vi
ABSTRACT
Perusahaan Pisau Indonesia is a company that produces handmade knives with specialized employees in certain jobs. The company strives to optimize the production of a handmade knife. The Company seeks to minimize the idle time of each employee that will ultimately improve the productivity of each employee. differences between task difficulty levels lead to imbalances between the task processing time between employees. The purpose of this study is to provide an overview role of line balancing strategy. in Indonesian knife company to optimize production of knife in the Indonesian knife company. At this time the strategy used by the company is to have each employee doing their work to finish and then assist other employees with unfinished work. Methods of line balancing is an activity that aims to move a task from one person to another, which in turn creates a balance between workers in a station and workers on the other stations. By using this strategy indonesian knife company gained the level of production efficiency by 79.02% for process 1 and 79.48% for process 2.
vii
ABSTRAK
Perusahaan Pisau Indonesia adalah perusahaan yang memproduksi pisau buatan tangan (hand made) dengan karyawan yang terspesialisasi pada pekerjaan-pekerjaan tertentu. Perusahaan ini berusaha untuk mengoptimalkan produksi pisau buatannya. Perusahaan berusaha untuk meminimalkan waktu menganggur yang dimiliki setiap karyawan yang pada akhirnya akan meningkatkan produktivitas setiap karyawan. Adanya tingkat kesulitan pengerjaan yang berbeda-beda menyebabkan ketidak seimbangan waktu pengerjaan tugas antar karyawan satu dengan karyawan lainnya. Tujuan penelitian ini adalah memberi gambaran peranan strategi penyeimbangan lini (Line Balancing) pada Perusahaan Pisau Indonesia untuk mengoptimalkan produksi pisau di perusahaan Pisau Indonesia. Strategi yang digunakan perusahaan adalah masing-masing karyawan mengerjakan pekerjaan yang berbeda hingga selesai dan kemudian membantu pekerjaan karyawan lain yang belum selesai. Metode penyeimbangan lini adalah kegiatan yang bertujuan untuk memindahkan satu tugas dari satu orang ke orang lainnya yang pada akhirnya menciptakan keseimbangan waktu antara pekerja di suatu stasiun dan pekerja di stasiun lainnya. Hasil penelitian menunjukkan bahwa dengan menggunakan strategi ini diperoleh tingkat efisiensi produksi sebesar 79.02% untuk proses 1 dan .79.48% untuk prosess 2
viii
DAFTAR ISI
Halaman
HALMAN JUDUL ... i
HALAMAN PERSETUJUAN ... ii
HALAMAN PERNYATAAN ... iii
BAB II KAJIAN PUSTAKA 2.1 Manajemen Operasi ... 7
2.2 Kajian Manajemen Operasi ... 7
2.3 Tata Letak ... 10
2.3.1 Definisi Tata Letak ... 10
2.3.2 Manfaat dan Tujuan Tata Letak ... 10
2.3.3 Tipe-tipe Tata Letak ... 11
2.4 Lini Perakitan (Assembly-Line) dalam Tata Letak Berorientasi Produk ... 19
2.5 Penyeimbangan Lini Perakitan (Assembly-Line Balancing) 19 2.5.1 Definisi Penyeimbangan Lini Perakitan (Assembly- Line Balancing) ... 19 2.5.2 Tujuan Penggunaan Line Balancing ... 20
2.5.3 Metode Penyeimbangan Lini Perakitan (Assembly- Line Balancing) ... 20 2.6 Line Balancing dan Pengoptimalan Produksi ... 25
2.7 Kerangka Pemikiran ... 25
ix
3.2 Metode Pengumpulan data. ... 29
3.3 Sumber Data ... 32
BAB IV HASIL PENELITIAN 4.1 Profil Perusahaan ... 34
4.1.1 Sejarah Singkat Perusahaan ... 34
4.1.2 Struktur Organisasi ... 35
4.2 Produk Perusahaan ... 38
4.3 Proses produksi ... 38
4.3.1 Operation Process Chart ... 42
4.3.2 Tata letak pabrik Perusahaan pisau Indonesia ... 44
4.4 Waktu Pengerjaan ... 45
4.5 Penerapan line balancing Pada Perusahaan Pisau Indonesia ... 45
4.5.1 Daftar Tugas Produksi dan Aturan Produksi ... 45
4.5.2 Diagram Preseden ... 48
4.5.3 Waktu Pengerjaan Tugas Produksi ... 48
4.5.4 Penghitungan Cycle Time dan Jumlah Stasiun Kerja Minimum ... 49
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ... 53
5.2 Saran ... 53
DAFTAR PUSTAKA ... 54
x
DAFTAR TABEL
Halaman Tabel I Estimasi Waktu dan Urutan Pengerjaan Pisau di Perusahaan
Pisau Indonesia 4
4
Tabel II Keuntungan dan Kelemahan Tata Letak Berorientasi Proses 15 Tabel III Keuntungan dan Kelemahan Tata Letak Berorientasi Produk 18 Tabel IV Keuntungan dan Kelemahan Tata Letak Berorientasi Produk 18 Tabel V Heuristik Tata Letak yang dapat Digunakan untuk
Memberikan Tugas pada Stasiun Kerja dalam Penyeimbangan Lini Perakitan
22
Tabel VI Data Preseden untuk Komponen Sayap 23 Tabel VII Tugas Produksi Perusahaan Pisau Indonesia Proses 1 46 Tabel VIII Tugas Produksi Perusahaan Pisau Indonesia Proses 2 46 Tabel IX Waktu Pengerjaan Tugas Produksi dan Diagram Preseden
Perusahaan Pisau Indonesia Proses 1
47
Tabel X Waktu Pengerjaan Tugas Produksi dan Diagram Preseden Perusahaan Pisau Indonesia Proses 2
47
Tabel XI Alokasi Stasiun dan Estimasi Waktu Pengerjaan Setiap Stasiun pada Perusahaab Pisau Indonesia Peoses 1
51 Tabel XII Alokasi Stasiun dan Estimasi Waktu Pengerjaan Setiap
Stasiun pada Perusahaab Pisau Indonesia Peoses 2
xi
DAFTAR GAMBAR
Halaman Gambar 1 Contoh Tata Letak Berorientasi Produk 17 Gambar 2 Diagram Preseden 23 Gambar 3 Solusi dengan 6 Stasiun 24 Gambar 4 Kerangka Pemikiran 27 Gambar 5 Struktur Organisasi Perusahaan Pisau Indonesia 35 Gambar 6 Operation Process Chart Perusahaan Pisau Indonesia 42 Gambar 7 Operation Process Chart Perusahaan Pisau Indonesia 43 Gambar 8 Layout Pabrik Perusahaan Pisau Indonesia 44 Gambar 9 Diagram Preseden dari Tugas Produksi Pabrik Perusahaan
Pisau Indonesia Proses 1
48
Gambar 10 Diagram Preseden dari Tugas Produksi Pabrik Perusahaan Pisau Indonesia Proses 2
48
Gambar 11 Pembagian Stasiun Kerja Pabrik Perusahaan Pisau Indonesia Proses 1
50
Gambar 12 Pembagian Stasiun Kerja Pabrik Perusahaan Pisau Indonesia Proses 2
xii
LAMPIRAN – LAMPIRAN
A Surat Izin untuk Melaksanakan Penelitian B Surat Keterangan telah Melaksanakan Penelitian C Foto Kegiatan Produksi Perusahaan Pisau Indonesia
Bab I Pendahuluan
1
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Perusahaan yang sukses dalam merancang dan menyediakan barang dan jasa di seluruh dunia adalah perusahaan yang memahami manajemen operasi. Produk yang dihasilkan perusahaan tersebut digunakan untuk meningkatkan kesejahteraan masyarakat Heizer dan Render (2011).
Robbins dan Coutler (2010) menyatakan manajemen operasi berperan penting karena 3 alasan yaitu:
1. Jasa dan manufaktur penting karena di negara berkembang kebanyakan produk yang dihasilkan adalah produk manufaktur dan di negara maju kebanyakan produk yang dihasilkan adalah produk jasa.
2. Peran strategik manajemen operasi. Dalam memperhatikan proses manufaktur dan dengan menggunakan teknologi yang lebih maju perusahaan dapat menghasilkan barang dengan kualitas lebih tinggi dan dengan harga yang lebih murah.
Bab I Pendahuluan 2
letak fasilitas (layout) pabrik dan mengatur keseimbangan lini (line balancing)
pada organisasi.
Tata letak merupakan suatu keputusan penting yang menentukan efisiensi sebuah operasi secara jangka panjang. Tata letak memiliki banyak dampak strategis kaarena tata letak menentukan daya saing perusahaan dalam hal kapasitas, proses, fleksibilitas, biaya kualitas lingkungan kerja, kontak dengan pelanggan dan citra perusahaan (Heizer dan Render, 2011).
Heizer dan Render (2011) menyatakan bahwa desain tata letak harus mempertimbangkan bagaimana cara agar perusahaan dapat mencapai hal-hal berikut:
1. Utulisasi ruang peralatan dan orang yang lebih tinggi. 2. Aliran informasi, barang atau orang yang lebih baik.
3. Moral karyawan yang lebih baik juga kondisi lingkungan kerja yang lebih aman.
4. Interaksi dengan pelanggan/klien yang lebih baik. 5. Fleksibilitas.
Terdapat beberapa pendekatan tata letak yang dapat digunakan oleh perusahaan, salah satunya adalah tata letak berorientasi pada produk. Heizer dan Render (2011) menyatakan bahwa tata letak berorientasi produk memiliki tujuan mencari utilisasi karyawan dan mesin yang paling baik dalam proses yang kontinyu atau berulang.
Bab I Pendahuluan 3
dalam lini produksi sehingga diperoleh jumlah output yang diinginkan (Heizer dan Render 2011). Masalah tersebut dapat diatasi dengan menggunakan lini perakitan
(assembly line). Lini perakitan bertujuan untuk mencari utilisasi karyawan yang paling baik yang dilakukan dengan cara memindahkan satu tugas dari satu orang ke orang lainnya yang pada akhirnya akan menciptakan terjadinya keseimbangan waktu antara satu orang pekerja pada satu stasiun kerja dan satu orang pekerja lain pada stasiun kerja berikutnya. Istilah yang sering digunakan untuk menjelaskan proses ini adalah penyeimbangan lini perakitan (assembly line balancing) (Heizer dan Render 2011).
Perusahaan Pisau Indonesia adalah perusahaan penghasil pisau buatan tangan
(hand made) yang berlokasi di Bandung yang didirikan oleh Bapak Teddy Kardin. Bapak Teddy Kardin adalah seorang mantan anggota Komandan Pasukan Khusus (KOPASUS) dan pisau buatannya banyak digunakan oleh Tentara Nasional Indonesia (TNI), mulai dari Angkatan Udara (AU), Angkatan Darat (AD), dan Angkatan Laut (AL). Perusahaan Pisau Indonesia memiliki karyawan yang terspesialisasi pada bagian-bagian tertentu sesuai dengan keterampilannya yang mana setiap bagian-bagian tersebut memiliki tingkat kesulitan pengerjaan yang berbeda-beda.
Tingkat kesulitan pekerjaan yang berbeda-beda di Perusahaan Pisau Indonesia menimbulkan ketidak seimbangan waktu pengerjaan antara karyawan yang mengerjakan satu pekerjaan dengan pekerjaan lainnya. Salah satu cara yang dapat digunakan untuk mengatasi masalah ini adalah dengan menerapkan konsep
Bab I Pendahuluan 4
Berdasarkan uraian-uraian dari latar belakang tersebut, maka akan dilakukan penelitian dalam bentuk skripsi dengan judul: “ANALISIS KESEIMBANGAN LINI (LINE BALANCING) PADA TATA LETAK LINI
UNTUK MENGOPTIMALKAN PRODUKSI PISAU DI PERUSAHAAN
PISAU INDONESIA”.
1.2 Identifikasi Masalah.
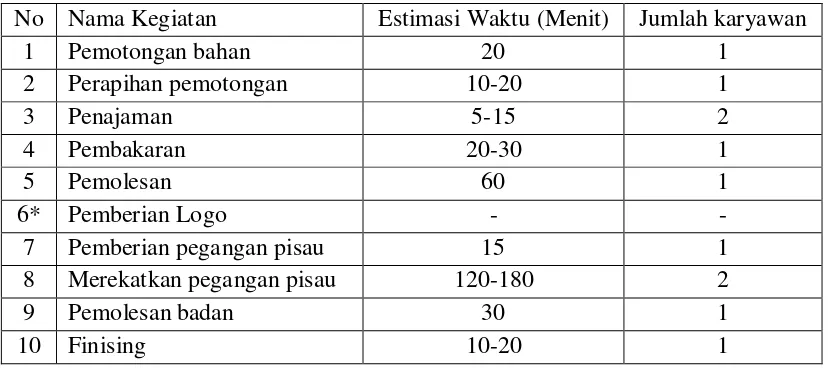
Tabel I Estimasi Waktu dan Urutan Pengerjaan Pisau di Perusahaan Perusahaan Pisau Indonesia.
No Nama Kegiatan Estimasi Waktu (Menit) Jumlah karyawan
1 Pemotongan bahan 20 1 8 Merekatkan pegangan pisau 120-180 2
9 Pemolesan badan 30 1
10 Finising 10-20 1
Keterangan: 6*) Pemberian logo dilakukan di luar proses assembly line dan waktu tidak dapat ditentukan.
Tabel di atas adalah data estimasi waktu pembuatan pisau pada Perusahaan Pisau Indonesia untuk setiap operasi. Dari Tabel tersebut dapat dilihat adanya perbedaan waktu yang signifikan antara kegiatan tertentu seperti merekatkan pegangan pisau (kegiatan 8) yang menghabiskan waktu 120-180 menit dibandingkan kegiatan lainya yang berkisar antara 10-60 menit. Dengan demikian dalam proses
Bab I Pendahuluan 5
pembuatan pisau terdapat kegiatan yang dapat dijalankan dalam waktu singkat namun terdapat pula tingkat kegiatan yang dijalankan dalam waktu lama.
Dalam hal ini dapat dikatakan bahwa terjadi bottle neck pada beberapa kegiatan. Bottle neck adalah terjadinya penumpukan barang di satu kegiatan produksi atau lebih karena perbedaan waktu yang signifikan antara kegiatan itu dengan kegiatan lain (Pearson, 2014). Hal ini menimbulkan waktu menganggur yang besar dan menghambat produktivitas. Karena itu perlu digunakan line balancing
untuk menghilangkan bottle neck dengan cara menyeimbangkan waktu pengerjaan setiap stasiun kerja hal ini akan mengakibatkan waktu kosong menjadi minimal dan pada akhirnya meningkatkan produktivitas.
Dari pemaparan tersebut ditetapkan rumusan masalah yang akan diteliti adalah sebagai berikut:
a. Bagaimana pengaturan keseimbangan lini (line balancing) yang selama ini digunakan Perusahaan Pisau Indonesia?
b. Bagaimana pengaturan keseimbangan lini (line balancing) dapat mengoptimalkan produksi di Perusahaan Pisau Indonsia?
1.3 Tujuan Penelitian.
Adapun tujuan penelitian ini adalah sebagai berikut:
a. Menjelaskan pengaturan keseimbangan lini (line balancing) yang selama ini digunakan Perusahaan Pisau Indonesia.
Bab I Pendahuluan 6
1.4Kegunaan Penelitian.
Kegunaan penelitian ini adalah:
a. Bagi penulis, diharapkan penelitian ini dapat menambah pengetahuan mengenai manajemen operasi khususnya yang berkaitan dengan penggunaan
line balancing.
b. Bagi perusahaan, diharapkan penelitian ini dapat meningkatkan produtivitas pisau di Perusahaan Pisau Indonesia.
Bab V Kesimpulan dan Saran
53
BAB V
KESIMPULAN DAN SARAN
5.1. Simpulan.
Berdasarkan uraian-uraian yang dikemukakan dalam pembahasan hasil penelitian maka dapat ditarik suatu kesimpulan sebagai berikut:
a. Selama ini di Perusahaan Pisau Indonesia terjadi bottle neck terutama pada bagian pembuatan dan perekatan gagang pisau (stasiun 1 proses 2) yang menyebabkan waktu menganggur yang tidak produktif.
b. Pembagian stasiun dengan menerapkan Line Balancing di Perusahaan Pisau Indonesia terdiri dari 2 stasiun untuk proses 1 dan 3 stasiun untuk proses 2. c. Dengan menerapkan Line Balancing efisiensi produksi di Perusahaan Pisau
Indonesia dapat mencapai 79.02% pada proses 1 dan 79.48% pada proses 2.
5.2. Saran
Untuk kemajuan Perusahaan Pisau Indonesia maka saran yang dapat diberikan oleh peneliti adalah:
54
DAFTAR PUSTAKA
Greaner, Sue, 2008 Bussiness Research Method Bookboon.com U.K
Heizer, Jay dan Barry Render, 2011. Operations Management buku 2 edisi ke sepuluh. U.S. Penerbit Prentice Hall
Kumar, S. Anil dan N. Suresh, 2009. Operations Management New Delhi. India. Penerbit New Age International (P) Ltd
Pearson, Allison W. 2014. Principles of Management & Production Mississippi State Universiti, MGT 3114
Reid, R. Dan dan Nada R. Sanders, 2011. Operations Management Edisi ke empat. U.S. Penerbit John Wiley & Sons, Inc.
Robbins, Stephen P. dan Mary Coutler, 2011. Manajemen buku 2 edisi ke sepuluh. Jakarta. Penerbit Erlangga
Sugiyono, 2012. Metode Penelitian Kombinasi. Bandung. Penerbit Alfabeta
Suliyanto, 2006. Metode Riset Bisnis. Yogyakarta. Penerbit Andi
Sumber bacaan internet
http://tkardinpisau.co.id/tentang-kami/profil-teddy-s-kardin/ akses pada tanggal 24