PENGARUH WAKTU TAHAN
POURING
DAN DESAIN PENGECORAN
TERHADAP KARAKTERISTIK GRAFIT NODUL TWDI
Rianti Dewi Sulamet-Ariobimo1) dan Johny Wahyuadi Soedarsono2)
1)
Jurusan Teknik Mesin, Fakultas Teknologi Industri, Universitas Trisakti Email: riantiariobimo@yahoo.com
2)
Departemen Metalurgi dan Material, Fakultas Teknik, Universitas Indonesia
Abstrak
Kebutuhan akan material ringan atau light weight material menyebabkan diproduksinya besi tuang nodular dinding tipis ( TWDI - Thin Wall Ductile Iron). TWDI yang memenuhi persyaratan dapat diperoleh dengan mengatur kecepatan pendinginan melalui desain pengecoran dan menjaga kualitas logam cair. Kualitas logam cair dalam proses pembuatan besi tuang nodular baik dinding tipis maupun normal sangatlah tergantung kepada keberhasilan proses liquid treatment Penelitian ini dilakukan untuk melihat pengaruh lama waktu pouring terhadap keberhasilan proses liquid treatment dalam pembuatan plat TWDI. Keberhasilan dilihat dengan menggunakan parameter jumlah nodul dan nodularitas. Penelitian dilakukan dengan menggunakan sebuah desain pengecoran vertikal. Dalam 1 kali proses pengecoran akan dihasilkan 5 buah plat. Variasi dilakukan pada ketebalan plat yang dicor. Pada desain A ketebalan dibuat dari 5 sampai 1 mm. Sdangkan pada desain D ketebalan dibuat sama, yaitu 1 mm. Analisa dilakukan pada plat berketebalan 1 mm yang dihasilkan dari kedua desain. Sebagai pembanding digunakan juga plat berketebalan 1 mm yang terletak pada urutan ketiga dari desain D dan plat berketebalan 3 mm yang terletak pada posisi ketiga dari desain A. Kesimpulan yang dapat diambil dari penelitian ini adalah keberhasilan proses liquid treatment juga dipengaruhi oleh ketebalan dan posisi plat pada pengecoran vertikal. Selain itu ketika waktu pouring digunakan sebagai parameter, maka jumlah nodul lebih sensitive dibandingkan nodularitas.
Kata Kunci: BTN, inokulasi, nodulasi, temperatur proses, waktu proses
Pendahuluan
Penggunaan besi tuang nodular dinding tipis, thin wall ductile iron – TWDI, berkembang sejalan dengan bertambahnya kebutuhan akan material ringan, light weight material, yang memenuhi persyaratan dari suatu desain komponen. Pada dasarnya besi tuang nodular atau FCD memang bukan merupakan material ringan (FTJ, 2004), tetapi dengan fleksibilitas design yang dimilikinya FCD dapat bersaing dengan aluminium untuk masalah berat. Terlebih lagi pada saat FCD dibuat menjadi TWDI, maka dari segi berat maupun sifat TWDI jelas menjadi lebih unggul. Selain desain pengecoran, cara lain untuk memperoleh TWDI yang memenuhi persyaratan adalah kualitas logam cair. Kualitas logam cair sangat bergantung kepada bahan baku dan keberhasilan proses liquid treatment.
Penelitian ini dilakukan untuk melihat pengaruh waktu tunggu proses pouring terhadap keberhasilah proses liquid treatment dari plat TWDI. Keberhasilan proses liquid treatment dilihat sebagai fungsi dari jumlah nodul dan nodularitas. Penelitian ini juga bertujuan untuk melihat pengaruh desain terhadap proses liquid treatment dalam proses pembuatan plat TWDI
Studi Pustaka
Proses liquid treatment adalah proses penambahan unsur aditif tertentu ke dalam logam cair yang bertujuan untuk memperbaiki struktur ataupun sifat dari logam yang akan dihasilkan (Sulamet, 1995; Soedarsono, 2011). Pada proses liquid treatment unsur-unsur aditif yang ditambahkan ke dalam logam cair tidak akan larut dan tinggal dalam komposisi logam. Keberhasilan proses liquid treatment sangat bergantung temperatur dan waktu. Pembuatan besi tuang nodular menggunakan 2 proses liquid treatment, yaitu: inokulasi dan nodulasi.
pembuatan besi tuang nodular, proses ini dapat dilakukan sebelum dan sesudah proses nodulasi, (Olsen, 2004).
Nodulasi adalah proses penambahan unsur cerium (Ce) atau magnesium (Mg) ke dalam logam cair yang bertujuan untuk membuat agar grafit yang terbentuk mempunyai bentuk nodular. Proses nodulasi adalah proses modifikasi struktur solidifikasi sehingga phasa grafit akan berpresipitasi dan tumbuh dalam bentuk spherical, (Dowson, 1976). Unsur Mg akan menyebabkan bidang basal memiliki kecepatan pertumbuhan yang tinggi sehingga grafit yang terbentuk adalah grafit nodular (Olsen, 2004). Selain unsur-unsur pengaktif permukaan, beberapa hal yang harus diperhatikan berkaitan dengan keberhasilan proses nodulasi adalah: temperatur tapping, cara
tapping, peletakan nodulan, terak, desain ladle, waktu pouring
dan inokulasi (Olsen, 2004).
Unsur Mg lebih banyak digunakan sebagai nodulan karena lebih murah dari unsur Ce.
Gambar 1. : Grafik Kecepatan Pendinginan untuk Grafit Serpih dan Nodul (Dowson, 1976)
Gambar 2.: Grafik Waktu Efektif Proses Inokulasi dengan Jumlah Nodul dari Beberapa Inokulan (Fuller, 1991)
Seperti sudah disampaikan sebelumnya, unsur-unsur aditif yang digunakan dalam proses inokulasi dan nodulasi tidak menetap dalam logam cair (Skalad, 1996; Dowson, 1976; Fuller, 1991). Unsur-unsur tersebut akan meninggalkan logam cair setelah temperatur dan waktu efektifnya terlewati. Kondisi menghilangnya efek inokulasi dikenal dengan istilah fading atau fade
(Fuller, 1991). Fading sangat bervariasi dan ditentukan oleh jenis inokulan yang digunakan dan komposisi kimia (Fuller, 1991). Gundlach dalam Huerta dan Popovski menyatakan bahwa fade
dalam besi tuang nodular diartikan sebagai hilangnya nodularitas terhadap waktu (Huerta, 2005). Konsep fade dalam besi tuang nodular mencakup menghilangnya efektivitas nodulan dan inokulan (Huerta, 2005). Hilangnya efektivitas nodulan akan berakibat grafit yang terbentuk adalah grafit
compacted atau bahkan grafit serpih. Secara umum efek inokulasi akan menghilang sampai setengahnya setelah 5 sampai 7 detik, (Lerner, 1999). Dalam besi tuang nodular, efek fading
berkurang dengan kehadiran Ce. Pada Gambar 2 terlihat hubungan antara efek inokulasi dengan jumlah nodul dari beberapa inokulan. Hasil penelitian yang dilakukan oleh Huerta dan Popovski menemukan bahwa fading dalam besi tuang nodular akan terjadi setelah 6 menit pertama (Huerta, 2005).
Metodologi Penelitian
A D
Gambar 3. : Desain Pengecoran Gambar 4. : Posisi Sampel
Pengujian komposisi kimia menggunakan spektrometri. Logam cair sampel diambil sebelum dan sesudah dilakukan proses liquid treatment. Pengamatan struktur mikro dilakukan mengikuti JIS G5502. Etsa dilakukan dengan menggunakan nitral. Pengambilan sampel untuk pengamatan metallografi dilakukan pada 6 daerah seperti terlihat pada Gambar 4. Indentifikasi struktur mikro dilakukan dengan mengacu pada ASM. Analisa kuantitatif terhadap struktur mikro dilakukan menggunakan program NIS Element Br 3.1 dengan lisensi yang dimiliki oleh Laboratorium Metalurgi Fisik, Jurusan Teknik Mesin, Fakultas Teknologi Industri, Universitas Trisakti.
Hasil dan Pembahasan
Komposisi kimia TWDI yang digunakan pada penelitian ini dapat dilihat pada Tabel 1.
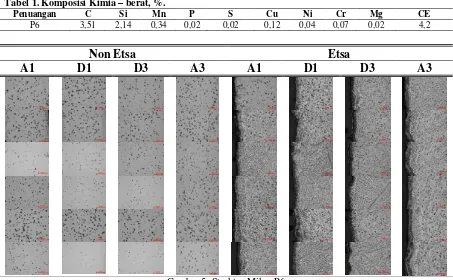
Tabel 1. Komposisi Kimia – berat, %.
Penuangan C Si Mn P S Cu Ni Cr Mg CE
P6 3,51 2,14 0,34 0,02 0,02 0,12 0,04 0,07 0,02 4,2
Non Etsa
Etsa
A1
D1
D3
A3
A1
D1
D3
A3
Gambar 5. Struktur Mikro P6
1998). Dengan demikian kadar silikon yang rendah akan dikompensasikan dengan kadar tembaga yang cukup tinggi.
Secara kualitatif sebelum dilakukan proses etsa terlihat bahwa struktur mikro yang dihasilkan adalah grafit nodular. Grafit nodular yang dihasilkan cenderung memiliki nodularitas yang rendah dan jumlah nodulnya pun terlihat jauh lebih sedikit jika dibandingkan dengan hasil penelitian lainnya. Diameter nodul pun terlihat sangat heterogen. Terlihat adanya perbedaan kondisi grafit nodul pada setiap daerah sampel. Ada daerah sampel yang memiliki jumlah nodul yang sangat sedikit. Hal ini tidak ditemukan pada penelitian sebelumnya (Soedarsono, 2011; Soedarsono, 2011; Suharno, 2011; Soedarsono, 2012; Sulamet-Ariobimo, 2011) Walaupun demikian terlihat pola yang sama untuk plat A maupun D. Setelah dilakukan proses etsa terlihat bahwa matriks yang terbentuk adalah ferit tetapi mengandung karbida (Goodrich, 1998) untuk posisi tertentu dan juga terlihat terbentuknya gabungan antara grafit nodular dengan lamelar (Ecob, 2005). Ditemukan pola yang sama seperti pada kondisi non etsa dari kondisi matriks yang terbentuk. Lapisan kulit juga terbentuk tetapi tidak setebal penelitian sebelumnya (Soedarsono, 2011; Soedarsono, 2011; Suharno, 2011; Soedarsono, 2012; Sulamet-Ariobimo, 2011).
Plat dengan ketebalan 1 mm yang dihasilkan oleh desain A dibandingkan dengan desain D maka akan dapat dilihat pengaruh kecepatan pengisian yang menjadi salah satu parameter dalam keberhasilan proses liquid treatment terutama nodulasi (Goodrich, 2011). Desain A akan mempunyai waktu pengisian cetakan yang lebih lama jika dibandingkan dengan desain D karena pada desain A ketebalan setiap plat berbeda ( 1, 2, 3, 4, dan 5 mm). Sedangkan pada desain D semua ketebalan plat sama (1 mm). Hasil pengamatan terhadap waktu pouring
membuktikan hal
ini. Waktu
pouring
yang dibutuhkan desain A adalah 9 detik, sedangkan untuk desain D
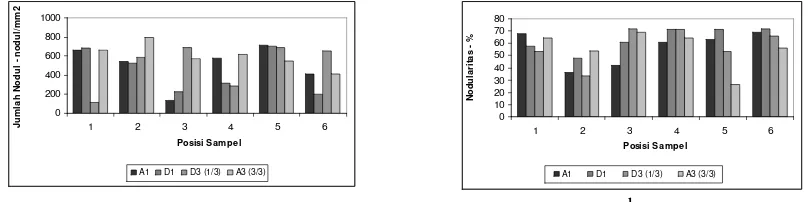
Gambar 6. Karakteristik Grafit Berdasarkan Posisi Sampel - a. Jumlah Nodul; b. Nodularitas
Melihat pada kecepatan dan temperatur pouring maka dapat diperkirakan bahwa plat D1 akan memberikan jumlah nodul dan nodularitas yang lebih tinggi dari plat A1. Analisa kuantitatif yang dilakukan, Gambar 6 dan Gambar 7, menunjukan bahwa jumlah nodul rata-rata pada plat yang dihasilkan oleh A1 lebih tinggi 14% dari D1, tetapi nodularitas D1 lebih tinggi 12% dari A1. Hasil ini mendukung pendapat Gundlach dalam Huerta dan Popovski (Huerta, 2005).
0
Posisi 1 Posisi 2 Posisi 3 Posisi 4 Posisi 5 Posisi 6 Rata-rata
a b
Gambar 7. Karakteristik Grafit Berdasarkan Jenis Plat - a. Jumlah Nodul; b. Nodularitas
Ketika analisa dilakukan terhadap jenis dari masing-masing plat, maka terlihat bahwa untuk jumlah nodul tidak terlihat adanya kesamaan jumlah nodul diantara semua posisi sampel. Hasil ini mendukung hasil analisa kualitatif yang disampaikan sebelumnya. Selisih jumlah nodul terbesar adalah 513% yang terjadi pada plat D3. Sedangkan selisih terkecil ada pada A3 dengan 94%. Ketika dilihat terhadap rata-rata maka selisih jumlah nodul terbesar juga pada D3 dengan 78%, sedangkan yang terkecil adalah juga A3 dengan 32%. Analisa terhadap nodularitas menunjukan bahwa masih terlihat kesamaan nodularitas pada beberapa posisi. Selisih terbesar nodularitas pada 1 jenis plat adalah 165% terjadi pada A3 . Sedangkan selisih tekecil terjadi pada D1 dengan 50%. Kesamaan terbanyak ditemukan juga pada D1 dengan kesamaan sampai 50%. Terhadap rata-rata, selisih terbesar adalah 54% pada A3 . Sedangkan selisih terkecil pada D1 sebesar 25%.
Jumlah nodul rata-rata tertinggi untuk ketebalan 1 mm terjadi pada plat A1, sedangkan nodularitas pada D1. Terhadap keseluruhan jenis plat, jumlah nodul rata-rata tertinggi ada pada A3 tetapi nodularitas tetap pada D1. Secara umum, jika dibandingkan dengan penelitian-penelitian sebelumnya maka jumlah nodul yang dicapai pada penelitian ini untuk ketebalan 1 mm rendah. Pada penelitian-penelitian terdahulu, untuk plat dengan ketebalan 1 mm jumlah nodul yang diperoleh berada si atas 1000 nodul/mm2. Demikian juga halnya dengan nodularitas. Nodularitas pada penelitian ini untuk ketebalan 1 mm cenderung rendah.
Kesimpulan
Melihat hasil-hasil yang diperoleh terlihat bahwa keberhasilan proses liquid treatment pada pengecoran vertikal selain ditentukan oleh: ada tidaknya waktu tunggu [3], temperatur pouring, dan waktu pouring juga ditentukan oleh ketebalan dan posisi plat. Kegagalan proses liquid treatment
mengganggu homogenitas dari grafit yang terbentuk. Jumlah nodul memiliki sensitivitas tinggi terhadap waktu pouring jika dibandingkan dengan nodularitas. Tetapi efek fading lebih terlihat pada nodularitas. Pada penelitian ini terlihat bahwa kondisi terhomogen diperoleh plat D1, yaitu plat dengan ketebalan 1 mm yang terletak paling dekat dengan saluran masuk.
Ucapan Terima Kasih
Penulis mengucapkan terima kasih kepada Kementerian Pendidikan Nasional Republik Indonesia atas pemberian hibah penelitian dengan No.346/SP2H/PP/DP2M/VI/2009. Penulis juga menyampaikan terima kasih sebesar-besarnya kepada PT. Geteka Founindo yang telah mengijinkan penulis untuk melakukan penelitian pada divisi foundry.
Daftar Pustaka
Anonymous, 2004, ADI Solution Aid Vechile Design, Transport, FTJ, Maret, 54.
Fuller, A. G., 1991, Mechanisms and Effects of Inoculation, BCIRA Technology, Maret, 2.
Goodrich, G. M., 1998, Explaining The Peculiar: Cast Iron Anomalies and Their Causes, Modern Casting, April, 40.
Huerta, E. dan V. Popovski, 2005, A Study of Hold Time, Fade Effect and Microstructure in Ductile Iron, Proceeding of the AFS Cast Iron Inoculation Conference, September.
Lerner, Y. S. dan M. V. Riabov, 1999, Iron Inoculation: An Overview of Methods, Modern Casting, 6(89), July, 37.
Mullins, J. D., 2006, The Most Important Part of Ductile Iron Production – Inoculation, Sorelmetal, Rio Tinto Iron and Titanium Inc.
Skalad, T., 1996, Developments in Cast Iron Metallurgical Treatments, Elkem, Norwegia. 1-29.
Soedarsono, J. W., B. Suharno, dan R D. Sulamet-Ariobimo, 2011, Pengaruh Waktu Tahan
Pouring Terhadap Struktur Mikro Plat Tipis Besi Tuang Nodular, Proceeding Seminar Nasional Hasil Penelitian dan Pengabdian Kepada Masyarakat (SNP2M), TK-71.
Soedarsono, J. W., T. P. Soemardi, B. Suharno, ddan R. D. Sulamet Ariobimo,2011, Effects of Carbon Equivalent on The Microstructures of Thin Wall Ductile Iron, Journal of Material Science and Engineering, ISSN 1934-8969 USA, Vol. 5 No. 3, 266.
Soedarsono, J. W. dan R. D. Sulamet-Ariobimo, 2012, Effect of Casting Design to Microstructure and Mechanical Properties of 1 mm TWDI Plate, Applied Mechanics and Materials, Vols. 110-116, 3301.
Suharno, B., J. W. Soedarsono, T. P. Soemardi, dan R. D. Sulamet-Ariobimo, 2011, The Effects of Plates Position in Vertical Casting Producing Thin Wall Ductile Iron, Advance Material Research QIR 12, Vol. 277, 66.
Sulamet, R. D., 1995 Teknologi Perlakuan Besi Tuang Cair dan Austemper Besi Tuang Nodular dalam Fluidised Bed Furnace, Skripsi, Jurusan Teknik Mesin, FTI, Usakti.
Sulamet-Ariobimo, R. D., J. W. Soedarsono dan B. Suharno, 2011, Pengaruh Waktu Tahan Pouring terhadap Struktur Mikro Plat TWDI 1 mm, Proceeding Seminar Nasional AVoER ke 3, Palembang, Indonesia: Fakultas Teknik Universitas Sriwijaya.
Olsen, S. O. dan C. Hartung, 2004, Recovery of Magnesium in a Ductile Iron, Elkem, Norwegia.