INDAH Tbk. JATAKE II, TANGERANG
LAPORAN KERJA PRAKTEK
Diajukan sebagai salah satu syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh :
Dominica Gabby Limando 16.I1.0014
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
ii
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Pengasih karena berkat rahmatNya penulis dapat menyelesaikan Laporan Kerja Praktek yang berjudul ”EVALUASI MASALAH BISKUIT SARI GANDUM OVERWEIGHT PADA KEMASAN DI PT MAYORA INDAH Tbk. JATAKE II TANGERANG”. Laporan ini disusun sebagai syarat untuk memenuhi kelengkapan akademis guna memperoleh gelar Sarjana Teknologi Pertanian. Kerja praktek ini dilaksanakan pada Januari hingga Februari 2019. Adapun kerja praktek ini memberikan banyak manfaat bagi penulis, mendapat wawasan dan pengetahuan baru, serta pengalaman baru di dunia kerja.
Kelancaran dan keberhasilan dalam Kerja Praktek hingga tertulisnya laporan ini tentunya tidak lepas dari bantuan, bimbingan, serta dukungan dari berbagai pihak. Dalam kesempatan ini penulis ingin mengucapkan terima kasih kepada semua pihak terutama kepada :
1. Tuhan Yesus Kristus yang telah memberi hikmat sehingga penulis dapat menyelesaikan Kerja Praktek dan Laporan Kerja Praktek ini.
2. Bapak Dr. R. Probo Y. Nugrahedi STP, Msc. Sebagai Dekan Fakultas Teknologi Pertanian yang telah mendukung agar Kerja Praktek ini dapat berjalan dengan lancer. 3. IbuDr. Ir. Lindayani, MPselaku pembimbing Kerja Praktek dari Program Studi
Teknologi Pangan, Universitas Katolik Soegijapranata.
4. Bapak M. Ikhsan selaku Factory Manager di PT Mayora Indah Tbk. Jatake II yang telah mendukung dan membimbing selama Kerja Praktek berlangsung.
5. Bapak Ghea Permana dan Ibu Diana Eka P. selaku pembimbing lapangan di PT Mayora Indah Tbk.
6. Seluruh karyawan yang turut membantu, membimbing, dan mengarahkan selama Kerja Praktek berlangsung.
7. Keluarga dan teman-teman yang telah memotivasi penulis dalam menyelesaikan laporan ini.
8. Gracia Vivianselaku teman seperjuangan Kerja Praktek di PT Mayora Indah Tbk. dan selalu memberikan dukungan dalam setiap proses pengerjaan Laporan Kerja Praktek.
iii
9. Dan seluruh pihak yang telah membantu selama Kerja Praktek dan penulisan Laporan Kerja Praktek berlangsung yang tidak dapat disebutkan satu persatu.
Penulis menyadari bahwa dalam penulisan dan penyusunan laporan Kerja Praktek ini masih jauh dari kata sempurna. Oleh karena itu, penulis memohon maaf apabila selama Kerja Praktek maupun dalam pembuatan laporan Kerja Praktek masih terdapat banyak kesalahan dan kekurangan. Maka dari itu, penulis sangat mengharapkan kritik dan saran dari para pembaca. Penulis berharap agar laporan Kerja Praktek dapat bermanfaat bagi para pembaca dan dapat digunakan sebagaimana mestinya. Terima Kasih.
Semarang, Juni 2019
iv DAFTAR ISI LEMBAR PENGESAHAN ... i KATA PENGANTAR ... ii DAFTAR ISI ... iv DAFTAR TABEL... vi
DAFTAR GAMBAR ... vii
DAFTAR LAMPIRAN ... viii
I. PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Tujuan ... 1
1.3. Waktu dan tempat Pelaksanaan ... 1
1.4. Metode dan Kegiatan Kerja Praktek ... 2
II. PROFIL PERUSAHAAN ... 3
2.1. Sejarah Perusahaan ... 3
2.2. Lokasi Perusahaan ... 5
2.3. Visi, Misi, dan Nilai-nilai Mayora Group ... 5
2.3.1. Prinsip Kerja Mayora Group ... 6
2.3.2. Kebijakan Mutu PT Mayora Indah Tbk ... 6
2.3.3. Prinsip5R di PT Mayora Indah Tbk... 7
2.3.4. Good Manufacturing Practices di PT Mayora Indah Tbk ... 7
2.4. Struktur Organisasi ... 8
III. SPESIFIKASI PRODUK ... 9
3.1. Jenis Produk ... 9
IV.TUGAS KHUSUS: “EVALUASI MASALAH BISKUIT SARI GANDUMOVERWEIGHT PADA KEMASAN DI PT MAYORA INDAH Tbk. JATAKE II TANGERANG ... 12
4.1. Latar Belakang ... 12
4.2. Tujuan ... 12
4.3. Biskuit ... 12
4.4. Jenis Produk Biskuit Sari Gandum ... 13
4.5. Proses Produksi ... 13
4.5.1.Bahan Baku Biskuit Sari Gandum... 13
4.5.2. Tepung Terigu ... 14
4.5.3. Tepung Tapioka ... 15
4.5.4. Gula ... 15
4.5.5. Garam ... 15
4.5.6. Susu Skim Bubuk ... 16
4.5.7. Lechitin ... 16
4.6. Proses Produksi Biskuit Sari Gandum ... 17
4.6.1. Mixing ... 17
4.6.2. Tilting ... 18
v 4.6.4. Baking ... 19 4.6.5. Cooling ... 20 4.6.6. Stacking ... 21 4.6.7. Packing... 21 4.7. Sanitasi... 22 V. HASIL PENGAMATAN ... 23 VI. PEMBAHASAN ... 27
VII. KESIMPULAN DAN SARAN ... 31
7.1. Kesimpulan ... 31
7.2. Saran ... 31
VIII. DAFTAR PUSTAKA ... 32
vi
DAFTAR TABEL
Tabel 1. Produk PT Mayora Indah Tbk. Divisi Biskuit Jatake II Tangerang... 9 Tabel 2. Tabel Rata-rata Overweight pada Kemasan Biskuit Sari Gandum bulan
Juli 2018-Januari 2019... 23 Tabel 3. Syarat Mutu Bahan Baku Menurut Standar Nasional Indonesia (SNI) ... 35
vii
DAFTAR GAMBAR
Gambar 1. Jenis Kemasan Produk Biskuit Sari Gandum ... 13
Gambar 2. Flow Proses Pembuatan Biskuit Sari Gandum ... 17
Gambar 3. Horizontal Mixer Double Screw ... 18
Gambar 4. Mesin Rotary Moulder ... 19
Gambar 5. Mesin Oven ... 20
Gambar 6. Cooling Conveyor ... 20
Gambar 7. Mesin Packing Kemasan Primer ... 21
Gambar 8. Rata-rata Hubungan Berat, Tebal, dan Isi Kemasan 39g ... 24
Gambar 9. Rata-rata Hubungan Berat, Tebal, dan Isi kemasan 149g ... 25
viii
DAFTAR LAMPIRAN
Lampiran 1.Struktur Organisasi PT Mayora Indah Divisi Biskuit Jatake II ... 33
Lampiran 2. Struktur Dept. Quality Control PT Mayora Indah Tbk Jatake II ... 34
Lampiran 3. Syarat Mutu Bahan Baku Menurut Standar Nasional Indonesia (SNI) ... 35
Lampiran 4. Syarat Mutu Biskuit Menurut Standar Nasional Indonesia (SNI) ... 36
Lampiran 5. Hasil Uji Anova Ketebalan Biskuit Terhadap Isi Kemasan 149g... 37
Lampiran 6. Hasil Uji Anova Ketebalan Biskuit Terhadap Isi Kemasan 240g... 38
Lampiran 7. Hasil Plagscan Laporan Kerja Praktek ... 39
Lampiran 8. Kartu Bimbingan Kerja Praktek... 40
1.
PENDAHULUAN
1.1. Latar BelakangSelama masa perkuliahan di Fakultas Teknologi Pertanian Unika Soegijapranata, sudah banyak ilmu dan pengetahuan yang didapat oleh mahasiswanya. Mulai dari teori, proses, mesin, pengolahan, kandungan yang terdapat dalam suatu pangan yang baik dan tidak, berbagai macam metode dan praktek di dalam laboratorium. Tetapi hal itu tidak cukup apabila tidak ada praktek nyata yang dilakukan di lapangan untuk menambah pengetahuan, wawasan, dan gambaran dari teori-teori yang telah didapat selama masa perkuliahan. Oleh sebab itu, mahasiswa Jurusan Teknologi Pangan Fakultas Teknologi Pertanian Unika Soegijapranata Semarang diwajibkan untuk mengikuti kegiatan Kerja Praktek yang bertujuan agar mahasiswa dapat terjun langsung ke dunia kerja selama beberapa waktu dan mendapatkan pengetahuan lebih luas, dan pihak Universitas mengharapkan mahasiswa menjadi lebih siap untuk menghadapi persaingan di dunia kerja di waktu yang akan datang.
Pada kesempatan kegiatan Kerja Praktek kali ini, PT Mayora Indah Tbk. Divisi Biskuit Jatake II Tangerang dipilih oleh mahasiswa sebagai tempat dilaksanakannya Kerja Praktek.
1.2. Tujuan Kerja Praktek
Pelaksanaan Kerja Praktek ini bertujuan untuk mempelajari lebih dalam tentang proses pembuatan biskuit dalam skala industri sesuai dengan standar yang sudah ditetapkan, serta untuk mempelajarai cara mengatasi permasalahan pada saat proses produksi berlangsung demi mempertahankan kualitas akhir yang dihasilkan dan mengurangi risiko yang ada.
1.3. Waktu dan Lokasi Pelaksanaan
Dalam kegiatan Kerja Praktek ini, mahasiswa Jurusan Teknologi Pangan Universitas Katolik Soegijapranata melakukan pembelajaran dan pengamatan secara langsung
terhadap setiap tahapan-tahapan proses produksi yang dilakukan oleh PT Mayora Indah Tbk. Divisi Biskuit Jatake II Tangerang dalam proses pembuatan biskuit dari perencanaan hingga pendistribusian. Selama kegiatan Kerja Praktek ini dilakukan, mahasiswa melakukan tanya jawab serta diskusi dengan pembimbing lapangan atau karyawan lain yang sesuai dengan bidangnya yang akan didiskusikan seiring dengan pengamatan secara langsung yang dilaksanakan. Kegiatan Kerja Praktek yang dilakukan adalah mengamati dan belajar langsung mengenai departemen Quality Control secara keseluruhan mulai dari bahan baku, proses produksi, bahan bungkus, hingga produk akhir jadi.
1.4. Metode dan Kegiatan Kerja Praktek
Kerja Praktek ini dilaksanakan di PT Mayora Indah Tbk. Divisi Biskuit cabang Jatake II Tangerang yang berada di Kawasan Industri Jatake Jl. Industri Raya Blok C No. II Kel. Pasir Jaya, Jatiuwung, Tangerang. Kerja Praktek dilaksanakan selama 26 hari kerja dimulai 7 Januari 2019 dan berakhir pada 7 Februari 2019. Jam kerja yang diikuti selama masa Kerja Praktek adalah jadwal shift satu yang dimulai pukul 08.00 WIB hingga pukul 16.00, sedangkan pada hari Sabtu, jadwal kerja dimulai pukul 07.45 WIB hingga pukul 13.00 WIB. Dari hari Senin-Jumat, untuk mengawali kerja dilakukan
briefing pagi bernama Lentera Hati yang dimulai pukul 07.45 WIB, oleh karena itu seluruh karyawan dihimbau untuk datang tepat waktu dan mengikuti Lentera Hati.
2.
PROFIL PERUSAHAAN
2.1. Sejarah Perusahaan
PT Mayora Indah resmi didirikan pada 17 Februari 1977 sebagai sebuah badan usaha yang bergerak di bidang makanan dan minuman dimana pabrik pertamanya ini berada di kawasan Jatake, Tangerang. Pada 4 Juli 1990, PT Mayora Indah resmi beralih menjadi badan usaha terbuka dan berganti nama menjadi PT Mayora Indah Tbk. Produk yang pertama kali diproduksi dan dijual yakni biskuit Marie dengan label “Roma” dan rumah produksi terletak di daerah Kampung Bali.
Beberapa contoh produk makanan dan minuman yang diproduksi oleh PT Mayora Indah Tbk antara lain, Slai O’lai, Roma Malkist, Roma Sari Gandum, Roma Better Sandwich, Astor, Kopiko, Beng-beng, Choki-choki, Energen, Mi Gelas, Roma Marie, dan masih banyak lagi. Produk-produk yang diproduksi oleh PT Mayora Indah Tbk ini tidak hanya didistribusikan di Indonesia saja, melainkan juga ke beberapa Negara lainnya seperti Thailand, Afrika, Australia, China, India, Vietnam, Hongkong, Italia, Singapura, Filipina, dan Arab Saudi.
Plant Mayora Indah Jatake II mulai beroperasi pada tahun 2009 dengan luas area sebesar 4,8 hektar dan luas bangunan sebesar 2,7 hektar. Jumlah karyawan yang bekerja di pabrik ini kurang lebih sekitar 3650 orang per bulan Juli 2018. Plant Mayora Indah Jatake II sudah mendapatkan sertifikasi Halal (HAS 23000) sejak tahun 2001, sertifikasi
Hygiene and Sanitary dari Badan Pengawasan Obat dan Makanan Republik Indonesia (BPOM-RI), sertifikasi ISO 22000:2005 dari SGS tahun 2010, sertifikasi Standar Nasional Indonesia (SNI) dari Badan Standarisasi Nasional (BSN), sertifikasi Hazard Analysis and Critical Control Points (HACCP) dari SGS, dan sertifikasi Jabatan Kemajuan Islam Malaysia (JAKIM (Halal Malaysia)). Prestasi yang sudah didapatkan oleh Plant Mayora Indah Jatake II ini cukup banyak meliputi Best Manufacturer of Halal Product oleh Majelis Ulama Indonesia (MUI) pada tahun 2005, Superbrand Indonesia Choice pada tahun 2010-2011, Top Brand ICSA for Biskuit Roma oleh
Indonesia Customer Satisfaction Award (ICSA) pada tahun 2009, Badan Pengawasan Obat dan Makanan tahun 2015, dan Platinum Award oleh Outstanding Corporate
Innovator Indonesia Award 2016. Di PT. Mayora Indah Tbk juga memiliki beberapa macam program inovasi meliputi:
• PIB (Program Improvement Bersama)
PIB merupakan sarana untuk memberikan saran yang dapat diutarakan secara langsung dan diimplementasikan tanpa perlu adanya penelitian terlebih dahulu.Saran yang diberikan ini minimal satu untuk tiap semesternya.
• GKM (Gugus Kendali Mutu)
Sarana untuk mengutarakan saran terhadap suatu masalah yang ditemui di lapangan. GKM sendiri merupakan system manajemen usaha untuk meningkatkan efisiensi, produktivitas, dan mutu produksi, dalam rangka meningkatkan daya saing produk yang dihasilkan. Pembuatan GKM ini biasanya dilakukan dengan delapan langkah tujuh alat (DELTA), yakni:
1. Menentukan pokok permasalahan 2. Membahas penyebab
3. Menentukan akar permasalahan dan menguji sebab 4. Menyusun rencana penanggulangan
5. Pelaksanaan 6. Meneliti hasil 7. Standarisasi
8. Menentukan tema berikutnya
Sedangkan tujuh alat yang digunakan terdiri atas:
1. Checksheet
2. Starifikasi 3. Grafik
4. Diagram pareto 5. Diagram sebab akibat 6. Histogram
• Employee Service Award
Merupakan salah satu ajang dimana karyawan teladan yang bekerja dengan baik reputasi kerjannya, akan diberikan penghargaan oleh perusahaan. Pemberian penghargaan ini dilakukan dalam kurun waktu tiap lima tahun sekali.
• Corporate Social Responsibility (CSR)
Merupakan acara kegiatan social terhadap lingkungan. CSR ini merupakan memberikan penghargaan pada karyawan dengan memberi biaya untuk umroh, donasi ke yatim-piatu, go green untuk lingkungan.
2.2. Lokasi Perusahaan
PT Mayora Indah Tbk. Divisi Biskuit cabang Jatake II Tangerang berada di Kawasan Industri Jatake Jalan Gatot Subroto KM 7,8 Gg. Telesonik, Tangerang dengan luas lahan sebesar 4,8 hektar dan luas bangungan sebesar 2,7 hektar. PT Mayora Indah Tbk. Divisi Biskuit Jatake II Tangerang ini mendistribusikan produk olahannya ke seluruh wilayah di Indonesia dan ke beberapa negara lainnya.
2.3. Visi, Misi, dan Nilai-nilai Mayora Group
PT Mayora Indah Tbk. menjunjung tinggi visi dan misi perusahaan yang merupakan penggambaran dari citra, nilai, dan tujuan perusahaan dari masa sekarang hingga masa yang akan datang.
Visi yang dimiliki dan dijunjung tinggi oleh perusahaan PT Mayora Indah Tbk. Divisi Biskuit Jatake II Tangerang adalah “Menjadi perusahaan manufaktur Biskuit terbesar di Indonesia dan Asia Tenggara, yang mengutamakan peningkatan mutu produk melalui pengembangan SDM yang handal dan teknologi yang lebih maju.”
Dalam mencapai visi perusahaan, PT Mayora Indah Tbk. Divisi Biskuit Jatake II Tangerang memiliki misi yang terdiri atas:
1. Meningkatkan mutu produk dengan mengendalikan Raw Material dan Packaging Material yang diinginkan sesuai dengan Standar Nasional Indonesia (SNI) dan standard PT Mayora Indah.
2. Meningkatkan kemampuan sumber daya manusia dengan menyelenggarakan
training baik eksternal maupun internal secara periodik.
3. Mengembangkan penerapan teknologi yang lebih maju dalam proses produksi untuk meningkatkan kualitas produk.
2.3.1. Prinsip Mayora Group
Dalam bekerja dan meningkatkan perusahannya, setiap perusahaan tentu memiliki prinsip kerja yang diterapkan. Begitu pun dengan PT Mayora Indah terkhususnya Mayora Group (seluruh perusahaan Mayora) yang memiliki tujuh prinsip yang diterapkan, yaitu: 1. Quality 2. Efficiency 3. Innovation 4. Passion 5. Wisdom 6. Responsibility 7. Confidence
2.3.2. Kebijakan Mutu PT Mayora Indah Tbk.
Kami bertekad menerapkan Sistem Manajemen Mutu, Keamanan Pangan dan Halal, untuk menghasilkan produk yang:
M :Memenuhi persyaratan dan undang-undang yang berlaku
A :Aman dikonsumsi, berkualitas dan halal
Y :Yakin bahwa semua pihak terlibat dengan pendekatan proses dan pendekatan sistem
O :Optimis dalam mencapai tujuan organisasi dan sasaran mutu
R :Respon yang cepat dan fokus pada pelanggan melalui peningkatan berkesinambungan
A :Aktif dalam menjalin hubungan yang saling menguntungkan dengan semua pihak
2.3.3. Prinsip 5R di PT Mayora Indak Tbk.
PT Mayora Indah Tbk. menganut dan menerapkan prinsip kerja 5R yang membantu mengingatkan seluruh pekerjanya untuk tetap menjaga kebersihan, kerapihan dan rajin dalam bekerja. Isi dari 5R itu yakni:
1. Ringkas : Memilah-milah yang perlu dan tidak perlu 2. Rapi : Menempatkan semua hal pada tempatnya 3. Resik : Bebas dari debu kotoran dan bau
4. Rawat : Mempertahankan sesuatu yang lebih baik 5. Rajin : Hal yang baik dijadikan kebiasaan dan budaya
2.3.4. Good Manufacturing Practices (GMP) di PT Mayora Indah Tbk.
PT Mayora Indah Tbk. menerapkan GMP dalam perusahaannya, dimana isi dari GMP yang diterapkan antara lain:
1. Desain dan Fasilitas
2. Pengendalian Operasional (produksi) 3. Penyimpanan
4. Jaminan mutu 5. Pengendalian hama
6. Kebersihan & kesehatan karyawan 7. Pemeliharaan, pembersihan & perawatan 8. Pengaturan penanganan limbah
9. Pelatihan
2.4. Struktur Organisasi
Struktur organisasi pada PT Mayora Indah Tbk. Divisi Biskuit Jatake II Tangerang terdiri atas beberapa jabatan yang dipimpin oleh Manufacturing Division Head yang bertugas untuk mengarahkan segala pekerjaan dan aktivitas yang ada di perusahaan untuk mencapai tingkat kinerja yang maksimal sehingga produk yang dihasilkan berkualitas tinggi dengan sistem pengendalian mutu produk yang terjamin. Struktur organisasi dan struktur departemen Quality Control yang ada pada PT Mayora Indah Tbk. Jatake II Tangerang dapat dilihat pada Lampiran 1 dan Lampiran 2.
3.
SPESIFIKASI PRODUK
3.1.
Jenis Produk
PT Mayora Indah Tbk. Divisi Biskuit Jatake II Tangerang memproduksi berbagai jenis biskuit dengan varian yang berbeda. Berbagai jenis produk biskuit tersebut dapat dilihat pada Tabel 1.
Tabel 1. Produk PT Mayora Indah Tbk. Divisi Biskuit Jatake II Tangerang
Kategori Brand Logo Spesifikasi Produk Varian Kemasan
Biskuit:
Sandwich
Cookies Renceng, Gift
Box
Renceng, Gift Box, Kaleng
Renceng, Roll,
Family
Pack,Gift Box,
Display Box
Sachet, Gift Box
Lanjutan Tabel 1.
Kategori Brand Logo Spesifikasi Produk Varian Kemasan Biskuit: Sandwich Cookies Renceng, Display Box Family Pack, Display Box Biskuit: Crackers Renceng, Pack, Display Box, Banded Bag Pack, Banded Bag Renceng, Family Pack, Banded Pack
Lanjutan Tabel 1.
Kategori Brand Logo Spesifikasi Produk Varian Kemasan Biskuit: Sandwich Cookies Renceng, roll Renceng, Roll Biskuit: Sandwich Cookies Renceng, Roll, Family Pack Renceng, Family Pack Sumber :www.mayoraindah.co.id
12
4. TUGAS KHUSUS : “EVALUASI MASALAH BISKUIT SARI GANDUM OVERWEIGHT PADA KEMASAN DI PT MAYORA INDAH Tbk. JATAKE II TANGERANG”
4.1. Latar Belakang
Topik yang saya amati pada Kerja Praktek ini mengenai EvaluasiMasalah Overweight
pada Kemasan Biskuit Sari Gandum di PT Mayora Indah Tbk. Divisi Biskuit Jatake II Tangerang. Pengamatan yang saya lakukan adalah mengambil data reject overweight
selama bulan Januari dengan menyesuaikan dari data sebelumnya yaitu pada bulan Juli sampai Desember.
Sari Gandum merupakan salah satu produk biskui yang diproduksi di PT Mayora Indah Tbk. Jatake II Tangerang di samping produk Roma Sandwich, Slai O’lai, Roma Kelapa, Malkist Coklat, Better, Roma Kelapa Cream, Roma Marie Gold, dan Roma Marie Susu. Biskuit Sari Gandum dikemas dalam berbagai ukuran yakni, kemasan renceng 39g, kemasan pack 149g, dan kemasan family pack 240g.
4.2. Tujuan
1. Mengetahui faktor-faktor penyebab overweightbiskuit yang terjadi pada kemasan biskuit Sari Gandum
2.
Mengetahui upaya penanggulangan untuk mengatasi overweight pada kemasan Sari Gandum.4.3. Biskuit
Biskuit merupakan jenis makanan yang terbuat dari tepung dengan penambahan bahan makanan lain dan disertai dengan proses pemanasan dan pencetakan. Biskuit merupakan salah satu produk makanan olahan yang berasal dari tepung terigu halus dan mengandung gula serta lemak yang tinggi, namun hanya mengandung sedikit air. Biskuit yang dihasilkan harus memenuhi syarat mutu biskuit yang telah ditetapkan oleh
SNI supaya aman untuk dikonsumsi masyarakat.Syarat mutu biskuit ini berlaku di Indonesia berdasarkan Standar Nasional Indonesia (SNI 01-2973-1992) dimana bisa dilihat pada Lampiran 4. Biskuit memiliki standar mutu kadar air kurang dari 5% sehingga bertekstur renyah (Manley, 2001 dalam Kurniawan, J. A., 2018).
4.4. Jenis Produk Biskuit Sari Gandum
Produk biskuit Sari Gandum yang diproduksi oleh PT. Mayora Indah Tbk. Jatake II Tangerang memiliki tiga macam jenis kemasan dengan ukuran dan isi yang berbeda. Ketiga kemasan dan berat isi biskuit di dalamnya antara lain: kemasan renceng isi 6 pcs biskuit dengan berat total 39g, kemasan roll/pack isi 23 pcs biskuit dengan berat total 149g, dan kemasan family pack isi 37 pcs degan berat total 240g (Gambar 1).
Renceng (39g) Pack (149g) Family Pack (240gr)
Gambar 1. Jenis Kemasan Produk Biskuit Sari Gandum
4.5. Proses Produksi
4.5.1. Bahan Baku Biskuit Sari Gandum
Bahan baku yang digunakan untuk memproduksi biskuit Sari Gandum sangatlah menentukan kualitas produk akhir yang dihasilkan, oleh karena itu pemilihan bahan baku yang tepat sangat diperlukan dalam proses produksi sesuai dengan standar yang telah ditetapkan oleh Standar Nasional Indonesia (SNI) dan PT Mayora Indah Tbk. Bahan baku pengolahan biskuit Sari Gandum dibagi menjadi 2 bagian, yaitu bahan baku utama dan bahan baku tambahan. Bahan baku utama adalah bahan yang peran dan
jumlah penggunaannya paling banyak digunakan untuk pengolahan. Sedangkan bahan baku tambahan merupakan bahan tambahan yang jumlah pengunaannya lebih sedikit dibandingkan bahan baku utama. Bahan baku utama pengolahan biskuit Sari Gandum antara lain tepung gandum, tepung terigu, tepung tapioka, gula, tepung kelapa, mentega, minyak nabati, susu skim bubuk, dan garam. Sedangkan bahan baku tambahan pengolahan biskuit Sari Gandum antara lain premiks vitamin (B1, B2, B6, B12), perisa sintetik, glukosa, pengembang, pengemulsi lesitin kedelai, dan ekstrak malt.
4.5.2. Tepung Terigu
Tepung terigu merupakan tepung yang berasal dari bulir gandum yang umum digunakan dalam proses pembuatan biskuit, kue, roti, dan mie. Tepung terigu diperoleh dari biji gandum (Triticum vulgare) yang digiling. Tepung terigu memiliki keistimewaan dibandingkan jenis serealia lainnya, dimana kemampuan tepun terigu membentuk gluten pada saat diberi air. Gluten yang terbentuk pada adonan bersifat kenyal sehingga menyebabkan produk yang dihasilkan tidak mudah pecah saat terbalut oleh tepung (Astawan, 2006). Kadar protein yang terkandung dalam tepung terigu berkisar antara 8-14% (Lubis, 2013). Berdasarkan teori yang dikemukakan oleh (Rustandi, 2011 dalam Wibowo, L.S. 2015), gandum yang telah diubah menjadi tepung terigu dapat digolongkan menjadi 3 tingkatan berdasarkan kandungan protein masing-masing jenis tepung, yaitu:
a. Hard Flour (kandungan protein 12% - 14%)
Tepung ini memiliki daya serap air yang tinggi dan mudah digiling sehingga mudah dicampur dan difermentasikan.Umumnya tepung ini sering digunakan dalam pembuatan mie, pasta, dan roti.
b. Medium Flour (kandungan protein 10,5% - 11,5%)
Jenis tepung ini umumnya digunakan dalam pembuatan adonan makanan yang memiliki tingkat fermentasi yang sedang, seperti cake, bakso, dan donat.
c. Soft Flour (kandungan protein 8% - 9%)
Tepung ini memiliki daya serap yang rendah, sukar digiling, daya pengembangan rendah.Umumnya tepung ini digunakan dalam pembuatan kue kering, biskuit, dan pastel.
Kandungan utama yang terkandung di dalam tepung terigu adalah protein, lemak, karbohidrat, vitamin A, vitamin C, kalsium (Ca), fosfor, zat besi, dan air. Tepung terigu yang digunakan harus sesuai dengan standar mutu yang ada untuk penggunaannya agar aman dikonsumsi. Berikut syarat mutu tepung terigu berdasarkan Standar Nasional Indonesia dapat dilihat pada Lampiran 3 Tabel 3.
4.5.3. Tepung Tapioka
Tepung tapioka merupakan tepung yang diperoleh dari umbi akar ketela pohon (singkong). Kualitas tepung tapioka ditentukan oleh beberapa faktor, antara lain :
1. Kandungan air, tepung harus dijempur sampai benar-benar kering sehingga kandungan airnya menjadi rendah.
2. Warna tepung, tepung tapioka yang baik berwarna putih. 3. Banyaknya serat dan kotoran.
4. Tingkat kekentalan, dimana parameter ini dihubungkan dengan daya rekat tapioka. Untuk menghasilkan daya rekat yang tinggi diupayakan menghindari penggunaan air yang berlebih dalam produksi.
Standar mutu tepung tapioka yang telah ditetapkan supaya aman untuk dikonsumsi dapat dilihat pada Lampiran 3 Tabel 3.
4.5.4. Gula
Gula berperan sebagai pemberi rasa manis pada biskuit dan mempengaruhi tekstur biskuit serta mempengaruhi tingkat kemerahan warna pada biskuit. Hal itu terbentuk akibat adanya reaksi antara karbohidrat dan protein yang terkandung dalam bahan.
4.5.5. Garam
Garam dalam pengolahan biskuit diberikan untuk memberikan dan memperkuat flavor
biskuit, mempengaruhi warna dan tingkat kemerahan biskuit yang dihasilkan, memperkuat tekstur, serta mengikat air (Matz, 1992). Garam diketahui dapat
menghambat aktivitas enzim protease dan amylase sehingga adonan yang dihasilkan tidak bersifat lengket dan pengembangannya tidak berlebihan. Standar mutu garam yang digunakan berdasarkan dengan standar yang sudah ditetapkan oleh Standar Industri Indonesia (SII) pada Lampiran 3 Tabel 3.
4.5.6. Susu Skim Bubuk
Dalam pembuatan biskuit, susu bubuk berperan sebagai pembentuk struktur yang kuat dan berpori pada biskuit. Selain itu, susu bubuk juga memberikan cita rasa yang kuat pada biskuit serta dapat mengikat air sehingga adonan yang dihasilkan lebih padat. Penambahan susu pada pembuatan biskuit akan membentuk struktur yang kuat dan membentuk aroma karena adanya protein kasein yang terkandung di dalam susu. Susu bubuk yang digunakan untuk pembuatan biskuit biasanya adalah susu skim bubuk. Standar mutu yang digunakan perusahaan hampir sama dengan standar mutu yang ditetapkan oleh SNI 19-0428-1998 dan dapat dilihat pada Lampiran 3 Tabel 3.
4.5.7.Lechitin
Lecithin merupakan sejenis bahan pengemulsi adonan makanan, dimana fungsinya adalah untuk menstabilkan adonan, mencampur adonan dengan rata, dan membuat adonan mudah mengembang, serta membuat adonan tidak mudah berubah terkena pengaruh dari lingkungan. Lecithin yang umum digunakan banyak diperolah dari kedelai yang berperan sebagai emulsifier. Pengemulsi lecithin mengandung banyak vitamin, mineral, protein, enzim, dan asam amino.
4.6. Proses Produksi Biskuit Sari Gandum
Berikut adalah alur proses pembuatan biskuit Sari Gandum :
Gambar 2.Flow Proses Pembuatan Biskuit Sari Gandum
4.6.1. Mixing
Bahan-bahan atau raw material yang digunakan untuk membuat produk biskuit Sari Gandum perlu dicampur hingga merata kemudian baru bisa digunakan. Bahan-bahan yang perlu melalui proses pencampuran dengan alat mixer antara lain,tepung terigu, tepung tapioka, tepung gandum, gula, garam, susu skim bubuk, mentega, perisa sintetik dan premiks vitamin. Pencampuran seluruh raw material diperlukan untuk menghomogenkan bahan baku sampai diperoleh adonan yang kalis. Hal itu dikarenakan tingkat homogenitas adonan biskuit akan sangat berpengaruh terhadap produk akhir
Mixing Tilting Moulding Baking Cooling Packing Finish Good Sari Gandum OPRP CCP
biskuit yang dihasilkan. Proses pencampuran bahan baku dilakukan di dalam mixer horizontal yang memiliki kapasitas 400-500kg. Mixer horizontal yang digunakan dalam proses produksi biskuit Roma Sari Gandum dapat dilihat pada Gambar 3.
Gambar 3.Horizontal Mixer Double Screw
Sumber :www.strattonsales.com
4.6.2. Tilting
Proses tilting adalah proses memindahkan adonan yang sudah di mixing ke konveyor untuk didistribusikan ke mesin selanjutnya. Pemindahan adonan yang sudah jadi dilakukan dengan “menumpahkan” adonan ke konveyor beltyang ada di bagian bawahnya, kemudian adonan akan berjalan di konveyor ke mesin selanjutnya.
4.6.3.Moulding
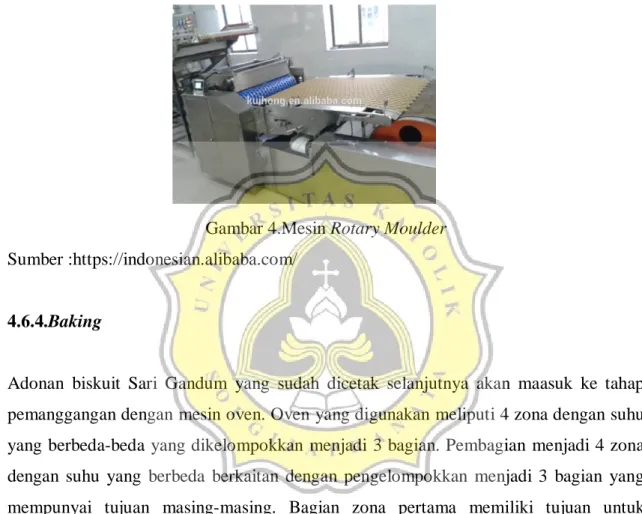
Adonan biskuit Sari Gandum yang masuk dari tahap tilting ke konveyor belt selanjutnya akan masuk ke dalam tahap pencetakan adonan. Mesin cetak adonan yang digunakan adalah rotary moulder. Rotary moulder merupakan mesin cetak adonan biskuit yang menghasilkan potongan-potongan kecil adonan (Manley, 1998 dalam H, Mamat, 2018).
Rotary moulder tersusun atas 3 bagian, yaitu forcing roll, moulding roll, dan extraction roll (Manley, 2011). Pertama, adonan biskuit akan masuk ke dalam hopper dan ditekan oleh forcing roll sehingga dihasilkan adonan yang berbentuk lembaran. Kemudian dari
forcing roll, lembaran adonan ditekan masuk ke moulding roll untuk menghasilkan
Extraction roll letaknya disusun bersebelahan dengan moulding roll secara vertikal untuk menarik potongan-potongan adonan biskuit yang sudah tercetak dapat lepas dari cetakannya. Dalam satu rotary moulder terdapat 16 jalur cetakan biskuit dan 9 cross
yang berputar menekan cetakan adonan. Mesin rotary moulder yang digunakan dalam proses pencetakan adonan biskuit Sari Gandum dapat dilihat pada Gambar 4.
Gambar 4.Mesin Rotary Moulder
Sumber :https://indonesian.alibaba.com/
4.6.4.Baking
Adonan biskuit Sari Gandum yang sudah dicetak selanjutnya akan maasuk ke tahap pemanggangan dengan mesin oven. Oven yang digunakan meliputi 4 zona dengan suhu yang berbeda-beda yang dikelompokkan menjadi 3 bagian. Pembagian menjadi 4 zona dengan suhu yang berbeda berkaitan dengan pengelompokkan menjadi 3 bagian yang mempunyai tujuan masing-masing. Bagian zona pertama memiliki tujuan untuk mematangkan adonan, bagian zona kedua bertujuan untuk menghilangkan kadar air, dan bagian zona ketiga bertujuan untuk memberikan warna pada biskuit. Biskuit matang yang keluar dari oven memiliki berat sebesar 6,4 – 6,6g dengan diameter 5,5 – 5,8 mm per biskuit. Setelah melalui pemanggangan, tebal, pH, dan kadar air biskuit juga terjadi perubahan. Tebal biskuit menjadi bertambah setelah melalui pemanggangan di oven, kadar air yang terkandung di dalam biskuit juga semakin berkurang. Oven yang digunakan dalam proses pemanggangan adonan biskuit Sari Gandum dapat dilihat pada Gambar 5.
Gambar 5. Mesin Oven Sumber :https://indonesian.alibaba.com/
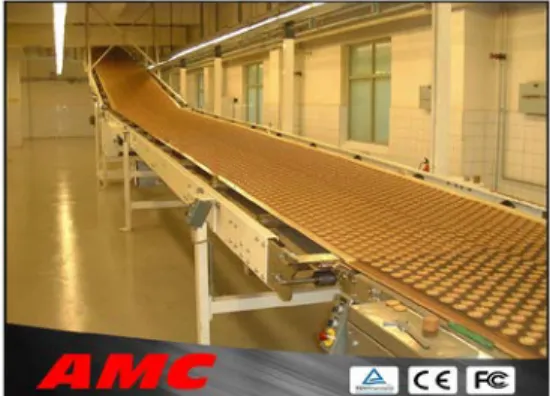
4.6.5. Cooling
Cooling merupakan proses pendingan atau penurunan suhu biskuit yang baru keluar dari oven sampai benar-benar dingin sebelum masuk ke tahap pengemasan. Proses pendinginan atau cooling ini dilakukan dengan membiarkan biskuit yang keluar dari oven berjalan di konveyor belt dengan panjang 1,5 – 2 kali lipat dari oven yang digunakan untuk pemanggangan sebelum masuk ke proses stacking. Proses cooling
harus diperhatikan dan diperhitungkan lama waktu cooling dengan baik. Apabila biskuit yang sedang melalui proses cooling terpapar udara terlalu sebentar, maka biskuit yang masih dalam keadaan panas akan melelehkan krim atau coklat dan merusak kemasan, sedangkan apabila biskuit yang sedang di cooling terpapar udara terlalu lama, maka akan menyebabkan biskuit menyerap air dari udara yang dapat membuat kualitas biskuit menurun. Mesin cooling conveyor yang digunakan dalam proses pendinginan biskuit Sari Gandum yang baru keluar dari oven dapat dilihat pada Gambar 6.
Gambar 6.Cooling Conveyor
Sumber : https://indonesian.alibaba.com/
Stacking merupakan mesin yang memudahkan proses handling biskuit ke mesin selanjutnya saat akan masuk ke mesin pengemas. Pada ujung cooling conveyor terdapat
channeling yang bertujuan untuk memudahkan biskuit berganti posisi yang semula horizontal menjadi vertikal.
4.6.7.Packing
Biskuit yang telat melewati cooling conveyor dan telah mencapai suhu ruang akan segera dikemas menggunakan kemasan sesuai standar yang telat ditetapkan PT Mayora Indah Divisi Biskuit Jatake II. Roma Sari Gandum dikemas dalam berbagai varian berat bersih, yakni 39g, 149g, dan 240g. Pengemasan biskuit Roma Sari Gandum menggunakan kemasan primer, kemasan sekunder, dan kemasan tersier. Biskuit yang berasal dari cooling conveyorakan masuk ke dalam jalur conveyor yang membagi biskuit di bagian jalur yang tersedia untuk menata biskuit dengan rapih sebelum dikemas dengan kemasan primer. Kemasan primer yang digunakan adalah cello atau
tray. Berikut mesin yang digunakan untuk pengemasan primer pada biskuit Sari Gandum dapat dilihat pada Gambar 7.
Gambar 7.Mesin Packing Kemasan Primer Sumber :http://wiramasmachinery.com/
Produk biskuit Sari Gandum yang telah dikemas menggunakan kemasan primer cello
atau tray kemudian akan langsung dikemas ke dalam kemasan sekunder dan kemasan tersier. Proses pengemasan kemasan sekunder dan kemasan tersier ini dilakukan secara manual oleh pekerja yang bertugas di bagian packing.Kemasan sekunder yang digunakan ada cello dan banded plastic. Sedangkan dalam pengemasan tersier, kemasan yang digunakan adalah partisi dan karton. Kemudian karton yang sudah terisi produk, ditimbang beratnya pada mesin timbang untuk mengetahui, berat produk dalam karton sesuai dengan standar yang telah ditetapkan atau tidak.
4.7. Sanitasi
Kontaminasi akan menyebabkan penurunan kualitas dan kerusakan produk, dimana hal tersebut dapat dicegah dan dihindari dengan menetapkan system sanitasi sanitasi pada PT Mayora Indah Tbk menerapkan sanitasi pekerja, tempat produksi, dan proses produksi.
23
5. HASIL PENGAMATAN
Hasil rata-rata data overweight pada kemasan biskuit Sari Gandum pada minggu ke 27 Juli 2018 sampai dengan minggu ke 44 November 2018 dan perbaikannya dapat dilihat pada Tabel 2.
Tabel 2.Tabel Rata-rata Overweight pada Kemasan Biskuit Sari Gandum bulan Juli 2018-Januari 2019.
Lanjutan tabel hasil pengamatan di halaman berikutnya. Bulan Minggu Berat
(g)
Tebal (mm)
Pack 39g Pack 149g Pack 240g
Juli 2018 Minggu ke 27 6,38 5,52 6 24 39 Minggu ke 28 6,26 5,55 6 24 39 Minggu ke 29 6,25 5,53 6 24 39 Minggu ke 30 6,31 5,49 6 24 39 Agustus 2018 Minggu ke 31 6,36 5,51 6 24 39 Minggu ke 32 6,31 5,56 6 24 39 Minggu ke 33 6,30 5,54 6 24 38 Minggu ke 34 6,31 5,51 6 24 39 Minggu ke 35 6,28 5,58 6 24 39 September 2018 Minggu ke 36 6,31 5,53 6 24 39 Minggu ke 37 6,27 5,52 6 24 39 Minggu ke 38 6,28 5,55 6 24 39 Minggu ke 39 6,31 5,49 6 24 39 Oktober 2018 Minggu ke 40 6,25 5,26 6 24 39 Minggu ke 41 6,27 5,55 6 24 39 Minggu ke 42 6,29 5,56 6 24 39 Minggu ke 43 6,31 5,53 6 24 39 Minggu ke 44 6,43 5,44 6 24 39
Lanjutan Tabel 2.
Rata-rata berat dan tebal yang mempengaruhi isi biskuit pada kemasan renceng 39g Juli 2018 sampai dengan Januari 2019 dapat dilihat pada Gambar 8.
Gambar 8.Rata-rata berat, tebal, isi biskuitpada kemasan 39g Juli 2018–Januari 2019. Bulan Minggu Berat
(g)
Tebal (mm)
Pack 39g Pack 149g Pack 240g
November 2018 Minggu ke 45 6,52 5,64 6 23 37 Minggu ke 46 6,53 5,63 6 23 38 Minggu ke 47 6,53 5,59 6 23 37 Minggu ke 48 6,54 5,74 6 23 37 Desember 2018 Minggu ke 49 6,52 5,72 6 23 38 Minggu ke 50 6,46 5,70 6 23 37 Minggu ke 51 6,56 5,71 6 23 37 Minggu ke 52 6,55 5,73 6 23 37 Januari 2019 Minggu ke 1 6,58 5,68 6 23 37 Minggu ke 2 6,55 5,65 6 23 37 Minggu ke 3 6,61 5,63 6 23 37 Minggu ke 4 6,59 5,69 6 23 37
Rata-rata berat dan tebal yang mempengaruhi isi biskuit pada kemasan pack 149g bulan Juli 2018 sampai dengan Januari 2019 dapat dilihat perkembangannya pada Gambar 9. di bawah ini.
Gambar 9.Rata-rata berat, tebal, isi biskuit pada kemasan 149g bulan Juli 2018–Januari 2019.
Rata-rata berat dan tebal yang mempengaruhi isi biskuit pada kemasan family pack 240g bulan Juli 2018 sampai dengan Januari 2019 dapat dilihat perkembangannya pada Gambar 10. di bawah ini.
Gambar 10.Rata-rata berat, tebal, isi biskuit pada kemasan 240g bulan Juli 2018–Januari2019.
27
6. PEMBAHASAN
Dalam dunia industri pangan, tidak sedikit masalah yang dihadapi, mulai dari perancangan hingga pendistribusian produk jadi akhir.Banyaknya permasalahan yang ada dalam industri pangan seperti, ketidaksesuaian standar bahan dan alat yang digunakan, terjadi kontaminasi, grepes, terlalu tebal atau terlalu tipis biskuit yang tercetak, biskuit terbalik saat berjalan di konveyor, dan masih banyak lagi.Permasalahandefectbiskuit yang terlalu tebal atau terlalu tipis menjadi bahan evaluasi dari pengamatan yang dilakukan pada saat kegiatan Kerja Praktek berlangsung.Defectyang terjadi dapat disebabkan oleh berbagai hal seperti bahan, alat, sumber daya manusia, dan lain-lain.
Biskuit yang terlalu tebal ataupun terlalu tipis, akan berpengaruh pada standar ketebalan dan standar berat biskuit yang sudah ditetapkan oleh perusahaan, dan juga berpengaruh pada isi kemasan yang menjadi lebih banyak dari standar isi yang sudah ditetapkan. Hal ini bisa disebabkan karena berat adonan yang kurang atau adonan yang kurang mengembang saat di mixing sehingga biskuit yang dihasilkan terlalu tipis.
Masalah berat biskuit pada kemasan Sari Gandum ini berpengaruh terhadap jumlah isi biskuit Sari Gandum pada masing-masing kemasannya melebihi standar yang telah ditetapkan.Pada kemasan renceng dengan SKU (Stock Keeping Unit) produk 39g berisi 6 pcs biskuit, untuk kemasan pack dengan SKU produk 149g berisi 23 pcs biskuit, dan untuk kemasan family pack dengan SKU produk 240g berisi 37 pcs biskuit. Permasalahan overweight pada kemasan biskuit Sari Gandum sering terjadi pada kemasan yang menggunakan tray sebagai kemasan primernya, dimana kemasan itu adalah kemasan pack dan kemasan family pack. Biskuit yang seharusnya berisi 23 pcs
pada kemasan roll, karena terjadi kelebihan biskuit pada proses pengemasan untuk memenuhi tray yang digunakan untuk mengemas menjadi sebanyak 24 pcs biskuit Sari Gandum, sedangkan biskuit yang seharusnya berisi 37 pcs pada kemasan family pack, karena terjadi kelebihan biskuit pada proses pengemasan maka isinya menjadi 38-40
pcs. Dimana hal itu bisa merugikan perusahaan karena tidak sesuai dengan perancangan produksi yang sudah dirancang oleh pihak perusahaan.Tetapi pada kemasan renceng
39g berisi 6 pcs biskuit, masih stabil tidak mengalami overweight biskuit pada kemasan, di samping tidak menggunakan tray sebagai kemasan primernya, kemasan primer cello
yang digunakan sudah disesuaikan dengan jumlah isi produk yang dimasukkan ke dalamnya.
Pada Juli 2018 hingga pada minggu pertama November 2018, hampir setiap produksi yang dilakukan menghasilkan produk dengan isi kemasan yang berlebih tidak sesuai dengan standar yang sudah ditetapkan. Hal ini dikarenakan biskuit yang diproduksi terlalu tipis sehingga masih ada ruang kosong pada kemasan traydan proses pengemasan produk ke dalam kemasan primer masih secara manual dengan bantuan sumber daya manusia, jadi ruang kosong yang masih ada ditambahkan jumlah biskuit yang dimasukkan ke dalamnya untuk bisa mengisi kemasan hingga penuh.
Permasalahan yang terjadi ini kemudian segera dilakukan perbaikan oleh perusahaan untuk meminimalisir terjadinya overweightpada kemasan biskuit Sari Gandum.Hal yang dilakukan adalah dengan mengecek keseluruhan bahan, mesin, faktor suhu, waktu yang digunakan selama proses produksi biskuit Sari Gandum berlangsung. Jika pada bagian mesin dan suhu tidak mengalami masalah setelah dicek, cek bahan yang digunakan apakah ada kesalahan saat persiapan bahan atau adakah ukuran yang tidak sesuai yang menyebabkan biskuit menjadi tipis.
Faktor penyebab terjadinya masalah biskuit yang tercetak terlalu tipis ada pada berat mentah biskuit yang berpengaruh terhadap ketebalan biskuit, sehingga biskuit yang dihasilkan lebih tipis dari standar yang sudah ditetapkan. Jadi pada saat proses pengemasan berlangsung, man power yang mengemas biskuit menambahkan isi biskuit di dalam tray kemasan agar biskuit tidak rebah di dalam kemasan.
Pada Tabel 2. dapat dilihat nilai rata-rata perkembangan nilai berat, tebal, dan banyaknya isi pada tiap jenis kemasan untuk tiap minggunya. Dapat dilihat pada data hasil pengamatan Tabel 2, bahwapada minggu ke 27 sampai dengan minggu ke 44, kemasan biskuit Sari Gandum masih mengalami overweight pada kemasan karena biskuit yang tercetak terlalu tipis. Dengan standar berat yang sudah ditentukan oleh
perusahaan yaitu sebesar 6,2-6,4g, dan tebal yang sudah ditentukan juga sebesar 5,2-5,6 mm, masih didapatkan hasil akhir biskuit yang kurang tebal sehingga menyebabkan jumlah yang berlebihan di dalam kemasan.
Data berat, tebal, dan isi biskuit yang mengalami overweight pada kemasan dan yang sudah mengalami perbaikan juga dapat dilihat pada Gambar 9. untuk kemasanpack 149g dan Gambar 10untuk kemasan family pack 240g. Kemudian, pada Gambar8. dapat dilihat bahwa pada kemasan pack 39g stabil dari Juli 2018 hingga Januari 2019 dengan isi sebanyak 6 pcs. Sedangkan pada Gambar 9. dan Gambar 10. dapat dilihat perkembangan yang terjadi dari Juli 2018 hingga Januari 2019 berkaitan dengan isi biskuit pada kemasan mengalami penurunan jumlah isi biskuit pada minggu ke 45 November 2018 sampai dengan minggu ke 4 Januari 2019 setelah dilakukan perbaikan. Isi biskuit pada kemasan pack dari 24 pcs turun menjadi 23 pcs dan pada kemasan
family pack dari 38-40 pcs menjadi 37 pcs biskuit, dimana hal tersebut sudah sesuai dengan standar yang sudah ditetapkan perusahaan.
Berdasarkan hasil uji anova terhadap ketebalan dan jumlah biskuit Sari Gandum yang dapat dilihat pada Lampiran 5 dan Lampiran 6, ketebalan biskuit memiliki pengaruh terhadap jumlah biskuit yang terisi dalam kemasan. Hal ini dapat dilihat pada nilai signifikansi hasil uji anova yang didapatkan lebih rendah dari batas nilai signifikansi pengaruh (0,05) yang berarti ketebalan biskuit Sari Gandum memiliki pengaruh terhadapkemasan biskuit yang berisi 149g dan 240g. Jika ketebalan biskuit melebihi standar maka akan menyebabkan jumlah biskuit dalam kemasan berkurang, dan sebaliknya apabila ketebalan biskuit yang dihasilkan kurang dari standar maka jumlah biskuit dalam kemasan akan berlebih.
Perbaikan yang dilakukan oleh perusahaan adalah dengan mengatur gap antara grooved
dan cetakan dengan menambahkan berat adonan pada saat di tahap moulding.
Perkembangan biskuit yang terjadi dipengaruhi juga oleh gluten yang terkandung di dalamnya. Gluten akan berkembang apabila suhu pemanasan yang digunakan sudah sesuai. Di samping itu, apabila gluten yang digunakan terlalu rendah maka adonan biskuit menjadi kurang mengembang, tetapi apabila gluten yang digunakan besar maka
akan membuat biskuit menjadi mengembang. Hal tersebut diungkapkan oleh teori (Chevallier, 2000 dalam H. Mamat, 2018) bahwa mekanisme pemanasan pati dan gluten menyebabkan pembengkakan, pembengkakan yang dimaksud adalah pengembangan. Standar reject biskuit yang ditetapkan perusahaan adalah maksimal sebesar 3%, dimana permasalahan overweight ini masih di bawah 3% sehingga masih termasuk ke dalam
reject bersih yang mana akan di recycle. Meskipun kasus overweight ini masih termasuk ke dalam reject bersih yang dapat di recycle, akan tetapi hal tersebut dapat merugikan perusahaan karena akan membuang banyak waktu produksi serta membuang biaya produksi yang berlebih.
31
7. KESIMPULAN DAN SARAN
7.1. Kesimpulan
• Overweight biskuit merupakan salah satu masalah yang terjadi dalam proses produksi biskuit Sari Gandum yang berpengaruh pada kemasan biskut.
• Faktor penyebab terjadinya overweight pada biskuit Sari Gandum antara lain: berat adonan biskuit yang kurang menjadikan hasil akhir biskuit terlalu tipis.
• Perbaikan yang dapat dilakukan untuk meminimalisir terjadinya overweight biskuit Sari Gandum adalah dengan menambahkan berat adonan mentah Sari Gandum.
.
7.2. Saran
Saran untuk perbaikan masalah overweight biskuit Sari Gandum pada kemasan adalah dilakukan pengecekan ulang bahan baku maupun bahan tambahan yang digunakan untuk membuat biskuit serta segala macam peralatan dan mesin-mesin yang digunakan untuk produksi supaya proses produksi biskuit dapat berjalan dengan baik dan dihasilkan produk sesuai dengan keinginan. Selain itu, juga perlu dilakukan pemeliharaan peralatan produksi dengan baik supaya kebersihan dan kualitas kegunaannya dapat terjaga dan berfungsi dengan baik.
32
8. DAFTAR PUSTAKA
Astawan, Made. 2006. Membuat Mie dan Bihun. Cetakan VIII. Penebar Swadaya. Jakarta.https://books.google.co.id/books?id=R63Bo_S5bRoC&pg=PT5&lpg=PT 5&dq=astawan,+made.+2006.+membuat+mie+dan+bihun.+cetakan+viii.+peneb ar+swadya.+jakarta.&source=bl&ots=LE20bYnz37&sig=ACfU3U3bWjQNYJD 1bg_5JUGtfNRd5ZiULw&hl=en&sa=X&ved=2ahUKEwjnwYjKz4HjAhUU2o 8KHa5fAJoQ6AEwAXoECAkQAQ#v=onepage&q&f=false
Badan Standardiasi Nasional (1992). Syarat Mutu Biskuit. Standar Nasional Indonesia. SNI 01-2973-1991. Badan Standardisasi Nasional, Jakarta.
https://kupdf.net/download/sni-01-2973-1992_58e4a373dc0d60523cda9818_pdf
H, Mamat., Hill, S.E. 2018. Structural and functional properties of major ingredients of biscuit.International Food Research Journal 25(2):462-471. Faculty of Food Science and Nutrition, Universitii Malaysia Sabah, 88400 Kota Kinabalu Sabah, Malaysia.
http://www.ifrj.upm.edu.my/25%20(02)%202018/(2).pdf
Kurniawan, J. A., R. Anandito, K. B., dan Siswanti. 2018. Karakteristik fisik, Kimia dan Sensori Cookies Berbahan Dasar Tepung Komposit Uwi (Dioscorea alata), Koro Glinding (Phaseolus lunatus) dan Tepung Terigu. Jurusan Ilmu dan Teknologi Pangan, Fakultas Pertanian, Universitas Sebelas Maret. Surakarta.
https://jurnal.uns.ac.id/ilmupangan/article/download/29090/19762
Lubis, Y., Efriza, N., Ismaturrahmi., Fahrizal. 2013. Pengaruh Konsentrasi Rumput Laut (Eucheuma Cottonii) dan Jenis Tepung pada Pembuatan Mie Basah.Rona Teknik Pertanian, Vol. 6, No. 1.7-15
http://jurnal.unsyiah.ac.id/RTP/article/view/913/849
Rizkia, A. M. 2019. Pengaruh Perbandingan Tepung Terigu Dengan Tepung Sukun Dan Suhu Dengan Waktu Pemanggangan Terhadap Karakteristik Biskuit. (Skripsi). Jurusan Teknologi Pangan Fakultas Teknik. Universitas Pasundan. Bandung.
http://repository.unpas.ac.id/40679/1/Ardyan%20Rizkia%20Maulana_133020121_Tekn ologi%20Pangan.pdf
Wibowo, L.S. 2015. Analisis Kelayakan Usaha Pembuatan Mie Rumput Laut (Eucheuma cottonii) Studi Kasus Di Desa Tihengo Kabupaten Ponelo Kepulauan, Gorontalo Utara. Staf Pengajar Program Studi D3 Teknologi Hasil Pertanian Politeknik Gorontalo.Jtech Vol. 1, 48-54.
http://download.garuda.ristekdikti.go.id/article.php?article=773709&val=12627&title= %20ANALISIS%20KELAYAKAN%20USAHA%20PEMBUATAN%20MIE% 20RUMPUT%20LAUT%20(Eucheuma%20cottonii)%20STUDI%20KASUS% 20DI%20DESA%20TIHENGO%20KABUPATEN%20PONELO%20KEPULA UAN,%20GORONTALO%20UTARA
9. LAMPIRAN
Lampiran 1. Struktur Organisasi PT Mayora Indah Divisi Biskuit Jatake II
STRUKTUR ORGANISASI PT MAYORA INDAH DIVISI BISKUIT JATAKE II Manufacturing Division Head
Assistant MDH
Factory Manager
Group Dept. Head
Dept. Head Production Packing Dept. Head Engineering Dept. Head Energy, Project & Utility Dept. Head PPIC Dept. Head IR & GA Section Head CI Dept. Head Warehouse Section Head Purchasing Lokal Kasir Staff Dept. Head PDQC Dept. Head QC Dept. Head FA Dept. Head HRBP Dept. Head Production Process
Lampiran 2.Struktur Dept. Quality Control di PT Mayora Indah Jatake II
STRUKTUR DEPT. QUALITY CONTROL PT MAYORA INDAH DIVISI BISKUIT JATAKE II
QC Field Packing
Dept. Head QC
Section Head QC Incoming Packaging &
Develop Section Head QC Lab Adm. QC Quality System Section Head QC Field Unit Head QC Lab & Incoming RM
Unit Head QC Field QC Incoming PM
Petugas QC Packaging & Develop
QC Incoming RM QC Helper QC Field Process QC Field FG QC Crusher QC Analyst
Lampiran 3.Syarat Mutu Bahan Baku Menurut Standar Nasional Indonesia (SNI)
Tabel 3. Syarat Mutu Bahan Baku Menurut Standar Nasional Indonesia (SNI)
Kriteria Uji Persyaratan
Syarat Mutu Tepung Terigu SNI 01-3751-2006
Bau Normal
Warna Putih, khas terigu
Bentuk Serbuk
Benda asing Tidak ada Kadar air Maksimum 14%
Syarat Mutu Tepung Tapioka SNI 01-2905-1992
Bau Normal
Warna Putih, khas tepung tapioka
Bentuk Serbuk
Benda asing Tidak ada
Kadar air Maksimum 17,5% Kadar lemak dan kotoran maksimum Maksimum 0,7%
Syarat Mutu Garam SII 0140-76
Bau Tidak berbau
Rasa Asin
Warna Putih
Kadar air Maksimum 5%
Syarat Mutu Susu Bubuk SNI 19-0428-1998
Bau Normal
Rasa Normal
Bentuk Serbuk halus
Lampiran 4. Syarat Mutu Biskuit Menurut Standar Nasional Indonesia (SNI 01-2973-1992)
Kriteria Uji Klasifikasi
Air Maksimum 5%
Protein Minimum 9% Lemak Minimum 9,5% Karbohidrat Minimum 70%
Abu Maksimum 1,6%
Logam berbahaya Negatif
Serat kasar Makimum 0,5% Kalori (kal/100gram) Minimum 400
Rasa Normal