16
Start
Pembuatan model usulan 1 Pembuatan model
awal
Verifikasi
Verifikasi Validasi
Simulasi model awal
Analisa output
Kesimpulan
Stop Simulasi model
usulan 1 Pengamatan Awal
Data breakdown setiap mesin Data
Sekunder
Pengumpulan Data
Data output produksi
Interval breakdown Durasi
breakdown Data speed
feeder
Distribution fitting
Penentuan waktu pergantian pisau Input data
Usulan 1
Pembuatan model usulan 2
Verifikasi
Simulasi model usulan 2 Usulan 2
Penentuan tonase pergantian pisau
Output model awal
Output model usulan 1
Output model usulan 2
Interval pergantian pisau
1
1
2 2
3
3 4
4 5 5
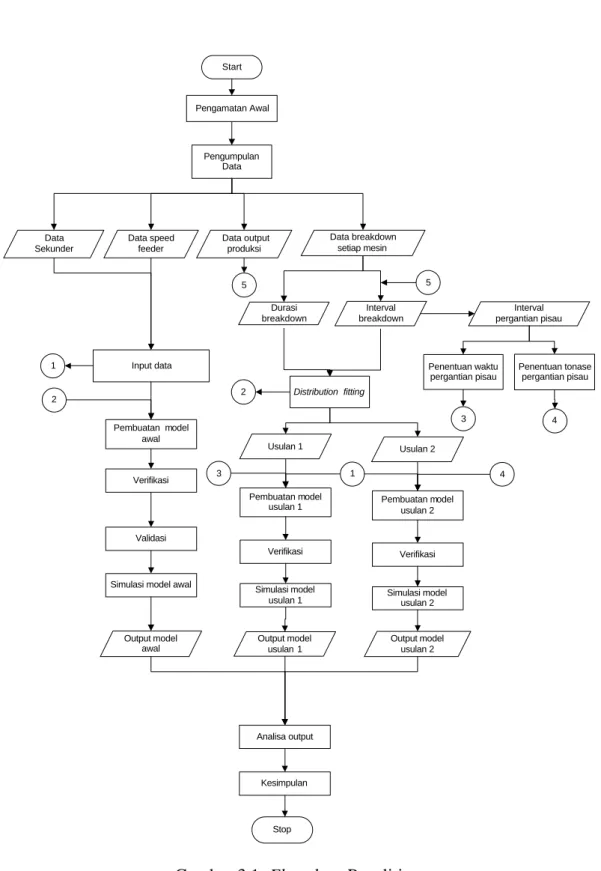
Gambar 3.1. Flowchart Penelitian
3.1. Langkah-langkah Penelitian
Sebelum membuat model simulasi, kita perlu untuk mengetahui terlebih dahulu permasalahan yang akan diselesaikan melalui simulasi, dan bagaimana cara kita untuk menarik kesimpulan dengan menggunakan model simulasi ini untuk mendapatkan pemecahan dari persoalan yang akan kita selesaikan ini.
Seperti yang telah digambarkan pada Gambar 3.1, maka penelitian ini dapat kita laksanakan dengan langkah-langkah sebagai berikut:
? Penelitian dimulai dengan melakukan pengamatan secara langsung pada lokasi sistem. Pengamatan secara langsung ini bertujuan untuk mengetahui proses produksi yang ada didalam sistem dengan jelas.
? Langkah selanjutnya adalah pengumpulan data yang diperoleh dari data masa lalu. Dari data-data masa lalu itu kita peroleh data-data yang akan mendukung model simulasi kita. Namun sebelum dapat diinputkan ke dalam model simulasi, perlu dilakukan beberapa proses pengolahan terhadap data tersebut.
Data-data yang akan dipakai diantaranya :
? Data sekunder simulasi yang meliputi data kapasitas mesin dan data waktu proses di mesin.
? Data output produksi setiap shift selama 5 bulan (bulan April 2006 sampai dengan bulan Agustus 2006).
? Data breakdown yang terjadi pada setiap mesin, yang meliputi data interval terjadinya breakdown dan durasi perbaikannya.
? Data speed feeder, yang merupakan pengatur kecepatan produksi (mempengaruhi output produksi).
? Data interval pergantian pisau baik yang berupa waktu pergantian maupun berupa tonase.
? Setelah itu kita melakukan input data. Data-data yang ada kita inputkan kedalam software Microsoft Excel, Minitab 14 dan Promodel .
? Data breakdown kita bagi menjadi 2 yaitu interval terjadinya breakdown dan durasi perbaikannya. Data interval terjadinya breakdown didapatkan dengan melihat output produksi yang terjadi antar terjadinya breakdown. Setelah itu kita melakukan distribution fitting pada data tersebut dengan bantuan software Minitab 14.
Langkah-langkah melakukan distributon fitting adalah sebagai berikut : 1. Menentukan tingkat error yang dikehendaki (a) yaitu 5%.
2. Membuat hipotesis awal yaitu data berdistribusi yang diduga dan hipotesis untuk melawan hipotesis awal yaitu data berdistribusi lain.
3. Meng-input data yang ingin diketahui distribusi datanya ke software Minitab 14.
4. Dengan menggunakan Goodness of Fit Test pada software Minitab 14 akan didapatkan distribution parameter dari 14 distribusi yang paling sesuai dengan data yang telah di-input. Distribusi yang diperhatikan adalah distribusi normal, lognormal, exponential, weibull, dan gamma karena 5 distribusi itulah yang dapat di-input ke Promodel.
5. Penentuan distribusi data berdasarkan P (P-value) pada Goodness of Fit Test, jika P-value>=a maka gagal tolak H0, kesimpulannya data berdistribusi seperti yang diduga pada software. Jika P-value<a maka tolak H0 sehingga kesimpulannya data berdistribusi selain distribusi yang diduga pada software. Jika didapat 2 atau lebih P-value>=a, maka dipilih nilai P-value yang terbesar (hanya memperhatikan nilai P-value dan tidak memperhatikan tanda).
6. Setelah diketahui distribusi datanya, langkah selanjutnya adalah mencari parameter dari distribusi data tersebut yang dapat dilihat di layar window session di bagian distribution parameter. Bila distribusi datanya adalah distribusi lognormal, maka parameter yang digunakan adalah Mean dan standar deviasi (StDev) yang terdapat di descriptive statistics karena Promodel memiliki parameter input-an mean dan standar deviasi (StDev) dari distribusi normal.
? Setelah itu kita melihat pada data interval pergantian pisau. Dari data tersebut kita analisa kapan waktu atau tonase yang lebih baik untuk melakukan pergantian pisau. Kemudian kita tentukan range pergantian pisau untuk dicobakan pada model usulan.
? Membuat model awal dan menjalankannya. Dengan menggunakan data-data yang ada kita lakukan pembuatan model awal dengan software Promodel.
Model awal ini untuk menggambarkan kondisi aktual pada line produksi.
Setelah membuat simulasi model awal kita harus melakukan verifikasi apakah model awal ini sudah sesuai dengan kondisi aktual di lapangan. Sebelum model awal dijalankan, kita perlu menentukan dahulu jumlah replikasi yang akan kita gunakan. Replikasi ini diperlukan karena nilai pada promodel mengandung nilai random, oleh karena itu diperlukan pengulangan. Validasi dapat kita lakukan dengan membandingkan output aktual dengan output yang dihasilkan oleh simulasi dan kemudian dilakukan uji dengan menggunakan metode One-sample t melalui bantuan software Minitab 14.
? Setelah kita menentukan range pergantian pisau, kemudian kita lanjutkan untuk melakukan pembuatan model usulan. kita harus melakukan verifikasi lagi apakah model usulan tersebut dapat diimplementasikan dan disimulasikan.
? Untuk analisa output dapat kita lakukan dengan cara membandingkan output model awal dengan output model usulan. Keadaan yang kita pilih adalah keadaan dengan output terbesar dengan persentase pakan serpih terkecil
3.2. Data-data yang Digunakan
Data-data yang digunakan dalam penelitian dibagi 2 yaitu data primer dan data sekunder.
3.2.1. Data Primer
Data primer yang digunakan yaitu data speed feeder, data breakdown setiap mesin, data output produksi dan data interval pergantian pisau. Data speed feeder merupakan kontrol untuk menentukan kecepatan produksi setiap untuk setiap jam.
3.2.2. Data Sekunder
Data-data sekunder yang digunakan didalam penelitian ini yaitu data lama proses disetiap mesin dan data kapasitas untuk setiap mesin. Untuk mengetahui data lama proses di setiap mesin kami melakukan wawancara dengan pihak perusahaan maupun dengan operator yang bersangkutan. Hal ini dikarenakan data lama proses tidak dapat kami amati.
3.3. Uraian Proses Kerja
Penelitian ini dimulai setelah proses mixing, jadi awal penelitian ini dmulai dari bin penampung. Berikut ini proses yang diamati pada penelitian : 1. Bin
Pada bin ini bahan baku yang telah di-mix (campur) berupa tepung ditampung sementara untuk untuk diproses lebih lanjut.
2. Feeder
Feeder ini berfungsi untuk mengatur kecepatan aliran tepung dari bin ke conditioner. Output produksi sangat tergantung pada mesin ini. Jika diatur dengan kecepatan tinggi maka output yang dihasilkan juga akan besar.
3. Conditioner
Conditioner ini berfungsi untuk mengubah tepung menjadi adonan dengan cara mengaduknya dan diberi steam sebesar 2 bar. Mesin ini menentukan kualitas pakan yang dihasilkan. Pemberian steam dan pengadukannya harus tepat.
4. Screw Barrel
Screw barrel ini berfungsi untuk melakukan pengadukan pada adonan yang telah diberi steam pada proses sebelumnya. Di komponen ini juga diberi steam sebesar 6 bar.
5. Die
Die merupakan komponen yang menentukan besarnya diameter pakan yang akan dihasilkan. Diameter yang dihasilkan disesuaikan dengan kebutuhan dan tipe produk yang akan dihasilkan. Lubang-lubang pada die harus dijaga kebersihannya agar tidak buntu. Kebuntuan dapat menyebabkan ukuran pakan tidak sesuai dengan spesifikasi yang diinginkan.
6. Pisau
Komponen ini mempunyai pengaruh yang besar pada output pakan yang dihasilkan. Jika komponen pisau telah mengalami keausan, maka perlu dilakukan pergantian. Karena jika tidak dilakukan penggantian komponen pisau, maka output pakan serpih yang dihasilkan akan semakin besar.
7. Dryer
Pada mesin ini pellet yang masih basah pada proses sebelumnya dikeringkan. Mesin ini terdiri dari 3 bagian (deck) yang mempunyai fungsi yang sama. Proses ini mengambil panas steam dari boiler untuk mengeringkan pakan.
8. Fat Coating
Pada mesin ini pellet kering dari dryer dilapisi dengan minyak ikan.
Pelapisan diperlukan untuk menambah aroma pakan . 9. Cooler
Pellet yang telah dilapisi dengan minyak ikan kemudian didinginkan ditempat ini. Pendinginan ini merupakan proses akhir sebelum diayak.
10. Sceener
Pada mesin ini pellet yang telah didinginkan kemudian melalui screener/ayakan untuk mendapatkan pakan yang sesuai dengan spesifikasi.
11. Boiler
Mesin ini berfungsi untuk menghasilkan steam. Steam yang dihasilkan di mesin ini kemudian disalurkan ke conditioner dan screw barrel sesuai dengan tekanan yang diinginkan. Selain itu panas dari steam yang dihasilkan mesin ini juga digunakan untuk mengeringkan pakan pada dryer.
3.4. Cara Pengolahan Data
Pengolahan data pada penelitian ini terdiri dari pengolahan data breakdown, data speed feeder dan data interval pergantian pisau.
3.4.1. Pengolahan Data Breakdown
Pengolahan data breakdown ini dimulai dari membagi data breakdown ini menjadi 2 bagian yaitu :
? Interval terjadinya breakdown
? Durasi lama perbaikannya.
Untuk interval terjadinya breakdown diperlukan data output produksi guna mendapatkan interval breakdown. Setelah mendapatkan interval terjadinya breakdown, kemudian kita tentukan distribusi yang sesuai (distribution fitting)
dengan interval breakdown yang ada. Distribution fitting dilakukan dengan bantuan software Minitab 14. Sedangkan untuk data durasi breakdown kami dapatkan dengan cara mengambil data history yang berupa data harian perusahaan, yang kemudian kami list breakdown untuk setiap mesin ataupun komponen untuk dicari distribusinya.
Untuk probabilitas durasi breakdown kami menggunakan pembagian kelas interval, untuk mendapatkan jumlah kelas. Rumus pembagian kelas interval:
Jumlah kelas = 1 + 3.3 log n (3.1) Dimana : n = jumlah data
Setelah itu dicari jangkauannya dengan menggunakan rumus : (Data max - Data min) / jumlah kelas
(3.2)
Setelah mendapatkan angka jangkauannya baru dikelompokkan berdasarkan besarnya jumlah kelas sesuai dengan data yang ada. Dari data yang dikelompokkan kita inputkan kedalam software Promodel.
3.4.2. Pengolahan Data Speed Feeder
Pengolahan data speed feeder ini tidak sama dengan cara mengolah data durasi breakdown. Perhitungan data speed feeder dilakukan berdasarkan kecepatan per jam dikalikan dengan waktu produksinya. Dari hasil perkalian ini, didapat persentase pemakaian speed feeder berdasarkan lama waktu produksinya.
Kemudian dari hasil dari perhitungan tadi kita inputkan kedalam software Promodel.
3.5. Cara Analisa Data dan Penarikan Kesimpulan
Data interval pergantian pisau dianalisa untuk didapatkan interval pergantian pisau yang lebih baik. Hasil pengolahan data interval breakdown berupa distribusi data, hasil pengolahan data durasi breakdown dan speed feeder yang berupa probabilitas dan data sekunder dimasukkan kedalam model awal dan model usulan
3.5.1. Model Awal
Setelah pembuatan model awal dengan menggunakan bantuan software promodel, maka kita perlu untuk melakukan verifikasi, replikasi dan validasi.
Proses verifikasi ini diperlukan untuk mengetahui apakah model awal kita telah sesuai atau mendekati proses yang ada di lapangan.
Jika verifikasi model ini telah sesuai atau mendekati kenyataan yang ada di lapangan, maka kita perlu menentukan jumlah replikasi. Replikasi ini digunakan karena pada promodel terkadang mengandung nilai random yang dapat mempengaruhi output, oleh karena itu diperlukan replikasi untuk memperoleh nilai rata-ratanya.
Validasi dapat dilakukan dengan menganalisa output model awal yang telah kita jalankan dengan menggunakan replikasi atau pengulangan. Output promodel dapat kita uji dengan metode One-sample t. Dengan menggunakan bantuan software Minitab 14, kita bandingkan total output di kenyataan dengan output yang diperoleh melalui promodel. Jika p-value>a maka model simulasi yang telah kita buat dapat dikatakan valid.
3.5.2. Model Usulan
Untuk model usulan, kita membuat dua model. Model usulan yang pertama, pergantian pisau dilakukan berdasarkan waktu, dan pada model usulan yang ke dua, pergantian pisau dilakukan berdasarkan tonase yang dihasilkan dari pisau.
3.5.2.1. Model Usulan 1
Pada model usulan 1 ini, pergantian pisau dilakukan pada waktu yang telah kita tentukan diawal. Hasil output promodel yang kita peroleh kemudian kita lakukan analisa.
3.5.2.2. Model Usulan 2
Pada model usulan 2 ini, pergantian pisau dilakukan berdasarkan tonase yang telah kita tentukan diawal. Pergantian pisau ini dilakukan jika output yang
dihasilkan oleh pisau setara dengan angka tonase yang kita tentukan diawal. Hasil output promodel yang kita peroleh kemudian kita lakukan analisa.
3.5.3. Penarikan Kesimpulan
Dari hasil yang kita peroleh diatas, kemudian kita lakukan analisa terhadap total produksi, total pakan baik, dan total pakan serpih. Hasil terbaik diperoleh jika jumlah pakan baik minimal sama atau lebih besar daripada output model awal, dan persentase pakan serpih lebih kecil daripada model awal.