BAB I
PENDAHULUAN
1.1. Latar Belakang
Tingkat persaingan di dunia industri dewasa ini semakin ketat, sehingga diperlukan berbagai upaya untuk memenangkan persaingan ini. Banyak sekali faktor yang mempengaruhi apakah sebuah bisnis dapat bersaing atau tidak. Beberapa faktor utama / key factor yang mempengaruhi diantaranya ialah: kualitas produk yang dihasilkan, tingkat promosi yang dilakukan, dan tingkat kepuasan pelanggan yang dicapai.
Pada suatu tingkat persaingan tertentu, dimana produk yang dihasilkan sudah mempunyai suatu standar kualitas yang bersaing, dan tingkat promosinya pun sudah mencapai tahap yang bersaing pula, maka faktor yang paling penting di dalam memenangkan tingkat persaingan bisnis ini tak lain adalah faktor kepuasan pelanggan. Banyak strategi yang dapat digunakan oleh para pebisnis dalam memenangkan hati pelanggan, misalnya dengan adanya potongan harga, pelayanan purna jual / service after sales, dan lain sebagainya. Akan tetapi, ada sebuah faktor yang cukup kompleks dan tidak dapat dianggap remeh didalam faktor kepuasan pelanggan ini, yaitu faktor ketepatan waktu dalam pengadaan produk dari tangan produsen hingga sampai ke tangan konsumen, yang biasanya disebut dengan istilah delivery time.
Memang pada kenyataannya, upaya dalam memenuhi delivery time ini bukanlah suatu hal yang mudah untuk dilakukan, karena sangat banyak sekali faktor yang terkait didalamnya, baik faktor eksternal maupun internal. Faktor eksternal dan internal yang dimaksud disini ialah faktor yang berasal dari luar atau dari dalam sistem produksi pada suatu pabrik. Faktor eksternal ini dipengaruhi oleh antara lain:
pengadaan bahan baku, pengantaran produk jadi / distribusi produk jadi, dan sebagainya. Sedangkan faktor internal disini dipengaruhi oleh antara lain: waktu perancangan produk / design time dan waktu proses produksi / production time.
Pada penulisan kali ini, penulis ingin mengemukakan permasalahan yang seringkali timbul pada proses produksi, yaitu pemborosan pemakaian sumber daya, yang dengan kata lain, proses produksi yang berlangsung kurang efektif dan efisien. Dari sekian banyak sumber daya yang mubazir, baik sumber daya manusia, bahan baku, maupun mesin, penulis ingin membatasi pada ruang lingkup pendayagunaan mesin.
Kerap kali pemborosan yang terjadi pada pendayagunaan mesin ini berasal dari penjadwalan mesin yang tidak optimum. Hal ini disebabkan karena penjadwalan produksi masih dilakukan secara manual, yaitu penjadwalan yang mengambil acuan kepada pengalaman-pengalaman produksi terdahulu, dengan kapasitas produksi yang ada pada saat itu.
Pada kesempatan kali ini, penulis ingin merancang sebuah program aplikasi untuk membantu mengoptimalkan penjadwalan mesin pada suatu proses produksi agar dapat dicapai tingkat efisiensi yang tinggi, dengan menggunakan pendekatan Network Planning sebagai alat bantu pemodelan sistem produksi, dimana metode perhitungan waktu yang digunakan adalah metode PERT (Program Evaluation and Review Technique) dengan bantuan time table untuk penjadwalannya.
Dengan menggunakan metode Network Planning ini, dapat dibuat sebuah pemodelan dari suatu proses produksi yang representatif dan juga dapat dilihat kesalingterkaitan / kesalingtergantungan dari setiap prosesnya. Optimalisasi penjadwalan dapat dicapai dengan melihat hasil dari perhitungan menggunakan metode perhitungan PERT, dimana dapat dilihat proses / kegiatan oleh mesin mana
yang tidak boleh tertunda, dan proses / kegiatan oleh mesin mana yang mempunyai tenggang waktu, yang dimana tenggang waktu ini dapat dimanfaatkan untuk mengerjakan proses lainnya.
1.2. Rumusan Rancangan
Program aplikasi ini dirancang sedemikian rupa, sehingga dapat dihasilkan suatu penjadwalan proses produksi yang optimum (optimum production scheduling) yang bukan saja hanya meningkatkan efisiensi dan efektifitas dari pendayagunaan mesin, melainkan juga meningkatkan kinerja dari departemen produksi sebuah perusahaan dalam penyusunan jadwal (dengan melakukan perhitungan kapasitas mesin yang tersedia dengan jumlah produk yang akan diproduksi), yang pada mulanya dilakukan secara manual.
Program aplikasi ini hanya meminta masukan dari user yang berupa tipe-tipe produk beserta jumlahnya yang akan diproduksi per proyek, lalu komputer akan melakukan proses penjadwalan dengan menggunakan model network yang sesuai dengan sistem produksi perusahaan itu – yang sudah ditetapkan / di-setup sebelumnya dengan menggunakan heuristic analysis –, sehingga dihasilkan sebuah penjadwalan mesin yang optimum dengan menggunakan bantuan komputer untuk melakukan perhitungan waktunya. Penjadwalan optimum yang dihasilkan disini adalah penjadwalan yang meminimalisasikan waktu menganggur / idle time dari setiap mesin, dengan efisiensi terbaik. Output yang dihasilkan adalah daftar penjadwalan produksi yang dapat dilihat per mesin dan daftar penjadwalan mesin yang dapat dilihat per komponen produksi (scheduled by machine / scheduled by component). Hasil penjadwalan produksi ini akan disajikan baik secara data menggunakan time table, maupun secara visual menggunakan Gantt Chart. Selain itu, akan ditampilkan juga
ringkasan analisis pendayagunaan mesin serta ringkasan analisis durasi waktu proyek, dimana untuk durasi waktu proyek ini user dapat dengan mudah mengetahui dan memperkirakan probabilitas penyelesaian sebuah proyek dalam suatu kondisi waktu tertentu.
Program aplikasi dirancang sedemikian rupa oleh penulis, sehingga para pengguna aplikasi ini dapat merasakan kesederhanaan (one single click concept) dan kepraktisan dari aplikasi ini dengan tingkat kehandalan yang tinggi.
1.3. Batasan Rancangan
Perancangan program aplikasi untuk optimalisasi penjadwalan mesin produksi ini akan dibatasi dalam ruang lingkup sebagai berikut:
1. Pemodelan produksi dibuat dengan bantuan metode Network Planning, yang perhitungan waktunya dilakukan dengan metode PERT (Program Evaluation and Review Technique / Critical Path Method).
2. Pemodelan dibentuk berdasarkan sistem produksi yang ada pada pabrik panel-furniture yang berbasiskan particle-board dan MDF, dimana pada penulisan ini, pemodelan hanya dibatasi pada proses produksi pada tingkat komponen saja. Sistem produksi pabrik furniture ini akan dijelaskan lebih rinci pada Bagian 3.1.3 “Sistem Produksi”. Untuk lebih memperjelas bagaimana pengaplikasian program perancangan, maka penulis mengadakan sebuah studi kasus pada PT.KMS (PT. Karya Mitra Seraya), yang profilnya akan dituliskan pada bagian 3.1.1 “Profil Perusahaan”. 3. Asumsi yang digunakan dalam perancangan model ini adalah:
• Produk-produk yang digunakan sebagai input dalam pemodelan adalah produk-produk yang sudah standar / baku.
• Kapasitas mesin produksi tetap, dan faktor downtime mesin telah diakomodasikan dengan menggunakan tiga perkiraan waktu dalam PERT, yaitu dengan menggunakan waktu optimis, normal dan pesimis.
• Sumber daya manusia yang ada di dalam sistem tetap (tidak terjadi pemogokan dan pengurangan atau penambahan tenaga kerja – jumlah maupun waktu kerja), yang dengan kata lain, sumber daya yang ada di dalam sistem dianggap tetap, sehingga time / cost trade-offs tidak diakomodasikan kedalam pemodelan.
4. Sistem antrian proyek yang digunakan di dalam pemodelan ini ialah sistem antrian FIFO (First In First Out).
1.4. Komponen dan Spesifikasi Rancangan 1.4.1. Komponen Rancangan
Rancangan program aplikasi ini mempunyai 5 modul utama, yaitu: modul “Main Menu”, modul “New Project”, modul “Customer”, modul “Product List”, dan modul “Build Schedule”.
Sedangkan untuk penanganan data, program aplikasi terhubung dengan 2 database utama yang digunakan untuk menyimpan dan memanggil data, yaitu: database “Production System”, dan database “Project”.
Hubungan dan uraian antar modul dan database dan daftar tabel yang ada pada setiap database akan dirinci lebih detil pada Bab 3.2 “Perancangan Program”.
1.4.2. Spesifikasi Rancangan
Dalam perancangan program aplikasi penjadwalan mesin ini, bahasa pemrograman yang digunakan ialah bahasa pemrograman Pascal tingkat tinggi dengan menggunakan software Borland Delphi 7.0. Sedangkan untuk manipulasi database digunakan software Microsoft Access 2003. Platform yang digunakan adalah Microsoft dengan operating system Microsoft Windows XP Professional edition Service Pack 2.
1.5. Kegunaan Rancangan 1.5.1. Tujuan Rancangan
• Tujuan Umum
Merancang sebuah program aplikasi yang dapat meningkatkan efisiensi dan efektifitas di dalam sistem produksi pada suatu perusahaan.
• Tujuan Khusus
Menyusun suatu program aplikasi yang dapat mengoptimalkan pendayagunaan kapasitas mesin produksi di dalam suatu sistem produksi, sehingga waktu menganggur / idle-time suatu mesin dapat diminimalisasikan, dan dapat dihasilkan penjadwalan produksi yang optimum.
1.5.2. Manfaat Rancangan • Bagi perusahaan
Dengan dicapainya kapasitas produksi yang optimal, maka perusahaan mendapatkan banyak keuntungan dari penghematan waktu produksi yang berupa: pemangkasan upah tenaga kerja,
penerimaan lebih banyak proyek, dan penggunaan utilitas mesin yang optimal.
• Bagi departemen produksi
Departemen produksi dapat memangkas waktu yang digunakan untuk menganalisa proyek dan merencanakan produksi – yang sebelumnya dilakukan secara manual. Dengan adanya program aplikasi ini, penjadwalan produksi dapat dibuat lebih cepat dan tepat, karena proses perhitungannya dan analisanya dilakukan oleh komputer, sehingga deadline-feasibility juga dapat ditentukan dengan cepat dan tepat.
• Bagi pembaca
Pembaca dapat memperdalam ilmu penjadwalan produksi serta mempelajari aplikasi ilmu Management Science yang diterapkan dengan metode network planning dan aplikasi konsep PERT pada sistem produksi.
1.6. Definisi Operasional
• Network Planning adalah sebuah metode perencanaan jaringan kerja, yang didalamnya memuat seluruh proses dari suatu proyek beserta keterkaitan antar proses tersebut.
• PERT adalah metode perhitungan di dalam jaringan kerja yang telah dibentuk menggunakan network planning, dimana akan diperoleh waktu yang diharapkan untuk selesainya suatu proyek. Perbedaan dan hubungan antara PERT dengan CPM (Critical Path Method) dan penguraian detilnya dibahas pada bagian 2.1.3 “Metode PERT/CPM”.
• Particle-board dan MDF (Medium Density Fibre-board) merupakan sejenis papan yang terbuat dari serbuk kayu yang mempunyai tingkat kehalusan tertentu, yang telah di-press. Particle-board dan MDF ini merupakan bahan baku utama yang dipakai oleh industri furniture non-kayu dan non-metal, yang biasa disebut dengan panel furniture.
• Heuristic Analysis merupakan suatu analisa yang menggunakan suatu metode pendekatan tertentu, yang dianggap terbaik untuk memenuhi suatu kondisi tertentu yang harus dipenuhi, akan tetapi belum tentu merupakan pendekatan yang terbaik untuk kondisi lainnya.
1.7. Perancangan yang Relevan
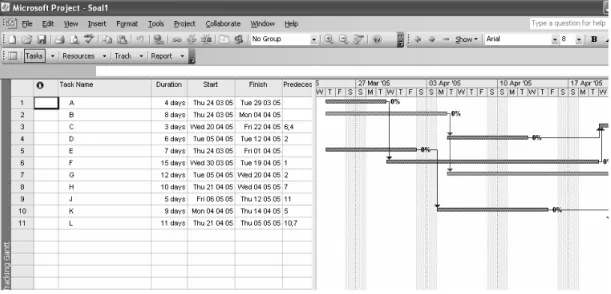
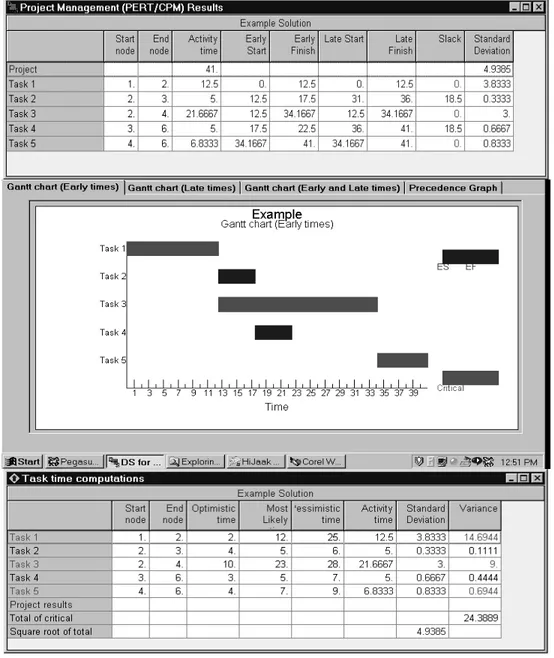
Sampai sejauh ini, penulis belum berhasil menemukan suatu program aplikasi yang bisa secara lengkap menjawab kebutuhan khusus dari manajemen produksi akan penjadwalan mesin secara otomatis ini. Aplikasi yang tersedia di pasaran memang sudah banyak sekali yang memfasilitasi manajemen proyek dengan menyediakan proses perhitungan PERT/CPM dengan menggunakan bantuan komputer, seperti aplikasi Microsoft Project, Prima Vera dan Quantitative Method for Windows. Akan tetapi kekurangan yang ditemui oleh penulis adalah bahwa kebanyakan dari program aplikasi yang tersedia tersebut hanya sebatas menghitung waktu proyek saja, dengan input yang dimasukkan secara manual oleh user, yaitu input lama kegiatan, hubungan antara kegiatannya, dan waktu mulainya. Sedangkan untuk sebuah proses produksi, data yang diperlukan tidaklah sesederhana itu dan jumlahnya pun cukup banyak, karena sudut pandang produksi adalah per komponen produk, dan setiap komponen produk mempunyai urutan proses dan waktu proses yang berbeda-beda.
Kekurangan yang akan diperlengkapi oleh penulis ialah dengan membiarkan komputer secara otomatis menentukan jadwal produksi, tanpa harus meminta user untuk memberikan input lama kegiatan, hubungan antar kegiatannya, maupun waktu mulainya, karena penulis akan membuat suatu database mengenai data yang diperlukan, sehingga user hanya perlu memasukkan jenis-jenis dan jumlah produk yang akan diproduksi saja, dan selanjutnya komputer akan menganalisa dan mengolah data-data sesuai dengan pemodelan yang ada, sehingga dihasilkan suatu jadwal produksi yang optimal.
Gambar 1.1 Screenshot dari software Primavera Project Planner Sumber: http://www.primavera.com/solutions/ec_p3.html