PENGARUH SUHU TEMPERING TERHADAPSKD 11 MOD
Rianti Dewi Sulamet Ariobimo
ABSTRACT
Tofulfill the demand ofhigher toughness and hardness, a chemical composition modification is made to SKD-ll. and the modification result is known as SKD-l I Mod. Since the modification is done at the
chemical composition then automatically it will change everything, including the heat treatment process and
result. This research, first of all. is conducted in view ofthe modification factors, whilst, at the same time to examine whether the producer's specification can be achieved.
Kata kunci : chemical composition modification, SKD-l I Mod. heat treatment
PENDAHULUAN
Komposisi kimia suatu logam akan
membentuk struktur mikro dan sifat-sifat dari
logam tersebut. Komposisi kimia dapat juga dikatakan sebagai DNA suatu logam karena dengan berubahnya komposisi kimia logam tersebut maka secara otomatis akan berubah pula struktur mikronya dan ini akan berarti sifat-sifatnya pun berubah. Cara inilah yang digunakan oleh Daido Steel dalam upayanya menyempurnakan baja SKD-l 1 sehingga terbentuk suatu jenis baja baru yang dikenal dengan nama SKD-l 1 Mod.
Adapun tujuan dari penelitian ini adalah untuk melihat komposisi kimia dari SKD-l 1
Mod selain juga untuk melihat sampai sejauh
mana data-data teknis yang diberikan dapat dicapai. Penelitian ini juga akan melihat kecenderungan kurva hasil nilai keras yang berbanding dengan suhu tempering dari bajaSKD-ll Mod.
Penelitian
menggunakan baja
ini dilakukan dengan SKD-ll Mod dengan
kondisi
suhu
austenisasi
1030°C,
media
pendingin yang digunakan adalah udara dengan kondisi konvensional dan variasi suhu temper. Selain yang disebutkan di atas, semuanya dilakukan sesuai acuan yang diberikan.STUDI PUSTAKA
BajaSKDll Mod
Baja SKD-ll Mod atau SKD-ll modifikasi ini, seperti telah disebutkan di atas, adalah baja yang dihasilkan oleh Daido Steel
-Jepang dengan nama pabrik DC-531'1, yang
merupakan hasil penyempurnaan dari baja SKD-ll atau DC-11. Penyempurnaan dilakukan dengan melakukan perubahan pada komposisi kimia dari baja DC-11, dan komposisi kimia itu sampai saat ini masihdalam kondisi patent pending*1X3] atau hanya
boleh diketahui oleh Daido Steel saja. Tujuan penyempurnaan ini adalah untuk mengatasi masalah nilai keras dan ketangguhan yang tidak sesuai yang dialami oleh DC-11 pada pemudaan dengan suhu tinggi. Selain itu jugadiharapkan
agar kelak dapat mengantikan
penggunaan DC-11 sebagai bahan pembuatan dies umum dan dies presisi.
Dengan melihat pada struktur mikronya, Gambar i, maka dapat dikatakan bahwa karbida-karbida yang terbentuk terlihat halus dan lebih mcrata. Sedangkan sifal mekanisnya, yang juga menjadi keunggulan SKD-ll Mod adalah sebagai berikut:
1. Nilai keras dan ketangguhannya setelah proses pengerasan dan pemudaan tinggi Terjadi peningkatan hardenability Terjadi peningkatan mach'mability
Setelah wire process, tegangan dalam yang
dimiliki kecil
Mampu lasnya baik.
m
Gambar 1 : Struktur mikro awal baja SKD-l 1
Mod1'1, Pembesaran 400X, putih = ferit dan
bulat-bulat hitam = karbida
Peningkatan-peningkatan ini dapat dilakukan dengan mengatur kadar-kadar unsur kimia tertentu sesuai dengan pengaruh yang
diberikannyakepada baja,yaitu: '45'^
1. unsur-unsur yang meningkatkan kekerasan, kekuatan, dan sifat mampu keras atau hardenahility, yaitu: silikon, mangan, chromium, molybdenum, vanadium, dan nikel.
2. unsur-unsur pembentuk karbida, yaitu chromiun dan vanadium
166
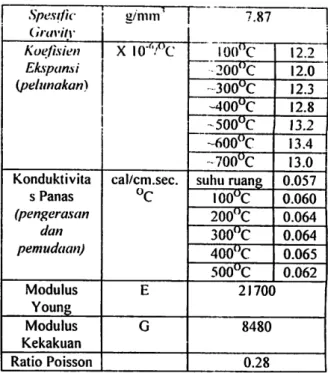
Selain itu sifat tlsis dari DC-53 dapat
dilihat pada Tabel 1.
Tabel 1 : Sifat fisis baja SKD-l I Mod '" | Spesifw (/rarity t : * g/mm 7.87 | Koejisien ELspansi (pelunakan) X I0''7°C ioo"c 12.2 200"C 12.0 ~300°C 12.3 ~400°C 12.8 -500°C 13.2 ~600°C 13.4 -700°C 13.0 Konduktivita s Panas (pengerasan dan pemudaan) ca l/cm.sec. °C suhu ruang 0.057 I00°C 0.060 200°C 0.064 300"C 0.064 400°C 0.065 500UC 0.062 Modulus Young E 21700 Modulus Kekakuan G 8480 Ratio Poisson 0.28 KarakteristikSKD-ll Mod
Baja SKD-l 1 Mod. ini dapat disetarakan
dengan DIN-1.2379 dan AISI-D2 [2X1\ dan
termasuk dalam kelompok baja perkakas untuk pengerjaan dingin dengan kadar chromium dan kadar carbon yang tinggi. Kekerasan awal yang dimiliki adalah maksimum 255 BHN dengan struktur mikronya ferit dan karbida sebagaimana terlihat pada Gambar I.
Baja ini dapat digunakan baik sebagai alat perkakas seperti shear hledes maupun sebagai cetakan.
Proses Perlakuan Panas pada SKD-ll Mod1281
Proses perlakuan dilakukan kepada SKD-l
panas yang senng I Mod adalah proses
pengerasan-pemudaan dan proses pengerasan permukaan. Suhu austenisasi dari baja ini
adalah berkisar antara 1000°C sampai 1050°C,
dengan suhu austenisasi yang paling sering
digunakan adalah l030°C'",j seperti terlihat
pada Gambar 2.
Ada 2 mctode proses pengerasan yang dapat diterapkan pada baja SKD-ll Mod. ini, yaitu : proses pengerasan konvensional dan
proses pengerasan di dalam dapur vakum dengan tahapan proses sebagaimana terlihat pada Gambar 3 dan 4.
1020-1040 °C
' Heating
(Refer to the right table)
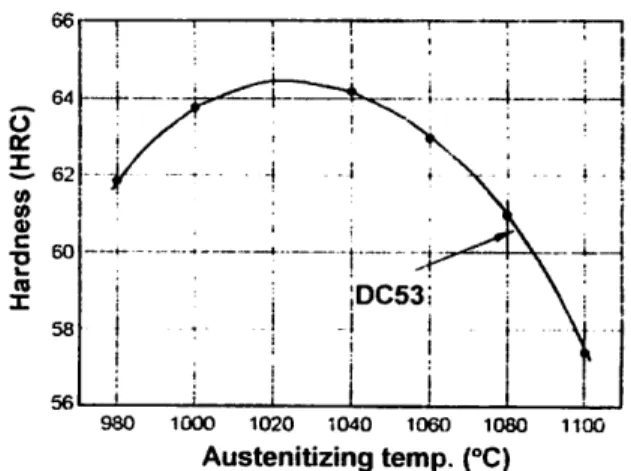
980 1000 1020 1040 1060 1080 1100
Austenitizing temp. (°C)
Gambar 2 : Diagram suhu austenisasi vs nilai keras'2' 500 "C _hot bath 1 Air-cooling Air or oil-cooling Dia. thickness (mm) Immersing time (min) 5 5 - 8 10 8 - 10 20 10- 15 30 15-20 50 20-25 100 30 - 40
Gambar 3 : Diagram proses pengerasan secara konvensional'2,3'
°c/
800 - 850 1020- 1040°C Heating (refer to the right table) Gas cooling Standard heating time Thickness (mm) Heating time 100 mm and under 20-30 min /25 mm Over 100 m m 10-20 min /25 mmMedia pendingin yang digunakan pada proses pengerasan konvensional adalah oli dan udara. Sedangkan untuk pengerasan dengan menggunakan dapur vakum media gas. Pada proses pengerasan konvensional, seperti yang terlihat pada Gambar 3. pemanasan awal
dilakukan sehanyak 2 (dua) tahap, yaitu tahap pertama di bawah suhu 800UC dan tahap kedua
pada suhu (800 - 850V"C. Sedangkan untuk
proses pengerasan di dalam dapur vakum. pemanasan awal hanya perlu dilakukan I (satu)
tahap. yaitu pada suhu (800 - 850) °C. Untuk
proses pendinginan atau pencelupannya. pada pengerasan konvensional bisa dilakukan dalam 1 (satu) tahap maupun 2 (dua) tahap. Kalau pada proses pengerasan di dalam dapur vakum hanya dapat dilakukan 1 (satu) tahap proses
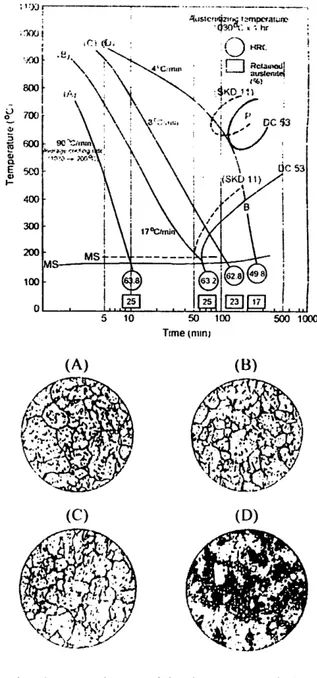
pendinginan atau pencelupan saja'2'. Struktur
mikro yang akan terjadi dapat dilihat dengan mengacu pada diagram CCT, Gambar 5.Pada diagram CCT ini terlihat struktur mikro yang akan terjadi dan nilai keras yang dicapainya. Terlihat juga pada diagram tersebut bahwa semakin rendah kecepatan pendinginannya maka struktur mikronya akan bergeser dari martensit menuju bainit, dan nilai kerasnya pun berkurang dari 63,8 HRc sehingga menjadi 49,8 HRc.
Proses pemudaan baja SKD-ll Mod. baik untuk yang mengalami pengerasan secara konvensional maupun untuk yang mengalami
proses pengerasan di dalam dapur vakum
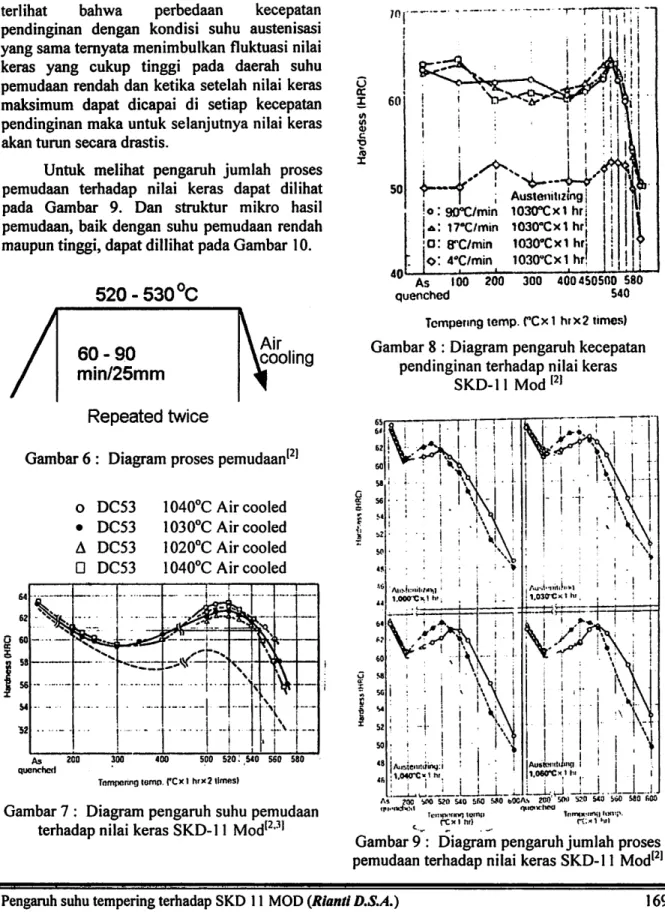
mempunyai tahapan yang sama sebagaimana terlihat pada Gambar 6, dan proses pemudaan itu harus dilakukan sebanyak 2 (dua) kali.Proses pemudaan baja ini dapat dilakukan baik pada suhu rendah, yaitu (180
-200)°C maupun pada suhu tinggi, yaitu lebih
besar atau sama dengan 520 C. Hasil nilai keras yang diperoleh dari proses pemudaan pada suhu-suhu tersebut dapat dilihat pada Gambar 7. Pada gambar tersebut terlihat bahwa nilai keras akan menurun terus pada suhu rendah, sampai dicapai titik minimum pada
68
suhu pemudaan 300°C lain berbalik naik
hingga dicapai nilai keras maksimum pada suhu 520°C.5 10 50 100 500 1000 Time (mmj
^:-i^
Gambar 5 : Diagram CCT SKD-l I Mod. danperubahan struktur mikronya'2'
Untuk pengaruh kecepatan pendinginan dapat dilihat pada Gambar 8. Pada gambar ini MESIN. Volume ft Nomor 3. Oktoher 2006. 165 176
terlihat bahwa perbedaan kecepatan pendinginan dengan kondisi suhu austenisasi
yang sama ternyata menimbulkan fluktuasi nilai
keras yang cukup tinggi pada daerah suhu
pemudaan rendah dan ketika setelah nilai keras
maksimum dapat dicapai di setiap kecepatan pendinginan maka untuk selanjutnya nilai keras akan turun secara drastis.
Untuk melihat pengaruh jumlah proses pemudaan terhadap nilai keras dapat dilihat pada Gambar 9. Dan struktur mikro hasil pemudaan, baik dengan suhu pemudaan rendah maupun tinggi, dapat dillihat pada Gambar 10.
520-530 °C
60-90 min/25mm\Air
Xcooling
Repeated twice
Gambar 6 : Diagram proses pemudaan'2'
o DC53 • DC53 A DC53 D DC53 1040°C Air cooled 1030°C Air cooled 1020°C Air cooled 1040°C Air cooled - — . ZP"
^»l
^jjL xj^
- . . s - - — - •""•% *?' »^ \"-1 ._-Y i \ • • • -\ > > — 1 i i•i
64 62 0 60 cc £ n 581 M
54 52 As 200 300 400 500 520: 540 560 580 quenchedTampering lemo. l*Cx1 hrx2 times)
Gambar 7 : Diagram pengaruh suhu pemudaan
terhadap nilai keras SKD-l 1 Mod[2'31
o cc I 40 orgox/min
ja: l7*C/min
jO: 8°C/min -L. Austenitt2tng | , , 1030°Cx1 hrj1030°Cx1hrj
1O30'Cx1 hrj
1030°Cx1hr!i
As 100 quenched 200 300 400450500 580 540Tempering temp. (Tx 1 hrx2 times) Gambar 8 : Diagram pengaruh kecepatan
pendinginan terhadap nilai keras SKD-ll Mod121
j.i_L.;j
A* 700 SW0 SZO MO 5M (wTbOOAs 200' 500 520 540 W0 MO (SCO
TcnifVHinr) lumii
("Cx I hf>
tylOUCItca
TnmiKMifMi lore; re* i *»i
Gambar 9 : Diagram pengaruh jumlah proses
Austenitizing As quenched •\ •:.••.
-*.'.*;"•$.*•"'• "-12 'V
10IO°C ." T s^tvr ^ 1030°C :-:,:;'.-".^^oV; .-»> 1060°C .»'*** V.". •"•'•«. .*.-'.'»" 1080°C Low temperature tempering .•^:-.:..^...i-:A:*-.'c. v .•'•Li ^jtf"i 'V;' '«'•>' ;>^ High temperature temperingGambar 10 : Struktur Mikro SKD-l 1 Mod. setelah proses pengerasan -pemudaan'21
TATA KERJA
Alur Penelitian
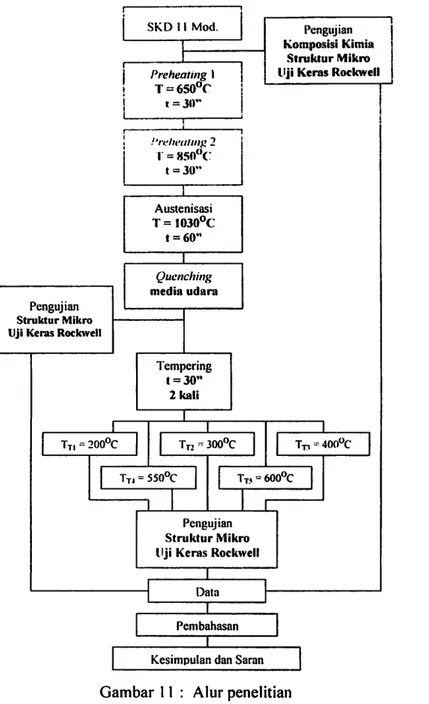
Penelitian dilakukan mengikuti alur seperti pada Gambar 11.
Benda Uji
Benda uji yang digunakan, masing-masing diambil dari sebuah batang, lalu dibuat menjadi kotak-kotak kecil dengan ukuran
170
(30X30X10) mm sebanyak 25 (dua puluh lima) buah.
Kondisi awal dari benda uji, adalah yang ferit dan karbida. Kondisi ini dapat dilihat pada struktur mikro hasil pengujian awal.
Tahapan Proses
Pada penelitian ini diambil proses pengerasan dengan metode konvesional dan proses pendinginan 1 (satu) tahap
Pengujian Struktur Mikro Uji Keras Rockwell
200°C SKD 11 Mod. Preheating 1 T = 650°C ."reheating 2 I = 850°C t = 30" Austenisasi T=I030°C t = 60" Quenching media udara Tempering t = 30" 2 kali TT2 - 300°C Pengujian Komposisi Kimia Struktur Mikro llji Keras Rockwell
Tt, = 400°C
TT4 = 550°C TTJ = 600°C
Pengujian Struktur Mikro llji Keras Rockwell
Data
z r z
Pembahasan
Kesimpulan dan Saran
Gambar 11 : Alur penelitian
Walaupun terlihat pada diagram alir setiap jenis baja mempunyai tahapan prosesnya masing-masing, tetapi proses dasarnya sama, yaitu : tahap persiapan benda kerja, tahap proses, dan tahap pengujian.
Pada tahap persiapan benda kerja dilakukan proses
pemotongan dan proses
pembersihan dengan amplas.
Setelah itu lalu dilakukan
pengujian untuk memperoleh kondisi awalnya. Pengujian yang dilakukan meliputi pengujian komposisi kimia, pengamatan struktur mikro, dan pengujian kekerasan.
Setelah itu semua benda
kerja baru akan memasuki tahap prosesnya masing-masing, yang kalau dikelompokan secara garis besar meliputi : pemanasan awal, dilanjutkan dengan pemanasan sampai suhu austenisasi, penahanan pada
suhu austenisasi, dan
pendinginan di dalam media udara. Setelah proses pendinginan selesai, sebagian benda kerja dikeluarkan untuk dilakukan pengujian, sedangkan sisanya kembali dipanaskan untuk proses tempering dengan tahapan pemanasan sampai suhu pemudaannya masing-masing,, ditahan pada suhu
tersebut, dan kemudian
didinginkan pada atmosfir
ruangan.
Pada tahap pengujian, semua benda kerja baik yang sudah mengalami proses tersebut akan mengalami pengamatan struktur mikro dan pengujian kekerasan.
Pada penelitian ini diambil proses pengerasan dengan metode konvesional dan proses pendinginan 1 (satu) tahap.
Data Proses yang Dilakukan
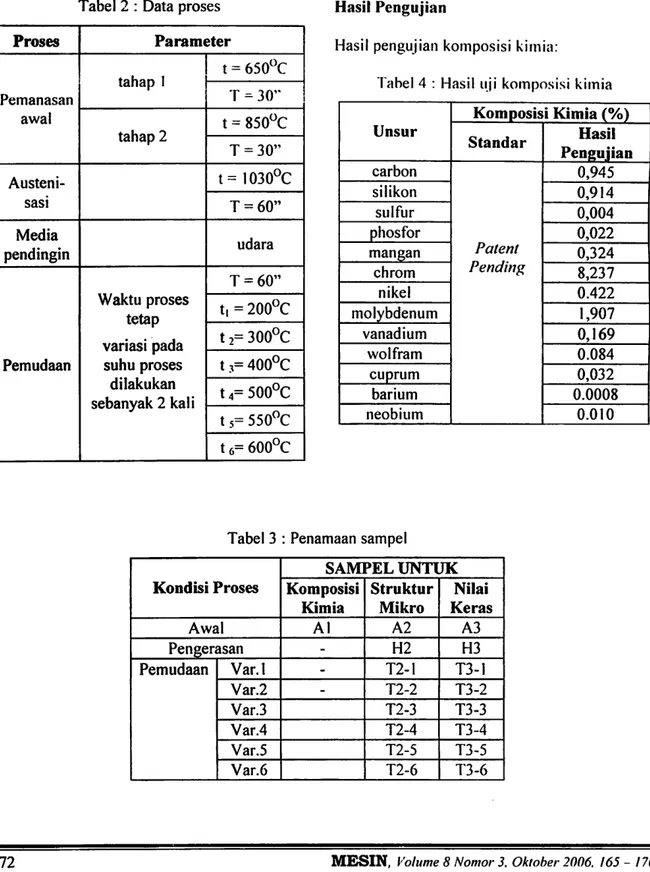
Tabel 2 : Data proses
HASIL PENGUJIAN DAN PEMBAHASAN
Hasil Pengujian
Hasil pengujian komposisi kimia:
Tabel 4 : Hasil uji komposisi kimia
Proses Parameter Pemanasan awal tahap 1 t = 650°C T - 30" tahap 2 t = 850°C T = 30" Austeni sasi t=1030°C T = 60" Media pendingin udara Pemudaan Waktu proses tetap variasi pada suhu proses dilakukan sebanyak 2 kali T = 60"
ti = 200°C
12= 300°C
13= 400°C
t4=500°C
15= 550°C
16= 600°C
Unsur Komposisi Kimia (%) Standar Hasil Pengujian carbon Patent Pending 0,945 silikon 0,914 sulfur 0,004 phosfor 0,022 mangan 0,324 chrom 8,237 nikel 0.422 molybdenum 1,907 vanadium 0,169 wolfram 0.084 cuprum 0,032 barium 0.0008 neobium 0.010 172Tabel 3 : Penamaan sampel
SAMPEL UNTUK Kondisi Proses Komposisi
Kimia Struktur Mikro Nilai Keras Awal Al A2 A3 Pengerasan - H2 H3 Pemudaan Var.l - T2-1 T3-1 Var.2 - T2-2 T3-2 Var.3 T2-3 T3-3 Var.4 T2-4 T3-4 Var.5 T2-5 T3-5 Var.6 T2-6 T3-6
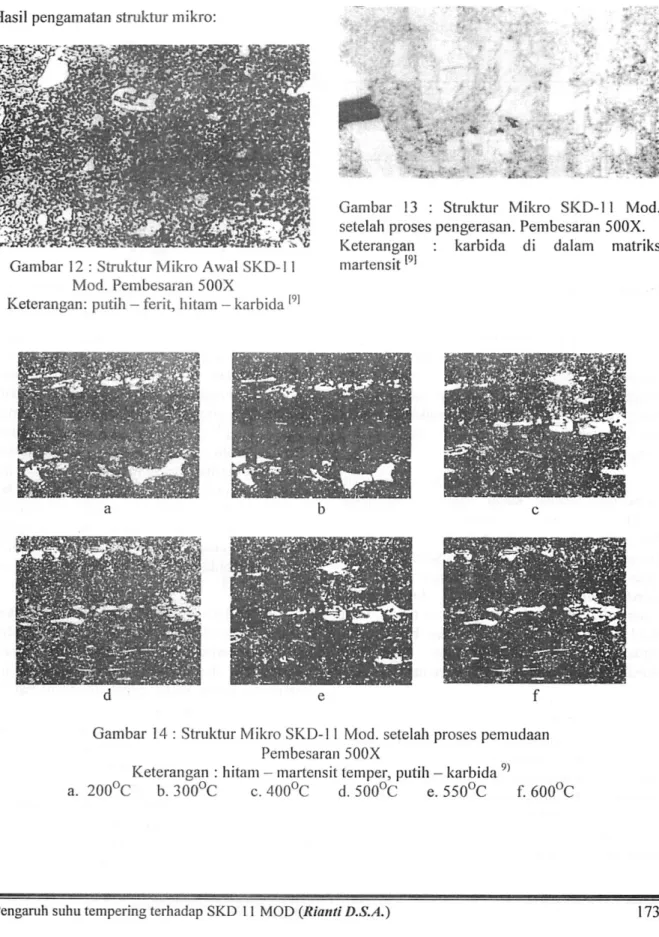
Hasil pengamatan struktur mikro:
wbefm
V
m
, * *Gambar 13 : Struktur Mikro SKD-ll Mod.
setelah proses pengerasan. Pembesaran 500X. Keterangan : karbida di dalam matriks martensit
Gambar 12 : Struktur Mikro Awal SKD-11
Mod. Pembesaran 500X
Keterangan: putih - ferit, hitam - karbida ,9]
[9]
Gambar 14 : Struktur Mikro SKD-l 1 Mod. setelah proses pemudaan
Pembesaran 500X
Keterangan : hitam - martensit temper, putih - karbida 9)
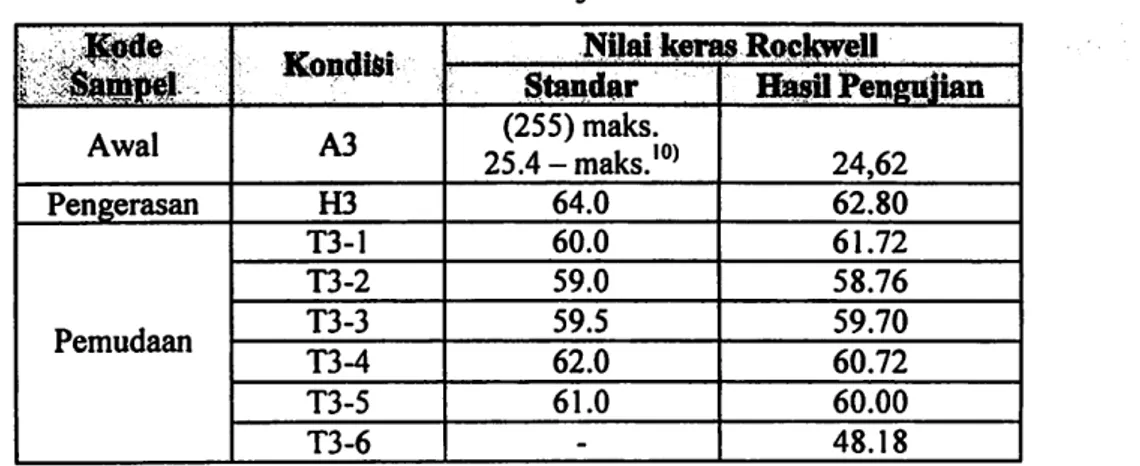
Tabel 5 : Hasil uji keras
; ' '.ji/rf'ys Kondisi Nilai keras Rockwell
Standar Hasil Pengujian
Awal A3 (255) maks. 25.4-maks.,0) 24,62 Pengerasan H3 64.0 62.80 Pemudaan T3-1 60.0 61.72 T3-2 59.0 58.76 T3-3 59.5 59.70 T3-4 62.0 60.72 T3-5 61.0 60.00 T3-6 - 48.18 Pembahasan
Dari hasil analisa komposisi kimia
dengan menggunakan EDAX, terlihat bahwa
baja SKD 11 Mod. ini untuk kelompok unsur
utamanya, mempunyai kadar carbon yang
tinggi, yaitu: 0,945%.
Dengan kadar carbon
yang tinggi ini maka kemungkinan untuk
memperoleh
martensit
pada
saat
proses
pengerasan semakin besar.
Sedangkan dari kelompok unsur-unsur
pengiring, terlihat kadar silikon yang besar,
yaitu 0,914%. Kadar ini cukup besar sehingga
harus diperhitungkan karena akan menghalangi
proses pembentukan karbida. Selain itu juga
akan mempengaruhi sifat mampu keras atau
hardenability dan kekuatan151. Juga terlihat
adanya kadar mangan yang cukup tinggi, yaitu
0,324%. Kadar mangan ini akan berpengaruhpada kekerasan, sifat mampu keras atau
hardenability, dan juga pada kekuatan161.
Dari hasil pengujian komposisi kimia ini
terlihat bahwa baja SKD-l 1 Mod mengandung
unsur-unsur paduan berikut:
chrom, nikel,
molybdenum, vanadium, wolfram, cuprum,
barium, dan neobium. Dari unsur paduan ini,yangkadar kandungannya harus diperhitungkan
adalah: chrom dan molybdenum. Sedangkan
unsur paduan lain yang pengaruhnya harus
diperhatikan
adalah
nikel
dan vanadium.
Lainnya kadar kandungannya sangat kecil, sehingga pengaruhnya dapat diabaikan.
Kadar chrom yang tinggi itu akan berpengaruh kepada kekuatan, ketahanan aus
dan kekerasan ,4,6J. Sedangkan molybdenum
akan berpengaruh pada kekuatan tarik, keuletan, regangan, dan ketahanan terhadapsuhu
tinggi'41.
Untuk
kadar
nikel
akan
mempengaruhi kekuatan, ketangguhan, ketahanan terhadap suhu tinggi, dan sifatmampu
keras
atau
hardenability^.
Dan
vanadium selain berpengaruh kepada kekuatan tarik, keuletan, dan ketahanan terhadap suhu tinggi, juga akan mempengaruhi pertumbuhan dari karbida bersama-sama dengan chromium ™.Dari hasil pengamatan struktur mikro terlihat sebagaimana biasanya pada kondisi
awal yang terbentuk adalah karbida di dalam
matriks ferit, dan dengan melihat pada hasil uji
komposisi kimia maka dapat diketahui bahwa
karbida yang terbentuk adalah karbida chrom. Jika hasil pengamatan ini kita bandingkan dengan Gambar 1, maka terlihat adanya kesamaan pada struktur mikro yang terbentuk. Setelah mengalami proses pengerasan maka terlihat melalui Gambar 13 terjadi perubahan struktur mikro, yaitu: karbida di dalam matriks martensit. Perubahan ini juga sudah sesuai jika kita bandingkan dengan Gambar 10. LaluStandar SKD -11 Mod - « - Hasil Penelitian 64.7
50
0 100 200 300 400 500 600
Temperatur Temper °C
Gambar 15 : Diagram pengaruh suhu pemudaan terhadap nilai keras SKD-l I Mod
setelah proses pemudaan, terlihat juga terjadinya perubahan struktur mikro menjadi karbida di dalam matriks martensit temper. Jika dibandingkan kembali dengan Gambar 10. maka terlihat perbedaan yang ada hanya terjadi untuk suhu temper yang rendah. Perbedaan ini diduga terjadi karena terjadinya proses over heating.ntuk hasil nilai keras, nilai keras awal baja ini masuk di dalam standar yang ditentukan. Sedangkan untuk nilai keras setelah proses, terjadi perbedaan pada proses pemudaan
dengan suhu 200°C, dan untuk suhu pemudaan
500 C, dengan perbedaan terbesar terjadi pada
suhu pemudaan 500°C. Untuk penyimpangan
nilai keras pada suhu pemudaan 200°C jika
dilihat pada struktur mikronya, memang struktur yang terjadi berbeda dengan yang
seharusnya. Sedangkan untuk suhu 500°C,
tidak terlihat perbedaan pada struktur mikronya. Setelah mengalami fluktuasi, maka nilai keras
untuk suhu pemudaan 60()'C turun drastis
walaupun belum kembali ke nilai keras awal. Kecenderungan bentuk grafik yang terjadi dapat
dilihat pada Gambar 15, dan jika dibandingkan dengan bentuk grafik standar, sudah terlihat kecenderungan yang sama.
KESIMPULAN DAN SARAN
Kesimpulan
Dari penelitian ini dapat disimptilkan bahwa komposisi kimia SKD-ll Mod mempunyai unsur-unsur carbon, si Iikon, mangan. chromium, dan vanadium yang dominan. yang memang merupakan unsur-unsur yang akan meningkatkan kekerasan,kekuatan, dan pembentukan karbida.. Jika dibandingkan antara struktur mikro dan nilai keras yang diberikan dengan struktur
mikro dan nilai keras yang dihasilkan didalam
penelitian ini. untuk yang belum mengalami proses perlakuan panas apapun. data yang diperoleh sesuai. Sedangkan untuk yang telah mengalami proses perlakuan panas baik pengerasaan maupun pemudaan juga ada
kesesuaian kecuali untuk proses pemudaan pada suhu 200°C dan 500°C.
Kecenderungan grafik suhu pemudaan vs nilai keras yang diperoleh di dalam penelitian ini sesuai dengan kecenderungan grafik yang
diberikan oleh referensi.
Saran
Disarankan agar dapat dilakukan penelitian lanjutan dengan menggunakan suhu
pemudaan 200°C dan 500°C untuk melihat
penyebab-penyebab terjadinya penyimpangan. Setelah itu diadakan penelitian lagi untuk melihat pengaruh suhu pemudaan yang rendah.DAFTARPUSTAKA
1. Daido Steel Co. Ltd., DC 53 - New
General Purpose Cold Die Steel, Nagoya, Jepang
2. Daido Steel Co. Ltd., Heat Treatment
Manualfor DC 53, Nagoya, Jepang
3. Daido Steel Co. Ltd., DC 53 Technical Data, Nagoya, Jepang.
176
4. Thelning, K., Steel and its heat treatment*
2nd ed.: p. 92-103 . 1984, London, Great
Britain: Butherworth
5. Avner, Introduction tnri
to Physical
Metallurgy, 2n<1 ed.: p. 356-357, 1986.
Singapore: McGraw Hill Book Co..
6. Groover, M. P., Fundamentals of Modern Manufacturing, p. 124-125. New Jersey, United State of America: Prentice-Hall Inc.. 7. http://www.bssteel.co.th/english/dc53 .htm 8. ASM Handbook Committee, Metals
Handbook. 8,h ed., vol. 2. Heat Treatment,
1978, Metals Park, Ohio, United State of America: American Society for Metals.9. ASM Handbook Committee, Metals
Handbook, 8,h ed., vol. 7, Atlas of
Microstructure of Industrial Alloy, 1978, Metals Park, Ohio, United State of
America: American Society for Metals.
10. Hardness Conversion Chart For
Hardened Steel and Hard Alloys - ASTM
E140