 mm = 3,88 kg/mm2 6. Gaya tangensial F(kg) F = = = T d/2 596,575 kg 14 42,61 kg 7. Ukuran pasak
Ukuran pasak yang digunakan pada poros ø 28 mm adalah : B : 18
L : 15
H : 7 7
8 15
7 8. Tegangan geser ( δg ) δ g = = = F b.l 42,61 kg 8.30 0,17 kg/mm2 9. Tekanan Permukaan P = = = F (t1 = 4,0) l . (t 1/ta) 42,61 kg 30 . 4 0,35 kg/mm2 Perhitungan Pengelasan
Menghitung tebal pengelasan untuk keseluruhan kontruksi : Gaya yang diterima untuk bahan St 37 :
Tegangan tarik ijin = δ = 1400 kg/mm2
F = A. t
= 0,2 cm2 . 1400 kgf / cm2 = 280 kgF
8
Jika gaya dibebankan pada las – lasan, maka perhitungan tebal pengelasan adalah: F = A. t 280 = A . 0,85 . 1400 kgF / cm2 280 = A . 1190 280 A = = 0,24 cm2 1190
Panjang las adalah ( l ) l = 2 (p+l)
= 2 (4 + 0,5) = 9 cm
Luas penampang ( A ), maka tebal (a) pengelasan adaah : A = a . l 0,15 = a . 11 0,24 a = 9 a = 0,026 cm = 2,6 mm
Jadi tebal pengelasan secara keseluruhan di ambil 2.6 mm.
Perhitungan tebal pengelasan untuk rangka
Pembuatan Rangka
Bahan pipa siku st 37 ukuran 37 mm, tebal 3 mm
Sambungan menggunakan las, dengan tegangan tarik bahan δt = 1400 kg/cm2
9
Perhitungan momen yang terjadi pada rangka dan gaya yang bekerja
Diket : Siku 37 mm, t = 3 mm = 1400 kg/cm2
Ditanya : momen bengkok yang bekerja … ? Gaya yang terjadi pada rangka … ?
Jawab :
a. Gaya pada rangka
F = A . t
= 13,69 . 1400 = 19160 kg
b. Tinggi las-lasan (a)
Tegangan geser ijin (δg) = 0,75 δt (tegangan tarik ijin), karena α = 00 F = A. t 19166 = A . 0,75 . 1400 19166 A = = 18,25 cm 1050
Luas penampang adalah : A = a . l Dimana, l adalah :
l = 4 x sisi siku = 4 x 3,7 mm = 14,28 mm Menhitung tebal las – lasan : A = a . l
18,25 cm2 = a . 14,8 cm 18,25 cm2
a =
10
a = 1,2 cm = 12 mm
Jadi tebal pengelasan untuk rangka adalah = 12 mm
III. CARA DAN METODE PENGERJAAN
A. Rancangan distribusi
Komponen-komponen dikerjakan sendiri dengan alasan memiliki sumber daya manusia dan fasilitas bengkel yang mampu, serta membeli komponen dari luar jika komponen-komponen yang dibutuhkan sangat rumit dalam pengerjaan atau lebih murah daripada dikerjakan sendiri (sudah ada dipasaran dan sudah standar).
B. Rancangan pemilihan proses
No Komponen Alat mesin yang digunakan
1 2 3 4 5 6 7 8 1 Kerangka V V V V V 2 Poros penekan V V V 3 Penutup casing V V V V V 4 Pisau V V V V 5 Bushing berulir V 6 Poros lancip V V V 7 Handel V V V V Keterangan : 1. Mesin bubut. 2. Mesin frais. 3. Mesin skrap. 4. Mesin potong. 5. Las 6. Mesin bor.
11
7. Kerja bangku. 8. Pengecatan.
PEMBUATAN
1. Pembuatan Rangka Utama
Besi Siku L dan plat dipotong sesuai ukuran kemudian dilakukan penyambungan dengan proses pengelasan SMAW (las listrik) , kemudian dilanjutkan proses pengecetan pada rangka untuk melindungi dari korosi.
Work Preparation
Gambar bahan tiang rangka
No Pengerjaan Keselamatan kerja Alat Ket
1 Memotong Siku dan Plat Pencekaman benda kerja harus kuat.
12
2 Potong benda kerja sepanjang 60 cm.
Dalam menggergaji harus memakai alat keselamatan kerja berupa kaca mata
*Mesin Gergaji
3 Posisi pencekaman diubah, kemudian memotong miring bagian ujung dengan kemiringan 45°
Dalam menggergaji harus memakai alat keselamatan kerja berupa kaca mata
*Mesin Gergaji
4 Posisi pencekaman diubah, kemudian memotong miring bagian ujung yang satunya dengan kemiringan 45°
*Mesin Gergaji
5 Menggeringa dan meratakan sisi yang akan di las dan sisi tajam yang membahayakan.
Hati-hati ketika menggunakkan peralatan listrik. Pemasangan batu gerinda harus benar-benar kuat.
*Mesin gerinda tangan *kacamata
13
Gambar rangka depan
No Pengerjaan Keselamatan kerja Alat Ket
6 Mencekam siku dan Plat Pencekaman benda kerja harus kuat.
*Ragum
7 Potong benda kerja sepanjang 60 cm.
Dalam menggergaji besi tidak boleh terlalu cepat karena gergaji akan panas dan cepat aus akibat gesekan. Posisi gergaji miring ke depan sekitar 10°. *Gergaji tangan 8 Posisi pencekaman diubah, kemudian memotong miring bagian ujung dengan kemiringan 45°
Pemotongan harus hati-hati karena ada sisi-sisi tajam pada ujung benda kerja.
*Ragum *Gergaji tangan
9 Posisi pencekaman diubah, kemudian memotong miring bagian ujung yang satunya dengan kemiringan 45°
Pencekaman benda kerja harus kuat
*Ragum *Gergaji tangan
10 Membuat bentuk yang sama di sisi yang sebelahnya.
*Ragum *Gergaji tangan
14
11 Menggerinda dan
meratakan sisi yang akan di las dan sisi tajam yang membahayakan.
Dalam menggergaji besi tidak boleh terlalu cepat karena gergaji akan panas dan cepat aus akibat gesekan. Posisi gergaji miring ke depan sekitar 10°. *Mesin gerinda tangan *kacamata
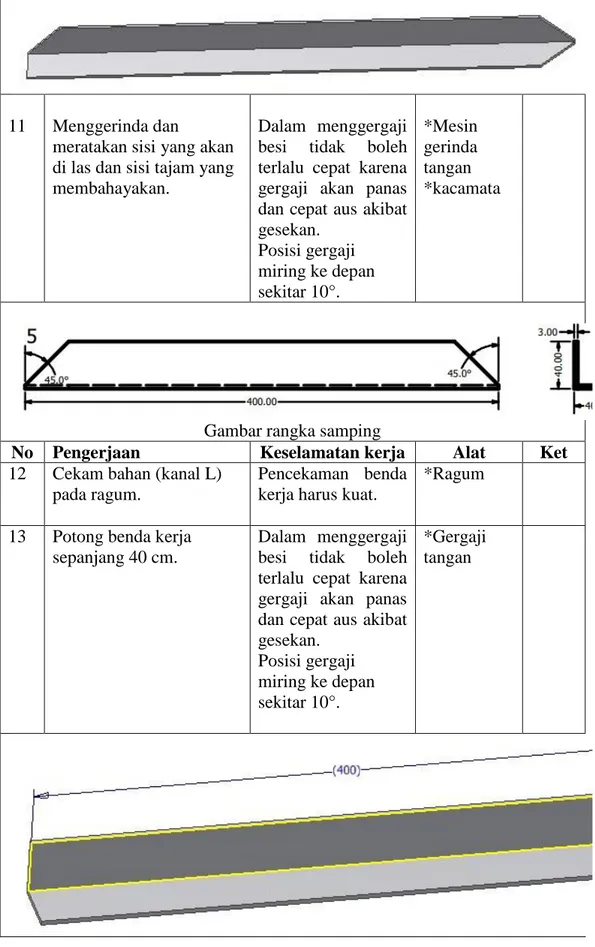
Gambar rangka samping
No Pengerjaan Keselamatan kerja Alat Ket
12 Cekam bahan (kanal L) pada ragum.
Pencekaman benda kerja harus kuat.
*Ragum
13 Potong benda kerja sepanjang 40 cm.
Dalam menggergaji besi tidak boleh terlalu cepat karena gergaji akan panas dan cepat aus akibat gesekan. Posisi gergaji miring ke depan sekitar 10°. *Gergaji tangan
15
14 Posisi pencekaman diubah, kemudian memotong miring bagian ujung dengan kemiringan 45°
Pemotongan harus hati-hati karena ada sisi-sisi tajam pada ujung benda kerja.
*Mesin Gergaji
15 Posisi pencekaman diubah,
kemudian memotong miring bagian ujung yang satunya dengan kemiringan 45°
Pencekaman benda kerja harus kuat
*Ragum *Gergaji tangan
16
Membuat bentuk yang sama di sisi yang sebelahnya.
*Ragum *Gergaji
16
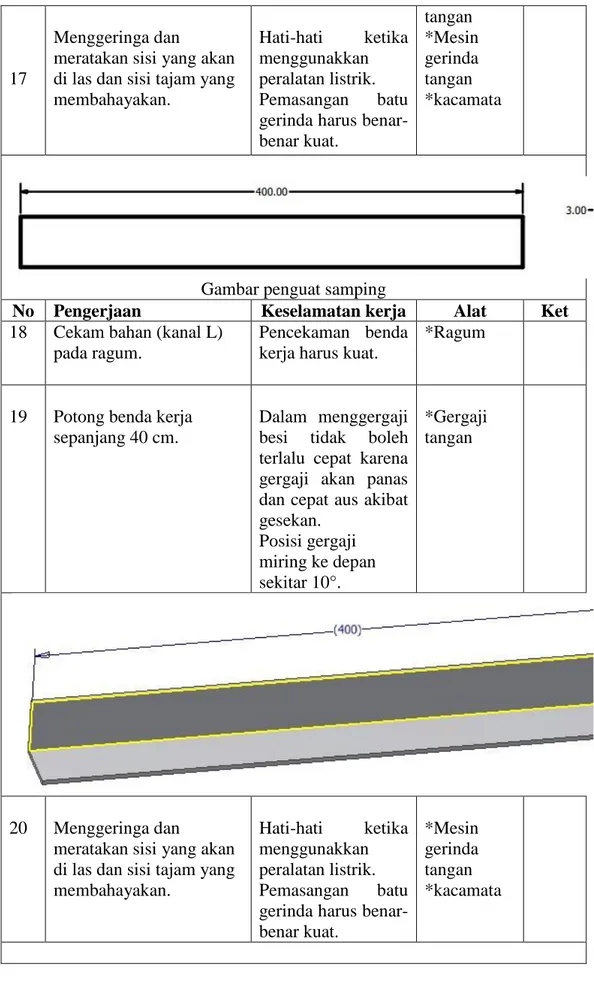
17
Menggeringa dan
meratakan sisi yang akan di las dan sisi tajam yang membahayakan.
Hati-hati ketika menggunakkan peralatan listrik. Pemasangan batu gerinda harus benar-benar kuat. tangan *Mesin gerinda tangan *kacamata
Gambar penguat samping
No Pengerjaan Keselamatan kerja Alat Ket
18 Cekam bahan (kanal L) pada ragum.
Pencekaman benda kerja harus kuat.
*Ragum
19 Potong benda kerja sepanjang 40 cm.
Dalam menggergaji besi tidak boleh terlalu cepat karena gergaji akan panas dan cepat aus akibat gesekan. Posisi gergaji miring ke depan sekitar 10°. *Gergaji tangan 20 Menggeringa dan
meratakan sisi yang akan di las dan sisi tajam yang membahayakan.
Hati-hati ketika menggunakkan peralatan listrik. Pemasangan batu gerinda harus benar-benar kuat.
*Mesin gerinda tangan *kacamata
17
Gambar penguat depan
No Pengerjaan Keselamatan kerja Alat Ket
21 Cekam bahan (kanal L) pada ragum.
Pencekaman benda kerja harus kuat.
*Ragum
22 Potong benda kerja sepanjang 60 cm.
Dalam menggergaji besi tidak boleh terlalu cepat karena gergaji akan panas dan cepat aus akibat gesekan. Posisi gergaji miring ke depan sekitar 10°. *Gergaji tangan 23 Menggeringa dan
meratakan sisi yang akan di las dan sisi tajam yang membahayakan.
Hati-hati ketika menggunakkan peralatan listrik. Pemasangan batu gerinda harus benar-benar kuat.
*Mesin gerinda tangan *kacamata
18
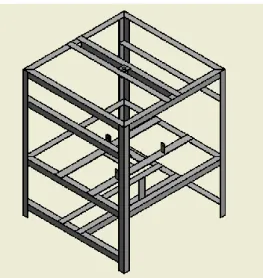
Konstruksi rangka yang sudah jadi (telah dilas)
No Pengerjaan Keselamatan kerja Alat Ket
24 Bahan tadi kemudian dirangkai dan dilas sehingga bentuknya seperti pada ganbar di atas.
Pengelasan dilakukan dengan SMAW dengan diameter elektroda 2,6.
Saat mengelas menggunakan topeng las Hati-hati dengan barang panas setelah benda kerja dilas
*SMAW *topeng las *palu las *sikat las *smit tang
25 Merapikan hasil lasan dengan gerinda tangan
Menggunakan kacamata *Mesin gerinda tangan *kacamata 2. Pembuatan Poros
Poros terdiri dari 2 bagian, poros untuk penyangkut pisau dengan poros bearing bracket
Work Preperation
Dalam pembuatan poros, pengerjaan yang dilakukan hanya dengan proses pemesinan
19
poros
No Pengerjaan Keselamatan kerja Alat Ket
1 Memotong poros sepanjang 80 cm Pemotongan harus lurus gergaji Bahan ini dibeli 2 Meratakan pemotongan
dengan mesin bubut sehingga panjangnya menjadi 60 cm Menggunakan kacamata saat melakukan pengerjaan. Menggunakan putarn yang sesuai.
*Mesin bubut *pahat bubut
Ukuran bearing adalah diameter dalam 0,5 inchi.
pulley
dibeli
20 IV. PERHITUNGAN BIAYA
No Komponen Harga satuan Jumlah Biaya total 1 Poros Φ 25 mm 900 mm Rp. 60.000 2 Plat tipis 1.8 mm 500 x 2400 mm Rp. 120.000 3 Roda trolly Rp. 30.000 4 Rp. 120.000 4 Motor 1 PK Rp. 700.000 1 Rp. 700.000 5 Reducer Rp. 400.000 1 Rp. 400.000 6 Bearing bracket Rp. 50.000 2 Rp. 100.000 7 v-belt Rp. 20.000 3 Rp. 60.000 8 Puly Rp. 40.000 4 Rp. 160.000 9 Pisau Rp. 150.000 1 Rp. 150.000 10 pegas Rp. 35.000 2 Rp. 70.000 11 Motor DC Rp. 400.000 1 Rp. 40.000 12 Plat siku Rp. 45.000/6M 3 Rp. 135.000 13 Poros Φ40mm Rp. 55.000 Rp. 55.000 TOTAL Rp. 2.170.000