Pelatihan PLC Dasar - 01 1
Program Studi D3 Teknik Elektro FTI ITS
Pelatihan PLC Mitsubishi Q-Series
(Tingkat Dasar)
Ir. Jos Pramudijanto, M.Eng. Jurusan Teknik Elektro FTI ITS Telp. 5947302 Fax.5931237 Email: [email protected]
Pelatihan PLC Dasar - 01 2
Objektif:
Pengantar PLC
Arsitektur PLC
Pelatihan PLC Dasar - 01 3
Referensi Pengantar PLC
Buku Pustaka:
[1]….."Mitsubishi Programmable Logic Controller
Training Manual Q-series Basic Course (for GX Developer)”, SH(NA)-080617ENG-A(0601)MEE,
Mitsubishi Jan., 2006.
[2]….."PLC: Beginner Guide”, W353-E1-05, OMRON-Corporation, 1997.
[3]….."Q Series Introduction”, Presentasi Bagian Marketing PT. Autoteknindo Sumber Makmur,
Pelatihan PLC Dasar - 01 4
Effisiensi untuk Meningkatkan Pelayanan
Meningkatkan kualitas (Quality), Meminimkan Harga (Cost),
Pengiriman produk (Delivery) yang sangat cepat sehingga tidak ada waktu tunggu,
Keamanan dan keselamatan kerja (Safety) bagi pekerja sangat tinggi sehingga tidak rawan
kecelakaan,
Mengurangi operasi-operasi manual yang bisa membahayakan operator bahkan menimbulkan kematian dan beberapa aspek vital lainnya.
Pelatihan PLC Dasar - 01 5
Sejarah Perkembangan
Programmable Logic Controller pertama kali
dikembangkan oleh General Motor tahun 1968;
Sistem kontrol ini digunakan untuk mengganti sistem relay control yang banyak digunakan dalam proses permesinan, pengepakan, material handling,
assembly terotomasi dan sebagainya;
Menurut IEC61131 part 1, pengertian PLC
merupakan sistem elektronik yang beroperasi secara digital, menggunakan programmable memory untuk internal storage yang berorientasi kepada user,
untuk melakukan fungsi khusus seperti logic, sequencing, timing, arithmetic; sehingga cocok digunakan pada proses yang berulang-ulang.
Pelatihan PLC Dasar - 01 6
Pelatihan PLC Dasar - 01 7
Pelatihan PLC Dasar - 01
Sistem Kontrol Loop Terbuka/Tertutup
Loop Terbuka:
Loop Tertutup (dengan Feedback):
Sensor Desired output
+
-Error signal Kontroler Plant Actuating signal Control signal Plant output Aktuator Desired output Kontroler Plant Actuating signal Control signal Aktuator Plant outputPelatihan PLC Dasar - 01 9
Pelatihan PLC Dasar - 01 10
Pelatihan PLC Dasar - 01 11
Pelatihan PLC Dasar - 01 12
Pelatihan PLC Dasar - 01 13
Pelatihan PLC Dasar - 01 14
Pelatihan PLC Dasar - 01 15
Ruang Lingkup Pengendalian (1)
Sequence Control :
9 Conventional relay control logic 9 Timer dan Counter
9 Pengendalian otomatis/semiotomatis/manual pada suatu
mesin/proses
Sophisticated Control :
9 Operasi aritmatik
9 Penanganan informasi
9 Kontrol analog (temperatur, tekanan, dan lain-lain) 9 PID (proporsional, integral, derivatif)
9 Pengendalian motor servo 9 Pengendalian motor stepper
Pelatihan PLC Dasar - 01 16
Ruang Lingkup Pengendalian (2)
Supervisory Control :
9 Monitoring proses dan alarm
9 Diagnostik dan monitoring kesalahan
9 Interfacing dengan komputer (RS 232C dan RS422) 9 Interfacing dengan printer
9 Factory automation (FA) Network 9 Local Area Network
Pelatihan PLC Dasar - 01 17
Tahapan Sistem dengan PLC
1. Desain Sistem 2. I/O Assigment 3. Penulisan Program 4. Programming 5. Editing 6. Monitoring 7. Penyimpanan Program
Pelatihan PLC Dasar - 01 18
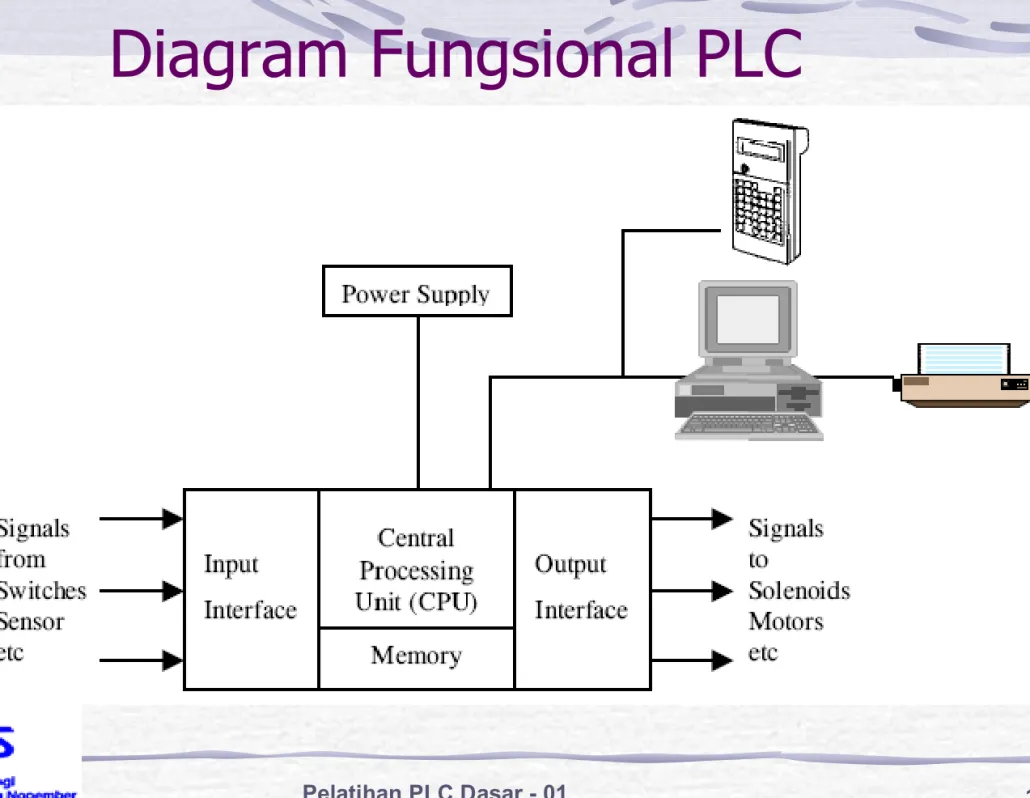
Hardware Penyusun PLC
• CPU
• Perangkat Pemrograman • Power Supply
• Sistem Input Output
Pelatihan PLC Dasar - 01 19
Bagian-bagian CPU
CPU
terdiri dari tiga komponen utama:
Processor Memory
Pelatihan PLC Dasar - 01 20
Pelatihan PLC Dasar - 01 21
Pelatihan PLC Dasar - 01 22
Concept of MELSEC (Q series)
Q Series is now established
Intelligently (and intentionally) designed for easy migration Huge performance, flexibility, and TCO advantages
Pelatihan PLC Dasar - 01 23
High Performance Model QCPU
5 types available:
Q02/Q02H/Q06H/Q12H/Q25HCPU
High-speed program processing (LD = 0.034µs)
Large capacity extended memory up to 32M bytes memory card
Upto 8192 control I/O points including remote I/O Large capacity programs up to 252k steps
Expandable of up to 64 I/O slots
Including USB and RS232 programming ports Multiple CPU capability
Pelatihan PLC Dasar - 01 24
Mitsubishi Melsec FX 2N-32MR pada Filling Lithos
Pelatihan PLC Dasar - 01 25
Proses yang secara alami dilakukan PLC, yaitu
proses untuk membaca semua perangkat input
lapangan dan melakukan control program yang
menurut logic yang telah terprogram, mematikan
dan menyalakan perangkat lapangan.
Waktu yang dibutuhkan sekali proses scan
dinamakan scan time.
Pelatihan PLC Dasar - 01 26
♦ Memeriksa kondisi semua input baik yang benar maupun yang salah di dalam lokasi yang disebut I/O image table.
♦ Membaca instruksi dan data dari semua bagian memori dan menjalankan pekerjaan berdasarkan instruksi-instruksi tersebut.
♦ Melakukan diagnosa internal.
♦ Mengirim dan menerima informasi dari perangkat pemrograman.
♦ Mengatur semua output agar sesuai dengan informasi terbaru.
Pelatihan PLC Dasar - 01 27
Perangkat GPC ini bentuknya mirip dengan laptop.
Pelatihan PLC Dasar - 01 28
• Dimensi 4,72”x 3,15” x 1,57” • Jumlah titik I/O 16 titik
• Saluran komunikasi RS-232
Pelatihan PLC Dasar - 01 29
Dibutuhkan perangkat lunak sebagai pelengkap
pemrogramannya. Misal: CX Programming pada PLC Omron, WinCC pada PLC Siemens, RS Logic pada PLC Allen Bradley, dan GX Developer pada PLC
Mitsubishi
Pelatihan PLC Dasar - 01 30
Sistem memori PLC dibagi berdasarkan tugas yang diberikan:
♦ Executive Memory adalah lokasi memori untuk menyimpan kumpulan program secara permanen yang merupakan
instruksi software, yaitu relay instruction, block transfer, dan
math instruction. Lokasi memori ini tidak tersedia bagi pemakai tetapi memori ini yang menjalankan sistem
♦ Application Memory adalah lokasi memori untuk menyimpan kumpulan user program (program pemakai), yaitu area yang menyimpan ladder diagrams, timers, dan data-data yang telah terkumpul.
Pelatihan PLC Dasar - 01 31
ROM (Read Only Memory)
• ROM di rancang untuk menyimpan secara permanen yang telah fixed. Isinya masih bisa di uji dan dibaca tetapi tidak bisa di ubah, ROM tidak memerlukan back up power untuk menjaga memorinya. Executive program biasanya
disimpan di ROM.
RAM (Random Access Memory)
• RAM dikenal sebagai read write memori dan dirancang supaya informasi dapat ditulis dan dibaca dari lokasi manapun. Ada 2 jenis RAM, Volatile dan
Nonvolatile. Volatile memerlukan battery back-up kalau power hilang
sedangkan nonvoltile RAM akan menjaga programmnya meskipun power hilang.
Pelatihan PLC Dasar - 01 32
PROM (Programmable Read Only Memory)
• Memori ini biasanya digunakan untuk program yang diyakini benar untuk sistem kontrol dengan PLC. Jika dibutuhkan perubahan algoritma pada sistem kontrol tersebut, maka PROM harus diganti (diupload) dengan program baru. PROM bisa dipergunakan sebagai backup permanen user program.
EPROM (Erasable Programmable Read Only Memory)
• Memori ini mirip PROM, tetapi masih dapat dihapus dengan dengan
membuka jendela di bagian atas IC dengan disinari UV selama beberapa menit. EPROM bisa dipertimbangkan sebagai alat penyimpanan semi permanen sehingga akan menyimpan sebuah program secara permanen sampai dirasakan perlu adanya perubahan.
Pelatihan PLC Dasar - 01 33
EEPROM (Electrically Erasable Programmable Read Only Memory)
• Memori ini mirip EPROM, tetapi cara penghapusannya lebih fleksibel. Cara penghapusan pogram dengan memberikan tegangan kedua kaki-kaki (pin-pin) memori untuk proses ‘burning’. Hal ini berarti bahwa tipe memori ini bisa dipakai berulang.
Pelatihan PLC Dasar - 01 34
Perangkat Input dan Output ini
secara garis
besar terdiri dari:
• Perangkat Digital Input (DI)
• Perangkat Digital Output (DO) • Perangkat Analog Input (AI)
• Perangkat Analog Output (AO)
• Perangkat untuk Komunikasi (serial/paralel)
Macam Perangkat I/O
Pelatihan PLC Dasar - 01 35
Perangkat hanya menghasilkan kondisi biner
dengan pengolah sinyal berupa :
– Contact Output :
• Komponen untuk mengeluarkan sinyal adalah relay. • Umumnya untuk beban arus yang relatif besar.
• Supply beban bisa AC/DC. • Kecepatan respon rendah.
• Ada contact bounch, menyebabkan ada noise.
Pelatihan PLC Dasar - 01 36
– Solid State Output (SSR)
• Komponen yang digunakan solid-state
• Beban AC: outputnya menggunakan SCR. Respons lebih cepat dari contact output, dan lebih rendah dari transistor output.
• Beban DC: outputnya menggunakan Transistor. Respons sangat cepat untuk beban arus kecil. Frekwensi kerja
cukup tinggi.
Pelatihan PLC Dasar - 01 37
Sinyal output pada beban DC dapat berupa :
– Output Tegangan: memberikan sinyal tegangan sebagai output dan tahanan beban harus cukup tinggi dengan
konsumsi arusnya kecil.
– Output Arus: mengolah sinyal arus (source/sink). Beban yang bekerja pada I/O-nya ada:
• current source (PNP) : arus diberikan kebeban, beban dihubungkan keterminal output dan negatip catudaya.
• current sink (NPN) : arus ditarik dari beban, beban dihubungkan keterminal positip catudaya dan terminal output.
Pelatihan PLC Dasar - 01 38
Pelatihan PLC Dasar - 01 39
♦ Arus dari peralatan luar (mis. sensor) masuk ke modul DC input. Bagi
peralatan luar berfungsi sebagai
source, sedang modul DC input
sebagai sink.
♦ Arus dari modul DC input ke peralatan luar (mis. katup). Bagi modul DC input berfungsi sebagai source, sedang
peralatan luar sebagai sink.
Pelatihan PLC Dasar - 01 40
• Melakukan perubahan modul sink ke source bisa dilakukan dengan menggunakan rangkaian berikut untuk arus Iout 50 mA.
Pelatihan PLC Dasar - 01 41
Pada modul ini tegangan yang digunakan bisa AC dan atau DC. Tegangan output yang mampu diolah:
• 12 - 48 Volt AC/DC • 120 Volt AC/DC • 230 Volt AC/DC • contact (relay) • Isolated output • 5 - 50 Volt DC (sink/source)
Pelatihan PLC Dasar - 01 42
Modul ini mengolah sinyal analog dari perangkat luar (sensor) ke sinyal digital.
Sinyal input yang bisa diolah berupa arus dan atau tegangan seperti : • 4 hingga 20 mA • 0 hingga 5 Volt DC • 0 hingga 10 Volt DC • -10 hingga +10 Volt DC
Modul A/D
Pelatihan PLC Dasar - 01 43
Modul ini mengolah data bit dari CPU ke perangkat luar (aktuator, motor, katup), atau representasi digital ke
analog.
Sinyal output yang dihasilkan berupa arus dan atau tegangan seperti : • 4 hingga 20 mA • 0 hingga 5 Volt DC • 0 hingga 10 Volt DC • -10 hingga +10 Volt DC
Modul D/A
Pelatihan PLC Dasar - 01 44
Modul Simulator PLC Q-Series
Y6F-Y60 Y5F-Y50 Y4F-Y40
POWER
FUSE
X2F-X20
X3F-X30 Y76 Y75 Y74 Y70 Y73 Y72 Y71 Y70
X0 X1 X2 X3 X4 X5 X6 X7 AD-INPUT PULSE AD-INPUT DA-OUTPUT PO W E R SU P L L Y M IT S UB IS HI ME L S EC Q6 1 P CP U Q0 2 H C P U MO D U L IN P U T Qx 4 2 MO D U L O U T P U T QY 4 2P A/ D Q6 4 A D D/ A Q6 2D A G X -D E V E L O PER QD 6 2 S L O T KO S O NG S L O T KO S O NG
Pelatihan PLC Dasar - 01 45
Pemrograman dan Tipe Data
IEC61131-3 menetapkan lima bahasa pemrograman: Representasi gambar/simbol, dapat berupa
Ladder Diagram (LAD)
Diagram Blok Fungsi (Function Block Diagram / FBD) Urutan Chart Fungsi (Sequential Function Chart / SFC)
Tabel perintah, dapat berupa
Daftar Instruksi (Statement List / STL) Teks Terstruktur (Structured Text / ST)
Pelatihan PLC Dasar - 01 46
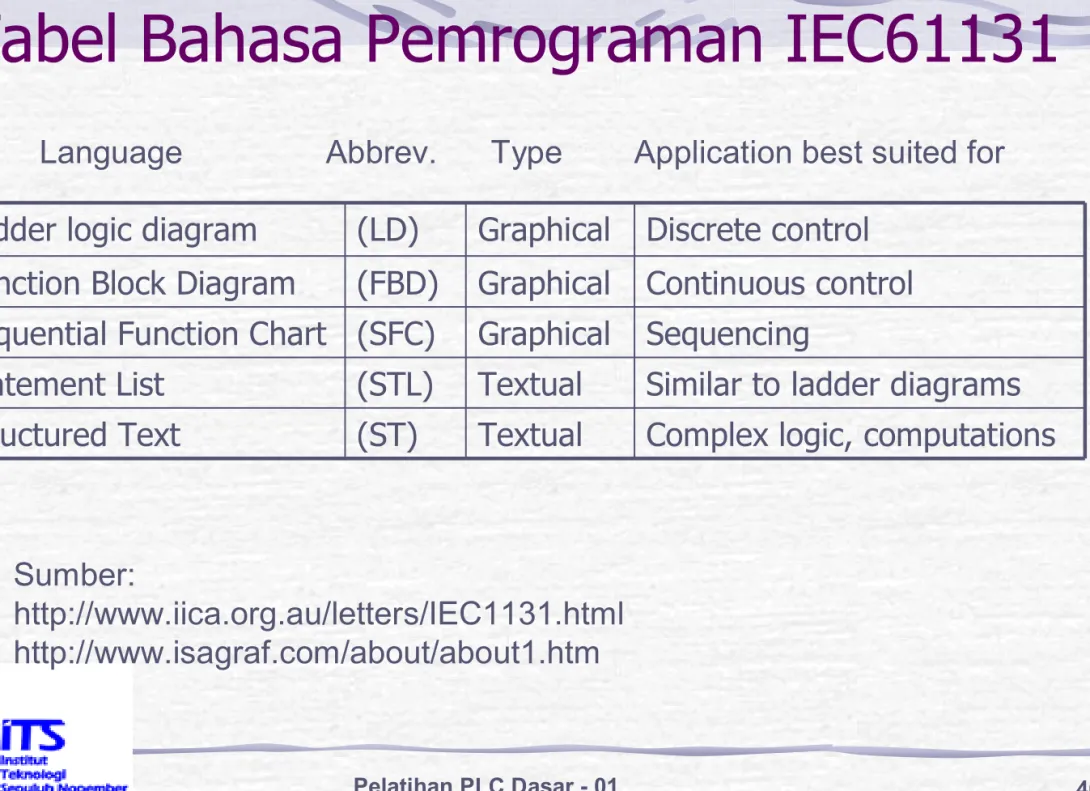
Tabel Bahasa Pemrograman IEC61131
Ladder logic diagram (LD) Graphical Discrete control Function Block Diagram (FBD) Graphical Continuous control Sequential Function Chart (SFC) Graphical Sequencing
Statement List (STL) Textual Similar to ladder diagrams Structured Text (ST) Textual Complex logic, computations
Language Abbrev. Type Application best suited for
Sumber:
http://www.iica.org.au/letters/IEC1131.html http://www.isagraf.com/about/about1.htm
Pelatihan PLC Dasar - 01 47