PENGEMBANGAN MODEL PENJADWALAN PROSES PRODUKSI DI INDUSTRI PERTENUNAN
Giyanto, dan Indrato Harsadi
Dosen Fakultas Teknik, Progran Studi Teknik Industri Universitas Islam Syekh Yusuf Tangerang
ABSTRAK
Pola aliran flow shop memerlukan penjadwalan secara flow shop, tetapi pada industri tekstil urutan roses secara flow shop terjadi diantara workstation, sedangkan pada satu workstation terdapat mesin parallel sehingga diperlukan penjadwalan dengan teknik khusus. Penelitian ini membahas pembuatan model penjadwalan untuk industritekstil yang didasarkan pada data yang diperoleh dari suatu pabrik tekstil. Faktor-faktor yang terlibat dalam penelitian ini meliputi jumlah item produk, jumlah, komponen produk, jumlah workstation dan routing-nya, jumlah dan kapasitas mesin, dan metodanya. Model yang dibuat terdiri dari model perhitungan kebutuhan bahan, model penugasan mesin, dan model penjadwalan untuk semua workstation yang ada, sedang pengujian terhadap model yang dibuat dengan memakai data nyata dari suatu pabrik tekstil dan bertujuan untuk melihat performansinya. Hasil pengujian dan analisis yang dilakukan menyatakan bahwa model yang dibuat dalam penelitian ini layak dan dapat digunakan di industri tekstil.
I. PENDAHULUAN
Industri tekstil yang mempunyai pola aliran proses secara flow shop (produk selalu mengukuti tahapan proses yang sama) pada awalnya hanya bekerja secara make to stock (memenuhi persediaan) dengan variasi item yang terbatas. Dengan perkembangan industri yang begitu pesat dan banyaknya saingan, maka untuk bisa bertahan suatu industri tekstil harus siap bekerja secara make to order (memenuhi pesanan) dengan variasi item yang bermacam-macam.
Pola aliran proses dalam industri tekstl yang bisa dikategorikan sebagai flow shop terjadi bukan antar mesin melainkan antar unit kerja (work station). Sedangkan pada satu unit kerja (work station) terdapat lebih dari satu mesin yang spesifikasinya bisa sama atau berbeda yang tentunya mengakibatkan performansi tiap mesinnya menjadi tidak sama.
Dengan kondisi yang demikian, tentunya diperlukan suatu teknik penjadwalan yang akan memberikan penugasan mesin-mesin dalam satu unit kerja (work station) sekaligus mengintegrasikannya dengan penugasan mesin-mesin di unit kerja (work station) lainnya sambil memberikan urutan job-job yang harus dikerjakan.
Kondisi nyata pada industri tekstil dewasa ini adalah :
- Dalam satu kurun waktu variasi item dari order yang diterima cukup banyak dengan volume yang bervariasi pula.
- Dalam satu work station sejumlah mesin yang ada, mempunyai spesifikasi yang berbeda sehingga performansinyapun tidak sama
- Order harus terus mengalir dari satu unit kerja (w s) ke unit kerja (w s) berikutnya. - Belum adanya patokan baku tentang penjadwalan produksi.
Dengan demikian kiranya perlu adanya suatu teknik penjadwalan yang lain dengan memperhatikan volume order, spesifikasi mesin di setiap unit kerja (ws) dan aturan-aturan
prioritas yang ada, sehingga dapat menghasilkan jadwal yang baik dan bisa menginformasikan tentang waktu awal dan waktu selesainya setiap proses disetiap unit kerja (ws) untuk semua order yang diterima.
Penelitian ini dimaksudkan untuk membuat suatu jadwal proses produksi dari data yang diperoleh dari suatu industri tekstil, dengan melihat karakteristik-karakteristik proses yang ada di industri tersebut.
Industri tekstil yang dimaksud dalam penelitian ini adalah industri pertenunan yang mengolah benang menjadi kain mentah, dengan kekhususan industri pertenunan yang mengolah bahan baku benang yang terbuat dari benang filamen.
II. SISTEM PRODUKSI DI PT. “X”
Jenis produk yang dibuat oleh PT. “X” sangat bervariasi. Variasi jenis produk ini dilukiskan dari nomor corak setiap order yang diterima. Variasi jenis produk ini terjadi karena setiap order yang diterima mempunyai konstruksi kain yang berbeda sedng konstruksi yang berbeda dapat berbeda pula komponennya.
Jumlah order yang diterima dalam satu bulan bisa dikatakan banyak, yaitu kurang lebih ada 60 buah order, dengan volume tiap order yang bervariasi. Total volume order yang bisa diterima tergantung dari total kapasitas mesin yang bisa dicapai dalam setiap bulannya.
Menurut Baker dalam “Introduction To Sequencing And Scheduling” skema urutan proses yang terjadi di PT. “X” seperti pada Gambar 1, aliran prosesnya bisa digolongkan sebagai general flow shop.
Jenis produk, konstruksi kain, komponen benang dan urutan proses terlihat seperti pada Tabel 2, Tabel 4 dan Tabel 3.
Mesin-mesin yang dipakai untuk proses produksi di PT. “X” seperti dalam Tabel 1 di bawah.
Tabel 1. Jumlah Mesin-mesin Produksi
No PROSES Jumlah Mesin Keterangan
1. 2. 3. 4. 5. 6. 7. Penteksturan Penggintiran Pemantapan panas Penghanian Penganjian Penggulungan beam Pertenunan 27 RT bua FT 123 buah RT 3 buah ST 4 buah WP 4 buah SZ 4 buah BM 214 buah WV
Mesin semi identik 93 untuk LT dan 30 untuk HT
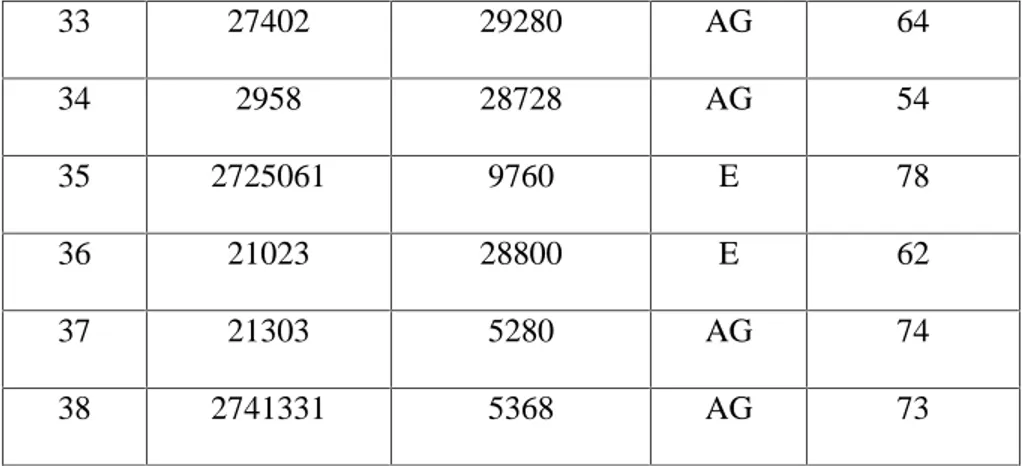
Tabel 2 Permintaan Produksi
ORDER NO CORAK PANJ. (m) ASAL PICK
1 2114041 8880 AG 70 2 21238 16280 E 72 3 21243 12992 AG 58 4 3306 10248 E 62 5 21190 10584 E 70 6 93500 23944 E 66 7 67139 11040 AG 80
8 11252 5280 AG 74 9 1119531 9600 AG 76 10 2119531 9600 AG 74 11 3012 20336 E 68 12 11157 8280 AG 73 13 21248 15678 E 66 14 2122231 19344 E 54 15 2722431 5490 E 88 16 4128 76800 AG 44 17 6951761 10320 AG 74 18 6951861 10320 AG 73 19 16005 21716 AG 56 20 21245 9760 AG 78 21 16245 5456 E 69 22 16313 5456 AG 50 23 16312 5192 E 76 24 11245 5280 E 74 25 11246 5280 E 74 26 11248 5280 AG 74 27 11249 5192 E 74 28 11250 5192 AG 74 29 69015 10080 E 74 30 69096 10080 E 84 31 2701431 78080 AG 78 32 59000 38400 AG 42
33 27402 29280 AG 64 34 2958 28728 AG 54 35 2725061 9760 E 78 36 21023 28800 E 62 37 21303 5280 AG 74 38 2741331 5368 AG 73
Tabel 3 Proses Produksi NO
CORAK
BENANG FT RT ST WIN WP SZ BM WV Waste
2114041 DT.5 1 1 1 1 1 0 1 1 0.11 21238 TRIO 0 1 1 1 1 0 1 1 0.1 21243 ITY 1 1 1 1 1 0 1 1 0.11 3306 TMY.4 1 1 1 1 1 0 1 1 0.11 330722 TMY.4 1 1 1 1 1 0 1 1 0.11 69291 SR.5 1 1 1 1 1 0 1 1 0.11 21190 DT.5 1 1 1 1 1 0 1 1 0.11 93500 AUDI 1 0 0 1 1 1 1 1 0.08 67139 SU.1 1 1 0 1 1 1 1 1 0.11 14202 WHITE LEA 0 1 0 1 1 1 1 1 0.08 14202 CD 1 1 0 1 1 1 1 1 0.11 14202 CUB 0 1 0 1 1 1 1 1 0.08 14202 NYLL 1 1 0 1 1 1 1 1 0.11
1123011 TRIO 0 1 1 1 1 0 1 1 0.1 11251 BW.3 1 1 0 1 1 1 1 1 0.11 11251 CD 1 1 0 1 1 1 1 1 0.11 11251 VISCOSE 0 0 0 1 1 1 1 1 0.07 11251 NYLL 1 1 0 1 1 1 1 1 0.11 11251 BW.3 1 1 0 1 1 1 1 1 0.11 67140 SU.1 1 1 0 1 1 1 1 1 0.11 1119531 BW.4 1 1 0 1 1 1 1 1 0.11 1119531 CD 1 1 0 1 1 1 1 1 0.11 1119531 CUB 0 1 0 1 1 1 1 1 0.08 1119531 NYLL 1 1 0 1 1 1 1 1 0.11 2119531 IY 1 1 1 1 1 0 1 1 0.11 2119531 CUB 0 1 1 1 1 0 1 1 0.1 2119531 NYLL 1 1 1 1 1 0 1 1 0.11 67106 SU.1 1 1 0 1 1 1 1 1 0.11 67101 SU.1 1 1 0 1 1 1 1 1 0.11 16310 BB.72 1 1 1 1 1 0 1 1 0.11 16310 BB (CD) 1 1 1 1 1 0 1 1 0.11 16311 BB.72 1 1 1 1 1 0 1 1 0.11 16311 BB (CD) 1 1 1 1 1 0 1 1 0.11 11253 ITY 1 1 0 1 1 0 1 1 0.13 11253 SLUB 0 0 0 1 1 0 1 1 0.08 26130 DTY 0 1 1 1 1 0 1 1 0.1 3012 MILPA 0 1 1 1 1 0 1 1 0.08 11157 ITY 1 1 1 1 1 0 1 1 0.11
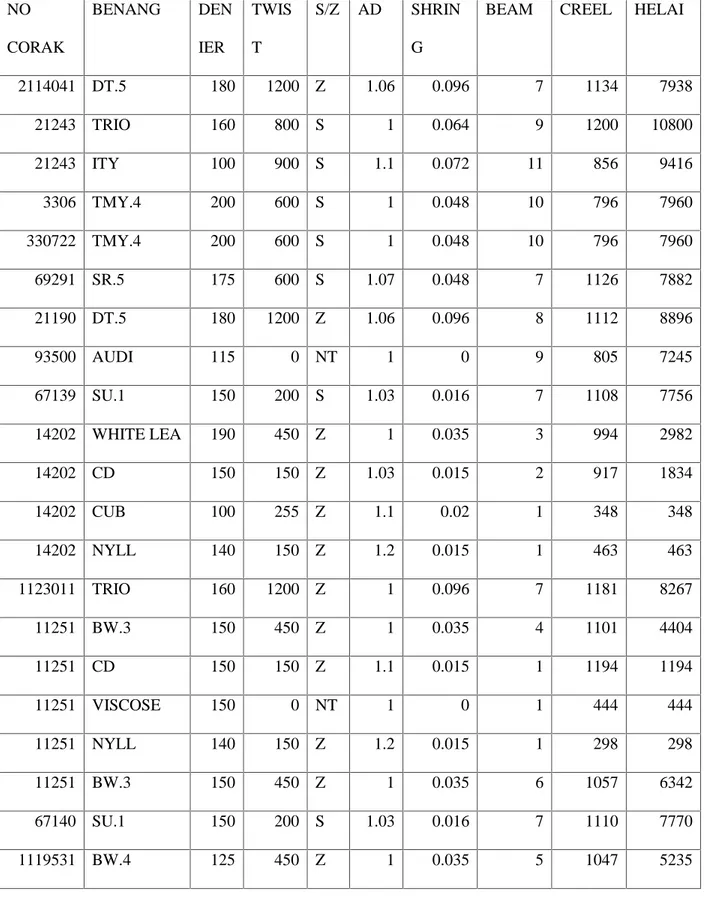
Tabel 4 Komponen Benang Lusi NO CORAK BENANG DEN IER TWIS T S/Z AD SHRIN G
BEAM CREEL HELAI
2114041 DT.5 180 1200 Z 1.06 0.096 7 1134 7938 21243 TRIO 160 800 S 1 0.064 9 1200 10800 21243 ITY 100 900 S 1.1 0.072 11 856 9416 3306 TMY.4 200 600 S 1 0.048 10 796 7960 330722 TMY.4 200 600 S 1 0.048 10 796 7960 69291 SR.5 175 600 S 1.07 0.048 7 1126 7882 21190 DT.5 180 1200 Z 1.06 0.096 8 1112 8896 93500 AUDI 115 0 NT 1 0 9 805 7245 67139 SU.1 150 200 S 1.03 0.016 7 1108 7756 14202 WHITE LEA 190 450 Z 1 0.035 3 994 2982 14202 CD 150 150 Z 1.03 0.015 2 917 1834 14202 CUB 100 255 Z 1.1 0.02 1 348 348 14202 NYLL 140 150 Z 1.2 0.015 1 463 463 1123011 TRIO 160 1200 Z 1 0.096 7 1181 8267 11251 BW.3 150 450 Z 1 0.035 4 1101 4404 11251 CD 150 150 Z 1.1 0.015 1 1194 1194 11251 VISCOSE 150 0 NT 1 0 1 444 444 11251 NYLL 140 150 Z 1.2 0.015 1 298 298 11251 BW.3 150 450 Z 1 0.035 6 1057 6342 67140 SU.1 150 200 S 1.03 0.016 7 1110 7770 1119531 BW.4 125 450 Z 1 0.035 5 1047 5235
1119531 CD 150 150 Z 1.1 0.015 3 977 2931 1119531 CUB 100 255 Z 1.1 0.02 1 248 248 1119531 NYLL 140 150 Z 1.2 0.015 1 246 246 2119531 IY 100 900 Z 1 0.072 9 1105 9945 2119531 CUB 100 900 S 1.1 0.072 1 203 203 2119531 NYLL 140 900 Z 1.2 0.072 1 199 199 67106 SU.1 150 200 S 1.03 0.015 7 1110 7770 67106 SU.1 150 150 Z 1.03 0.015 5 1133 5665 16310 BB.72 300 450 Z 1.03 0.035 2 615 1230 16310 BB (CD) 300 600 Z 1.03 0.048 2 606 1212 16311 BB.72 300 450 Z 1.03 0.035 2 615 1230 16 311 BB (CD) 300 600 Z 1.03 0.048 2 606 1212 11253 ITY 300 450 Z 1.1 0.035 4 1063 4252 11253 SLUB 320 0 NT 1 0 1 192 192 26130 DTY 150 800 S 1 0.048 9 1200 10800 3012 MILPA 170 600 S 1 0.048 8 1005 8040
Beberapa batasan atau aturan yang ditetapkan di PT. “X” dalam melakukan penjadwalan adalah sebagai berikut :
Periode penjadwalan dilakukan untuk order yang sudah diterima dalam satu bulan. Perhitungan waktu didasarkan pada hitungn hari
Prioritas order yang didahulukan adalah yang berkode AG, baru E, dan kemudian L.
Proses-proses yang perlu dijadwalkan adalah proses-proses yang dipakai untuk benang-benang lusi, sedangkan untuk proses benang-benang pakan dilaksanakan pada mesin-mesin lain yang ada dan belum terpakai.
Benang Lusi Benang Lusi Benang Pakan Benang Pakan Benang Lusi
Kain Mentah
Gambar 1 Skema urutan proses di PT. “X”
III. RANCANGAN MODEL PENJADWALAN
Rancangan model penjadwalan produksi secara keseluruhan di PT. “X” terdiri dari 3 buah model, yaitu model perhitungan kebutuhan bahan, model penugasan mesin disetiap proses dan model penjadwalan di setiap proses.
3.1. Model Perhitungan Kebutuhan Bahan
Kebutuhan bahan baku disetiap proses harus ditentukan terlebih dahulu sebelum membuat penjadwalan. Hal ini diperlukan untuk mengetahui lamanya proses dari setiap job pada setiap proses yang harus dilewatinya. Kebutuhan bahan ini dihitung berdasarkan spesifikasi produk dan parameter lain yang ditentukan dari karakteristik proses setiap komponen yang ada.
Model Matematis Perhitungan Bahan Baku : Penggintiran Penteksturan Pertenunan Penggulungan Beam Pemantapan Panas Penghanian Pengajian Penteksturan Penggintiran Pemantapan Panas Penggulungan Bobin Jumbo
1. Tuh Lusi FT = P x D x H x AD x (1 + S) x (1 + W)Kg
9000000
2. Tuh Lusi RT = P x D x H x (1 + S) x (1 + W)Kg
9000000
3. Tuh Lusi ST = Tuh Lusi RT
4. Tuh Lusi WP = P x D x H x (1 + W)Kg
9000000
5. Tuh Lusi SZ = P x B x Ws meter 6. Tuh Lusi BM = P x B x Wb meter
7. Tuh Lusi WV = P x Wv meter
Tuh Lusi FT : Kebutuhan benang lusi proses penteksturan Tuh Lusi RT : Kebutuhan benang lusi proses penggintiran Tuh Lusi ST : Kebutuhan benang lusi proses pemantapan panas Tuh Lusi WP : Kebutuhan benang lusi proses penghanian Tuh Lusi SZ : Kebutuhan benang lusi proses penganjian Tuh Lusi BM : Kebutuhan lusi proses penggulungan beam Tuh Lusi WV : Kebutuhan benang lusi proses pertenunan
P : Panjang kain yang dipesan
D : Nomor benang dalam satuan Denier
H : Jumlah helai benang lusi selebar kain
AD : Actual Draft, yaitu faktor regang – an dari benang pada mesin FT S : Shringkage, yaitu faktor penyusutan benang pada mesin RT W : Waste, yaitu limbah total pada seluruh proses
Wr : Waste/limbah benang dari proses di mesin RT sampai WV (0,1 jika melewati proses penghanian dan 0,07 jika tanpa proses penghanian) Ws : Waste/limbah benang dari proses di mesin SZ sampai WV.
(Ws = 0,06)
Wb : Waste/limbah benang dari proses di mesin BM sampai WV (Wb = 0,03)
Wv : Waste/limbah benang di mesin WV (Ww = 0,03)
3.2. Model Penugasan Mesin 3.2.1 Proses Penteksturan
Gambar 2. Model Penugasan Mesin FT di Proses Penteksturan
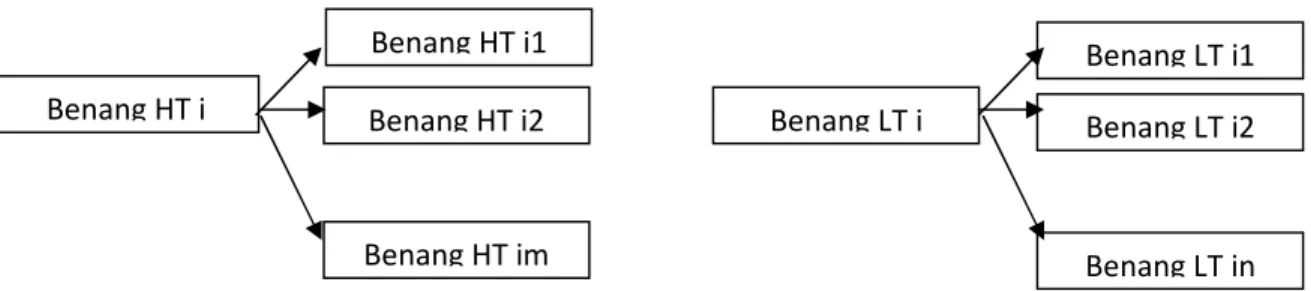
3.2.2 Proses Penggintiran
Gambar 3. Model Penugasan Mesin RT di Proses Penggintiran Benang 1 Benang 2 Benang 3 Benang i Mesin 1 Mesin 2 Mesin 3 Mesin j Benang HT i Benang HT i1 Benang HT i2 Benang HT im Benang LT i Benang LT i1 Benang LT i2 Benang LT in
3.2.3 Proses Pemantapan Panas
Gambar 4. Model Penugasan Mesin ST di Proses Pemantapan panas 3.2.4 Proses Penghanian, Penganjian dan Penggulungan beam
Ketiga proses ini mesin-mesinnya ditempatkan dalam satu kelompok dimana model penugasannya mesinnya sama.
Gambar 5. Model Penugasan Kelompok Mesin WP, SZ dan BM
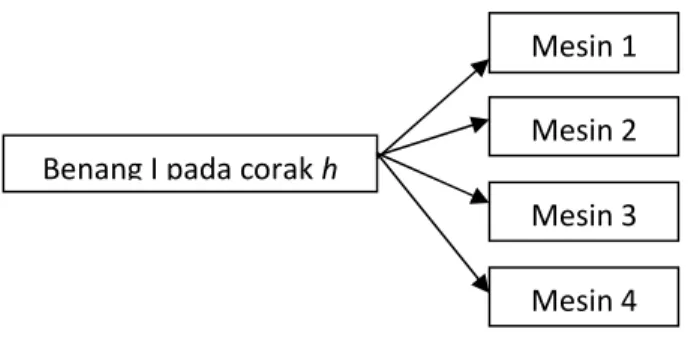
3.2.5 Proses Pertenunan
Gambar 6. Model Penugasan Mesin WV pada Proses Pertenunan 3.3. Algoritma Penjadwalan Proses Produksi
3.3.1 Penjadwalan Proses Penteksturan
1. Mengelompokkan komponen-komponen benang lusi yang dipakai untuk semua order menurut jenis benangnya, dan dihitung total volume per jenis benangnya.
Bi : Jenis benang ke i. Benang i
Mesin 1 Mesin 2 Mesin 3
Benang I pada corak h
Mesin 1 Mesin 2 Mesin 3 Mesin 4 Corak h Mesin h1 Mesin hm
Vi : Total volume benang ke i.
2. Menentukan alternatif penugasan mesin yang dipakai untuk memproses benang i.
Alternatif ini didapat dari relasi antara jenis benang dengan mesin FT seperti yang terapat dalam model penugasan mesin diproses twisting.
Bij : Benang i yang diproses pada mesin j.
Kij : Kapasitas mesin j yang dipakai untuk memproses benang i
3. Menentukan waktu proses untuk tiap jenis benang yang diproses pada tiap alternatif mesin.
Tij : Waktu proses dari benang jenis i pada mesin j Tij : Vi
Kij
4. Menentukan volume jenis benang i yang diproses di mesin j. Vij : Volume jenis benang i yang diproses pada mesin j. Vij : Kij x Tij
5. Menentukan total waktu proses dari semua alternatif mesin yang akan dipakai. TT : Total waktu proses dari keseluruhan alternatif mesin yang dipakai
6. Pemilihan mesin yang akan dipakai dari alternatif mesin yang ada dengan menggunakan model Linier Programing.
7. Hasil Tij dari pemilihan alternatif mesin dengan LP untuk setiap jenis benang dipecah lagi menurut order yang memakai jenis benang yang bersangkutan
8. Apabila satu mesin dipakai untuk memproses lebih dari satu jenis benang, urutan pemakaiannya mesinnya untuk jenis-jenis benang yang sama dan prioritaskan untuk order-order yang berkode asal AG-E-L.
9. Menentukan tanggal mulai dan akhir dari proses untuk setiap order. 3.3.2 Penjadwalan Proses Penggintiran
1. Mengelompokkan proses menjadi 2 kelompok proses, yaitu proses untuk benang-benang ber twist tinggi (HT) dan benang-benang yang bertiwist rendah (LT).
2. Menentukan putaran mesin (Rpm) yang akan dipakai untuk setiap jenis benang. Kecepatan putran mesin maksimum yang diijinkan memakai aturan :
Untuk benang yang mempunyai twist ≥ 1200 makan Rpm = twist x 30/2. Untuk benang yang mempunyai twist < 1200 makan Rpm = twist x 40/2.
3. Menghitung kapasitas produksi per hari dari mesin yang dipakai untuk tiap jenis benang. Kapasitas produksi Proses HT,K = Rpm x Denier x 60 x 24 x 190
twist 9000000
Kapasitas produksi Proses LT,K = Rpm x Denier x 60 x 24 x 100 twist 9000000
4. Menentukan jumlah mesin untuk tiap jenis benang di tiap kelompok proses (HT & LT). 5. Menghitung waktu proses untuk tiap jenis benang
Ti = Vi Ki x Mi
6. Membuat Tabel Pemakaian Mesin RT dengan aturan-aturan :
Penentuan prioritas dengan FCFS (fist come fist service), ini berarti melanjutkan jadwal dari proses penteksturan.
Apabila dalam 1 hari pemakian keseluruhan mesin melebihi jumlah mesin yang ada maka harus ada proses yang dikurangi mesinnya atau saat mulainya proses diundur.
Apabila disuatu hari pemakaian mesin belum optimal, maka bisa ditambahkan pemakian mesin dan mengimbanginya dengan cara mengurangi pemakaian mesin di hari-hari akhir pada job tersebut.
3.3.3 Penjadwalan Proses Pemantapan Panas
1. Menentukan waktu proses untuk tiap job (jening benang) pada mesin ST (Ti)
Ti =
Vi : Volume jenis benang i yang akan diproses (=TuhLusiST) K : Kapasitas produksi per mesin per hari
2. Membuat Tabel Pemakaian Mesin ST dengan aturan :
Penentuan prioritas dengan FCFS, ini berarti meneruskan jadwal dari proses penggintiran.
Apabila dalam 1 hari pemakaian mesinnya melebihi kapasitas (3 mesin) maka harus ada yang digeser atau ditunda saat mulai prosesnya. Dalam penggeseran jadwal usahakan untuk tidak menggeser proses yang berurutan harinya, dan prioritaskan pengerjaannya order dari AG, baru E dan L.
3.3.4 Penjadwalan proses Penghanian dan proses Penganjian
1. Menentukan waktu proses tiap job (jenis benang) pada mesin (Ti) Ti =
Vi : Volume job ke i
K : Kapasitas produksi per mesin per hari
2. Menentukan saat mulainya waktu proses untuk tiap job. Untuk order (corak) yang sama, walaupun jenis benangnya berbeda usahakan waktu mulainya bersamaan atau berdekatan.
3. Membuat Tabel Pemakaian Mesin dengan waktu mulai seperti pada langkah 2 dan waktu prosesnya adalah Ti. Apabila dalam 1 hari pemakaian mesin melebihi kapasitas (4 mesin), maka saat mulai proses harus digeser. Penggeseran bisa maju atau mundur tergantung ketersediaan mesin.
3.3.5 Penjadwalan Proses Penggulungan Beam 1. Menentukan waktu proses (Ti)
Ti =
Vi : Volume job ke i K : Kapasitas 2. Menentukan mulai proses untuk tiap job.
Untuk nomor order (jenis corak) yang sama, saat mulainya dibuat bersamaan dan diambil tanggal yang paling akhir semua komponen jenis benang yang ada dalam corak tersebut.
3. Membuat Tabel Pem
4. akaian Mesin dengan menggunakan langkah 1 dan 2.
Apabila dalam 1 hari jumlah proses melebihi kapasitas mesin (4) maka harus ada yang digeser (ditunda) waktu mulainya.
4.3.6 Penjadwalan Proses Pertenunan
1. Menentukan jumlah beam untuk tiap job (order), dinyatakan sebagai Bi. Jumlah beam ini sama dengan volume order dibati dengan volume minimum tiap beamnya, sedang tiap beam volume minimumnya adalah 1000 meter.
2. Menentukan volume job per mesin (Pi) Pi = Vi Bi
3. Menentukan Kapasitas produksi per mesin untuk tiap job, dinyatakan Ki.
4. Menentukan waktu proses untuk tiap job (Ti). Ti = Pi Vi
5. Menentukan saat mulainya proses untuk tiap job dengan memperhatikan : Prioritas pengerjaan dengan FCFS (Fist come first service)
Keterbatasan jumlah mesin yang tersedia per hari.
Jumlah maksimum mesin yang bisa dipakai untuk tiap order (jumlah beam).
IV. ANALISA MODEL
Data untuk pengujian ini diambil dari permintaan produksi yang datang dalam satu bulan. Hasil akhir dari semua perhitungan dan semua langkah-langkah algoritma penjadwalan yang terbentuk tersaji dalam Tabel 5.
Penjadwalan dalam seluruh proses ini didasarkan hanya kepada komponen benang lusi, sedangkan komponen benang pakan tidak dibuat jadwalnya. Hal ini ditempuh untuk menjaga keluwesan jadwal proses, maksudnya adalah agar supaya mesin-mesin yang belum dipergunakan dapat dipakai untuk memproses benang pakan.
Tabel 5 Kebutuhan Benang Lusi
Nomor Jenis Kebutuhan Benang Lusi
1 2114041 DT.5 1818 1653 1653 1653 0 64025 9146 2 21238 TRIO 0 3559 3559 3559 0 150916 16768 3 21243 ITY 1779 1559 1559 1559 0 147199 13382 4 3306 TMY.4 2109 2033 2033 2033 0 105554 10555 5 21190 DT.5 2428 2208 2208 2208 0 87212 10902 6 93500 AUDI 2394 0 0 2394 228426 221961 21662 7 67139 SU.1 1658 1595 0 1594 81917 79598 11371 8 11252 BW.3 641 635 0 635 33581 32630 5438 9 1119531 BW.4 802 795 0 795 50880 49440 9888 9 1119531 CD 581 524 0 524 30528 29664 9888 9 1119531 CUB 0 30 0 30 10176 9888 9888 9 1119531 NYLL 50 41 0 41 10176 9888 9888 10 2119531 CUB 0 25 25 25 0 9888 9888 10 2119531 IY 1262 1217 1217 1217 0 88992 9888 10 2119531 NYLL 42 34 34 34 0 9888 9888 11 3021 MILPA 0 3463 3463 3463 0 167569 20946 12 11157 ITY 1137 996 996 996 0 68227 8528 13 21248 ITY 2516 2353 0 2353 99712 96890 16148 14 2122231 DT.7 2678 2654 0 2654 123028 119546 19924 15 2722431 MS.PT 732 725 0 725 40736 39583 5655 16 4128 WT.1 10965 9609 0 9609 0 237312 79104 17 6951761 CD 95 91 0 91 10939 10630 10630 17 6951761 CD.MS.72 141 0 0 141 10939 10630 10630
17 6951761 CUB 0 15 0 15 10939 10630 10630
17 6951761 NYLL 13 10 0 10 10939 10630 10630
17 6951761 SR.1 1245 1153 0 1153 53148 53148 10630
V. KESIMPULAN
Model penjadwalan dibuat berdasarkan karakteristik produk da proses dimana terdapat Model Perhitungan Bahan, Model Penugasan Mesin dan Model Penjadwalan.
Dari hasil pengujian dan analisis yang dilakukan boleh disimpulkan bahwa model yang berbentuk tersebut dapat dipakai dan dilaksanakan dilingkungan industri tekstil pertenunan benang filamen.
DAFTAR PUSTAKA
Belavendram, Nicolo, Quality By Design : Taguchi Techniques for Industrial Experimentation, Great Britain, Prentice Hall International, 1995.
Douglas, K (Ed), “Measurement of The Quality Characteristics of Cotton Fibers”, Uster News Bulletin : Customer Information Service, No. 38, PT Daya Indosa Pratama, 1991.
Gasperz, Vincent, Statistical Proses Control Manajemen Bisnis Total. Jakarta, PT Gramedia Pustaka Utama, 1998.
Merril, Gilbert R., Cotton Sizing, Massachusetts, The Murray Printing Company, 1955.
Mitra, Amitava, Fundamental of Quality Control and Improvement, New York, MacNillan Publish Company, 1999.
N. Sugiarto Hartanto, Shigeru watanabe, “ Teknologi Tekstil “, Edisi Ketiga, Pradnya Paramita 1993.
Ross, Philip J.,Taguchi Technique for Quality Engineering, Singapore, McGraw Hill Book Company, 1988.