BAB 2
LANDASAN TEORI
2.1 Identifikasi Kebutuhan Pelanggan
Identifikasi kebutuhan pelanggan merupakan bagian yang integral dari proses pengembangan produk, dan merupakan tahap yang mempunyai hubungan paling erat dengan proses penurunan konsep, seleksi konsep, benchmark dengan pesaing dan menetapkan spesifikasi produk.
Lima tahap proses identifikasi kebutuhan pelanggan adalah :
• Mengumpulkan data mentah dari pelanggan, proses pengumpulan data mentah dari pelanggan akan mencakup kontak dengan pelanggan dan mengumpulkan pengalaman dari lingkungan pengguna produk. Tiga metode yang biasa digunakan adalah wawancara, kelompok fokus, dan observasi pada saat produk sedang digunakan.
Tabel 2.1 Contoh Format M atriks Seleksi Pelanggan
Pengguna Pengguna Pemasok atau penjual Pusat pelayanan Jarang menggunakan
(Sumber : Perancangan dan Pengembangan Produk, Ulrich-Eppinger)
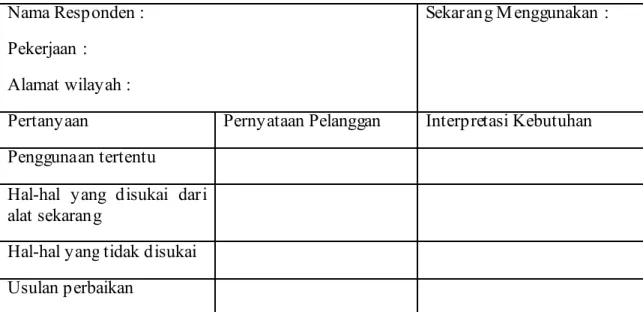
Sementara itu hasil dari wawancara atau pengumpulan data mentah didokumentasikan dan dikumpulkan, dapat dengan rekaman suara, video, catatan ataupun foto, berikut ini contoh hasil wawancara.
Tabel 2.2 Contoh Format Wawancara
Nama Responden : Pekerjaan :
Alamat wilayah :
Sekarang M enggunakan :
Pertanyaan Pernyataan Pelanggan Interpretasi Kebutuhan Penggunaan tertentu
Hal-hal yang disukai dari alat sekarang
Hal-hal yang tidak disukai Usulan perbaikan
(Sumber : Perancangan dan Pengembangan Produk, Ulrich-Eppinger)
• Menginterpretasikan data mentah menjadi kebutuhan pelanggan, kebutuhan pelanggan diekspresikan sebagai pernyataan tertulis dan merupakan hasil interpretasi kebutuhan yang merupakan data mentah setiap pernyataan atau hasil observasi dapat diterjemahkan sebagai kebutuhan pelanggan.
• Mengorganisasikan kebutuhan menjadi beberapa hierarki, yaitu
didapatkan sebelumnya beberapa diantaranya merupakan kebutuhan primer, dimana kebutuhan primer dapat tersusun dari beberapa kebutuhan sekunder. Kebutuhan primer adalah kebutuhan yang paling umum sifatnya, sementara kebutuhan sekunder dan tertier diekspresikan secara lebih terperinci.
• Menetapkan derajat kepentingan relatif setiap kebutuhan, dalam menetapkan derajat kepentingan relatif setiap kebutuhan dapat dilakukan dengan dua cara yaitu cara pertama tim pengembang mendiskusikan secara bersama untuk menentukan langsung derajat kepentingan setiap kebutuhan secara bersama-sama. Atau cara kedua adalah dengan melakukan survey lanjutan dengan memilih variabel yang dianggap penting.
• Menganalisa hasil dan proses, langkah terakhir pada metode identifikasi kebutuhan pelanggan adalah menguji hasil dan meyakinkan bahwa hasil tersebut konsisten dengan pengetahuan dan intuisi yang telah dikembangkan melalui interaksi yang cukup lama dengan pelanggan. Beberapa pertanyaan dapat dijadikan acuan :
• Sudahkah interaksi dilakukan dengan semua tipe pelanggan penting dalam target pasar ?
• Apakah sudah sanggup untuk menangkap kebutuhan tersembunyi dari pelanggan ?
• Mana pelanggan partisipan yang baik yang dapat membantu untuk lanjutan proses pengembangan produk selanjutnya ?
2.1.1 S PSS
SPSS adalah sebuah sistem yang komprehensif untuk menganalisis data. SPSS dapat mengambil data dari hampir semua jenis file dan menggunakannya untuk menghasilkan laporan tabel, grafik, dan bidang distribusi dan tren, statistik deskriptif, dan analisis statistik yang kompleks. Beberapa menu utama yang penting dalam SPSS adalah sebagai berikut:
• File; berisi fasilitas pengelolaan atau manajemen data dan file • Transform; digunakan untuk memanipulasi data
• Analyze; digunakan untuk menganalisis data • Graph; digunakan untuk memvisualkan data
• Utilities; digunakan berkaitan dengan utilitas dalam SPSS 10.0. M enu-menu tersebut bisa anda lihat pada gambar berikut :
(Sumber :Mandiri Belajar SPSS. Mediakom. Yogyakarta P riyanto, Dwi.(2008)
A. Format Data & Output
Data dalam SPSS mempunyai ekstensi sav ( .sav). Sedangkan output dari hasil pengolahan data yang dilakukan oleh SPSS berekstensi spo (.spo). B. Variabel – variabel SPSS
1. Variabel Numerik. Variabel ini untuk data-data numerik baik yang memakai desimal maupun tidak. Contohnya umur, berat badan.
2. Variabel Faktor. Variabel ini berisi data-data kategorik atau faktor, bisa berupa numerik, huruf, atau string (beberapa huruf) Contohnya 1,2,3 atau rendah, sedang, tinggi, atau A,B,C.
3. Variabel String. Variabel ini untuk data-data String atau Character. Contohnya Nama, Alamat, A.B,C. Biasanya tidak bisa diolah secara statistik.
Pendefinisian Variabel
Jika bekerja pada Software SPSS maka, pertama-tama harus mempunyai data yang berada dalam sususan tabel. Cara pemasukan data dilakukan dengan cara sebagai berikut :
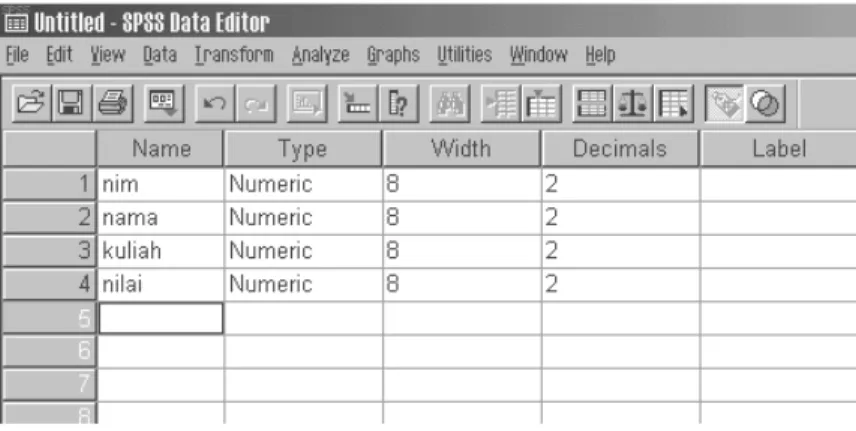
1. Aktifkan Variable View.
2. Isikan nama variabel pada kolom Name seperti tampilan pada gambar di bawah ini :
Gambar 2.2 SPSS Data Editor
(Sumber:Mandiri Belajar SPSS. Mediakom. Yogyakarta P riyanto, Dwi.(2008).
3. Atur kolom Type sesuai kebutuhan dengan mengklik pada sel yang sudah ada nama
variabelnya, pilihlah tipe data yang sesuai :
Gambar 2.3 Variabel Type
(Sumber: Mandiri Belajar SPSS. Mediakom. Yogyakarta P riyanto, Dwi.(2008).
4. Klik tombol OK untuk melanjutkan, atau Cancel kalau ingin membatalkan.
5. Setelah pendefinisian dilakukan maka pengisian data dapat dilakukan dengan mengaktifkan terlebih dahulu Data View. Selanjutnya isikan datanya sesuai dengan kebutuhan. Simpan data dengan nama
Dataku.sav.
2.1.2 S pesifikasi Produk
Spesifikasi produk merupakan serangkaian yang mengungkapkan detail-detail yang tepat dan terukur mengenai apa yang harus dilakukan produk. Spesifikasi tidak memberitahukan bagaimana memenuhi kebutuhan pelanggan, tetapi menampilkan pernyataan yang tidak mendua mengenai apa yang harus dilakukan untuk memuaskan kebutuhan pelanggan.
Sebelum membuat daftar spesifikasi, input yang digunakan adalah tabel kebutuhan pelanggan dengan derajat kepentingannya seperti yang ditunjukkan dibawah ini.
Tabel 2.3 Contoh Format Kebutuhan Pelanggan dan Derajat Kepentingan
No Kebutuhan Kepentingan
1 (Produk) 2 (Produk)
Proses pembuatan target spesifikasi terdiri dari 4 langkah, yang secara keseluruhan menggunakan metode QFD (Quality Function Deployment). 4 langkah tersebut adalah :
• Menyiapkan gambar metrik dan menggunakan matriks-metrik
kebutuhan jika diperlukan. M etrik yang baik adalah yang merefleksikan
secara langsung nilai produk yang memuaskan kebutuhan pelanggan. Hubungan antara kebutuhan dan metrik merupakan inti dari proses spesifikasi.
S yarat metrik haruslah : Komplit, merupakan variabel dependent,
praktis, dan merupakan istilah yang populer untuk perbandingan di pasar.
Hal yang harus dipertimbangkan bahwa tidak semua kebutuhan dapat diterjemahkan menjadi metrik yang terukur. Sehingga dapat bersifat subyektif.
Berikut ini contoh daftar metrik :
Tabel 2.4 Contoh Format Daftar M etrik Kebutuhan
No.
M etrik Kebutuhan M etrik Kepentingan Satuan 1
2
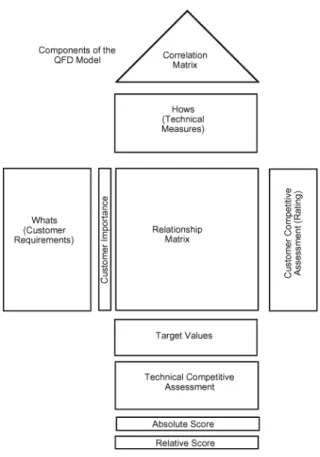
Setelah itu daftar metrik dapat dihubungkan dengan kebutuhan menggunakan Quality Function Deployment (QFD). QFD adalah gabungan bermacam-macam teknik definisi produk yang dapat memaksimalkan nilainya kepada konsumen. Pada gambar di bawah ini ditampilkan konsep dari QFD house of quality. QFD house of quality merupakan suatu alat yang digunakan untuk mengorganisir aliran pemikiran dan diskusi yang berakhir pada spesifikasi produk akhir. Di bawah ini dijelaskan mengenai tabel-tabel yang ada di house of quality :
1. The "Whats" Room. Pada dasarnya kebutuhan konsumen sangat banyak, tetapi dengan menginterpetasikan kebutuhan-kebutuhan tersebut maka dapat dipilih kebutuhan konsumen yang paling penting. Kebutuhan-kebutuhan tersebut diletakkan di kolom “Whats” .
2. The Importance Ratings and Customer Competitive Assessment
Rooms. M arketing dan/atau penganalisa pasar mendesain market
research sehingga tim dapat menggunakan hasil sebagai input untuk menyelesaikan kolom Importance Ratng dan Customer Competitive Assesment. Kolom ini terletak pada matriks dimana ranking dan rating keuntungan dicantumkan untuk analisis. Ranking kepentingan menyediakan tim prioritas atas kebutuhan konsumen dimana customer competitive assesment untuk mencari kelebihan dan kelemahan antara produk kita dengan kompetitor.
3. The "Hows" Room: Langkah selanjutnya adalah penyelesaian kolom ”Hows” . Pada tahap ini seluruh tim menanyakan setiap pertanyaan ”apa”, ”Bagaimana kita mengukur kemampuan produk yang dapat memberikan kita indikasi kepuasan pelanggan pada setiap spesifikasi”. Tim membutuhkan paling tidak satu ukuran kemampuan produk, tetapi kadang-kadang tim menyadari kalau hal ini membutuhkan beberapa ukuran untuk mengklasifikasikan kemampuan produk dengan cukup.
4. The Relationships Matrix Room: Setelah kolom “Hows” telah selesai, tim mulai mencari hubungan antara semua “Whats” dan semua ”Hows” seperti mereka menyelesaikan kolom Relationship Matrix. Dalam hal ini tim bertanya secara sistematis, ”Apa hubungan antara spesifikasi ”Hows” dan spesifikasi ”Apa” ”Apakah ada sebab dan akibat diantara kedua hal tersebut?” Ini adalah keputusan dari hasil mufakat antar anggota. Berdasarkan keputusan bersama, tim menandakan strong, medium, weak or no relationship paada spesifikasi "what/how".
5. The Absolute Score and Relative Score Rooms: Setelah kolom Relationship Matrix telah selesai, tim dapat berlanjut pada kolom Absolute Score dan Relative Score. Ini adalah dimana tim membuat model atau hipotesis bagaimana kemampuan produk berkontribusi kepada kepuasan pelanggan. Berdasarkan nilai Importance Rating dan
Relationship Matrix, tim menghitung Absolute dan Relative Scores . Perhitungan ini adalah estimasi tim yang terbaik dimana ukuran kemampuan produk (”Hows”) memberikan dampak yang luar biasa pada semua kepuasan pelanggan. Teknisi pada saat ini mulai mengetahui pada bagian mana produk harus memiliki kelebihan dalam hal memenangkan persaingan.
6. The Correlation Matrix Room: Ada waktunya pada banyak produk dimana Customer Requirements ditranslet menjadi elemen desain fisik yang mana terjadi konflik antara satu dan lainnya, konflik ini biasanya direfleksikan pada produk ”hows”. Pada kolom Correlation Matrix digunakan untuk membantu menyelesaikan konflik tersebut dengan memperjelas ”hows” tersebut yang memiliki konflik paling besar. 7. The Technical Competitive Assessment Room. Ini adalah kolom
dimana teknisi memberikan ukuran yang telah diiidentifikasi pada saat menyelesaikan kolom “Hows” . “Apakah produk kita berkemampuan lebih dibandingkan competitor berdasarkan ukuran spesifik yang kita telah diidentifikasi?” Pada saat ini adalah waktunya tim untuk menguji hipotesis yang telah dibuat pada kolom Relative Score. Hal ini membantu tim untuk memastikan telah menyelesaikan kolom “hows” dengan benar, yang telah mengukur karakteristik kepuasan pelanggan dengan akurat.
8. The Target Values Room. Pada kolom akhir ini memuat spesifikasi produk yang telah direkomendasikan. Spesifikasi ini telah dipertimbangkan dengan baik, merefleksikan kebutuhan pelanggan, kemampuan bersaing dan teknik penjualan.
Gambar 2.4 Contoh Format QFD House Of Quality
(Sumber : Perancangan dan Pengembangan Produk, Ulrich-Eppinger)
• Mengumpulkan informasi tentang pesaing. Analisis hubungan antara produk baru dengan produk pesaing sangat penting dalam menentukan
kesuksesan komersial. Informasi mengenai produk pesaing harus dikumpulkan untuk mendukung keputusan mengenai Positioning produk.
Tabel 2.5 Contoh Format Benchmarking
(Sumber : Perancangan dan Pengembangan Produk, Ulrich-Eppinger)
• Menetapkan nilai target ideal dan marginal yang dapat dicapai untuk
tiap metrik. Dengan memproses bagan analisis pesaing, maka dapat
ditetapkan kedua nilai target marginal dan ideal untuk tiap metrik. Karena sebagian besar nilai diekspresikan dalam batasan-batasan tertentu (maksimal, minimal atau keduanya) perlu dibuat batasan-batasan nilai yang layak dan dapat bersaing dengan produk pesaing.
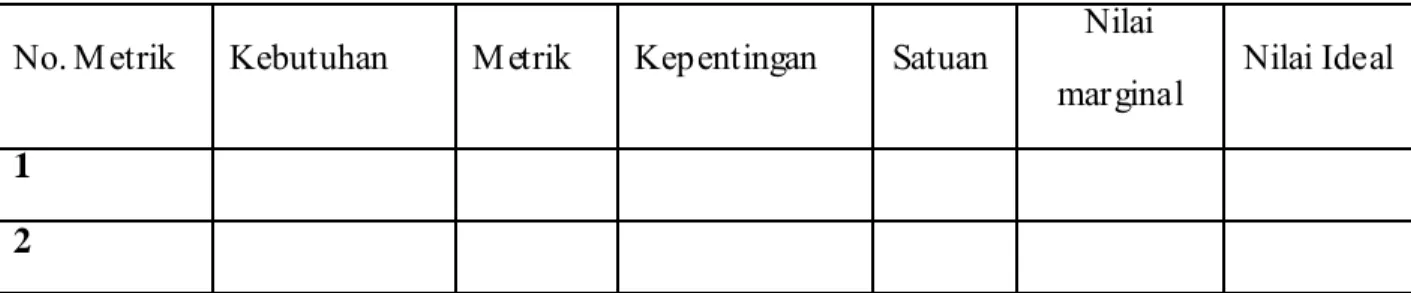
Tabel 2.6 Contoh Format Spesifikasi Target
No. M etrik Kebutuhan M etrik Kepentingan Satuan Nilai
marginal Nilai Ideal
1
2
(Sumber : Perancangan dan Pengembangan Produk, Ulrich-Eppinger) No.
M etrik Kebutuhan M etrik Kepentingan Satuan Pesaing
1
• Merefleksikan hasil dan proses. Perlu dilakukan beberapa kali pengulangan sampai akhirnya target disetujui. M elakukan pertimbangan pada tiap kali pengulangan akan membantu meyakinkan bahwa hasil yang diperoleh sudah konsisten dengan tujuan proyek.
Spesifikasi secara keseluruhan dapat ditinjau kembali untuk diperbaiki agar lebih tepat, sehingga yang tadinya hanya berupa pernyataan target dan selang tertentu, kini dapat dibuat lebih tepat.
2.1.3 Arsitektur Produk
Semua produk terdiri dari elemen fungsional dan fisik. Elemen-elemen fungsional dari produk terdiri atas operasi dan transformasi yang menyumbang terhadap kinerja keseluruhan produk.
Elemen-elemen fisik dari sebuah produk adalah bagian-bagian, komponen, dan sub rakitan yang pada akhirnya diimplementasikan terhadap fungsi produk. Elemen-elemen fisik diuraikan lebih rinci ketika usaha pengembangan berlanjut. Elemen fisik produk biasanya diorganisasikan menjadi beberapa building blocks utama yang disebut chunks. Setiap Chunk terdiri dari sekumpulan komponen yang mengimplementasikan fungsi dari produk. Arsitektur produk adalah skema elemen-elemen fungsional dari produk disusun menjadi chunk yang bersifat fisik. Dan menjelaskan bagaimana setiap chunk berinteraksi.
Karakter arsitektur produk yang terpenting adalah modularitas. Ciri-ciri arsitektur modular adalah : Chunk melaksanakan atau mengimplementasikan satu atau sedikit elemen fungsional pada keseluruhan fisiknya, dan interaksi antar chunk dapat dijelaskan dengan baik, dan umumnya penting untuk menjelaskan fungsi-fungsi utama produk.
Keputusan mengenai cara membagi produk menjadi chunk dan tentang berapa banyak modularitas akan diterapkan pada arsitektur sangat terkait dengan beberapa isu yang menyangkut kepentingan seluruh perusahaan seperti : perubahan produk, variasi produk, standarisasi komponen, kinerja produk, kemampuan manufaktur, dan manajemen pengembangan produk.
Langkah-langkah dalam menetapkan arsitektur produk adalah dengan :
1. Membuat skema produk, yaitu diagram yang menggambarkan pengertian terhadap elemen-elemen penyusun produk, yakni berupa elemen fisik, komponen kritis dan elemen fungsional.
(Sumber : Perancangan dan Pengembangan Produk, Ulrich-Eppinger)
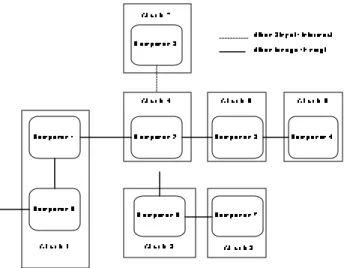
2. Mengelompokkan elemen-elemen pada skema, yaitu menugaskan setiap elemen yang ada pada skema menjadi chunk. Setiap chunk memiliki satu fungsi. Elemen yang memiliki fungsi yang sama dapat digabungkan dalam satu chunk. Kondisi ekstrim yang mungkin terjadi adalah semua komponen memiliki chunk sendiri sehingga jumlah elemen sama dengan jumlah chunk. Atau sebaliknya mengintegrasikan semua komponen ke dalam satu fungsi yang sifatnya akan lebih kompleks
Gambar 2.6 Contoh Function Diagram
3. Membuat susunan Geometris yang masih kasar, Susunan geometris dapat diciptakan dalam bentuk gambar, model komputer atau model fisik yang terdiri dari 2 atau 3 dimensi. Penyusunan Geometris yang masih berbentuk kotak dapat memberikan beberapa alternatif penyusunan sehingga tidak ada hubungan antar chunk yang saling bertentangan. Pembuatan susunan geometris harus memperhatikan aspek estetika, keamanan dan kenyamanan dari sebuah produk.
2.1.4 Desain Industri
Perhimpunan Desainer Industri Amerika (IDSA) mendefiniskan desain industri sebagai ”jasa profesional” dalam menciptakan dan mengembangkan konsep dan spesifikasi guna mengoptimalkan fungsi-fungsi, nilai, dan penampilan produk, serta sistem untuk mencapai keuntungan yang mutual antara pemakai dan produsen. Pada kenyataannya desainer industri memfokuskan diri pada bentuk dan interkasi pemakai produk.
• Kegunaan : Hasil produksi manusia harus selalu aman, mudah digunakan, dan intuitif. Setiap ciri harus dibentuk sedemikian rupa sehingga memudahkan pemakainya mengetahui fungsinya.
• Penampilan : Bentuk, garis, proporsi, dan warna digunakan untuk menyatukan produk menjadi satu produk yang menyenangkan.
• Kemudahan pemeliharaan : Produk juga harus didesain untuk memberitahukan baagimana mereka dapat dirawat dan diperbaiki. • Biaya-biaya rendah : Bentuk dan ciri memegang peranan besar dalam
biaya perelatan dan produksi. Karena itu, hal ini harus diperhatikan secara bersama-sama oleh tim.
• Komunikasi : Desain produksi harus dapat mewakili filosofi desain perusahaan dan misi perusahaan melalui visualisasi kualitas produk. Secara spesifik, proses desain industri dapat dipkirkan seperti fase-fase yang tertera berikut ini :
1. Penyelidikan kebutuhan-kebutuhan pelanggan
Tim pengembangan produk mulai dengan mendokumentasikan kebutuhan-kebutuhan pelanggan, mengidentifikasi kebutuhan pelanggan. Karena desainer industri mempunyai kemampuan untuk mengenali pokok-pokok permasalahan yang melibatkan interaksi pemakai, keterlibatan desain industri penting dalam proses kebutuhan.
2. Konseptualisasi
Setelah kebutuhan dan tuntutan pelanggan dipahami, desainer industri membuat konsep produk. Selama tahap penggalian konsep ahli teknik dengan sendirinya memfokuskan perhatian mereka untuk menemukan penyelesaian subfungsi teknis dari produk. Pada
saat ini desainer industri berkonsentrasi menciptakan bentuk produk dan penghubung pemakai. Desainer industri membuat sketsa yang sederhana. Untuk setiap konsep sketsa itu dikenal dengan sketa yang pendek sekali (thumbnail sketch). Sketsa-sketsa ini adalah media yang cepat dan tidak mahal untuk mengekspresikan ide-ide dan mengevaluasi kemungkinan-kemungkinan.
Konsep yang diajukan kemudian dicocokkan dan digabungkan dengan penyelesaian teknis, biaya, dan pertimbangan manufaktur.
3. Perbaikan Awal
Pada fase perbaikan awal desainer industri membuat model dari konsep yang paling menjanjikan. Soft model biasanya dibuat dalam skala penuh dengan menggunakan busa atau papan berinti-busa. Ini adalah metode kedua yang tercepat, namun sedikit lebih lambat dari sketsa, digunakan untuk mengevaluasi konsep.
M eskipun secara umum masih kasar, model-model ini sangat berguna karena model ini membantu tim pengembangan untuk mengekspresikan dan memvisualisasikan konsep produk ke dalam tiga dimensi. Konsep-konsep dievaluasi oleh desainer industri, ahli teknik, personil pemasaran, dan (pada waktunya) pembeli
potensial melalui proses menyentuh, merasa, dan memodifikasi model. Biasanya desainer akan membuat sebanyak mungkin model tergantung pada waktu dan keuangan. Konsep-konsep yang sukar divisualisasikan memerlukan lebih banyak model dibandingkan yang sederhana.
Desainer industri menggunakan sejumlah model lunak untuk menilai ukuran, proporsi, dan bentuk keseluruhan dari banyak konsep yang diajukan. Perhatian khusus ditujukan pada kehalusan produk di tangan dan wajah. Hal ini hanya dapat dinilai dengan menggunakan model fisik.
4. Perbaikan Lanjutan dan Pemilihan Konsep Akhir
Pada tahap ini, para desainer industri sering mengganti dari model lunak dan sketsa menjadi model keras dan gambaran informasi-intensif yang dikenal dengan rendering. Rendering memperlihatkan detail desain dan sering melukiskan penggunaan produk. Yang digambarkan dakam bentuk dua atau tiga dimensi, rendering menyampaikan sejumlah informasi mengenai produk. Rendering sering digunakan untuk studi warna dan pengujian penerimaan pelanggan untuk ciri dan fungsi produk yang diajukan.
Langkah perbaikan akhir sebelum memilih suatu konsep adalah menciptakan hard model. M odel ini secara teknis belum berfungsi karena hanya mendekati replika desain akhir dengan penempilan yang sangat realistik. Hard model terbuat dari kayu, busa tebal, plastik atau logam. M odel itu dilukis dan diberi tekstur, serta mempunyai beberapa ciri ”fungsi kerja”, seperti tombol-tombol yang berfungsi untuk mendorong atau meluncurkan gerakan. Karena sebuah model keras berharga ribuan dolar, pengembang biasanya mempunyai anggaran untuk membuat model ini dalam jumlah yang sedikit.
Hard model dapat digunakan untuk memperoleh tambahan arus balik pelanggan pada fokus grup, mengiklankan dan mempromosikan produk pada pameran perdagangan, menjual konsep pada manajemen senior dalam suatu organisasi, dan untuk perbaikan lanjutan konsep akhir.
5. Penggambaran Kontrol
Desainer industri menyelesaiakan proses pengembangan mereka dengan membuat gambar kontrol dari konsep akhir. Penggambaran akhir mendokumentasikan fungsi, ciri, ukuran, warna, sentuhan akhir permukaan, dan dimensi kunci.
6. Koordinasi dengan Ahli Teknik, M anufaktur, dan Pengecer Eksternal
Desainer industri harus terus bekerja berdekatan dengan ahli teknik dan personil manufaktur melalui subsekuen proses pengembangan produk. Beberapa perusahaan konsultasi desain industri menawarkan jasa pengembangan produk yang cukup luas, termasuk desain industri detail dan pemilihan serta manajemen di luar pengecer baik material, peralatan, komponen dan jasa perakitan.
2.1.5 Desain untuk Proses Manufaktur
M etode DFM terdiri dari 5 langkah :
1. M emperkirakan biaya manufaktur
Input dalam biaya manufaktur meliputi bahan mentah, komponen-komponen yang dibeli, usaha-usaha karyawan, energi dan peralatan. Output meliputi barang jadi dan buangan. Biaya manufaktur merupakan jumlah seluruh biaya untuk input dari sistem dan dan untuk proses pembuanga output yang dihasilkan oleh sistem. Sebagai biaya untuk produk, perusahaan biasanya menggunakan unit biaya manufaktur, yang dihitung dengan membagi total biaya manufaktur untuk beberapa periode (biasanya dalam kuartal atau tahun) dengan jumlah unit produk yang dihaslikan selam periode tersebut.
Biaya manufaktur dari suatu produk yang terdiri dari biaya-biaya dalam tiga kategori :
1. Biaya-biaya komponen
Komponen-komponen dari suatu produk mencakup komponen standar yang dibeli dari pemasok. Beberapa komponen pesanan dibuat di pabrik sendiri, sementara yang lain dihasilkan oleh pemasok berdasarkan spesifikasi rancangan pembuat.
2. Biaya-biaya perakitan
Barang-barang diskrit biasanya dirakit dari komponen-komponen. Proses perakitan hampir selalu mencakup biaya upah tenaga kerja dan juga mencakup biaya peralatan dan perlengkapan.
3. Biaya-biaya Overhead
Overhead merupakan kategori yang digunakan untuk mencakup seluruh biaya-biaya lainnya. Biaya overhead terbagi 2 tipe : biaya pendukung dan alokasi tidak langsung. Biaya pendukung adalah biaya-biaya berhubungan dengan penanganan material, jaminan kualitas, pembelian, pengiriman, penerimaan, fasilitas-fasilitas dan pemeliharaan perelatan/perlengkapan. Alokasi tidak langsung adalah biaya manufaktur yang tidak dapat secara langsung dikaitkan dengan
suatu produk namun harus dibayarkan dalam suatu usaha. Contoh : gaji penjaga keamanan dan biaya perawatan bangunan.
Cara lain untuk membagi biaya manufaktur adalah dengan menggunakan biaya tetap dan biaya variabel. Biaya tetap adalah biaya yang tercakup dalam jumlah yang telah ditentukan sebelumnya, tanpa menghiraukan berapa banyak unit produk yang dibuat. Biaya variabel adalah biaya yang tercakup dalam proporsi langsung dari jumlah unit yang dihasilkan
Tabel 2.7 Perkiraan Daftar M aterial (Bill of Material)
Komponen Material yang Dibeli Pemrosesan (Mesin+T.kerja) Perakitan (T.Kerja) Total Biaya Variabel perunit Peralatan dan Biaya tak berulang lainnya Umur pakai perelat an Total Biaya tetap perunit Biaya Total Total Biaya Langsung Beban overhead Biaya Total
(Sumber : Perancangan dan Pengembangan Produk, Ulrich-Eppinger)
Kolom pada BOM menunjukkan perkiraan biaya yang terurai menjadi biaya tetap dan biaya variabel. Biaya variabel mencakup material,
waktu mesin, dan upah. Biaya tetap terdiri dari peralatan dan biaya yang tidak berulang seperti peralatan khusus dan biaya set up. Umur pakai peralatan digunakan untuk menghitung biaya tetap perunit . untuk menghitung biaya total, overhead ditambahkan sesuai dengan gambaran akunting biaya yang diharapkan perusahaan. Sebagai catatan bahwa tambahan biaya tetap seperti depresiasi peralatan yang digunakan untuk beberapa produk sering juga tercakup dalam overhead.
2. M engurangi Biaya Komponen
- M emahami Batasan-batasan Proses dan Dasar-dasar Biaya
Beberapa komponen mungkin dapat ditentukan harganya secara sederhana, karena perangcang tidak memahami kemampuan dasar biaya, dan batasan-batasan proses produksi. Untuk merancang ulang komponen guna mendapatkan kinerja yang sama seraya menghindari langkah manufaktur yang menimbulkan biaya, perancang harus mengetahui tipe operasi apa yang sulit dilakukan dalam produksi, dan dengan dasar biaya apa. Pada beberapa kasus, batasan suatu proses dapat dikomunikasikan dengan singkat pada perancang dalam bentuk aturan perancangan. Untuk beberapa proses, biaya menghasilkan suatu komponen dengan menggunakan fungsi matematis sederhana untuk beberapa komponen yang akan menjadi
dasar biaya untuk proses. Proses-proses yang memiliki kemampuan yang tidak mudah dijelaskan, strategi terbaik adalah dengan bekerja langsung dengan orang-orang yang sangat mengetahui proses produksi yang dimaksud.
- M erancang Ulang Komponen Untuk M engurangi Langkah-langkah Pemrosesan
Kecermatan rancangan yang diusulkan akan mengarahkan pada usulan rancangan ulang yang dapat menghasilkan penyederhanaan proses produksi. Dengan mengurangi jumlah langkah dalam proses pabrikasi umumnya memberikan hasil pengurangan biaya.
- Pemilihan Skala Ekonomi yang Sesuai untuk Pemrosesan Komponen
Biaya manufaktur suatu produk biasanya turun bila volume produksi meningkat. Gejala ini dinamakan skala ekonomi. Skala ekonomi untuk suatu komponen yang dibuat terjadi karena dua alasan berikut:
1) biaya tetap dibagi di antara lebih banyak unit dan
2) biaya variabel menjadi lebih rendah karena perusahaan dapat mempertimbangkan penggunaan proses-proses dan peralatan yang lebih luas dan efisien.
Prinsip skala ekonomis juga digunakan dalam pemilihan komponen dan proses. Jika volume produksi bertambah, biaya perunit komponen akan berkurang. Kualitas dan kinerja sering meningkat dengan bertambahnya jumlah produksi dikarenakan pihak penghasil komponen dapat menginvestasikan dalam proses pembelajaran dan perbaikan dalam perancangan komponen dan proses produksinya. Untuk volume komponen yang lebih tinggi dapat dicapai melalui penggunaan komponen standar. Komponen standar biasanya umum dipakai untuk lebih dari satu produk. Standardisasi ini mungkin terjadi dalam lini produk suaru perusahaan, atau dapat juga melalui pemasok diluar, dengan lini yang berbeda dari beberapa perusahaan.
- M engikuti Black Box Pengadaan Komponen
Pada pendekatan ini, tim memberikan pemasok dengan hanya uraian komponen berupa black box, yaitu uraian mengenai apa yang harus dilakukan oleh kmponen, dan bukannya bagaimana untuk mencapai hal tersebut. Spesifikasi semacam ini memungkinkan penjual keliling/eceran untuk mendapatkan kemungkinan ruang gerak yang paling lebar untuk merancang atau memilih komponen untuk biaya minimum. Kelebihan tambahan dari pendekatan ini adalah mengurangi tanggung jawab tim internal untuk merancang komponen. Usaha pengembangan black box yang berhasil
membutuhkan perancangan tingkat sistem yang hati-hati dan definisi fungsi yang sangat jelas, media dan interaksi dari tiap komponen.
3. M engurangi Biaya Perakitan
Perancangan untuk perakitan (DFA) kadang dinyatakan sebagai bagian DFM yang melibatkan minimasi biaya perakitan. Untuk kebanyakan produk, perakitan memberikan bagian total biaya yang relatif kecil. Walaupun demikian, dengan memfokuskan perhatian pada biaya perakitan akan memberikan manfaat tidak langsung yang kuat. Sering suatu hasil yang menekankan pada DFA, keseluruhan hitungan komponen, kerumitan proses manufaktur dan biaya pendukung, seluruhnya mengurangi biaya perakitan. Pada bagian ini, kami memberikan beberapa prinsip yang berguna untuk mengarahkan keputusan DFA.
4. M engurangi Biaya Pendukung Produksi
Dalam bekerja untuk meminimasi biaya komponen dan biaya perakitan, tim mungkin juga mencapai pengurangan dalam permintaan fungsi pendukung produksi. Sebagai contoh, suatu pengurangan jumlah komponen mengurangi permintaan untuk manajemen persediaan. Suatu pengurangan dalam isi rakitan mengurangi jumlah pekerja yang dibutuhkan untuk produksi sehingga mengurangi biaya pengawasan dan manajemen sumber daya manusia. Komponen standar
mengurangi permintaan dukungan teknik dan pengendalian kualitas. Terdapat tambahan beberapa tindakan langsung oleh tim untuk mengurangi biaya pendukung produksi.
Adalah penting untuk mengingat bahwa perkiraan biaya manufaktur sering tidak sensitif untuk kebanyakan faktor yang secara aktual menyebabkan beban overhead. M eskipun demikian, sasaran rancangan tim untuk hal ini seharusnya mengurangi biaya aktual pendukung produksi, walaupun perkiraan biaya overhead tidak berubah.
5. M empertimbangkan Pengaruh Keputusan DFM Pada Faktor Lainnya - Pengaruh DFM pada waktu Pengembangan
Waktu pengembangan dapat menjadi sangat berharga. Untuk suatu proyek pengembangan mobil, waktu adalah sangan berarti seperti ratusan ribu dolar perhari. Keterkaitan di antara DFM dan waktu pengembangan adalah kompleks. Dalam hal ini, terdapat beberapa aspek hubungan. Penggunaaan beberapa petunjuk DFM dapat menghasilkan komponen-komponen yang sangat kompleks. Komponen-komponen ini mungkin begitu kompleks sehingga rancangan mereka atau pengadaan peralatan menjadi kegiatan yang menentukan jangka waktu usaha pengembangan keseluruhan. M anfaat biaya dari keputusan DFM mungkin tidak berarti menunda
jangka waktu proyek. Hal ini sebagian besar adalah benar untuk persaingan produk dalam pasar yang dinamis.
2.1.6 Membuat Prototipe
Bagian ini menampilkan metode 4 langkah untuk merencanakan sebuah prototipe selama usaha pengembangan produk. M etode ini digunakan pada seluruh tipe prototipe, yaitu : terfokus, menyeluruh, fisik dan analitik
Tabel 2.8 Contoh format Perencanaan Prototipe
Nama Prototipe :
• Tujuan : (komunikasi, pembelajaran, penggabungan, milestone)
• Tingkat perkiraan
• Jumlah yang harus dibuat (jika fiskal) • Garis besar rancana pengujian
• Jadwal
(Sumber : Perancangan dan Pengembangan Produk, Ulrich-Eppinger)
1. M enetapkan Tujuan Prototipe
M engingat kembali empat tujuan prototipe, yaitu pembelajaran, komunikasi, penggabungan, dn milestone. Dalam menetapkan tujuan sebuah prototipe, tim mendaftar khususnya pembelajaran dan kebutuhan komunikasi. Anggota tim juga mendaftar beberapa kebutuhan penggabungan baik yang jadi ataupun tidak. Prototipe diharapkan untuk
menjadi satu dari beberapa tonggak utama dari proyek pengembangan produk keseluruhan.
2. M enetapkan tingkat perkiraan konsep
M erencanakan sebuah prototipe membutuhkan tingkatan dimana produk akhir diperkirakan akan ditetapkan. Tim harus mempertimbangkan apakah prototipe fisik diperlukan atau apakah prototipe analitik yang terbaik untuk memenuhi kebutuhan-kebutuhan
3. M enggariskan Rencana Percobaan
Dalam banyak kasus penggunaan prototipe dalam pengembangan produk dapat dianggap sebagai sebuah percobaan. Praktek percobaan yang baik membantu untuk menjamin penggalian nilai maksimum dari kegiatan pembuatan prototipe. Rencana percobaan meliputi identifikasi variabel percobaan (jika ada), protokol pengujian, sebuah indikasi mengenai pengukuran apa yang akan ditampilkan, dan sebuah rencana untuk menganalisis data hasil. Saat terdapat banyak variabel yang harus digali, rancangan percobaan yang efisien akan sangat membantu proses semacam ini.
4. M embuat Jadwal untuk Perolehan, Pembuatan dan Pengujian
Karena pembuatan dan pengujian prototipe mempertimbangkan subproyek dalam keseluruhan proyek pengembangan, tim diuntungkan dari jadwal
untuk kegiatan membuat prototipe. Tiga tanggal pertemuan sangat penting dalam menetapkan usaha pembuatan prototipe. Pertama, tim menetapkan kapan bagian-bagian akan siap untuk dirakit. Kedua, tim menetapkan tanggal kapan prototipe akan diuji pertama kali. Yang ketiga, tim menetapkan tanggal saat prototipe diharapkan telah selesai diuji dan memberikan hasil akhir.
2.1.7 Penentuan Sample
Penentuan jumlah sample dapat dilakukan dengan Slovin (Sugiyono, 2006)
) 2 Ne 1 ( N n + =
Dengan n adalah ukuran sampel, N ukuran populasi dan e adalah persen kelonggaran ketidaktelitian karena kesalahan pengambilan sampel yang masih ditolerir, biasanya 0.02
2.1.8 Bagan Perakitan ( Assembly Chart )
M erupakan gambaran grafis dari urut – urutan aliran komponen dan bagian rakitan suatu produk. Assembly Chart menunjukkan cara yang mudah dipahami tentang:
• Komponen – komponen yang membentuk produk.
• Komponen yang menjadi bagian suatu sub assembly. • Aliran komponen kedalam suatu rakitan.
Tujuan utama dari peta rakitan adalah untuk menunjukkan keterkaitan antara komponen, yang dapat juga digambarkan oleh sebuah gambar terurai. Teknik ini juga dapat digunakan untuk mengajar pekerja yang tidak ahli untuk mengetahui urutan suatu rakitan yang rumit.
2.1.9 S truktur Produk ( Product Structu re )
Struktur produk terdiri dari komponen pembentuk produk akhir yang ditempatkan pada level 0 dan seterusnya, sehingga membentuk sebuah hirarki. Pada umumnya untuk assembly item disebut dengan “parent” dan komponen pembentuknya disebut dengan “child”. Untuk produk akhir ditandai dengan level 0 dan semakin kebawah maka nomor level akan bertambah. Diagram sistematik ini menunjukkan hubungan antar komponen terhadap “parent” dan hubungan keseluruhan perakitan. Terdapat 2 cara penomoran level struktur produk, yaitu :
1. Single Level
Jenis ini menggambarkan hubungan sebuah induk dengan satu level komponen – komponen pembentuknya.
2. Multi Level
Jenis ini menggambarkan struktur produk yang lengkap dari level 0 sampai level yang paling bawah.
Kegunaan struktur produk secara garis besar adalah :
• Mengetahui berapa jumlah item penyusunan suatu produk akhir. • Memberikan rincian mengenai komponen apa saja yang
dibutuhkan untuk menghasilkan suatu produk. Beberapa macam Struktur Produk :
1. Explosion
M erupakan Struktur Produk dengan urutan dimulai dari induk sampai komponen pada level paling bawah. Struktur produk jenis ini menunjukkan komponen yang membentuk suatu induk dari level teratas sampai level terendah.
2. Implosion
M erupakan Struktur produk dimana urutan dimulai dari komponen sampai induk atau level paling atas. Secara singkat Struktur Produk jenis ini adalah kebalikan dari Struktur Produk eksplosion.
2.1.10 BOM (Bill of Material )
BOM adalah sebuah daftar jumlah komponen, campuran bahan dan bahan baku yang diperlukan untuk dirakit, dicampur atau membuat produk akhir. Beberapa kegunaan BOM adalah :
• Untuk menghitung biaya produk dan harga jual sehingga dapat diketahui laba dari hasil penjualan produk.
• Menentukan komponen – komponen mana saja yang harus dibuat sendiri atau dibeli.
• Menentukan komponen – komponen dalam daftar pembelian dan order produksi yang harus dilepas.
2.1.11 Operation Process Chart (OPC)
OPC ini merupakan suatu diagram yang menggambarkan langkah – langkah proses yang dialami bahan – bahan baku mengenai urutan – urutan operasi dan pemeriksaan. Sejak dari awal sampai menjadi produk jadi utuh maupun sebagai komponen, dan juga memuat informasi – informasi yang di perlukan untuk analisa lebih lanjut, seperti : waktu yang dihabiskan, material yang digunakan, dan tempat atau alat atau mesin yang dipakai.
Jadi dalam suatu peta proses operasi, yang di catat hanyalah kegiatan – kegiatan operasi dan pemeriksaan saja, kadang – kadang di akhir proses dicatat tentang penyimpangannya.
Kegunaan OPC
Dengan adanya informasi – informasi yang bias dicatat melalui OPC, kita bisa memperoleh banyak manfaat diantaranya :
• Bisa mengetahui kebutuhan akan mesin dan penganggarannya.
• Bisa memperkirakan kebutuhan akan bahan baku.
• Sebagai alat untuk menentukan tata letak pabrik.
• Sebagai alat untuk melakukan perbaikan cara kerja yang sedang di pakai.
• Sebagai alat untuk latihan kerja.
2.2 Reverse Engineering
Reverse engineering (RE) adalah proses untuk menemukan prinsip-prinsip teknologi dari perangkat, objek atau sistem melalui analisis dari struktur, fungsi dan operasi. Istilah Reverse Engineering sering dipakai dalam dunia information technology dalam membuat ulang suatu sistem atau melakukan perubahan yang signifikan terhadap sistem yang berjalan. Dalam dunia pengembangan produk
istilah ini juga digunakan. Reverse engineering adalah sebuah pendekatan sistematis untuk menganalisis desain perangkat atau sistem yang ada. Anda dapat menggunakannya baik untuk mempelajari proses desain, atau sebagai langkah awal dalam proses desain ulang, dalam rangka melakukan salah satu dari berikut:
• M engamati dan menilai mekanisme yang membuat perangkat kerja • M embedah dan mempelajari cara kerja dalam perangkat mekanis
• Bandingkan perangkat yang sebenarnya pengamatan Anda dan menyarankan perbaikan
Proses dimulai dengan mengambil data / model produk yang sudah jadi, kemudian dengan menggunakan CAD ( Computer Aided Design ) dibuatlah model produk baru, yang berikutnya akan diproses menjadi produk dalam sistem manufacturing. Tujuannya adalah untuk menyimpulkan keputusan desain dari produk akhir dengan sedikit atau tanpa tambahan pengetahuan tentang prosedur yang terlibat dalam produksi asli.
Secara umum skema proses Reverse Engineering adalah sebagai berikut :
Gambar 2.7 Bagan Reverse Engineering
2.2.1 AHP (Analytical Hierarchy Process)
Expert Choice
Sebuah perangkat lunak yang mendukung collaborative decision dan sistem perangkat keras yang memfasilitasi grup untuk membuat keputusan yang lebih efisien, analitis, dan yang dapat dibenarkan. M emungkinkan interaksi real-time dari tim manajemen untuk mencapai consensus on decisions.
Aplikasi Area Expert Choice meliputi:
• Resource Allocation (Alokasi sumber daya) • Vendor Selection (Vendor Seleksi)
• Strategic Planning (Perencanaan Strategis) • HR Management (M anajemen SDM )
• Risk Assessment
• Project Management (Manajemen Proyek) • Benefit/Cost Analysis (Manfaat / Biaya Analisis)
M etode yang digunakan pada program Expert Choice adalah Analytic Hierarchy Process (AHP).
Analytic Hierarchy Process (AHP)
Dikembangkan pada tahun 1970an oleh Dr Thomas L. Satty untuk menyediakan pendekatan sistematis untuk menentukan prioritas dan pengambilan keputusan dalam suatu kompleks lingkungan. Dirancang untuk mencerminkan cara berpikir orang sebenarnya. M emungkinkan aspek kuantitatif dan kualitatif keputusan yang akan dipertimbangkan. M engurangi keputusan yang kompleks menjadi sebuah rangkaian satu-satu pada perbandingan yang kemudian memberikan hasil yang akurat. M enggunakan skala rasio untuk bobot kriteria dan scoring alternatif yang menambahkan untuk pengukuran presisi.
Hasil dari Expert Choice
• Struktur untuk seluruh proses pengambilan keputusan
• Sebuah tool yang memfasilitasi kerjasama antara beberapa pihak yang berkepentingan
• Analisis pengambil keputusan • M eningkatkan komunikasi
• M emberi keputusan yang lebih cepat
• Dokumentasi proses pengambilan keputusan • Sebuah konsensus keputusan
• Keputusan akhir yang lebih baik dan dapat dibenarkan.
Gambar 2.8 Expert Choice
2.3 Pengukuran Antropometri Tubuh
Setiap segmen tubuh membutuhkan input data pengukuran, seperti keliling paha bagian atas dan bawah paha, panjang paha, dan total massa tubuh untuk mengestimasi parameter segmen tubuh tersebut. Pengetahuan tentang geometrik seperti panjang, lebar, keliling, sudut dan karakteristik massa-inertia segmen tubuh manusia dan penyebarannya merupakan kunci penting untuk menganalisa setiap gerakan manusia (Vaughan, 1999).
Dalam mengestimasi parameter segmen tubuh, berkaitan dengan pengukuran antropometri segmen tubuh harus memiliki kriteria-kriteria pengukuran antropometri segmen tubuh, yaitu (Vaughan, 1999):
1. Sesuai dengan keinginan individu 2. Waktu yang pendek
3. M urah dan aman 4. Akurat
Tabel 2.9 Data Antopometri
Dimensi Tubuh Pria Wanita
5% X 95% S.D 5% X 95% S.D
Tinggi Tubuh Posisi berdiri 1.532 1.632 1.732 61 1.464 1.563 1.662 60
Tebal Paha 117 140 163 14 115 140 165 15
Jarak dari Pantat ke Lutut 500 545 590 27 488 537 586 30 Jarak dari Lipat Lutut
(poptiteal) ke Pantat 405 450 495 27 488 537 586 30
Tinggi Lutut 448 496 544 29 428 472 516 27
Tinggi Lipat Lutut
(poptiteal) 361 403 445 26 337 382 428 28
Lebar Panggul 291 330 371 24 298 345 392 29
Ket: Gx = Nilai rata – rata (mean), T = Nilai standar deviasi (SD), 5% = nilai 5 persentil, 95% = nilai 95 persentil
2.3.1 Data Antropometri
Koneksi antar link dan joint pada setiap segmen tubuh memungkinkan terjadinya gerakan anggota tubuh dalam ruang 3D. Untuk melakukan analisa biomekanika gait cycle, diperlukan data antropometri tubuh.
Gambar 2.9 Antropometri Tubuh
Tabel 2.10. Data Anthopometri orang Indonesia
Dimensi Tubuh Pria Wanita
5th 50th 95th S.D 5th 50th 95th S.D Panjang Telapak Kaki 230 248 266 11 212 230 248 11 Panjang Telapak Lengan Kaki 165 178 191 8 158 171 184 8 Panjang Kaki sampai jari
kelingking 186 201 216 9 178 191 204 8
Lebar kaki 82 89 96 4 81 88 95 4
Lebar Tangkai Kaki 61 66 71 3 49 54 59 3
Tinggi M ata Kaki 61 66 71 3 59 64 69 3
Tinggi Bagian Tengah kaki 68 75 82 4 64 69 74 3 Jarak Horisontal Tangkai M ata
Kaki 49 52 55 2 46 49 52 2
Ket : Panjang telapak kaki = 15.2% Tinggi badan pria dan 14.7% Tinggi badan wanita. Dari pendekatan tersebut diusahakan interpolasi anthopometri dengan koefisien variasi yang sesuai.
2.4 Gait Cycle
Berjalan merupakan suatu rangkaian dari gait cycle, dimana satu gait cycle dikenal dengan sebutan langkah (stride). Blaya (2000), mendifinisikan
single gait cycle sebagai suatu periode dimana salah satu kaki mengenai landasan (ground), mengayun, dan kaki tersebut kembali mengenai landasan.
Gambar 2.10. menunjukkan pembagian gait cycle menurut (Blaya, 2000). (Sumber: Dynamics of Human Gait, Vaughan C.L., Davis, B.L. & O’Connor, J.C., 1999)
Gait cycle terdiri dari 2 periode, yaitu periode berdiri (stance) dimana anggota badan (kaki) mengenai landasan, dan periode mengayun (swing) dimana anggota badan tidak mengenai landasan. Gait cycle dibagi kedalam delapan fase yang memiliki tiga tugas fungsional anggota tubuh tersebut: weight acceptance (WA), single limb support (SLS), dan limb advancement (LA). Weight acceptance yaitu tugas fungsional anggota badan dalam menerima beban badan keseluruhan pada saat berjalan, melakukan penyerapan goncangan saat berjalan dari gaya jatuh bebas tubuh, stabilisasi awal dalam periode berdiri dan memelihara momentum forward progression. Tugas tersebut terdiri dari 2 fase pada gait cycle, yaitu initial contact/heel
strike (HS) dan loading response/foot flat (FF). Periode berdiri diikuti dengan pendukung anggota tubuh tunggal (single limb support/SLS), terdiri dari fase midstance, dan fase terminal stance. Selama melakukan tugas weight acceptance, anggota badan berdiri dengan tanggung-jawab total untuk menahan berat tubuh sementara anggota tubuh lainnya berada pada periode mengayun. Tugas fungsional ketiga yaitu limb advancement, dimana terdapat empat fase yang berperan pada limb advancement: terminal stance, preswing, initial swing, midswing, dan terminal swing. LA dimulai pada akhir periode berdiri, dimana selama fase tersebut anggota badan melakukan advancement untuk mempersiapkan fase berikutnya. Fase preswing melakukan sekaligus dua tugas, yaitu tugas fungsional single limb support dan limb advancement (Blaya, 2000).
2.4.1 Pemrosesan Urutan Gait Cycle
Vaughan (1999) menyatakan bahwa cara berjalan manusia merupakan penggambaran dari pendekatan top-down. Pada awal terjadinya proses gait, sebagai syaraf impuls yang terjadi didalam central nervous system (anggota tubuh bagian atas yaitu kepala) diakhiri dengan pembangkitan ground reaction forces (GRF) (anggota tubuh bagian bawah yaitu kaki). Interaksi antara sistem syaraf pusat, sistem syaraf tubuh, dan musculoskeletal effector system dapat dilihat pada Gambar 2.11. Karakteristik dari pendekatan tersebut berdasarkan pada sebab-akibat, dimana ketika otot-otot diaktifkan akan
membangkitkan gaya-gaya dan momen – momen yang saling berkaitan untuk mengeksekusi perintah sistem syaraf pusat (central nervous system), gaya-gaya dan momen yang terjadi mengakibatkan munculnya GRF pada kaki.
Gambar 2.11. Interaksi antara sistem syaraf pusat, sistem syaraf tubuh, dan musculoskeletal effector system (Vaughan, 1999).
(Sumber: Dynamics of Human Gait, Vaughan C.L., Davis, B.L. & O’Connor, J.C., 1999)
Gaya gabungan dan momen-momen menyebabkan rigid link segment (paha, betis, kaki, dan lain-lainya) memindahkan dan menghas ilkan gaya pada lingkungan luar. Berikut adalah interaksi antar urutan gait cycle dalam berjalan (Vaughan, 1999), yaitu:
1. Registrasi dan aktivasi perintah berjalan oleh sistem syaraf pusat (central nervous System).
2. Perpindahan sinyal berjalan sistem syaraf tubuh (peripheral nervous system).
3. Kontraksi otot-otot yang dapat menghasilkan denyut tubuh (tension). 4. Pembangkitan gaya dan momen dalam synovial joints.
5. Pengaturan gaya dan momen gabungan oleh rigid link segment berdasarkan antropometri tubuh.
6. Perpindahan (gerakan) dari segmen-segmen untuk mengenalinya sebagai fungsi dari berjalan.
7. Pembangkitan ground reaction forces (GRF).
2.4.2 Fase Gait Cycle
Berkaitan dengan waktu, gait cycle pada setiap fase memiliki persentase waktu tertentu. Vaughan (1999), menganalogikan siklus cara orang berjalan dengan gerak putar roda. Dengan menggambar siklus pola gerakan roda tersebut, maka titik awal roda akan berputar berulan-ulang, langkah demi langkah. Dalam persentase waktu siklus berjalan, 60% dilakukan pada periode berdiri (stance) dan 40% pada periode berayun (swing). Persentase siklus pola jalan diperlihatkan pada Gambar 2.14. berikut ini
Gambar 2.12. Persentase siklus pola jalan (Swilling, 2005)
(Sumber: Dynamics of Human Gait, Vaughan C.L., Davis, B.L. & O’Connor, J.C., 1999) Berikut ini adalah masing-masing fase gait cycle (Swilling, 2005), yaitu :
1. Initial Contact/Heel Strike (HO)
Awal dari cara siklus berjalan adalah koneksi awal (initial contact/heel strike). Sesaat kaki mengenai landasan, engkel berada dalam posisi normal, dan lutut dalam keadaan tertutup atau kaki lurus. Heal Strike (calcaneous) merupakan tulang pertama yang menyentuh landasan, lihat gambar 2.13. Kaki kanan (M erah) sebagai HS, sedangkan kaki kiri (biru) berada pada fase terminal stance/heel off (HO).
Gambar 2.13. Fase Initial Contact
(Sumber: Dynamics of Human Gait, Vaughan C.L., Davis, B.L. & O’Connor, J.C., 1999)
2. Loading Response (Foot Flat)
Fase loading response terjadi pada persentase waktu sekitar 10% dari siklus berjalan, dan sebagai awal dari periode double support-I. Selama fase during loading response, kaki melakukan kontak sepenuhnya dengan landasan dan dalam keadaan rata (foot flat/FF) dengan landasan (lihat kaki warna merah), dan berat badan secara penuh di pindahkan kepada kaki kanan (merah), sedangkan kaki lainnya berada pada fase pre-swing, seperti ditunjukkan oleh Gambar 2.14.
Gambar 2.14. Fase Loading Response
3. Midstance
Fase midstance terjadi pada periode persentase waktu siklus berjalan pada 10-30%. Dimulai pada saat heel sesaat sebelum meninggalkan landasan sehingga kaki berada sejajar dengan kaki bawah bagian depan. Bersamaan pada fase ini, terjadi perpindahan berat oleh kaki pada periode stance (kaki kanan = warna merah), sedangkan kaki lainnya (kaki kiri = warna biru) berada fase mid-swing (lihat Gambar 2.15).
Gambar 2.15. Fase Midstance
(Sumber: Dynamics of Human Gait, Vaughan C.L., Davis, B.L. & O’Connor, J.C., 1999)
4. Terminal Stance (Heel Off)
Fase terminal stance pada saat heel kaki kanan (merah) meninggi (mulai meniggalkan landasan) dan dilanjutkan sampai dengan heel dari kaki biru mulai mengenai landasan, seperti diperlihatkan oleh Gambar 2.16. Fase terminal stance disebut juga dengan fase heel off karena heel kaki pada periode stance tidak mengenai landasan. Fase ini terjadi pada periode waktu siklus berjalan 30-50%, berat badan dipindahkan dan bertumpu ke bagian bawah kaki depan (toe)
Gambar 2.16. Fase Terminal Stance
(Sumber: Dynamics of Human Gait, Vaughan C.L., Davis, B.L. & O’Connor, J.C., 1999)
5. Pre-Swing (Toe-Off)
Fase pre-swing dimulai dengan fase initial contact (heel strike) oleh kaki kiri (biru), dan kaki kanan (merah) berada posisi meninggalkan landasan untuk melakukan periode mengayun (toe-off), seperti ditunjukkan oleh Gambar 2.17. Periode waktu pre-swing terjadi pada persentase waktu siklus berjalan 50-62%, dan mulai terjadi pelepasan berat tubuh oleh kaki yang bersangkutan
Gambar 2.17. Fase Pre-Swing
(Sumber: Dynamics of Human Gait, Vaughan C.L., Davis, B.L. & O’Connor, J.C., 1999)
6. Initial Swing (Acceleration)
Fase swing merupakan fase dimana kaki tidak berada di landasan atau pada posisi berayun. Fase swing terdiri dari tiga fase, yaitu: Initial swing, mid-swing, dan terminal swing. Fase keenam merupakan fase initial swing, dimana kaki mulai melakukan ayunan, persentase initial swing adalah 62-75% dari periode waktu siklus berjalan. Fase initial swing dimulai pada saat telapak kaki kanan (merah) mulai diangkat dari posisi landasan (toe off), sedangkan kaki kiri (biru) berada pada posisi midstance, seperti ditunjukkan oleh Gambar 2.18.
Gambar 2.18. Fase Initial Swing
(Sumber: Dynamics of Human Gait, Vaughan C.L., Davis, B.L. & O’Connor, J.C., 1999)
7. Mid-Swing
Gambar 2.19 menunjukkan Fase mid-swing yang dimulai pada akhir initial swing dan dilanjutkan sampai kaki merah mengayun maju berada di depan anggota badan sebelum mengenai landasan. Fase mid-swing terjadi pada periode waktu siklus berjalan 75-85%, dimana kaki kiri (biru) berada
pada fase terminal stance. Pada fase ini juga terjadi gerak perpanjangan tungkai kaki dalam persiapan melakukan fase heel strike.
Gambar 2.19. Fase Mid-Swing
(Sumber: Dynamics of Human Gait, Vaughan C.L., Davis, B.L. & O’Connor, J.C., 1999)
8. Terminal Swing (Decceleration)
Fase terminal swing merupakan akhir dari gait cycle, terjadi pada periode waktu siklus berjalan 85-100%. Fase terminal swing dimulai pada saat akhir dari fase mid-swing, dimana tungkai kaki mengalami perpanjangan maksimum dan berhenti pada saat heel telapak kaki kanan (merah) mulai mengenai landasan. Pada periode ini, posisi kaki kanan (merah) berada kembali berada depan anggota badan, seperti pada posisi awal gait cycle, seperti ditunjukkan oleh Gambar 2.20.
Gambar 2.20. Fase Terminal Swing
2.6 Prostetik
Prostesis adalah pengganti buatan bagian tubuh yang hilang. Prostetik adalah suatu ilmu tehnik dalam bidang medis ( Medico Technical ) yang mempelajari tentang pemeriksaan, penganalisaan, pengukuran, pembuatan, pemakaian serta perawatan alat alat pengganti anggota tubuh yang hilang yang disebabkan karena traumatik, patolagik maupun yang didapat sejak lahir / conginital.
Prostetik Ilmunya
Prostetist Ahlinya
Prostesa/e Produknya
2.6.1 Fungsi Umum
Protesa mempunyai 4 fungsi secara umum yaitu :
1. Prevent of deformity
Bahwa pemasangan protesa diharapkan agar kecacatan yang sudah ada tidak bertambah parah atau tidak menimbulkan kecacatan yang baru.
2. Corection of deformity
Dengan pemasangan Protesa diharapkan kecacatan yang ada berangsur angsur dapat dikoreksi dan dikembalikan baik secara fungsi ataupun bentuknya seperti sedia kala.
3. Supporting
Yang dimaksud disini adalah bahwa Protesa akan mampu sebagai penyangga / support untuk anggota tubuh yang mengalami kelemahan atau yang kehilangan anggota geraknya.
4. Fixasi & Immobilisasi.
Penggunakan Protesa disini dimaksudkan agar tidak terjadi adanya gerakan (immobilisasi) ataupun sebagai penekanan menyeluruh (memfixir).
2.6.2 Prosedur pelaksanaan Protesa.
Dalam pelayanan Protesa terdapat tata cara pelaksanaan yang mana harus dilaksanakan secara tertib dan berurutan yang sering disebut dengan 8 langkah pelaksanaan yang terdiri dari :
1. Assesment Pasien.
2. Measurement (pengukuran). 3. Persiapan Komponen
5. Fitting & Training (pengepasan dan latihan) 6. Finising (penyelesaian akhir)
7. Quality Control (pemeriksaan akhir) 8. Evaluasi
Berikut ini penjelasannya: 1. Assesment Pasien
Disini dilakukan pemeriksaan fisik serta tanya jawab kepada pasien untuk mengetahui :
a. Data data umum pasien
b. Kesehatan pasien secara umum c. Pekerjaan dan tempat hidup pasien d. Kondisi (lesi/stump) secara umum e. Kondisi sendi (ROM )
f. Kekuatan otot (MT) g. Dan lain lain
Dari data data tersebut diatas kita akan dapat menentukan Diagnosa Prostetik ( D/. P ) dengan tepat sehingga secara tepat pula kita dapat menentukan alat alat apa yang tepat yang sesuai dengan kebutuhan pasien.
Diagnosa Prostetik adalah :
M encari permasalahan, keterangan, informasi, keadaan sosial ekonomi, keadaan fisik maupun psykis, catatan catatan lainnya
2. Measurement / Pengukuran
Pengukuran ini dilakukan untuk mendapatkan akurasi besar kecilnya produk Prostetik yang akan dibuat sehingga sesui dengan kebutuhan pasien.
Pengukuran ini dilakukan dengan 2 cara yaitu :
a. Digambar & diukur panjang dan besar lingkaran
b. Negatif & Positif Gips dan diukur
Gambar 2.22 Negatif Gips
Gambar 2.23 Positif gips
3. Persiapan komponen
Dengan mengacu pada besaran pengukuran yang telah dilakukan maka kita dapat mempersiapkan kebutuhan komponent yang diperlukan sesuai dengan hasil pengukuran.
4. Montage / Penggabungan komponen
Setelah seluruh komponen dibuat / dipersiapkan, langkah selanjutnya adalah merakit atau menggabung – gabungkan komponen menjadi protesa dengan sambungan yang masih sementara tetapi alat tersebut telah siap untuk dicobakan kepada pasien.
5. Fitting & Training
Pada proses ini produk Protesa yang sudah dirangkai dapat dipasangkan / dicobakan pada pasien dan diajarkan cara memasang dan melepas serta penggunaannya. Dalam proses ini juga dilakukan analisa dan evaluasi sehingga apa bila terjadi kesalahan pada pemakaian ataupun pada alatnya langsung dapat diperbaiki / dibetulkan.
6. Finishing
Finising adalah proses akhir dari pembuatan produk Protesa, proses ini tujuan utamanya selain untuk kenyamanan pemakaiaan pada pasien juga untuk memperindah produk.
Yang perlu dilakukan pada proses ini adalah :
- M engganti sambungan yang sementara menjadi permanen - M enghaluskan pada bagian bagian yang kasar
- Pengecatan, pemolesan ataupun laminating - M engganti asesoris sementara menjadi permanen - M emberikan lapisan voaring atau padding 7. Pemeriksaan Akhir
Yang dimaksud disini adalah produk Protesa yang akan diserahkan pada pasien sekali lagi dicek keseluruhannya apakah masih ada hal hal yang
perla dikoreksi atau dirapikan atau perla penambahan penambahan lain yang diperlukan (quality control)
8. Evaluasi dan edukasi
Pada saat alat mau diserahterimakan kepada pasien, maka seorang Prostetist harus mampu melakukan bimbingan dan pendekatan edukasi (home program) tentang perawatan Protesa dan prosedur tetap penggunakan Protesa serta memberikan jadwal kapan harus control kembali.
Sebuah prostesis definitif bukanlah prostesa permanen karena setiap alat mekanis akan aus, terutama salah satu yang digunakan selama setiap terjaga jam. Harapan hidup rata-rata untuk prostesis definitif adalah dari 3 sampai 5 tahun. Kebanyakan akan diganti karena perubahan dalam bagian tubuh sisa amputasi (Stump) dari atrofi (pengecilan), berat badan, atau kehilangan berat badan. Perubahan besar dalam hidup setelah diamputasi, gaya atau kegiatan dapat juga mendikte perubahan dalam resep dokter.
2.7 Transfemoral Amputee / Amputasi Atas Lutut
Amputasi Transfemoral, Above-knee Amputee (AKA) Yang ideal adalah panjang sekitar 8 cm proximal ke lutut, sehingga yg berhubung dengan tulang paha condyles adalah excised ruang yang cukup untuk mengakomodasi lutut pilihan yang terhubung dengan bagian badan buatan.
2.7.1 Idial Stump
Idial Stump adalah dimana keadaan stump (puntung / sisa operasi) sangat baik / cocok untuk pemasangan prostesa, sehingga pencapaian fungsi prostesa untuk menggantikan fungs i anggota gerak yang hilang dapat maksimal.
Ciri – ciri Idial Stump :
• Panjang stump 1/3 distal atau 2/3 proximal • Bentuk conus atau kerucut
• MT maksimal
• Otot kencang / tidak fleby • ROM maksimal
• Tidak ada gangguan sensibilitas • Tidak ada luka
Pencapaian fungsi prostesa selain dipengaruhi keadaan stump juga sangat dipengaruhi oleh :
• Penyebab amputasi (traumatik biasanya lebih banyak dari pada penyebab patologis
• Umur
• Faktor psykologis • Jenis kelamin
2.8 Pedoman Desain Protesa
Ada banyak faktor yang harus dipertimbangkan ketika protesa baru di desain, termasuk berat bantalan, suspensi, tingkat aktivitas, struktur umum protesa, komponen, biaya, dan beberapa pertimbangan yang unik. Ini akan dibahas secara berurutan.
1. Berat bantalan. Untuk sisa kaki bawah prostesa, berat karakteristik bantalan soket adalah perhatian pertama. Jika pasien memiliki jaringan parut, neuromas, atau daerah sensitif, ketentuan khusus harus dibuat dalam desain soket. M odifikasi yang mungkin diperlukan untuk menempatkan beban protesa pada bagian kaki sisa yang lebih kuat.
2. Suspensi. Ada banyak metode suspensi, mulai dari sabuk kulit yang sangat mendasar untuk soket suction canggih. Setiap alternatif harus dievaluasi secara individual; mengantisipasi perubahan berat dalam bagian tubuh sisa (stump) adalah faktor kunci. Hal ini penting untuk meninjau pengalaman sebelumnya dengan suspensi lain untuk menentukan rekomendasi yang optimal.
3. Level Aktivitas. Orang yang menggunakan protesa jelas berbeda dari orang normal yang aktif dalam mengerjakan pekerjaannya dan dalam olahraga. Pengaruh tingkat aktivitas berat bantalan, suspensi, dan
kekuatan struktural protesa sangat mempengaruhi mobilitas pengguna protesis.
4. Struktur protesa. Ada dua jenis struktural dasar: endoskeletal dan exoskeletal. Endoskeletal prostesis internal terdiri dari komponen tabung dan ditutupi dengan busa yang lembut diluar sampul. M ereka menjadi semakin populer karena lebih mudah dalam pemasangan dan jika ukuran tidak pas ukuran dapat di ubah – ubah dengan mudah, mereka relatif ringan, dan penampilannya baik. Di sisi lain Exoskeletal prostesis terdiri dari kayu atau poliuretan ditutupi dengan plastik laminasi yang kaku.
5. Komponen protesa. Komponen protesa perlu dicocokkan dengan tingkat aktivitas, berat badan, dan fungsi tujuan. Jelas, orang dengan kekuatan yang baik dan keseimbangan tidak memerlukan kontrol sikap lutut, Karena banyaknya jumlah dan pilihan sekarang tersedia di prostetik componentry, konsultasi yang erat dengan prosthetist adalah suatu keharusan.
Gambar 2.24 Komponen Protesa
6. Expense. Biaya dari sebuah prostesis dapat bervariasi, terutama tergantung pada kebutuhan ringan atau komponen yang canggih. Protesa ringan sering terbuat dari titanium atau karbon fiber, aerospace bahan yang mahal dan sulit untuk manufaktur, dan mungkin akan meningkatkan biaya komponen 50% atau lebih. Komponen yang canggih seperti lutut hidrolik akan meningkatkan biaya protesa juga. Setiap fitur dari prostesis harus dipertimbangkan secara hati-hati untuk memberikan biaya yang paling efektif sepenuhnya solusi yang memenuhi kebutuhan individu.
7. Pertimbangan khusus, Banyak faktor-faktor khusus yang perlu dipertimbangkan dalam desain protesa. M isalnya, seseorang yang tinggal di dekat laut mungkin membutuhkan protesa yang dirancang
dengan perlindungan yang maksimal dari air garam korosi dan kerusakan. Latar belakang budaya juga signifikan; Orang Asia yang diamputasi memerlukan kaki yang memungkinkan sepatu untuk dilepas dengan mudah ketika memasuki sebuah rumah karena itu adalah adat. Faktor-faktor pribadi seperti itu harus ditambahkan ke faktor yang lebih generik yang dibahas sebelumnya untuk memastikan perbandingan yang tepat antara prostetik konfigurasi dan tujuan diamputasi.
2.9 Computer -Aided Design / Computer-Aided MANUFACTURING
M etode alternatif desain dan fabrikasi soket mulai memasukkan praktek klinis: penggunaan komputer mikro untuk mengotomatisasi bagian-bagian dari proses fabrikasi. Saat ini computer-aided design / computer-aided manufacturing (CAD / CAM ) menggunakan perangkat lunak CATIA V5 dan Autodesk Inventor. (Riznanto B & Toha I.S 2003)
2.9.1 Digital Prototyping
Digital Prototyping memberikan desain konseptual, teknik,
manufaktur, dan kemampuan departemen pemasaran untuk memvisualisasikan produk sebelum dibangun. Industri desainer, produsen, dan insinyur menggunakan Digital Prototyping untuk merancang, iterate, mengoptimalkan, memvalidasi, dan visualisasikan produk mereka secara
digital untuk proses pengembangan produk. Pemasaran juga menggunakan Digital Prototyping untuk membuat rendering dan animasi fotorealistik produk sebelum manufaktur. Perusahaan sering mengadopsi Digital Prototyping dengan tujuan untuk meningkatkan komunikasi antara para pemangku kepentingan pengembangan produk, membuat produk-produk ke pasar lebih cepat, dan memfasilitasi inovasi produk.
Digital Prototyping bukan hanya sekadar menciptakan desain produk dalam 3D, tetapi juga menjelaskan pada tim pengembangan produk bagaimana cara untuk menilai pengoperasian bagian yang bergerak, untuk menentukan ya atau tidaknya suatu produk gagal, dan melihat bagaimana berbagai komponen produk yang berinteraksi dengan subsistem-baik pneumatik atau listrik. Dengan mensimulasikan dan memvalidasi dunia nyata kinerja dari desain produk digital, produsen sering dapat mengurangi jumlah prototipe fisik yang mereka butuhkan untuk menciptakan sebelum suatu produk dapat dibuat, mengurangi biaya dan waktu yang diperlukan untuk prototyping fisik. Banyak perusahaan menggunakan Digital Prototyping di tempat, atau sebagai pelengkap, prototyping fisik.
2.9.2 CATIA V5
CATIA adalah suatu software yang dikembangkan sebagai alat desain sebuah produk. Pada CATIA berbagai aspek produk diperhatikan, misalnya ke-ergonomisannya. Berikut penjelasan mengenai CATIA.
2.9.2.1 Program CATIA (Computer Aided Three-Dimensional Interactive Application)
Program CATIA (Computer Aided Three-Dimensional Interactive Application) merupakan program komputer yang dibuat dengan mendasarkan pada teori yang terdapat dalam perumusan metode elemen hingga. Dengan hadirnya program CATIA yang mempunyai kemampuan lebih luas membuka wawasan baru bagi peneliti untuk menyelesaikan permasalahan lebih cepat.
Tampilan prototipenya juga bisa ditampilkan pada layar komputer, sehingga orang yang awam di bidang teknikpun dapat mengetahui dengan mudah. Hal inilah yang mendasari penggunaan program komputer CATIA yang berbasis metode elemen hingga untuk melakukan kajian penelitian. Sebelum berkembangnya teknologi informatika/komputer, analisa dengan metode elemen hingga masih menggunakan perhitungan tangan yang panjang dan melelahkan. M unculnya program NASTRAN memberikan kemudahan dalam analisa sebuah struktur yang rumit sekalipun. Kemudian Dessault
Sistem mengeluarkan software CATIA yang merupakan software terpadu untuk desain dan analisa struktur dengan menerapkan metode elemen hingga. Dengan program ini, peneliti hanya membuat model tiga dimensinya dan analisa dapat dilakukan dengan hasil yang langsung dapat diketahui. Pemodelan disini meliputi diskritisasi benda kerja, pemilihan dan penerapan elemen, pendefinisian tumpuan, serta beban yang bekerja. Untuk menyederhanakan dan memudahkan proses desain dan analisa sebuah struktur, software CATIA menawarkan atau memberikan solusi terpadu. Solusi terpadu tersebut berati bahwa semua proses dikerjakan oleh satu mesin dan satu software, sehingga transfer data dari satu desain/software ke mesin/software yang lain tidak diperlukan. Dengan proses tersebut, hilangnya data atau informasi dapat dihindari dan waktu untuk proses analisa juga menjadi lebih singkat. Paket untuk desain dan analisa yang ditawarkan atau diberikan oleh CATIA adalah sebagai berikut :
a. CATIA untuk desain (gambar geometri)
b. CATIA untuk pembuatan model elemen hingga.
c. CATIA untuk perhitungan berbasis metode elemen hingga
d. CATIA untuk menampilkan hasil dan analisa detail dari perhitungan.
Dimulai dengan desain, dimana desain dapat dalam model dua dimensi ataupun tiga dimensi. Selanjutnya CATIA FEM (Finite Element Modeler) akan membuat