POLITEKNOSAINS VOL. XIII NO. 1 Maret 2014
Pengaruh Proses Preheating . . . 73
PENGARUH PROSES PREHEATING PADA PENGELASAN SMAW TERHADAP KEKUATAN TARIK MATERIAL BAJA ST 37
Rusnoto
Teknik Mesin Universitas Pancasakti Tegal Jl. Halmahera km 1 Tegal
ABSTRACT
Construction using metal raw materials most of the connections are done by means of the welding process . One type of welding that is often used is the SMAW ( shielded metal arc welding ) . This study aims to determine the effect of preheating on the tensile strength of the material results in the SMAW welding steel ST 37 .
The material used is steel plate ST 37 , AWS E6013 electrode diameter of 2.5 mm , the tool SMAW welding machine types of electric current are used 90 A , with the type of seam V. ST 37 steel heat treatment step is performed non preheting and preheting . For preheating treatment is done by heating the specimen in an oven at a temperature of 95 ℃ , 105 ℃ , 115 ℃ and 125 ℃ on hold for 30 minutes , the specimens were removed from the oven and cooled welding then performed using air cooling . Tests were conducted to determine the tensile testing the maximum tensile strength .
The results showed that the tensile strength of weld SMAW material non preheating is 237.345 N / mm ² , specimen temperature preheating 95 º C at 376.860 N / mm , the specimen temperature preheating 105 º C at 396.32 N / mm ² , specimen temperature preheating 115 º C at 374.29 N / mm ² , specimens of 125 ° C at 420.41 N / mm ² . So the tensile strength increases with the addition of pre- heating temperature . Here the highest tensile strength occurs at a temperature of 125 ℃ preheating .
Keywords : SMAW , non preheating , preheating , tensile strength . PENDAHULUAN
Pengelasan adalah proses penyambungan logam atau non logam yang dilakukan dengan
memanaskan material yang
disambung hingga temperatur las yang dilakukan secara, dengan atau
tanpa menggunakan tekanan
(preasure), hanya dengan tekanan (preasure), atau dengan tanpa menggunakan pengisi (filler) (Amerika Welding Society, 1989). Pengelasan konvensional klasifikasi
pengelasan dibagi menjasi 2 golongan :
a. Berdasarkan cara kerja las : las cair, las tekan, las patri dll b. Berdasarkan sumber energi yang
digunakan: las kimia, las listrik contoh SMAW dan GMAW, las mekanik dll.
Las SMAW ( Shilel Metal
Arc Welding ) atau las busur elektoroda terbungkus sering disebut dengan nama las listrik. Las
POLITEKNOSAINS VOL. XIII NO. 1
penyambungan 2 buah logam yang sejenis atau lebih dengan menggunakan sumber panas listrik dengan menggunakan elektroda terbungkus sebagai bahan tambahan atau pengisi sehingga akan membuat sambungan tetap. Prinsip kerja las SMAW yaitu saat ujung elektroda didekatkan pada benda kerja terjadi panas listrik ( busur listrik ) yang membuat antara benda kerja dengan ujung elektroda terbungkus tersebut mencair secara bersamaan. Menurut AWS (American Welding Society)
prinsip dari SMAW adalah
menggunakan panas dari busur untuk mencairkan logam dasar dan ujung sebuah consumable elektroda tertutup dengan tegangan listrik yang dipakai 23 - 45 Volt, dan untuk pencairan digunakan arus listrik hingga 500 ampere yang umum digunakan berkisar antara 80–200 ampere. Dimana dalam proses SMAW dapat terjadi oksidasi, hal ini perlu dicegah karena oksidasi metal merupakan senyawa yang tidak mempunyai kekuatan mekanis. Adapun untuk mencegah hal tersebut maka bahan penambah las dilindungi dengan selapis zat pelindung yang disebut flux atau slag yang ikut mencair ketika pengelasan. Tetapi karena berat jenisnya lebih ringan dari bahan metal yang dicairkan, cairan flux akan mengapung diatas cairan metal, sekaligus mengisolasi metal tersebut sehingga tidak beroksidasi dengan udara luar. Sewaktu membeku, flux akan ikut membeku dan tetap melindungi metal dari
reaksi oksidasi.
Rangkaian dimulai dengan sumber daya listrik dan kabel termasuk pengelasan, pemegang elektroda,
sambungan benda kerja, benda kerja (Weldment), dan elektroda las. Salah satu dari dua kabel dari sumber listrik terpasang ke bekerja, selebihnya melekat pada pemegang elektroda. Keuntungan SMAW adalah proses las busur paling sederhana dan paling serba guna, karena sederhana dan mudah dalam
mengangkut peralatan dan
perlengkapannya membuat proses SMAW ini mempunyai aplikasi luas, Las SMAW dapat dilakukan pada berbagai posisi atau lokasi yang dapat dijangkau dengan sebatang elektroda. Lokasi sambungan pada daerah dimana pandangan mata terbatas masih dapat di las dengan cara membengkokan elektroda. Las
SMAW digunakan untuk
pengelasan berbagai macam logam
ferrous.
Kekurangan las SMAW laju
pengisian lebih rendah
dibandingkan proses pengelasan semi-otomatis, panjang elektroda
tetap meskipun pengelasan
dihentikan. pada pengelasan SMAW setelah sebatang elektroda terbakar habis putung elektoroda yang tersisa terbuang dan waktu juga terbuang untuk mengganti elektoda, slag atau kerak yang terbentuk harus dihilangkan dari lapiasan las sebelum lapiasan berikutnya, langkah ini mengurangi keefisiensi pengelasan hingga sekitar 50 %. Asap dan gas yang terbentuk merupakan masalah bagi lingkungan sekitar area pengelasan.
Material Baja St 37
mempunyai kandungan C, Si, Mn, P, S dan Fe. prosentasi kandungan tersebut berada pada batas toleransi baja ini mempunyai kandungan
POLITEKNOSAINS VOL. XIII NO. 1
Pengaruh Proses Preheating . . . karbon ( C ) dibawah 0,35 %, jadi termasuk dalam baja karbon rendah . Baja st 37 mempunyai arti baja dengan tensile strength (tegangan tarik) sebesar 37 Mpa atau 37 kg/mm² sampai 45 Kg/ mm².
Preheat atau pemanasan mula awal dilakukan untuk mencegah terjadinya retak las. preheated diperlukan untuk menghilangkan tegangan sisa (residual stress), meningkatkan ketangguhan dan mengendalikan sifat-sifat metalurgi di daerah HAZ (Heat Affected
Zone).
METODE PENELITIAN
Bahan yang digunakan adalah pelat baja st 37, elektroda AWS E6013 diameter 2,5 mm, alatnya jenis mesin las SMAW arus listrik yang digunakan 90 A, dengan jenis kampuh V. Tahapan penelitian adalah baja st 37 dilakukan langkah
heat treatment yaitu non preheting dan preheting. Untuk perlakuan preheating dilakukan dengan memanaskan specimen dengan oven pada suhu 95, 105, 115 dan 125 ditahan selama 30 menit, specimen dikeluarkan dari oven kemudian
dilakukan pengelasan dan
didinginkan menggunakan
pendinginan udara. Spesimen uji tarik yang dibuat menggunakan standard DIN 50 120.
Uji tarik adalah suatu metode yang digunakan untuk menguji kekuatan suatu bahan atau meterial dengan cara memberikan beban gaya yang sesumbu (askeland, 1985). Tujuan diadakannya uji tarik adalah untuk mengetahui sifat –sifat kekuatan mekanik (kekuatan tarik).
XIII NO. 1 Maret 2014
75 karbon ( C ) dibawah 0,35 %, jadi
termasuk dalam baja karbon rendah . Baja st 37 mempunyai arti baja (tegangan tarik) sebesar 37 Mpa atau 37
Preheat atau pemanasan mula awal dilakukan untuk mencegah
diperlukan untuk menghilangkan ), ketangguhan dan sifat metalurgi Heat Affected digunakan adalah , elektroda AWS E6013 diameter 2,5 mm, alatnya arus listrik gan jenis Tahapan penelitian langkah
Untuk perlakuan
specimen dengan oven
, specimen dikeluarkan dari oven kemudian
dilakukan pengelasan dan
didinginkan menggunakan
pendinginan udara. Spesimen uji
Uji tarik adalah suatu metode yang digunakan untuk menguji tau meterial dengan cara memberikan beban
1985). Tujuan diadakannya uji tarik sifat
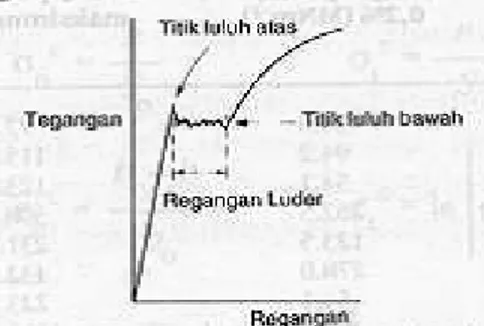
Gambar 1. Diagram Tegangan-Regangan
Tegangan dapat diperoleh dengan membagi beban dengan luas penampang mula benda uji.
(1)
Dimana :
σ = Tegangan nominal (kg/mm2) P = Beban maksimal (kg)
A0= Luas penampang mula dari penampang batang (mm2) Regangan yang digunakan adalah regangan linear rata - rata, yang diperoleh dengan cara membagi perpanjangan panjang ukur (gauge length) benda uji dengan panjang awal.
Besarnya regangan dihitung dengan persamaan di bawah ini :
(2)
Dimana: ε = Regangan (%)
L = Panjang akhir (mm)
Lo= Panjang awal (mm)
Bentuk dan besaran pada diagram tegangan – regangan suatu logam tergantung pada komposisi, perlakuan panas, deformasi plastik
POLITEKNOSAINS VOL. XIII NO. 1
Pengaruh Proses Preheating . . . yang pernah dialami, laju regangan, suhu, dan keadaan yang menentukan selama pengujian. Parameter - parameter yang digunakan untuk menggambarkan kurva tegangan-regangan logam adalah :
- Kekuatan tarik (Tensile strength) - Batas luluh atau titik luluh (Yield
point)
- Persen perpanjangan - Pengurangan luas
Gambar 2. Spesimen uji tarik menggunakan standar DIN 50 120.
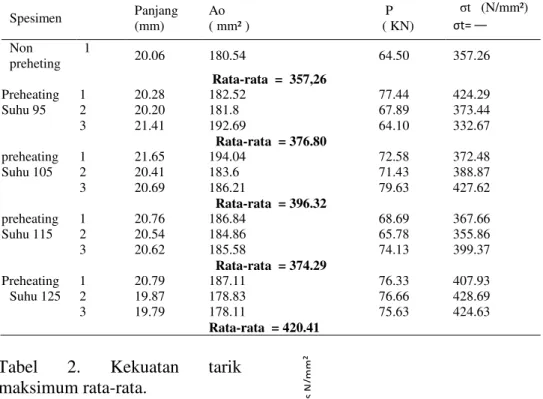
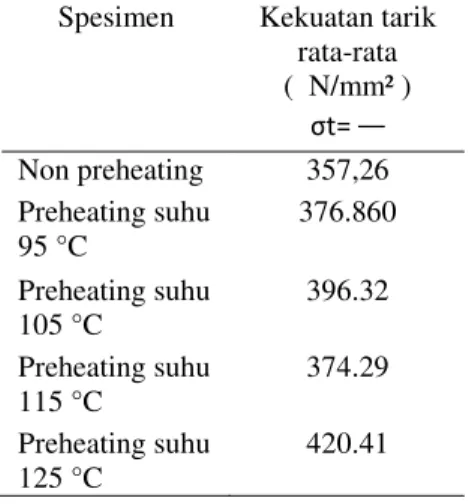
HASIL DAN PEMBAHASAN Tegangan tarik dapat diperoleh dengan membagi beban dengan luas Tabel 1. Hasil pengujian tarik pengelasan
Tabel 2. Kekuatan tarik maksimum rata-rata. Spesimen Panjang (mm) Ao ( mm² ) Non preheting 1 20.06 180.54 Rata-Preheating Suhu 95 1 20.28 182.52 2 20.20 181.8 3 21.41 192.69 Rata-preheating Suhu 105 1 21.65 194.04 2 20.41 183.6 3 20.69 186.21 Rata-preheating Suhu 115 1 20.76 186.84 2 20.54 184.86 3 20.62 185.58 Rata-Preheating Suhu 125 1 20.79 187.11 2 19.87 178.83 3 19.79 178.11 Rata-rata 76 yang pernah dialami, laju regangan,
suhu, dan keadaan yang menentukan
parameter yang digunakan untuk
Yield
pesimen uji tarik
dapat diperoleh n luas
penampang mula benda uji seperti pada Persamaan (1).
Hasil pengujian tarik diberikan dalam Tabel 1 dan kekuatan tarik maksimum rata-rata diberikan dalam Tabel 2.
Pengaruh suhu preheating terhadap kekuatan tarik las diberikan dalam Gambar 3.
Dari Tabel 2 Dan Gambar 3 terlihat bahwa hasil uji kekuatan tarik tertinggi pengelasan SMAW dengan variasi suhu 125 °C diperoleh sebesar 420,41 N/mm² , dan hasil kekuatan tarik terendah pada pengelasan non Preheating yaitu sebesar 357.26 N/mm².
Hasil pengujian tarik pengelasan baja ST 37 pada pengelasan SMAW.
( mm² ) P ( KN) σt (N/mm²) σt= 180.54 64.50 357.26 -rata = 357,26 182.52 77.44 424.29 67.89 373.44 192.69 64.10 332.67 -rata = 376.80 194.04 72.58 372.48 71.43 388.87 186.21 79.63 427.62 -rata = 396.32 186.84 68.69 367.66 184.86 65.78 355.86 185.58 74.13 399.37 -rata = 374.29 187.11 76.33 407.93 178.83 76.66 428.69 178.11 75.63 424.63 rata = 420.41 e k u a ta n T a ri k L a s N /m m ²
POLITEKNOSAINS VOL. XIII NO. 1
Pengaruh Proses Preheating . . .
Gambar 3. Pengaruh suhu
preheating terhadap kekuatan tarik las.
KESIMPULAN
Dari penjelasan diatas kekuatan tarik hasil pengelasan SMAW material non preheating adalah 237,345 N/mm², specimen suhu preheating 95ºC sebesar 376,860 N/mm, specimen suhu preheating 105ºC sebesar 396,32 N/mm², specimen suhu preheating 115ºC sebesar 374,29 N/mm², spesimen 125 °C sebesar 420,41 N/mm². Jadi kekuatan tarik
meningkat seiring dengan
penambahan suhu pre heating.
357.26
376.86
396.32
374.29 Spesimen Kekuatan tarik
rata-rata ( N/mm² ) σt= Non preheating 357,26 Preheating suhu 95 °C 376.860 Preheating suhu 105 °C 396.32 Preheating suhu 115 °C 374.29 Preheating suhu 125 °C 420.41 Suhu preheating ( °C)
XIII NO. 1 Maret 2014
78 Pengaruh suhu
ing terhadap kekuatan tarik
Dari penjelasan diatas pengelasan
specimen suhu preheating 95ºC sebesar 376,860 N/mm, specimen suhu sebesar 396,32 N/mm², specimen suhu preheating 115ºC sebesar 374,29 N/mm², sebesar 420,41 . Jadi kekuatan tarik
meningkat seiring dengan
penambahan suhu pre heating.
Disini kekuatan tarik tertinggi terjadi pada suhu preheating 125 .
DAFTAR PUSTAKA Daryanto, 2001, Teknik mengelas
dan mematri logam, semarang, PT. Aneka Ilmu.
Maman Suratman, 2001, Teknik
mengelas las busur listrik,
Bandung, pustaka grfika. Harsono Wiryo Sumarto dan Toshi
Okumura, 2008, Teknologi Pengelasan Logam. Jakarta. PT Pradnya Paramita
Mengenal Proses Post Weld Heat Treatment,http://www.bainitahe
at.com, diakses pada tanggal 18 Maret 2011.
Rusdianto, Jaka, Analisa Pengaruh
Parameter Pengelasan GMAW Terhadap Distorsi yang Terjadi Pada Pengelasan Baja SS400 Ketebalan 12[mm], ITS, Surabaya.
374.29 420.41