commit to user
STUDI PENAMBAHAN BENTONIT PADA PASIR CETAK BASAH
TERHADAP PERMEABILITAS DAN KEKUATAN TEKAN
SKRIPSI
Oleh:
GEMILANG TEGAR KUSUMA
NIM. K2508010
FAKULAS KEGURUAN DAN ILMU PENDIDIKAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user ii
PERNYATAAN KEASLIAN TULISAN
Saya yang bertanda tangan di bawah ini
Nama : Gemilang Tegar Kusuma
NIM : K 2508010
Jurusan/Program Studi : JPTK/Pendidikan Teknik Mesin
Menyatakan bahwa skripsi saya yang berjudul “PENGARUH VARIASI CAMPURAN BENTONIT PADA PASIR CETAK BASAH TERHADAP PERMEABILITAS DAN KEKUATAN TEKAN” ini benar-benar merupakan hasil karya saya sendiri. Selain itu, sumber informasi yang dikutip dari penulis
lain telah disebutkan dalam teks dan dicantumkan dalam daftar pustaka.
Apabila pada kemudian hari terbukti atau dapat dibuktikan skripsi ini hasil
commit to user iii
PENGARUH VARIASI CAMPURAN BENTONIT PADA PASIR CETAK
BASAH TERHADAP PERMEABILITAS DAN KEKUATAN TEKAN
Oleh:
GEMILANG TEGAR KUSUMA
K 2508010
Skripsi
diajukan untuk memenuhi salah satu persyaratan mendapatkan gelar
Sarjana Pendidikan Program Pendidikan Teknik Mesin
Jurusan Pendidikan Teknik Kejuruan
FAKULTAS KEGURUAN DAN ILMU PENDIDIKAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user iv PERSETUJUAN
Skripsi ini disetujui untuk dipertahankan di hadapan Tim Penguji Skripsi
commit to user v PENGESAHAN
Skripsi ini telah dipertahankan dihadapan Tim Penguji Skripsi Fakultas
Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta dan diterima
untuk memperoleh persyaratan gelar Sarjana Pendidikan.
commit to user vi ABSTRAK
Gemilang Tegar Kusuma. STUDI PENAMBAHAN BENTONIT PADA PASIR CETAK BASAH TERHADAP PERMEABILITAS DAN KEKUATAN TEKAN. Skripsi, Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta. Juli 2012.
Tujuan penelitian ini adalah untuk mengetahui bahwa variasi penambahan bentonit sebesar 0 gr, 30 gr, 50 gr dan 70 gr, pada pasir cetak basah dapat menyebabkan perbedaan kemampuan alir gas (permeabilitas) dan kekuatan tekan dengan menggunakan bahan campuran pasir (80% pasir kali dan 20% pasir silika). Penelitian ini juga untuk mengetahui variasi penambahan bentonit pada masing-masing sampel penelitian yang menyebabkan permeabilitas dan kekuatan tekan dapat optimal.
Sampel pada penelitian ini menggunakan standart SNI 15-0312-1989 yang mempunyai diameter 50 mm dan tinggi 50 mm. Data diperoleh dengan cara mengukur besarnya nilai permeabilitas dengan alat Permeability Tester, sedangkan nilai kekuatan tekan diukur dengan Universal Strength Machine. Faktor lain yang kemungkinan mempengaruhi hasil pengukuran dikontrol atau dikendalikan. Metode penelitian ini menggunakan metode eksperimen.
Hasil penelitian menunjukan bahwa ada perbedaan antara variasi penambahan bentonit pada pasir cetak basah terhadap kemampuan alir gas (permeabilitas) dan kekuatan tekan. Campuran bentonit pada pasir cetak yang paling optimal digunakan untuk cetakan pengecoran besi cor kelabu pada masing-masing sampel penelitian adalah pada campuran penambahan bentonit 50 gr menghasilkan permeabilitas 104,67 cm3/menit dan kekuatan tekan 61,87 KN/m2.
commit to user vii ABSTRACT
Gemilang Tegar Kusuma. THE STUDY ADDITION OF BENTONITE ON
WET MOLD SAND TOWARD PERMEABILITY AND COMPRESSIVE STRENGTH. Skripsi, Teacher training and Education Faculty of Sebelas Maret University of Surakarta. July 2012.
The purpose of the study is to know the influence of additionvariation of bentonite content mixture in the amount of 0 gr, 30 gr, 50 gr and 70 gr of wet mold sand can produce difference of gas flow potential (permeability) and compressive strength with sand mixture materials (80% river sand and 20% silica sand). The study is also to know variation of the addition bentonite content from each the study sample that are produce optimum permeability and compressive strength.
The samples in this study use SNI 15-0312-1989 which have a diameter of 50 mm and height 50 mm. Data is obtained by measuring rate of permeability
by using Permeability Tester, meanwhile value of compressive strength is measured by using Universal Strength Machine. Other factors that are likely affecting results of measurement are controlled. The study use experiment method.
The results of the study indicated that there was difference between variety of bentonite addition of wet mold sand toward gas flow potential (permeability) and compressive strength. Optimum mixture the addition of bentonite of wet mold sand from each sample of the experiment was: 50 gr the addition of bentonite produces permeability 104,67 cm3/menit and compressive strength 61,87 KN/m2.
commit to user viii MOTTO
“Dalam kerendahan hati ada ketinggian budi. Dalam kemiskinan harta ada kekayaan
jiwa. Dalam kesempitan hidup ada kekuasaan ilmu.”
“Dengan latihan yang ketat Ku lampaui dinding diriku Sambut hari ini Tirai kesempatan pun terbuka”
“Hidup adalah sebuah proses pembelajaran, ada kesulitan dibalik kemudahan, ada kegagalan dibalik keberhasilan…Setiap kejadian ada makna yang menjadikan kedewasaan menjadi terasah, dengan ketulusan akan keterbatasan doa menjadi penyempurna sebuah usaha…maka gagal, sukses, sedih, dan senang menjadi takdir
yang indah untuk menggapai derajad mapan dalam hidup
“Hidup yang berguna adalah hidup yang ketika petang membawa suluh untuk menghadapi malam yang akan sampai.”
“Penderitaan memang selalu hadir dalam kehidupan kita, tidak berarti hidup adalah menderita atau hidup adalah untuk penderitaan. namun "Hidup adalah Berjuang
commit to user ix PERSEMBAHAN
Teriring syukurku pada-Mu, kupersembahkan karya ini untuk:
“Papa dan Mama”
Pengorbanan dan perjuangan yang tak terbatas, cinta kasih dan sayang yang tak
terlampaui, doamu yang tak pernah kunjung putus. Semuanya membuatku bangga
memiliki kalian. Membantuku menyongsong masa depan yang bersinar gemilang.
“Kakak dan adikku”
Terimakasih atas semangat dan perhatian yang kalian berikan sehingga membuatku
selalu tegar dalam menghadapi rintangan, membantu melalui banyak cobaan.
“Keluarga”
Terimakasih atas doa, dan semangat yang kalian limpahkan padaku walau kalian berada
jauh disana.
“Penyemangat dan harapan”
Selalu menopang saat ku jatuh, membantuku menatap indahnya dunia, menemaniku
melewati liku-liku hidup yang tajam.
“Sahabat Poker”
Memberikan warna yang berbeda setiap harinya, menghadapi kerasnya hidup dengan
senyuman.
“Teman PTM 2008”
Melewati 4 tahun ini tanpa kalian bukanlah apa-apa. Semua penuh makna bila
commit to user x “Dosen-Dosen PTM”
Terimakasih pada dosen semua yang telah memberikan pelajaran yang berarti dan
membimbing saya selama ini.
“Almamaterku”
Tempat kutuju segala angan dan harapan, tempat kupadu cita-cita dan impianku,
tempat kupacu setiap langkah yang berarti.
Membuatku bangga mengenakanmu
Hari terus berganti
Banyak yang telah terjadi
Kiniku kian pasti
Segala kan ku raih
commit to user xi KATA PENGANTAR
Segala puji hanya bagi Allah SWT yang telah memberikan kepada kita
nikmat, taufiq, rahmat, hidayah serta inayah-Nya, sehingga penulis dapat
menyelesaikan skripsi ini yang berjudul “PENGARUH VARIASI CAMPURAN
BENTONIT PADA PASIR CETAK BASAH TERHADAP
PERMEABILITAS DAN KEKUATAN TEKAN”.
Penulis menyadari bahwa dalam penyusunan skripsi ini banyak
menghadapi hambatan dan kesulitan. Namun dengan bantuan dari berbagai pihak
hambatan dan kesulitan tersebut dapat teratasi. Oleh karena itu, penulis
mengucapkan banyak terima kasih kepada semua pihak yang telah membantu dan
memberi dukungan moral, maupun spiritual kepada penulis, antara lain :
1. ALLAH SWT atas segala kenikmatan dan karunia yang telah diberikan.
2. Dekan Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret
Surakarta
3. Bapak Drs. Sutrisno, S.T., M.Pd. selaku Ketua Jurusan Pendidikan Teknik
dan Kejuruan Universitas Sebelas Maret Surakarta.
4. Bapak Yuyun Estriyanto, S.T, M.T, selaku Ketua Program Studi Pendidikan
Teknik Mesin Universitas Sebelas Maret Surakarta.
5. Bapak Drs. Suwachid, M. Pd., M.T, selaku Pembimbing Akademik Studi
Pendidikan Teknik Mesin Universitas Sebelas Maret Surakarta.
6. Bapak Budi Harjanto S.T, M. Eng, selaku Koordinator Skripsi Pendidikan
Teknik Mesin Universitas Sebelas Maret Surakarta, sekaligus sebagai dosen
pembimbing I, yang telah membimbing dan mengarahkan penulis dalam
menyusun skripsi.
7. Bapak Herman Saputro, S.Pd., M.T, M.Pd selaku dosen pembimbing II, yang
telah membimbing dan mengarahkan penulis dalam menyusun skripsi.
8. Segenap dosen Program Studi Pendidikan Teknik Mesin yang telah bersedia
dengan ikhlas berbagi ilmu dengan penulis.
commit to user xii
10. Papa, mama dan keluarga tercinta, yang telah memberikan kasih sayang,
semangat, dan dukungan yang tiada hentinya.
11. Teman-teman seperjuangan di Program Studi Pendidikan Teknik Mesin,
mahasiswa PTM 2008 yang telah memberikan kontribusi dalam
menyelesaikan skripsi ini.
12. Kepada seluruh pihak yang telah memberikan bantuan moral dan spiritual
hingga terselesaikannya skripsi ini.
Penulis menyadari bahwa penulisan skripsi ini masih banyak kekurangan
dan jauh dari sempurna. Untuk itu kritik maupun saran yang sifatnya membangun
demi kebaikan skripsi ini sangat penulis harapkan.
Akhir kata penulis berharap bahwa skripsi ini dapat bermanfaat bagi
setiap orang yang membaca dan merupakan suatu referensi yang dapat
dipertimbangkan. Semoga Allah SWT senantiasa memberikan berkah maghfirah
commit to user xiv
e. Kekuatan Tekan ... 25
f. Cacat-cacat Coran ... 27
2. Penelitian yang Relevan ... 31
B. Kerangka Berfikir ... 32
1. Kerangka Berfikir ... 32
2. Hipotesis ... 32
BAB III METODOLOGI PENELITIAN A. Tempat dan Waktu Penelitian ... 34
B. Desain Penelitian ... 35
C. Populasi dan Sampel ... 36
D. Teknik Pengambilan Sampel ... 36
E. Pengumpulan Data ... 36
F. Teknik Analisis Data ... 42
G. Prosedur Penelitian ... 43
BAB IV HASIL PENELITIAN DAN PEMBAHASAN A. Deskripsi Data ... 48
B. Pembahasan Hasil Penelitian ... 50
BAB V KESIMPULAN, IMPLIKASI, DAN SARAN A. Simpulan Penelitian ... 54
B. Implikasi ... 54
C. Saran ... 55
DAFTAR PUSTAKA ... 56
commit to user xv DAFTAR TABEL
Tabel 2.1. Perbandingan bentonit tipe sodium dan kalsium ... 21
Tabel 3.1. Komposisi masing-masing tipe ... 45
Tabel 4.1. Hasil pengukuran permeabilitas dan kekuatan tekan Tipe A ... 48
Tabel 4.2. Hasil pengukuran permeabilitas dan kekuatan tekan Tipe B ... 49
Tabel 4.3. Hasil pengukuran permeabilitas dan kekuatan tekan Tipe C ... 49
Tabel 4.4. Hasil pengukuran permeabilitas dan kekuatan tekan Tipe D ... 49
commit to user xvi DAFTAR GAMBAR
Gambar 2.1. Diagram alir proses pengecoran dengan cetakan pasir ... 5
Gambar 2.2. Proses pengecoran secara umum ... 6
Gambar 2.3. Contoh pola ... 9
Gambar 2.4. Contoh inti cetakan pada telapak inti bertumpu dua mendatar .. 10
Gambar 2.5. Sistem saluran pada cetakan ... 12
Gambar 3.9. Bentuk dan ukuran Spesimen Pasir cetak Basah ... 46
Gambar 4.1. Grafik pengaruh variasi bentonit terhadap permeabilitas ... 51
commit to user xvii DAFTAR LAMPIRAN
1. Pengajuan Judul Skripsi ... 58
2. Permohonan Ijin Menyusun Skripsi ... 59
3. Ijin Penyusunan Skripsi ... 60
4. Permohonan Ijin Research ... 61
5. Daftar Peserta Seminar ... 63
6. Laporan Pengujian ... 65
7. Persyaratan Fisik Pasir Cetak ... 69
commit to user
1 BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Kemajuan di bidang teknologi dewasa ini tidak sepenuhnya berbanding
lurus dengan perkembangan dunia industri. Terbukti tidak sedikit industri-industri
yang masih ketinggalan di bidang teknologi, hal ini terjadi dikarenakan masih
terbatasnya sumber daya yang dimiliki oleh industri-industri di Indonesia.
Khususnya pada bidang teknologi pengecoran, yang masih memerlukan
pembinaan yang lebih terarah terutama dalam rangka meningkatkan kemampuan
produksi serta kualitas dari hasil produksi dalam memproduksi benda-benda
coran. Proses pembuatan coran dapat dilakukan dengan berbagai macam cetakan,
diantaranya yaitu: cetakan pasir basah (green sand molds), cetakan lempung
(loam molds), cetakan kulit kering (skin driend molds), cetakan furan (furan
molds), cetakan CO2, cetakan logam, dan cetakan khusus (yang dibuat dari
plastik, karet, plaster, kertas). Pada industri kecil pengecoran logam pada
umumnya lebih memilih menggunakan cetakan pasir basah dalam proses
pembuatan coran karena mudah didapat serta biayanya yang cenderung murah
dibandingkan dengan cetakan yang lainnya. Cetakan pasir basah terbuat dari pasir,
bahan pengikat tanah lempung, kemudian ditambah dengan air serta bahan
tambah kemudian diaduk menjadi satu dan membentuk adonan cetakan pasir
basah.
Pada proses pembuatan coran dengan menggunakan cetakan pasir basah
masih sering terjadi cacat-cacat yang tidak diinginkan pada hasil coran, seperti
kekasaran permukaan coran, penetrasi logam cair kedalam cetakan, gelembung
gas, rongga penyusutan, rontokan cetakan dan inklusi terak.
Timbulnya cacat-cacat tersebut dipengaruhi oleh kemampuan alir gas
(permeabilitas) dan kekuatan cetakan yang kurang baik, hal itu bisa disebabkan
karena campuran bahan pengikat pada pasir cetak basah yang kurang ataupun
kadarnya yang berlebihan. Bahan pengikat dalam hal ini adalah bentonit.
commit to user
sehingga pengaturan campuran bahan pengikat pada kandungan pasir cetak
khususnya pasir cetak basah adalah faktor yang sangat penting. Penambahan
bentonit akan menguatkan ikatan cetakan dalam pasir cetak tersebut, sehingga
meningkatkan kekuatan tekan pasir, namun akan disertai juga dengan penurunan
permeabilitas cetakan. Hal ini dikarenakan ruangan antara butir-butir pasir
ditempati oleh bentonit yang kelebihan air sehingga kemampuan alir gasnya sulit
untuk keluar. Sebaliknya, penambahan bentonit yang kurang dari kadarnya, tidak
akan memberikan kekuatan ikatan yang baik dalam pasir cetak tersebut.
Dengan demikian secara langsung campuran bentonit pada pasir cetak
basah akan mempengaruhi permeabilitas dan kekuatan tekan. Dengan campuran
variasi kadar bentonit yang berbeda pada pasir cetak basah akan juga berbeda
permeabilitas dan kekuatan tekan. Dalam penelitian ini, peneliti mencoba untuk
melakukan eksperimen “ STUDI PENAMBAHAN BENTONIT PADA PASIR
CETAK BASAH TERHADAP PERMEABILITAS DAN KEKUATAN
TEKAN”.
B. Identifikasi Masalah
Berdasarkan uraian pada latar belakang masalah diatas, maka identifikasi
masalah dalam penelitian ini adalah:
1. Proses pembuatan coran dengan menggunakan cetakan pasir basah masih
sering terjadi cacat-cacat yang tidak diinginkan.
2. Timbulnya cacat-cacat pada hasil coran dipengaruhi permeabilitas dan
kekuatan tekan yang kurang baik.
3. Campuran bahan pengikat akan merubah sifat dari campuran pasir cetak.
4. Kualitas pasir cetak dipengaruhi oleh permeabilitas.
5. Kualitas pasir cetak dipengaruhi oleh kekuatan tekan.
C. Pembatasan Masalah
Agar pembahasan masalah tidak meluas, maka dari latar belakang
masalah dan identifikasi masalah di atas dapat dibuat batasan masalah sebagai
commit to user
3
1. Bentonit sebagai pengikat campuran pasir.
2. Spesimen penelitian adalah pasir cetak.
3. Permeabilitas pasir cetak.
4. Kekuatan tekan pasir cetak.
D. Perumusan Masalah
Berdasarkan permasalahan yang telah dikemukakan, maka permasalahan
dalam penelitian ini dapat dirumuskan sebagai berikut:
1. Adakah pengaruh variasi bentonit pada pasir cetak basah terhadap
permeabilitas?
2. Adakah pengaruh variasi bentonit pada pasir cetak basah terhadap kekuatan
tekan?
E. Tujuan Penelitian
Berdasarkan perumusan masalah, tujuan yang hendak dicapai dalam
penelitian ini adalah sebagai berikut:
1. Mengetahui pengaruh variasi bentonit pada pasir cetak basah terhadap
permeabilitas.
2. Mengetahui pengaruh variasi bentonit pada pasir cetak basah terhadap
kekuatan tekan.
F. Manfaat Penelitian
Hasil dari penelitian ini diharapkan dapat memberikan manfaat sebagai
berikut:
1. Manfaat Teoritis
a. Hasil penelitian ini diharapkan dapat mengetahui campuran bentonit
yang dapat menyebabkan permeabilitas dan kekuatan tekan yang optimal
pada pasir cetak basah.
b. Hasil penelitian ini diharapkan dapat dijadikan sebagai dasar teoritis
commit to user
2. Manfaat Praktis
Memberikan informasi kepada masyarakat khususnya industri
pengecoran logam bahwa dengan merubah variasi campuran pada bahan
pengikat bentonit dapat merubah permeabilitas dan kekuatan tekan pada
commit to user
5 BAB II
LANDASAN TEORI
A. Tinjauan Pustaka dan Hasil Penelitian yang Relevan
1. Kajian Teori
a. Proses Pengecoran
Proses pengecoran merupakan cara pembentukan logam dengan
mencairkan logam agar dapat dituang ke dalam cetakan yang mempunyai
bentuk yang diinginkan kemudian dibiarkan hingga menjadi padat. Proses
pengecoran sebagai salah satu teknik pembuatan produk dimana logam
dicairkan dalam tungku peleburan kemudian dituangkan ke dalam rongga
cetakan yang serupa dengan bentuk asli dari produk cor yang akan dibuat.
Sebagai suatu proses manufaktur yang menggunakan logam cair dan
cetakan, pengecoran digunakan untuk menghasilkan bentuk akhir produk
jadi. Proses pengecoran cetakan pasir yang sering dilakukan di industri
pengecoran pada umumnya dapat dilihat pada Gambar 2.1 dibawah ini.
commit to user
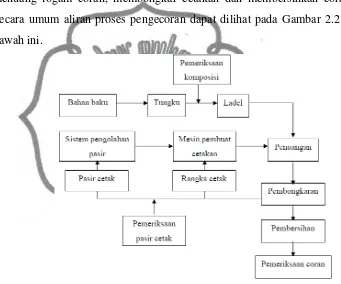
Ada berbagai macam cara pengecoran sesuai dengan kebutuhan.
Pengecoran cetakan pasir merupakan jenis pengecoran yang sering
digunakan karena dinilai lebih ekonomis walaupun kurang efisien dan
efektif. Pada proses ini cairan logam dituang ke dalam rongga cetakan
yang terbuat dari campuran pasir dan pengikat. Untuk membuat coran
harus dilakukan proses-proses seperti: membuat cetakan, pencairan logam,
menuang logam coran, membongkar cetakan dan membersihkan coran.
Secara umum aliran proses pengecoran dapat dilihat pada Gambar 2.2 di
bawah ini.
Gambar 2.2. Proses pengecoran secara umum
Pada proses pengecoran (pembuatan coran) meliputi beberapa
tahap yaitu:
1) Pembuatan Cetakan
Pembuatan cetakan merupakan bagian yang sangat penting dalam
proses pengecoran logam. Pembuatan cetakan diartikan sebagai suatu
kegiatan untuk mendapatkan rongga cetak yang siap diisi dengan
commit to user
7
kelompok utama, yaitu kelompok cetakan permanen dan cetakan
sekali pakai atau sering dikenal expendable-mold.
a) Cetakan sekali pakai
Cetakan sekali pakai atau expendable-mold terdiri dari berbagai
jenis, yaitu:
(1) Cetakan pasir
(2) Cetakan kulit (shell molding)
(3) Cetakan vakum (V-process)
(4) Investment casting
Jenis cetakan pasir adalah yang paling banyak digunakan sebagai
pengecoran logam karena memiliki keuntungan antara lain harga
produksi relative murah, dapat digunakan secara berulang,
komposisi campuran pasir dapat disesuaikan. Namun cetakan ini
juga memiliki kerugian antara lain tidak dapat membuat produk
presisi, permukaan coran kasar, banyak meyebabkan kagagalan
produk, dan produktifitas relative rendah.
b) Cetakan permanen
Cetakan permanen ini secara proses pengecorannya hampir sama,
tetapi proses pengecoran dengan cetakan permanen, cetakan yang
digunakan dapat digunakan secara continue tidak seperti pada
cetakan expendable yang harus mengorbankan cetakan dengan
merusaknya untuk mengambil produk cor yang dihasilkanya. Jenis
cetakan permanen antara lain:
commit to user
Jenis die casting adalah yang paling banyak digunakan sebagai
pengecoran logam dengan cetakan permanen.
2) Persiapan Pengecoran
Persiapan pengecoran meliputi beberapa tahap diantaranya:
a) Pembuatan Pola
Pola atau pattern adalah suatu model yang memiliki ukuran dan
bentuk yang sama dengan bentuk produknya kecuali pada
bidang-bidang tertentu yang disebabkan oleh faktor-faktor lain seperti
bidang pisah (parting line), bentuk rongga (cavity), dan proses
pemesinannya. yang menyebabkan kesulitan untuk dibentuk
langsung pada pola. Faktor faktor tersebut selanjutnya akan
diantisipasi dengan perhitungan penyusutan logam dan toleransi
pemesinanya. Untuk itu ada beberapa faktor diatas yang harus
diperhatikan pada saat perencanaan pola yaitu:
(1) Bidang pisah (Parting line)
Fungsi dari bidang pisah ini adalah memisahkan atau
membuat partisi dari bagian pola bagian atas (cope) dan
dengan pola bagian bawah (drag). Untuk itu bagian pola atas
dan bawah harus memiliki acuan agar tidak mengalami
kesalahan dimensi.
(2) Penyusutan Pola
Pada setiap pola yang akan harus diketahui dahulu material
apa yang akan digunakan untuk pembuatan produk. Ukuran
pola harus ditambahkan dengan ukuran penyusutannya, setiap
logam memiliki nilai penyusutan berbeda, antara lain besi cor
memiliki nilai penyusutan (shrinkage) sebesar 1%, aluminium
commit to user
9
(3) Kemiringan Pola
Setiap pola yang akan dibuat harus memiliki kemiringan
tertentu yaitu dengan tujuan agar pada waktu pencabutan
model dari cetakannya, pola tersebut tidak mengalami
kerusakan dan memudahkan pada saat proses pencabutan pola
dari cetakannya. Kemiringan setiap pola tergantung pada
tinggi rendahnya ukuran pola tersebut jika ukuran dari suatu
pola tinggi maka kemiringannya kecil, sedangkan jika ukuran
dari suatu pola rendah maka kemiringannya besar. Pada
aplikasinya dilapangan ternyata kemiringan yang dibuat
tersebut juga dipengaruhi oleh faktor kesulitan suatu pola.
Pola dapat digolongkan menjadi dua yaitu pola logam dan pola
kayu, pola logam digunakan untuk menjaga ketelitian ukuran
benda cor, terutama dalam masa produksi sehingga umur pola
bisa lebih lama dan produktivitasnya tinggi. Pola dari kayu
digunakan untuk cetakan pasir. Faktor terpenting untuk
menetapkan macam pola adalah proses pembuatan cetakan
dimana pola tersebut dipakai dan pertimbangan ekonomi yang
sesuai dengan jumlah dari pembuatan cetakan dan pembuatan
pola. Contoh pola dapat dilihat pada Gambar 2.3 dibawah ini.
commit to user
b) Pembuatan Inti
Inti adalah suatu bentuk dari pasir yang dipasang pada rongga
cetakan untuk mencegah pengisian logam pada bagian yang
seharusnya berbentuk lubang atau berbentuk rongga dalam suatu
coran. Inti terdiri dari berbagai jenis, yaitu inti kulit, inti CO2, inti
udara dan sebagainya. Pengklasifikasian di atas ditentukan
berdasarkan pengikat atau jenis proses pembuatan inti, disamping
pasir dan pengikat lempung (Abrianto Akuan, 2009:24). Contoh
gambar inti dapat dilihat pada Gambar 2.4 dibawah ini.
Gambar 2.4. Contoh inti cetakan pada telapak inti bertumpu dua mendatar
Inti biasanya mempunyai telapak inti. Penentuan bentuk dan
ukuran telapak inti harus direncanakan dengan teliti untuk
penyederhanaan cetakan, dan agar didapat coran yang baik serta
menaikan produktifitas. Telapak inti berfungsi sebagai:
(1) Menempatkan inti, membawa dan menentukan letak dari inti.
Pada dasarnya dibuat dengan menyisipkan bagian dari inti.
(2) Menyalurkan udara dan gas-gas dari cetakan yang keluar
melalui inti. Apabila cetakan telah terisi penuh oleh logam,
gas-gas dari inti dibawa keluar melalui telapak inti.
(3) Memegang inti. Apabila cetakan telah terisi penuh oleh
logam, maka telapak inti mencegah bergesernya inti dan
commit to user
11
Pasir yang digunakan untuk dibuat inti untuk proses pengecoran
logam harus memiliki beberapa karakteristik khusus seperti,
kekerasan permukaan yang lebih baik dari pada pasir basah
karena pasir inti harus mampu menahan gaya dorong logam cair
pada saat proses penuangan logam, pasir inti juga harus memiliki
permeabilitas yang cukup untuk melepaskan sisa gas setelah
proses pengeringan dalam oven hingga tidak terjebak dalam
produk cor, pasir inti harus memiliki titik sinter yang tinggi agar
tidak terjadi cacat akibat kerusakan pasir inti.
Klasifikasi dari beberapa jenis inti dibagi kedalam 6 jenis
berdasarkan posisinya dalam cetakan antara lain: balanced core,
cover core, hanging core, wing core, ram-up core, dan kiss core.
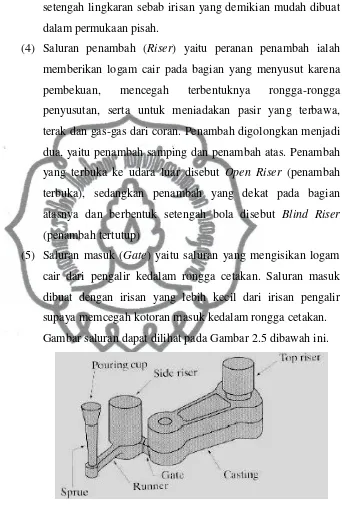
c) Pembuatan Sistim Saluran
Sistim saluran adalah jalan masuk bagi cairan logam yang
dituangkan kedalam rongga cetakan sistem saluran terbagi
menjadi beberapa bagian antara lain:
(1) Cawan tuang (pouring cup) yaitu merupakan penerima yang
menerima cairan logam langsung dari ladel. Biasanya
berbentuk corong atau cawan dengan saluran turun di
bawahnya. Kedalaman cawan tuang biasanya 5 sampai 6 kali
diameternya. Beberapa cawan tuang dilengkapi dengan inti
pemisah yang akan menahan terak.
(2) Saluran turun (Sprue) yaitu saluran pertama yang membawa
cairan logam dari cawan tuang kedalam pengalir dan saluran
masuk. Dibuat tegak lurus dengan irisan berupa lingkaran
atau kadang-kadang irisannya sama dari atas sampai bawah,
hal ini memungkinkan pengisian rongga cetak yang cepat dan
lancar.
(3) Pengalir (Runner) yaitu saluran yang membawa logam cair
commit to user
Pengalir biasanya mempunyai irisan seperti trapesium atau
setengah lingkaran sebab irisan yang demikian mudah dibuat
dalam permukaan pisah.
(4) Saluran penambah (Riser) yaitu peranan penambah ialah
memberikan logam cair pada bagian yang menyusut karena
pembekuan, mencegah terbentuknya rongga-rongga
penyusutan, serta untuk meniadakan pasir yang terbawa,
terak dan gas-gas dari coran. Penambah digolongkan menjadi
dua, yaitu penambah samping dan penambah atas. Penambah
yang terbuka ke udara luar disebut Open Riser (penambah
terbuka), sedangkan penambah yang dekat pada bagian
atasnya dan berbentuk setengah bola disebut Blind Riser
(penambah tertutup)
(5) Saluran masuk (Gate) yaitu saluran yang mengisikan logam
cair dari pengalir kedalam rongga cetakan. Saluran masuk
dibuat dengan irisan yang lebih kecil dari irisan pengalir
supaya memcegah kotoran masuk kedalam rongga cetakan.
Gambar saluran dapat dilihat pada Gambar 2.5 dibawah ini.
commit to user
13
d) Peleburan (Pencairan Logam)
Peleburan merupakan suatu proses mencairkan beberapa bahan
baku logam untuk menghasilkan logam baru yang memiliki
komposisi unsur-unsur tertentu. Untuk mencairkan logam dipakai
bermacam-macam tanur tetapi yang sering dipakai dalam industri
pengecoran logam adalah jenis tanur listrik dan kupola. Pada
tanur listrik panas yang dihasilkan untuk melelehkan logam
dihasilkan dari busur listrik yang terjadi antara
elektroda-elektroda, tanur listrik dulu digunakan khusus untuk membuat
baja-baja campuran dan baja-baja karbon yang berkualitas tinggi
tetapi sekarang digunakan untuk membuat baja karbon yang
biasa. Panas yang dihasilkan pada tanur listrik dihasilkan dari
busur listrik yang terjadi antara beberapa elektroda yang dialiri
arus listrik, bila arus listrik dijalankan busur api akan terjadi pada
elektroda dan memanaskan ruang lebur sehingga mampu untuk
meleburkan logam cor.
e) Penuangan Logam
Penuangan adalah proses memasukkan cairan logam kedalam
rongga cetak yang terdapat pada cetakan. Proses ini merupakan
puncak dari pembuatan tuangan walaupun berlangsung dalam
waktu yang sangat pendek. Dalam proses ini logam cair yang
dikeluarkan dari tanur akan diterima oleh ladel pembawa dan
kemudian dituangkan kedalam cetakan dengan menggunakan
kowi (gayung) penuang. Kowi penuang biasanya berbentuk
kerucut atau silinder. Ladel pembawa dan Kowi penuang tersebut
terbuat dari plat baja dan bagian dalamnya dilapisi dengan batu
tahan api.
f) Pembongkaran dan Pembersihan Coran
Setelah proses penuangan selesai dan logam mengalami
commit to user
kotak-kotak cetakan di kosongkan atau dibongkar dan
benda-benda coran dibersihkan dari pasir, serta tukang cetak
menyingkirkan saluran tuang dan penambah dengan martil atau
untuk benda coran yang besar digunakan alat potong mesin.
setelah itu benda-benda tuang dibawa ketempat-tempat
pembersihan untuk menyingkirkan bram-bram yang melekat pada
benda hasil coran.
g) Pemeriksaan Hasil Coran
Pemeriksaan hasil coran dilakukan untuk memelihara kualitas
dari coran, untuk menekan biaya dengan mengetahui terlebih
dahulu produk yang cacat. Menurut Surdia (2000: 195-202),
pemeriksaan coran yang biasa dilakukan adalah pemeriksaan rupa
yang bertujuan untuk meneliti: ketidak teraturan, inklusi retak,
retakan dan sebagainya yang terdapat pada permukaan.
Pemeriksaan cacat dalam yang bertujuan untuk meneliti adanya
cacat seperti rongga udara, rongga penyusutan, inklusi, retakan
dan sebagainya dalam hasil coran dengan jalan tanpa merusak
atau mematahkan yaitu dengan (sinar radio grafi, kekuatan super
sonik, dan magnit). Pemeriksaan bahan yang bertujuan untuk
memeriksa ketidak teraturan bahan yang diteliti dengan cara
pengujian yang telah ditetapkan. Pemeriksaan merusak yang
dilakukan dengan cara mematahkan atau memotong produk hasil
coran untuk memastikan kualitas produk.
b. Pasir Cetak
Pasir adalah suatu material yang tersusun dari butiran-butiran
mineral yang memiliki diameter antara 0,05-2 mm. Pada umumnya pasir
cetak memiliki komposisi dasar silicon dioxide (SiO2). Pengklasifikasian
commit to user
15
tembus cahaya, porositas, titik sinter, jenis pasir, kandungan clay, derajat
kebulatan, besar butir pasir dan lain-lain.
Selain itu pasir cetak memerlukan sifat-sifat yang harus
memenuhi beberapa persyaratan cetakan.
1) Syarat-syarat Pasir Cetak
Pasir cetak harus memenuhi persyaratan sebagai berikut:
a) Mempunyai sifat mampu bentuk yang baik sehingga mudah
dalam pembuatan cetakan dengan kekuatan yang diinginkan.
Cetakan yang dihasilkan harus kuat sehingga tidak rusak karena
dipindah-pindah dan dapat menahan logam cair waktu dituang
kedalamnya. Akan tetapi jika kekuatannya terlalu tinggi maka
sifat mampu bentuknya kurang baik. Karena itu kekuatannya pada
temperatur kamar dan kekuatan panasnya harus diperhitungkan.
b) Permeabilitas yang cocok. Permeabilitas merupakan kemampuan
pasir melewatkan udara pada saat pembekuan atau pendinginan.
Dengan permeabilitas yang pas cacat coran seperti rongga
penyusutan, gelembung gas dan kekasaran permukaan dapat
dicegah.
c) Distribusi besar butir yang cocok. Permukaan coran diperhalus
kalau coran dibuat dalam cetakan yang berbutir halus. Tetapi
kalau butir pasir terlalu halus, maka permeabilitasnya menjadi
rendah. Akibatnya udara/gas yang seharusnya keluar tidak dapat
keluar sehingga terjadi cacat coran seperti gelambung gas, oleh
karena itu distribusi besar butir harus juga diperhitungkan.
d) Komposisi yang cocok. Butir pasir bersentuhan dengan logam
yang dituang mengalami peristiwa kimia dan fisika karena logam
cair mempunyai temperatur yang tinggi. Bahan-bahan yang
tercampur yang menghasilkan gas atau larut dalam logam adalah
commit to user
e) Mampu dipakai lagi. Pasir harus dapat dipakai berulang-ulang
supaya ekonomis.
f) Pasir harus murah (Abrianto Akuan, 2009:10).
2) Macam-macam Pasir Cetak
Pasir cetak yang lazim digunakan ada beberapa macam antara lain
pasir gunung, pasir pantai, pasir kali, dan pasir silika yang disediakan
oleh alam. Beberapa dari mereka dapat dipakai begitu saja dan yang
lain dapat dipakai setelah dipecah-pecah atau diolah menjadi
butir-butir yang cocok untuk digunakan sebagai pembuatan pasir cetakan.
Dalam industri pengecoran logam kebanyakan menggunakan pasir
cetak campuran, pasir cetak campuran ini terdiri dari campuran pasir
kali dan pasir silika yang disediakan oleh alam dengan perbandingan
80 : 20 % (politeknik manufaktuf ceper klaten). Pasir sungai mudah
didapat dan harganya relative murah dibanding dengan pasir silika
akan tetapi pasir sungai memiliki kemampuan alir gas (permeabilitas)
dan titik leleh yang rendah, sehingga untuk menopang kekurangan
dari pasir sungai industri pengecoran logam sering mencampur dengan
pasir silika yang memiliki kemampuan alir gas (permeabilitas) dan
titik leleh yang tinggi. Dalam penelitian ini peneliti mengunakan pasir
jenis yang disebut diatas yaitu jenis pasir campuran yang terdiri dari
20% pasir silika dan 80% pasir kali.
3) Susunan Pasir Cetak
Pasir cetak biasanya kumpulan dari butir-butir yang berukuran
bermacam-macam. Pasir cetak memiliki bentuk dasar yaitu bulat,
angular (bersudut) dan subangular. Masing-masing bentuk ini masing
masing mempunyai karakteristik tertentu yaitu:
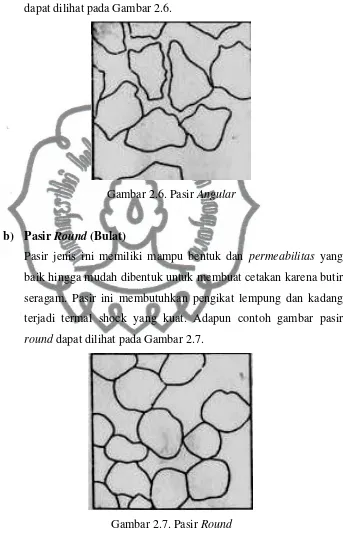
a) Pasir Angular (Bersudut)
Pasir bersudut sulit untuk dibentuk melalui penekanan keras,
namun kekuatan cetakan dari pasir jenis ini lebih baik
commit to user
17
mengalami thermal shock dan expansi karena jarak antar
butirannya sangat kecil. Adapun contoh gambar pasir angular
dapat dilihat pada Gambar 2.6.
Gambar 2.6. Pasir Angular
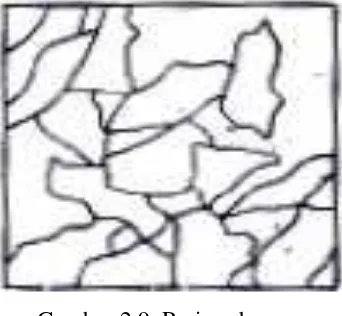
b) Pasir Round (Bulat)
Pasir jenis ini memiliki mampu bentuk dan permeabilitas yang
baik hingga mudah dibentuk untuk membuat cetakan karena butir
seragam. Pasir ini membutuhkan pengikat lempung dan kadang
terjadi termal shock yang kuat. Adapun contoh gambar pasir
round dapat dilihat pada Gambar 2.7.
commit to user
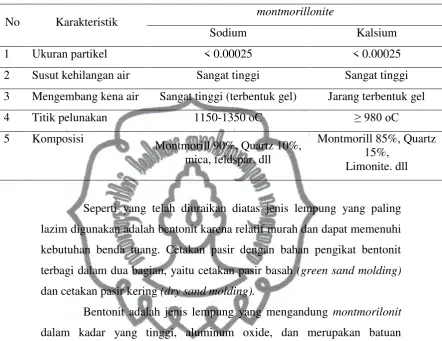
c) Pasir Sub-Angular
Pasir jenis ini terbentuk dari pasir angular yang bagian ujung
sudut butir tajamnya terputus hingga terbentuk sub-angular.
Permeabilitas pasir ini lebih buruk dibandingkan dengan pasir
bulat namun kekuatannya tinggi. Adapun contoh gambar pasir
sub-angular dapat dilihat pada Gambar 2.8.
Gambar 2.8. Pasir Sub-Angular
d) Bentuk Gabungan/Kristal (Compound)
Pasir cetak biasanya kumpulan dari pasir yang bermacam-macam,
untuk pasir yang digunakan sebagai cetakan lebih baik tidak
mempunyai butir pasir yang seragam. Adapun contoh gambar
pasir gabungan dapat dilihat pada Gambar 2.9.
commit to user
19
4) Pengujian Pasir Cetak
Keberhasilan dalam menghasilkan produk coran yang baik dapat juga
ditentukan oleh pemilihan bahan cetakan dan teknik pembuatan
cetakan yang tepat. Pada industri pengecoran logam, secara umum
cetakan terbuat dari pasir. Untuk menghasilkan cetakan yang baik
perlu dilakukan beberapa pengujian terhadap pasir cetak seperti:
kekuatan, kadar lempung, permeabilitas, dan lain-lain.
Pasir cetak yang akan digunakan harus memiliki beberapa ketentuan
standar untuk dapat digunakan pada proses pengecoran antara lain
stabil pada temperatur tinggi, memiliki permeabilitas yang baik,
memiliki kekuatan yang baik, mampu bentuk yang baik, dan dapat
digunakan berulang-ulang. Oleh karena itu untuk mengetahui apakah
pasir tersebut memenuhi persyaratan-persyaratan di atas maka pasir
cetak harus mengalami pengujian sebagai parameternya. Dalam
menentukan kualitas pasir cetak perlu sekali diketahui:
a) Kandungan lempung (clay)
b) Distribusi ukuran dan bentuk butir pasir (AFS – GFN)
c) Titik sinter
d) Prosentase kalsium karbonat
e) Prosentase non-silicious materials
f) Kandungan air
g) Stabilitas thermal
h) Penetuan karakteristik pada kandungan air optimum, diantaranya:
commit to user
(8) Kekuatan tekan kering
(9) Dll.
Pengujian pasir cetak yang harus dilakukan antara lain pengujian
kekuatan dengan mesin uji kekuatan pasir universal, pengujian
distribusi ukuran partikel pasir dengan menggunakan mesin ayakan
penggetar, pengujian kadar lempung dengan alat uji continous clay
washer yang dilanjutkan dengan penimbangan untuk mengetahui
selisih kadar lempung pasir awal dan setelah dicuci, pengujian
permebilitas gas dengan menggunakan alat uji permeabilitas pasir, dan
melakukan analisa bentonit aktif untuk kalibrasi kadar bentonit aktif
yang terkandung dalam pasir cetak dengan analisa titrasi metelin blue
(C16H18ClN3S.xH2O). Jika pengujian selesai dilakukan maka untuk
mengetahui kelayakanya harus dilakukan komparasi dengan standar
seperti dari AFS (american foundrymen’s society) atau standar
pengujian pasir lainya.
c. Bentonit
Cetakan pasir yang digunakan dalam industri pengecoran logam
dapat dibagi dalam dua bagian, yaitu cetakan pasir dengan bahan pengikat
lempung dan cetakan pasir dengan bahan pengikat khusus seperti kaca air,
semen, damar, dan sebagainya.
Lempung digunakan sebagai pengikat atau binder yang bertujuan
untuk meningkatkan kekuatan dan mampu bentuk pasir cetak. Lempung
ini diklasifikasikan menjadi lima jenis, yaitu: Fire clay, Bentonit (Sodium
dan Calcium montmorillonite), Illinite, Limonite, dan Kaolinite. Bentonite
adalah salah satu pengikat yang paling banyak digunakan karena harganya
murah dan mudah didapatkan. Tabel perbandingan antara bentonite tipe
sodium dan kalsium dapat dilihat pada Tabel 2.1. seperti dibawah ini
commit to user
21
Tabel 2.1. Perbandingan bentonit tipe sodium dan kalsium.
No Karakteristik montmorillonite
Sodium Kalsium
1 Ukuran partikel < 0.00025 < 0.00025
2 Susut kehilangan air Sangat tinggi Sangat tinggi
3 Mengembang kena air Sangat tinggi (terbentuk gel) Jarang terbentuk gel
4 Titik pelunakan 1150-1350 oC ≥ 980 oC
lazim digunakan adalah bentonit karena relatif murah dan dapat memenuhi
kebutuhan benda tuang. Cetakan pasir dengan bahan pengikat bentonit
terbagi dalam dua bagian, yaitu cetakan pasir basah (green sand molding)
dan cetakan pasir kering (dry sand molding).
Bentonit adalah jenis lempung yang mengandung montmorilonit
dalam kadar yang tinggi, aluminum oxide, dan merupakan batuan
vulkanis. Nama bentonit diambil dari suatu nama tempat, yaitu Front
Benton di Wyoming USA dimana jenis lempung ini mula-mula ditemukan.
Bentonit mempunyai daya serap air yang tinggi, dan daya ikat yang tinggi.
Berikut adalah komposisi dari bentonit.
1) Kalsium oksida (CaO) 0,23%
2) Magnesium oksida (MgO) 0,98%
3) Aluminium oksida (Al2O3) 13,45%
4) Ferri oksida (Fe2O3) 2,18%
5) Silicon dioxide (SiO2) 74,9%
6) Kalium oksida (K2O) 1,72%
commit to user
Bentonit memiliki struktur jaringan kristal yang unik dan
kandungan kimia yang mempunyai sifat mengikat, merekat, melumasi,
mengentalkan, dan menyerap.
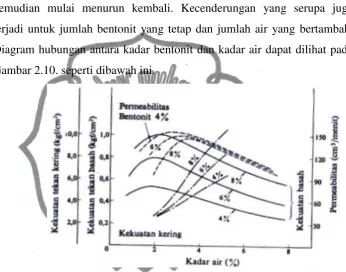
Untuk kadar air yang konstan dan kadar bentonit bertambah,
maka kekuatan berangsur-angsur bertambah sampai titik maksimum
kemudian mulai menurun kembali. Kecenderungan yang serupa juga
terjadi untuk jumlah bentonit yang tetap dan jumlah air yang bertambah.
Diagram hubungan antara kadar bentonit dan kadar air dapat dilihat pada
Gambar 2.10. seperti dibawah ini.
Gambar 2.10. Pengaruh bentonit dan air pada pasir cetak
Titik maksimum dari kekuatan dan permeabilitas adalah keadaan
dimana butir-butir pasir dikelilingi oleh ketebalan tertentu dari campuran
bentonit dan air.
Macam bentonit ada 3 macam tingkatan yaitu Ultra Bent -A
(baik), Ultra Bent -B (sedang), dan BK (biasa) (Politeknik Manufaktur
Ceper).
Ultra Bent –A digunakan sebagai perekat pasir cetak dalam
pengecoran logam, berbentuk tepung yang berwarna putih atau terang,
commit to user
23
konten montmorilonit yang lebih tinggi, memiliki kekuatan basah yang
sangat baik dan kekuatan kering yang cukup. Jenis bentonit ini memiliki
stabilitas panas yang lebih baik bila dibandingkan dengan jenis bentonit
yang lain. Penggunaan Ultra Bent –A dapat mengurangi jumlah komposisi
bentonit dan jumlah air dari komposisi cetakan pasir sehingga lebih hemat.
Selain itu, jenis bentonit ini dapat meningkatkan intensitas dan fleksibilitas
dari pasir cetak, meningkatkan ventilasi atau tingkat permeabilitas yang
baik sehingga meningkatkan kualitas cor. Adapun Bentonit ultra Bent –A
dapat dilihat pada Gambar 2.11 dibawah ini.
Gambar 2.11. Bentonit Ultra Bent –A
Ultra Bent –B digunakan sebagai perekat pasir cetak yang
berbentuk tepung yang berwarna kekuning-kuningan, lebih kasar bila
dibanding dengan Ultra Bent –A, memiliki konten montmorilonit yang
baik, memiliki kekuatan basah yang cukup baik dan kekuatan kering yang
cukup. Jenis bentonit ini memiliki stabilitas panas yang cukup baik.
Adapun Bentonit Ultra Bent –B dapat dilihat pada Gambar 2.12. dibawah
ini.
commit to user
Bentonit jenis BK memiliki kriteria warna yang lebih gelap, daya
rekat kurang, lebih kasar bila dibanding dengan bentonit yang lain,
memiliki tingkat permeabilitas dan kekuatan tekan yang rendah. Adapun
Bentonit jenis BK dapat dilihat pada Gambar 2.13 dibawah ini.
Gambar 2.13. Bentonit jenis BK
Dalam penelitian ini peneliti menggunakan jenis bentonit Ultra
Bent –A karena memiliki konten montmorilonit yang lebih tinggi,
memiliki kekuatan basah yang sangat baik dan kekuatan kering yang
cukup daripada jenis bentonit lainnya.
d. Permeabilitas (Kemampuan Alir Gas)
Permeabilitas atau kemampuan alir gas adalah sifat yang paling
penting terhadap hasil dari benda coran. Pasir cetak yang telah dipadatkan
harus dapat mengalirkan uap dan gas-gas yang dilepaskan oleh logam
panas pada waktu dilakukan penuangan kedalam cetakan. Apabila cetakan
tidak bisa mengeluarkan atau mengalirkan gas-gas dengan baik, maka akan
terjadi cacat coran yang berupa rongga udara atau lubang-lubang pada
hasil coran. Permeabilitas ini tergantung pada beberapa faktor antara lain,
bentuk butiran pasir, kehalusan, kadar air dan jumlah bahan pengikat.
Permeabilitas pada cetakan yang menggunakan cetakan tangan
juga dipengaruhi oleh cara menumbuk atau pemadatan pada cetakan yang
biasanya dilakukan pada bagian pembuatan cetakan, permeabilitas akan
commit to user
25
kemampuan alir gas (permeabilitas) menurut standar AFS dilakukan
dengan menggunakan alat Permeability meter, untuk mencari perbedaan
tekanan dan waktu yang diperlukan untuk melewatkan 2000 cc udara
dengan cara membuat spesimen dengan standart SNI 15-0312-1989,
spesimen berbentuk silinder dengan ukuran ∅ 50 mm x 50 mm dengan
memadatkan pasir dalam silinder pemadat yang telah mendapatkan
pukulan pemadatan sebanyak tiga kali kemudian diuji menggunakan alat
tersebut.
Perbedaan hasil akan terlihat jika waktu yang ditempuh dalam
melewatkan tekanan yang sama tersebut menjadi perbedaan. Jadi
standarisasi alat yang digunakan dalam penelitian akan sangat menentukan
hasil dari penelitian, demikian juga dengan dukungan dari teknisi maupun
kalibrasi alat harus benar-benar baik dan mempunyai validitas yang tinggi.
Dalam pengukuran permeabilitas persamaan yang digunakan
sebagai berikut:
Besar kecilnya nilai permeabilitas biasanya digunakan atas dasar
jenis logam yang akan dituang kedalam cetakan serta tebal tipisnya
dinding dari benda tuangnya.
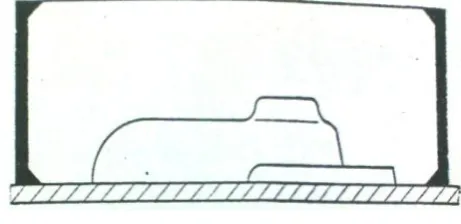
e. Kekuatan Tekan
Kekuatan tekan adalah kemampuan untuk dapat menahan aliran
commit to user
menyebabkan cetakan pasir itu mengalami perubahan bentuk atau
kerontokan pada cetakan. Kekuatan tekan pada cetakan dapat dilihat pada
Gambar 2.14 seperti dibawah ini.
Gambar 2.14. Kekuatan pada suatu cetakan
Kekuatan tekan cetakan pasir basah merupakan hal yang sangat
penting terhadap hasil benda coran. Kekuatan tekan yang kurang
mengakibatkan cetakan rapuh atau mudah rontok, karena tidak kuat
menahan tekanan dari cairan logam yang panas sehingga menimbulkan
cacat rontokan dan pembengkakan cetakan. Sebaliknya kekuatan tekan
yang berlebihan mengakibatkan pembongkaran cetakan yang susah dan
cetakan dapat retak.
Pengujian kekuatan tekan pada pasir cetak biasanya dilakukan
dengan mengunakan alat Universal Strength Machine. Dengan ukuran
menurut standart SNI 15-0312-1989 adalah spesimen berbentuk silinder
dengan ukuran ∅ 50 mm x 50 mm, ukuranya sama seperti pada pengujian
permeabilitas pasir cetak, namun yang diukur dalam pengujian kekuatan
tekan adalah kemampuan terhadap tekanan sampai spesimen pengujian
commit to user
Ketentuan-ketentuan itu hanya berlaku bagi spesimen standar.
f. Cacat-cacat Coran
Cacat yang dijumpai pada coran disebabkan oleh cacat pada
hal-hal berikut :
1) Desain pengecoran dan pola
2) Pasir cetakan dan desain cetakan dan inti
3) Komposisi logam
4) Pencairan dan penuangan
5) Saluran masuk dan penambah.
Berikut adalah jenis-jenis cacat coran yang banyak ditemukan di
dalam cetakan pasir :
1) Blow
Adalah rongga bulat besar yang disebabkan gas karena menempati
daerah logam cair pada permukaan kop. Blow biasanya terjadi pada
permukaan coran yang cembung. Cacat blow-hole ini disebabkan oleh
pengumpulan gas atau terperangkapnya udara dalam rongga cetak.
Terperangkapnya udara atau gas didalam rongga cetak ini disebabkan,
antara lain: permeabilitas pasir yang terlalu rendah, kelembaban
(kebasahan) pasir tinggi, ukuran butir pasir terlalu halus, penumbukan
commit to user
2) Scar
Adalah blow yang dangkal yang biasanya dijumpai pada permukaan
coran yang rata.
3) Blister
Adalah scar yang tertutup oleh lapisan tipis logam.
4) Gas holes (lobang gas)
Adalah gelembung gas yang terperangkap yang mempunyai bentuk
bola dan terjadi ketika sejumlah gas larut dalam logam cair.
5) Pin holes
Adalah lobang blow yang sangat kecil dan terjadi pada atau dibawah
permukaan coran.
6) Porosity (porositas)
Adalah lobang sangat kecil yang tersebar merata diseluruh coran.
Penyebabnya adalah kontrol yang kurang sempurna terhadap absorbsi
gas oleh paduan, pengeluaran gas dari logam karena interaksi antara
gas dengan logam selama peleburan dan penuangan.
7) Drop
Adalah Tonjolan pada permukaan kop yang disebabkan karena
jatuhnya pasir dari kop.
8) Inclusion (inklusi)
Adalah adanya partikel non logam yang ada pada logam induk.
9) Dross (oksida / kotoran)
Adalah impuritas ringan yang berada pada permukaan coran.
10) Dirt
Adalah lobang kecil pada permukaan kop karena jatuhnya pasir ke
benda coran. ketika pasir dilepaskan akan meninggalkan lobang kecil.
11) Wash
Adalah tonjolan pada permukaan drag yang timbul di dekat saluran
masuk, hal ini disebabkan oleh erosi pada pasir karena kecepatan
commit to user
29
12) Buckle
Adalah bentuk V yang panjang, dangkal dan lebar yang terbentuk
pada permukaan rata coran karena suhu tinggi logam.
13) Scab
Adalah lapisan tipis logam, kasar yang menonjol diatas permukaan
coran, pada puncak lapisan tipis pasir.
14) Rat tail
Adalah penurunan angular, dangkal dan panjang yang biasanya
ditemukan pada pengecoran tipis.
15) Penetration
Adalah tonjolan berongga, kasar karena cairan logam mengalir
diantara partikel pasir dikarenakan permukaan cetakan begitu lunak
dan berongga.
16) Swell
Adalah cacat yang dijumpai pada permukaan vertikal pengecoran jika
pasir cetakan berdeformasi karena tekanan hidrostatik yang
disebabkan kandungan uap air yang tinggi didalam pasir.
17) Misrun
Adalah rongga yang terjadi apabila karena tidak cukup pemanasan
logam cair mulai membeku sebelum mencapai titik terjauh dari
rongga cetakan. Penyebab dari misrun adalah ketidakseragaman benda
cor, sehingga mengganggu aliran dari logam cair, benda cor terlalu
tipis, temperatur terlalu rendah, kecepatan penuangan yang terlalu
lambat, lubang angin yang kurang pada cetakan
18) Cold shut (Sumbat dingin)
Adalah cacat yang menyebabkan ketidak kontinyuan pada permukaan
coran atau bagian atas dari permukaan coran disebabkan karena
percampuran yang tidak sempurna dari logam cair. Penyebab dari
commit to user
rendah, kecepatan penuangan terlalu lambat, Logam cair tidak
mengalir secara sempuna karena sistim saluran yang tidak sempurna.
19) Hot tear
Adalah retak yang terjadi karena tegangan sisa yang tinggi.
20) Shrinkage cavity (rongga penyusutan)
Adalah suatu cacat yang timbul pada permukaan produk cor yang
berupa kerutan-kerutan ataupun rongga-rongga yang mana
penyebabnya adalah pada proses transformasi dari bentuk cair ke
bentuk padat produk, kekurangan cairan pada produk tidak dapat di
supplai secara maksimal oleh riser.
21) Shift
Adalah ketidaklurusan antara kedua bagian cetakan atau inti.
Jenis-jenis cacat coran yang banyak yang banyak ditemukan di
dalam pasir cetak dapat dilihat pada Gambar 2.15. seperti dibawah ini.
commit to user
31
2. Penelitian Yang Relevan
Pada dasarnya suatu penelitian tidak beranjak dari nol secara murni,
akan tetapi pada umumnya telah ada acuan yang mendasari atau penelitian
yang sejenis. Oleh karena itu, dirasa perlu mengenal penelitian yang terdahulu
yang ada relevansinya. Dalam hal ini penelitian yang relelevan antara lain dari:
a. Deded Alhabib (2005) dengan judul “ Pengaruh persentase kadar air dan
bentonit terhaadap mampu alir pasir (flowability) cetakan pasir basah”
yang menggunakan metode eksperimen dengan hasil menyatakan ada
pengaruh persentase kadar air dan persentase bentonit terhadap mampu alir
pasir (flowability) cetakan pasir basah.
b. Andhika Agus Purwono (2005) dengan judul “Pengaruh variasi campuran
kadar air pada pasir cetak basah dengan bahan pengikat bentonit terhadap
permeabilias dan kekuatan tekan” yang menggunakan metode eksperimen
dengan hasil penelitian menunjukan bahwa campuran kadar air dengan
bahan pengikat bentonit yang optimal yaitu dengan campuran kadar air
yang paling sedikit dapat menghasilkan cetakan dengan tingkat
permeabilitas yang baik dan mempunyai kekuatan tekan yang sesuai
dengan logam cair yang akan dituang.
c. Wayal, Ameta, Purohi (2012) dengan judul “Dune sand stabilization using bentonite and lime” yang berisi “The unconfined compressive strength increases with the increase of bentonite and lime up to 15% and 3% respectively. Further addition of bentonite and lime in dune sand causes compaction difficulties as the mix becomes sticky. The maximum unconfined compressive strength has been found in soil samples of mixture 15% bentonite and 3% lime. The minimum values of unconfined compressive strength were found in the mixture 5% bentonite and 1% lime. The percentage axial strain at failure increases with increase in strain rate for specimens tested under similar conditions of curing and mix composition. The development of the strength in dune sand stabilized with bentonite & lime depends upon the mix composition, curing environment and curing time. In this it is seen that curing environment appears to have been the greatest influence on the strength development”.
Yang intinya adalah kekuatan tekan meningkat seiiring dengan
peningkatan bentonit dan kapur hingga 15% dan 3%. Penambahan bentonit
commit to user
menjadi lengket. Kuat tekan maksimum telah ditemukan dalam sampel
pasir dari campuran 15% bentonit dan kapur 3%. Nilai minimum kuat
tekan ditemukan di campuran 5% bentonit dan kapur 1%. Perkembangan
kekuatan di pasir distabilisasi dengan bentonit & kapur tergantung pada
komposisi campuran.
B. Kerangka Berfikir
1. Pengaruh Variasi Campuran Bentonit Pada Pasir Cetak Basah Terhadap
Permeabilitas Dan Kekuatan Tekan
Dari uraian di atas, maka diasumsikan bahwa ada pengaruh antara
campuran bentonit terhadap permeabilitas dan kekuatan tekan. Diasumsikan
jika campuran bentonit yang ideal maka tingkat permeabilitas akan tinggi dan
kekuatan tekan juga tinggi.
Untuk memperjelas kerangka berfikir tersebut, maka dapat
digambarkan dalam bentuk paradigma penelitian sebagai berikut:
Keterangan:
X : Variasi Bentonit
Y1 : Sifat Permeabilitas
Y2 : Sifat Kekuatan Tekan
2. Hipotesis
Berdasarkan uraian pada landasan teori, penelitian yang relevan dan
kerangka pemikiran diatas, maka dapat dirumuskan hipotesis sebagai berikut:
a. Ada pengaruh dari variasi campuran bentonit pada pasir cetak basah
terhadap permeabilitas pada cetakan pasir. X
Y1
commit to user
33
b. Ada pengaruh dari variasi campuran bentonit pada pasir cetak basah
terhadap kekuatan tekan pada cetakan pasir.
c. Diperoleh hasil yang optimal terhadap permeabilitas dan kekuatan tekan
commit to user
34 BAB III
METODOLOGI PENELITIAN
A. Tempat dan Waktu Penelitian
1. Tempat Penelitian
Penelitian ini dilaksanakan di Laboratorium Politeknik Manufaktur
Ceper Klaten yang beralamat di Batur, Tegalrejo, Ceper Klaten, dengan obyek
penelitian adalah benda uji cetakan pasir basah (spesimen cetakan pasir basah)
yang diberi perlakuan. Adapun alasan pemilihan tempat tersebut adalah:
a. Laboratorium Polman Ceper sudah terakreditasi dari Komite Akreditasi
Nasional (KAN), sebagai laboratorium yang sudah terakreditasi dimana
hasil pengujian yang dilakukan dapat diakui secara Nasional.
b. Merupakan lembaga dibidang jasa pemeriksaan dan pengujian bahan dan
produk logam ferro, nonferro dan pengujian pasir cetak pengecoran
logam.
2. Waktu Penelitian
Penelitian ini telah dilaksanakan kurang lebih 4 bulan, dari bulan
April sampai bulan Juli 2012. Adapun jadwal pelaksanaan kegiatan sebagai
berikut:
h) Penulisan laporan : 22 Juni 2012 s/d 27 Juli 2012
commit to user
35
B. Desain Penelitian
Penelitian ini adalah penelitian eksperimen yang dilaksanakan
dilaboratorium dengan kondisi dan perlengkapan yang disesuaikan dengan
kebutuhan untuk memperoleh data tentang pengaruh perbedaan campuran
bentonit terhadap kemampuan alir gas (permeabilitas) dan kekuatan tekan pada
cetakan pasir basah.
Adapun yang dimaksud dengan desain eksperimen adalah eksperimen
yang merupakan dengan sengaja dan secara sistematis mengadakan perlakuan atau
tindakan pengamatan yang dilakukan peneliti untuk melihat efek yang terjadi pada
tindakan tersebut (Suharsimi Arikunto, 1993: 189). Desain eksperimen yang
digunakan dalam penelitian ini adalah desain eksperimen acak sempurna dimana
perlakuan dikenakan sepenuhnya secara acak kepada unit-unit eksperimen
(Sudjana, 1994: 15).
Obyek dalam penelitian ini adalah pasir cetak basah (spesimen cetakan
pasir basah) yang diberi perlakuan pasir cetak basah dengan bahan pembentuknya
adalah pasir, bentonit, dan air. Komposisi pasir, air dibuat tetap, kemudian
bentonit dibuat bervariasi dari 0 gr, 30 gr, 50 gr ,dan 70 gr. Sehingga
perlakuan-perlakuan yang dilakukan pada penelitian ini dikelompokan menjadi 4
kelompok/tipe :
1. Tipe A yaitu: Cetakan pasir basah dengan campuran pasir, air dibuat tetap, dan
tanpa diberi bentonit.
2. Tipe B yaitu: Cetakan pasir basah dengan campuran pasir, air dibuat tetap, dan
diberi bentonit 30 gr.
3. Tipe C yaitu: Cetakan pasir basah dengan campuran pasir, air dibuat tetap, dan
diberi bentonit 50 gr.
4. Tipe D yaitu: Cetakan pasir basah dengan campuran pasir, air dibuat tetap, dan
commit to user
C. Populasi dan Sampel
1. Populasi Penelitian
Populasi menurut Sugiyono (2010 : 61), menyatakan bahwa
“Populasi adalah wilayah generalisasi yang terdiri atas obyek/subyek yang mempunyai kualitas dan karakteristik tertentu yang ditetapkan oleh peneliti
untuk dipelajari dan kemudian ditarik kesimpulannya”. Populasi penelitian ini
adalah campuran pasir cetak yang terdiri dari pasir, air, dan bentonit.
2. Sampel Penelitian
Sampel menurut Sugiyono (2010 : 62), menyatakan bahwa “Sampel
adalah bagian dari jumlah dan karakteristik yang dimiliki oleh populasi”.
Tujuan digunakan teknik sampling adalah untuk menentukan seberapa
banyak sampel yang akan diambil. Dalam penelitian ini sampel penelitian diambil
dengan menggunakan teknik purposive sampling yang artinya “teknik penentuan
sampel dangan pertimbangan tertentu” (Sugiyono, 2010 : 68).
Sementara menurut (Suharsimi Arikunto, 2002 : 117) teknik purposive
sampling adalah “sampel yang dilakukan dengan cara mengambil subyek bukan
didasarkan atas strata, random atau daerah, tetapi didasarkan adanya tujuan
tertentu”. Sampel pada penelitian ini adalah 4 Tipe yang dibuat spesimen dengan
ukuran / dimensi 50 mm x 50 mm.
E. Pengumpulan Data
1. Identifikasi Variabel
Sugiyono (2010 : 2) berpendapat bahwa “Variabel adalah segala
commit to user
37
sehingga diperoleh informasi tentang hal tersebut, kemudian ditarik
kesimpulannya”.
Variabel dalam penelitian ini dibedakan menjadi tiga macam, yaitu
variabel bebas, variabel terikat, dan variabel kontrol. Definisi operasional dan
simbol dari masing-masing variabel adalah sebagai berikut:
a. Variabel Bebas
Sugiyono (2010 : 4 ) menyatakan bahwa “Variabel bebas adalah
variabel yang mempengaruhi atau yang menjadi sebab perubahannya
atau timbulnya variabel terikat”. Adanya variabel ini tidak dipengaruhi
atau tidak ditentukan oleh ada atau tidaknya variabel lain. Variabel bebas
dalam penelitian ini adalah variasi tipe campuran pasir cetak basah.
b. Variabel Terikat
Sugiyono (2010 : 4) menyatakan bahwa “Variabel terikat adalah
variabel yang dipengaruhi atau yang menjadi akibat karena adanya
variabel bebas”. Dengan kata lain ada atau tidaknya variabel ini terkait
pada ada atau tidaknya variabel bebas. Variabel terikat dalam penelitian
ini adalah permeabilitas dan kekuatan tekan pasir cetak.
c. Variabel Kontrol
Sugiyono (2010 ; 4) menyatakan bahwa “Variabel kontrol adalah
variabel yang dikendalikan atau dibuat konstan sehingga hubungan
variabel bebas terhadap variabel terikat tidak dipengaruhi oleh faktor luar
yang tidak diteliti. Namun pengaruh yang timbul sebenarnya tidak
dikehendaki, sehingga perlu dikendalikan agar tidak mempengaruhi hasil
dari variabel terikat yang mendapat pengaruh dari variabel bebas.
Variabel yang kita kendalikan adalah: jumlah air dan jumlah pasir.
2. Sumber Data
Pengumpulan data dalam penelitian ini menggunakan metode
observasi, dokumentasi, dan eksperimen langsung yaitu metode pengumpulan
data penelitian yang dengan sengaja dan secara sistematis mengadakan
commit to user
3. Instrumen Penelitian
Bahan yang digunakan dalam penelitian ini adalah pasir cetak basah
dan bentonit sebagai pengikatnya, diperoleh disalah satu perusahaan
pengecoran logam yang ada di Politeknik Manufaktur Ceper klaten.
Alat yang digunakan dalam penelitian tersebut sebagai berikut:
a. Permeability Tester
Alat pengukur kemampuan alir gas (permeabilitas) yang
digunakan dalam penelitian ini adalah Permeability Tester yang berada di
Laboratorium Politeknik Manufaktur Ceper dengan merk Ridsdale dan
nomor seri 129619 yang mempunyai kapasitas sampai 2450 cm3/menit.
Adapun gambar alat yang digunakan seperti terlihat pada Gambar 3.1.
Gambar 3.1. Mesin Uji Permeability Tester
b. Universal Strength Machine
Alat pengukur kekuatan tekan yang digunakan dalam penelitian
ini adalah Universal Strength Machine yang berada di Laboratorium
Politeknik Manufaktur Ceper dengan merk Ridsdale dan nomor seri
M1971 yang mempunyai kapasitas sampai 650 KN/m2. Adapun gambar
commit to user
39
Gambar 3.2. Mesin Uji Universal Strength Machine
c. Neraca timbang
Alat yang digunakan untuk menimbang campuran komposisi
pasir cetak basah dalam penelitian ini adalah neraca timbang duduk yang
berada di Laboratorium Politeknik Manufaktur Ceper. Adapun gambar
alat yang digunakan seperti terlihat pada Gambar 3.3.
Gambar 3.3. Neraca Timbang
d. Mixer
Alat yang digunakan untuk mencampur antara pasir, bentonit,
commit to user
Politeknik Manufaktur Ceper. Adapun gambar alat yang digunakan
seperti terlihat pada Gambar 3.4.
Gambar 3.4. Mixer
e. Gelas ukur.
Alat yang digunakan untuk mengukur banyaknya air yang akan
digunakan untuk campuran pasir dalam penelitian ini adalah gelas ukur
yang berada di Laboratorium Politeknik Manufaktur Ceper. Adapun
gambar alat yang digunakan seperti terlihat pada Gambar 3.5.
commit to user
41
f. Sand rammer
Alat yang digunakan untuk membuat atau membentuk specimen
pada penelitian ini adalah Sand rammer yang berada di Laboratorium
Politeknik Manufaktur Ceper dengan merk Ridsdale dan nomor seri
69611 yang mempunyai kapasitas sampai 1800 Kg/m2. Adapun gambar
alat yang digunakan seperti terlihat pada Gambar 3.6.
.
Gambar 3.6. Sand rammer
g. Cetok.
Alat yang digunakan untuk mengaduk campuran pasir dalam
penelitian ini adalah cetok yang berada di Laboratorium Politeknik
Manufaktur Ceper. Adapun gambar alat yang digunakan seperti terlihat
pada Gambar 3.7.