1
BAB I PENDAHULUAN
I.1 Latar BelakangPersaingan industri manufaktur kini semakin ketat. Di Indonesia perkembangan perusahaan manufaktur cukup pesat ditambah dengan banyaknya produk impor yang dengan mudah masuk ke pasar Indonesia dan menjadi alternatif pilihan para konsumen. Hal ini pun memacu perusahaan manufaktur belomba-lomba dalam meningkatkan hasil produksi baik dalam segi harga, kualitas, dan jumlah produksi. Selain meningkatkan hasil produksi, perusahaan juga dituntut untuk memberikan pelayanan yang baik untuk memenuhi kepuasan pelanggan. (www.kompas.com). Apabila kepuasan pelanggan dapat dipenuhi, maka keunggulan bersaing perusahaan terwujud.
Dalam pemenuhan kepuasan pelanggan hal utama yang harus diperhatikan adalah kualitas. Kualitas suatu produk menentukan apakah pelanggan menerima produk tersebut sesuai yang diinginkannya atau tidak, artinya produsen dituntut mampu memberikan value yang merupakan ekspektasi dari pelanggan. Kenyataan yang terjadi adalah adanya aktivitas-aktivitas yang tidak memberi value yang diharapkan oleh konsumen. Aktivitas-aktivitas ini merupakan waste yang tentunya merugikan bagi produsen. Salah satu upaya yang dapat dilakukan adalah dengan mengurangi waste atau pemborosan khususnya pada kegiatan yang tidak mempunyai nilai tambah dalam berbagai hal seperti penyediaan bahan baku, lalu lintas bahan, pergerakan operator, pergerakan alat dan mesin, menunggu proses, kerja ulang dan perbaikan. Upaya ini perlu dilakukan secara terus-menerus sehingga nilai yang menjadi ekspektasi pelanggan tewujud] dan keunggulan perusahaan meningkat. Sejalan dengan Gaspersz (Gaspersz & Fontana, 2011) tujuan akhir yang ingin diperoleh adalah mencapai keunggulan dan peningkatan efisiensi produk dengan mengeliminasi pemborosan. Lean adalah upaya terus menerus (continuous improvement effort) untuk menghilangkan segala permasalahan yang terjadi pada kegiatan perusahaan seperti pemborosan (waste). Tujuan Lean adalah meningkatkan nilai tambah (value added) produk barang dan atau jasa agar memberikan nilai kepada pelanggan (customer value). Menurut Gaspersz (Gaspersz & Fontana, 2011) pemborosan atau waste secara umum dikategorikan menjadi tujuh macam yaitu, produksi yang berlebihan
2
(overproduction), waktu tunggu (waiting time), transportasi (transportation), proses yang berlebihan (processes), inventory, pergerakan operator (motion), cacat pada produk (defect).
PT Pindad (Persero) merupakan perusahaan BUMN (Badan Usaha Milik Negara) yang bergerak dibidang Alutsista (Alat Utama Sistem Persenjataan) dan produk komersial. Produk dan jasa yang diproduksi diperuntunkan untuk kebutuhan angkatan darat, KAI, dan sebagainya. PT Pindad (Persero) memiliki enam departemen, terdiri dari Departemen Tempa dan Cor, Departemen Mesin Industrial, Departemen Bahan Peledak Komersial, Departemen Senjata, Departemen Munisi, dan Departemen Kendaraan Khusus.
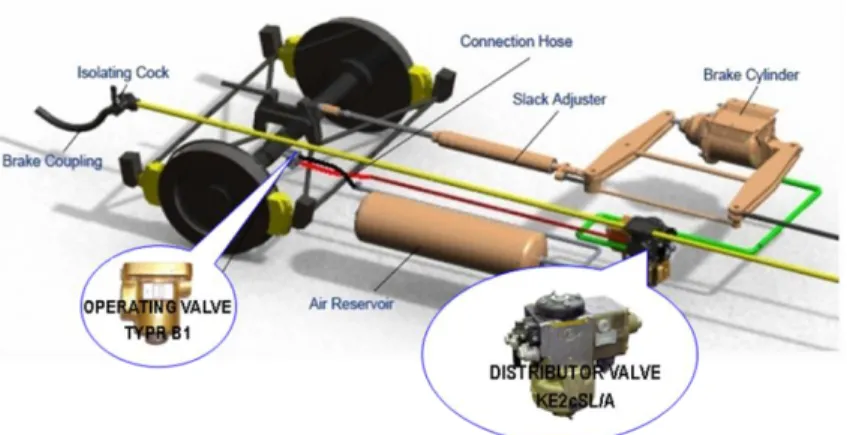
Divisi Mesin Industri dan Jasa PT Pindad (Persero) adalah divisi yang menghasilkan produk-produk komersial antara lain mesin listrik, sistem pengereman kereta api, peralatan kapal laut dan jasa permesinan. Salah satu komponen yang diproduksi adalah Air Brake System dengan lisensi dari KNORR Bremse AG, Jerman sejak tahun 1983 dan telah disertifikasi oleh UIC (International Union Railways). Air Brake System yang diproduksi adalah tipe KE-G-12” untuk gerbong barang dan KE-P-12” untuk kereta penumpang. Air Brake System ini dikembangkan untuk kebutuhan sistem pengeremean KRL dan KRD. Dengan dukungan alat pengujian yang telah disertifikasi oleh KNORR, PT Pindad (Persero) mampu memproduksi Air Brake System lebih dari 600 set per tahun untuk memenuhi permintaan PT INKA. Disamping itu, PT Pindad (Persero) dapat melakukan maintenance untuk komponen Air Brake System ini. Komponen penyusun air brake system tipe KE-G-12” terdiri dari distributor valve tipe KE2cSL/A, bracket tipe KE Nr. 1–1 ¼”, brake cylinder, operating valve, flow throttle,
hose connection, slack adjuster, isolating cock tipe LH3-1 ¼” L, air reservoir, dan brake coupling. Ilustrasi dari Air Brake System KE-G-12 disajikan pada Gambar I.1.
3 Sumber: Dokumen PT Pindad, 2015
Gambar I.1 Air Brake System KE-G-12"
Permintaan terakhir untuk Air Brake System adalah 1213 set dari PT INKA. Periode order untuk permintaan tersebut adalah sembilan termin pengiriman, mulai dari bulan Januari hingga awal Oktober tahun 2015. Permasalahan yang muncul adalah keterlambatan pengiriman part dari Air Brake System karena beberapa komponen penyusunnya belum selesai diproduksi. Salah satu komponen yang mengalami keterlambatan adalah Distributor Valve karena belum terselesaikannya pengerjaan dari part yang berfungsi sebagai penyusun Distributor Valve.
Distributor Valve merupakan komponen yang berfungsi sebagai alat untuk mengatur distribusi udara pada sistem pengereman kereta api. Komponen Distributor Valve yang diproduksi oleh PT Pindad adalah Distributor Valve Cover (Cover Bulat), Cover On Off+Handle Sprung, dan Cover Insert+Locking Disk . Berdasarkan data historis tahun 2015, diketahui bahwa PT Pindad masih mengalami keterlambatan dalam penyelesaian order Distirbutor Valve, seperti yang ditunjukkan dalam Tabel I.1.
4
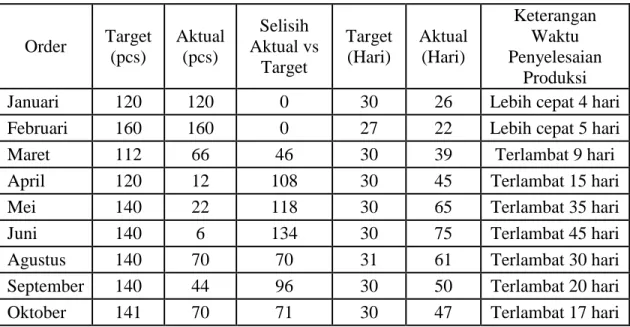
Tabel I.1 Kondisi Target dan Aktual Penyelesaian Produksi Komponen Distributor Valve Periode Januari Sampai Dengan Oktober 2015
Order Target (pcs) Aktual (pcs) Selisih Aktual vs Target Target (Hari) Aktual (Hari) Keterangan Waktu Penyelesaian Produksi
Januari 120 120 0 30 26 Lebih cepat 4 hari
Februari 160 160 0 27 22 Lebih cepat 5 hari
Maret 112 66 46 30 39 Terlambat 9 hari
April 120 12 108 30 45 Terlambat 15 hari
Mei 140 22 118 30 65 Terlambat 35 hari
Juni 140 6 134 30 75 Terlambat 45 hari
Agustus 140 70 70 31 61 Terlambat 30 hari
September 140 44 96 30 50 Terlambat 20 hari
Oktober 141 70 71 30 47 Terlambat 17 hari
Sumber: Dokumen PT Pindad, 2015
Memperhatikan Tabel I.1 dapat diketahui bahwa dari seluruh penyelesaian order, dari bulan Maret hingga Oktober 2015 mengalami keterlambatan dalam penyelesaian order. Hal tersebut dikarenakan komponen penyusun Distributor Valve yaitu Distributor Valve Cover yang belum selesai diproduksi. Berdasarkan Tabel I.1 dapat diketahui bahwa terjadi ketidaksesuaian antara target penyelesaian produksi perusahaan dengan hasil akhir (aktual). Berikut adalah ilustrasi data jumlah target komponen Distributor Valve Cover yang harus diproduksi untuk memenuhi demand PT INKA dan hasil aktual yang telah selesai diproduksi.
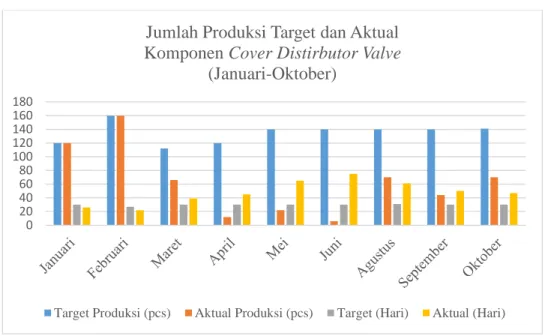
5 Sumber: Dokumen PT Pindad, 2015
Gambar I.2 Jumlah Produksi Target dan Aktual Komponen Cover Distirbutor Valve Berdasarkan Gambar I.2, didapatkan data ketidaktercapaian produksi komponen Distributor Valve Cover. Ketidaktercapaian target tersebut dikarenakan terjadi masalah yang menghambat jalannya proses produksi. Perusahaan telah meminimasi keterlambatan produksi ini dengan menambah jumlah jam kerja setiap shift, yang awalnya hanya 8 jam kerja menjadi 12 jam kerja. Namun penambahan jumlah jam kerja ini, masih belum dapat mengurangi ketidaktercapaiannya produksi. Selama produksi komponen Distributor Valve Cover ini belangsung terdapat waste yang berhasil ditemukan yang diduga mengganggu jalannya proses produksi sehingga mempengaruhi target produksi yang tidak tercapai. Untuk mengetahui waste yang terjadi di PT Pindad, maka dilakukan pembuatan value stream mapping pada proses produksi komponen Distributor Valve Cover. Value stream mapping ini merupakan tools yang digunakan untuk memetakan aliran proses produksi. Untuk pembuatan value stream mapping dapat dilihat pada lampiran B. Setelah itu, guna mengidentifikasi waste lebih lanjut, digunakan waste finding checklist untuk menemukan jenis pemborosan apa saja yang terjadi selama proses produksi Distributor Valve Cover. Dengan menggunakan EDOWNTIME, waste yang diidentifikasi adalah Enviromental, Health, and Safety (EHS), defect, overproduction, waiting time, transportation,
0 20 40 60 80 100 120 140 160 180
Jumlah Produksi Target dan Aktual Komponen Cover Distirbutor Valve
(Januari-Oktober)
6
inventory, motion, not utilizing employee, dan overprocessing. Hasil dari pengolahan identifikasi waste didapat sebagai berikut :
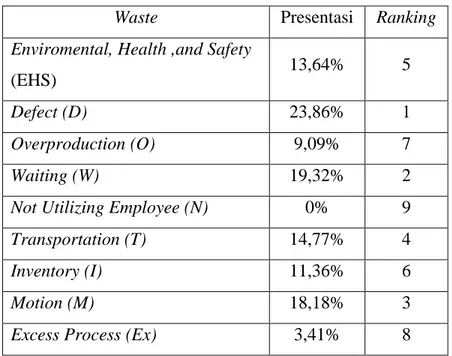
Tabel 1.2 Hasil Rekapitulasi Identifikasi Waste
Waste Presentasi Ranking
Enviromental, Health ,and Safety
(EHS) 13,64% 5
Defect (D) 23,86% 1
Overproduction (O) 9,09% 7
Waiting (W) 19,32% 2
Not Utilizing Employee (N) 0% 9
Transportation (T) 14,77% 4
Inventory (I) 11,36% 6
Motion (M) 18,18% 3
Excess Process (Ex) 3,41% 8
Sumber: Pengolahan data oleh penulis, 2015
Berdasarkan Tabel I.2 dapat dilihat persentase dari masing-masing waste yang terjadi di PT Pindad Divisi Mesin Industri dan Jasa Departemen Sarana Kereta Api dalam proses produksi Cover Distirbutor Valve. Nilai dari masing-masing waste adalah EHS (13.64%), defect (23.86%), overproduction (9.09%), waiting (19.32%), not utilizing employee (0%), transportation (14.77%), inventory (11.36%), motion (18.18%), dan excess process (3.41%). Penelitian ini dilakukan secara berkelompok, sehingga akan dilakukan penelitian terhadap tiga waste dengan presentase terbesar yaitu untuk urutan pertama waste defect, urutan kedua waste waiting, dan urutan ketiga waste motion. Pada peneletian ini berfokus terhadap penanganan waste defect, sedangkan waste waiting dan waste motion akan dibahas oleh peneliti lain.
Jumlah penyimpangan produksi Distributor Valve Cover pada periode Januari hingga Oktober 2015 yang diambil berdasarkan jumlah produksi ditampilkan pada tabel I.3.
7
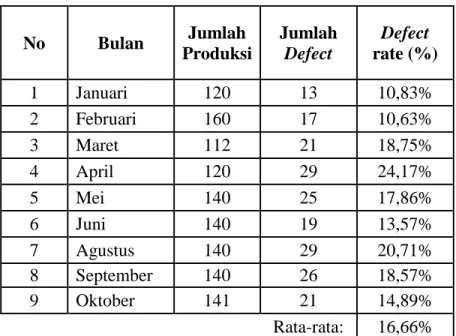
Tabel 1.3 Perbandingan Jumlah Produksi dan Jumlah Defect Produksi Distributor Valve Cover No Bulan Jumlah Produksi Jumlah Defect Defect rate (%) 1 Januari 120 13 10,83% 2 Februari 160 17 10,63% 3 Maret 112 21 18,75% 4 April 120 29 24,17% 5 Mei 140 25 17,86% 6 Juni 140 19 13,57% 7 Agustus 140 29 20,71% 8 September 140 26 18,57% 9 Oktober 141 21 14,89% Rata-rata: 16,66%
Berdasarkan Tabel I.3, terlihat hubungan jumlah produksi, jumlah defect, dan presentase defect rate produk pada produksi Distributor Valve Cover dengan rata-rata defect sebesar 16,66% dan nilai defect tertinggi sebesar 24,17% yang terjadi pada bulan April dengan jumlah defect 29 pcs.
Jumlah defect pada bulan April akan dianalisis ke dalam jumlah defect pada tiap area kerja, karena pada bulan April merupakan jumlah defect terbesar dengan defect rate tertinggi. Jumlah defect pada tiap area kerja ditampilkan pada Tabel I.4
8
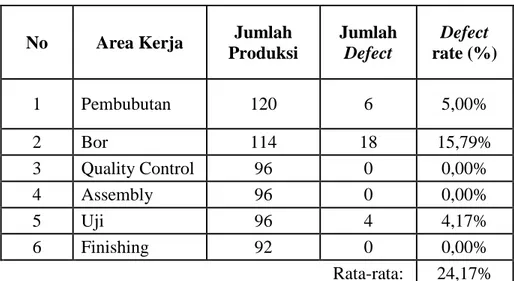
Tabel 1.4 Perbandingan Jumlah Produksi dan Jumlah Defect Produksi Distributor Valve Cover Pada Area Kerja
No Area Kerja Jumlah Produksi Jumlah Defect Defect rate (%) 1 Pembubutan 120 6 5,00% 2 Bor 114 18 15,79% 3 Quality Control 96 0 0,00% 4 Assembly 96 0 0,00% 5 Uji 96 4 4,17% 6 Finishing 92 0 0,00% Rata-rata: 24,17% Sumber: Dokumen PT Pindad, 2015
Berdasarkan Table I.4 terlihat hubungan antara jumlah produksi, jumlah defect, dan presentase defect rate produk pada area kerja proses produksi Distributor Valve Cover dengan rata-rata defect sebesar 24,17% dan nilai defect tertinggi sebesar 15,79% yang terjadi pada area kerja Bor, padahal batas toleransi yang ditentukan oleh perusahaan adalah sebesar 1,8%. Waste defect merupakan jenis pemborosan atau aktivitas yang tidak memiliki nilai tambah karena kecacatan atau kegagalan produk (Gaspersz & Fontana, 2011). Bagian quality control (QC) menemukan tiga faktor yang diduga menjadi akar penyebab terjadinya waste defect, antara lain dari segi metode, operator,dan kualitas bahan baku.
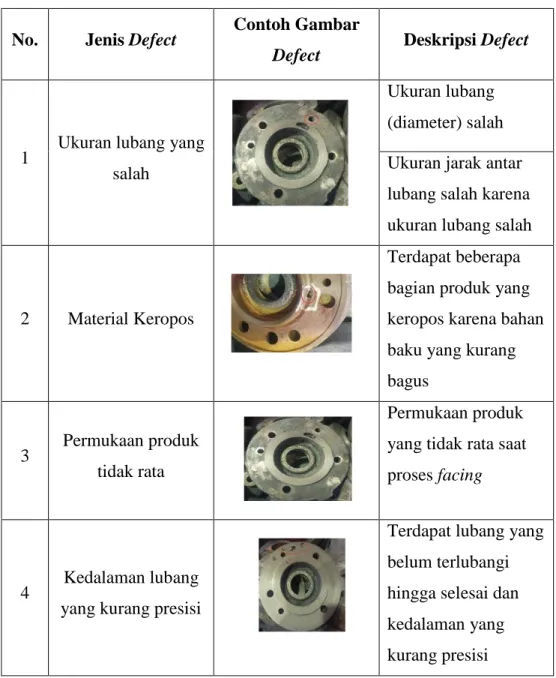
Menurut hasil wawancara dengan Kepala Sub Mesin Konvensional, Kepala Seksi Bubut Konvensional, Kepala Departemen Permesinan, dan Operator, terdapat beberapa jenis defect, diantaranya ukuran lubang yang salah, material keropos, permukaan produk tidak rata, serta kedalaman lubang yang kurang presisi saat proses pengeboran. Jenis defect yang terjadi dan deskripsi defect terdapat disajikan pada table I.5. Faktor penyebab defect dan penyebab defect terdapat pada Table I.6.
9
Tabel I.5 Jenis Defect yang Terjadi Pada Proses Produksi Distributor Valve Cover
Sumber: Pengolahan data oleh penulis, 2015
No. Jenis Defect Contoh Gambar
Defect Deskripsi Defect
1 Ukuran lubang yang salah
Ukuran lubang (diameter) salah Ukuran jarak antar lubang salah karena ukuran lubang salah
2 Material Keropos
Terdapat beberapa bagian produk yang keropos karena bahan baku yang kurang bagus
3 Permukaan produk tidak rata
Permukaan produk yang tidak rata saat proses facing
4 Kedalaman lubang yang kurang presisi
Terdapat lubang yang belum terlubangi hingga selesai dan kedalaman yang kurang presisi
10
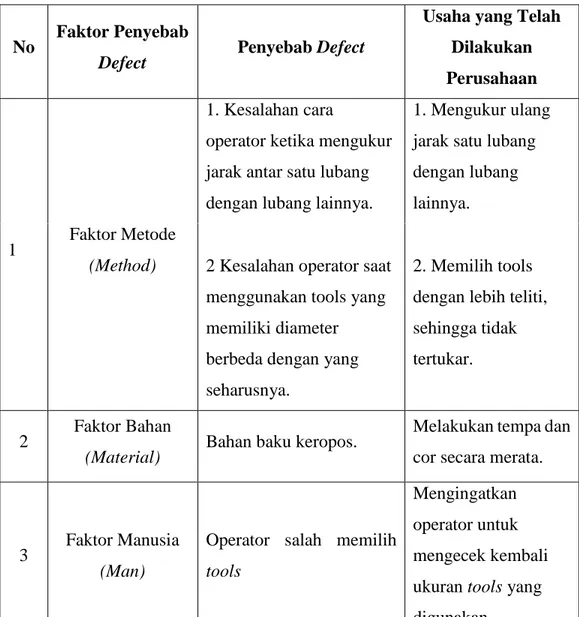
Tabel I.6 Faktor Penyebab Defect dan Penyebab Defect Pada Proses Produksi Distributor Valve Cover
No Faktor Penyebab
Defect Penyebab Defect
Usaha yang Telah Dilakukan Perusahaan
1 Faktor Metode (Method)
1. Kesalahan cara
operator ketika mengukur jarak antar satu lubang dengan lubang lainnya.
1. Mengukur ulang jarak satu lubang dengan lubang lainnya.
2 Kesalahan operator saat menggunakan tools yang memiliki diameter berbeda dengan yang seharusnya.
2. Memilih tools dengan lebih teliti, sehingga tidak tertukar.
2 Faktor Bahan
(Material) Bahan baku keropos.
Melakukan tempa dan cor secara merata.
3 Faktor Manusia (Man)
Operator salah memilih tools
Mengingatkan operator untuk mengecek kembali ukuran tools yang digunakan
Berdasarkan peenyebab defect yang telah dianalisis oleh perusahaan, defect lebih dominan terjadi pada faktor manusia yang dilakukan identifikasi pada Departemen Permesinan (Machining). Oleh karena itu, pada penelitian ini akan difokuskan pada Departemen Permesinan (Machining) yang pada akhirnya akan dikembangkan usulan perbaikan dengan menggunakan pendekatan Lean Manufacturing untuk meminimaasi waste defect yang ada.
11 I.2 Perumusan Masalah
Berdasarkan latar belakang di atas, permasalahan yang akan dibahas dan diselesaikan pada penelitian ini yaitu:
1. Hal apakah yang menjadi penyebab dominan waste defect dari masalah-masalah yang menjadi dugaan perusahaan?
2. Usulan perbaikan apa yang dapat digunakan untuk meminimasi waste defect pada proses produksi komponen Distributor Valve Cover di PT Pindad?
I.3 Tujuan Penelitian
Tujuan dari penelitian yang dilakukan adalah:
1. Menentukan hal yang menjadi penyebab dominan waste defect dari masalah-masalah yang menjadi dugaan perusahaan.
2. Memberikan usulan perbaikan yang dapat digunakan untuk meminimasi waste defect pada proses produksi komponen Distributor Valve Cover di PT Pindad.
I.4 Batasan Penelitian
Dalam penelitian ini untuk memberikan usulan dalam meminimasi waste defect ditetapkan batasan antara lain :
1. Data historis yang digunakan adalah data bulan Januari sampai Oktober 2015. 2. Penelitian ini tidak membahas masalah biaya di PT Pindad.
3. Area kerja yang diteliti adalah area Divisi Mesin Industri dan Jasa Departemen Sarana Kereta Api.
4. Tahapan yang dilakukan dalam penelitian hanya sampai pada perancangan perbaikan.
I.5 Manfaat Penelitian
12
1. Perusahaan dapat mengendalikan waste yang terjadi di lantai produksi, sehingga dapat dijadikan bahan pertimbangan bagi PT Pindad untuk melakukan peningkatan terus-menerus.
2. Membantu perusahaan dalam meningkatkan produktifitas produksi komponen Distributor Valve Cover dengan mengurangi defect rate pada proses produksi. 3. Pengimplementasian Lean Manufacturing pada proses produksi di perusahaan manufaktur sehingga dapat meningkatkan produktivitas dan mengurangi aktivitas non-value added.
I.6 Sistematika Penulisan
Penelitian ini diuraikan dengan sistematika penulisan sebagai berikut: Bab I Pendahuluan
Pada bab I pendahuluan ini berisis uraian latar belakang dari permasalahan yang terjadi pada perusahaan yang berkenaan dengan konsep lean manufacturing. Hal terpenting pada bab ini adalah dinyatakannya permasalahan yang dimulai dari area masalah yang luas hingga menuju pertanyaan yang diajukan pada penelitian. Secara rinci kandungan dari bab ini meliputi latar belakang masalah, perumusan masalah, batasan masalah, tujuan dan manfaat penelitian serta sistematika penulisan laporan.
Bab II Landasan Teori
Pada bab ini diuraikan teori-teori yang berhubungan dengan Lean Manufacturing yang menjadi pokok pembahasan. Pembahasan teori meliputi pengetahuan mengenai lean manufacturing, metode-metode dan tools yang dapat digunakan dalam lean, serta teori-teori lain yang digunakan dalam melakukan perancangan perbaikan. Tujuan dari bab ini adalah memberikan acuan ilmiah yang berguna untuk membentuk kerangka berpikir yang digunakan dalam pelaksanaan penelitian. Bab III Metodologi Penelitian
13
Pada bab metodologi penelitian menjelaskan tentang langkah-langkah pemecahan masalah yang digunakan untuk menyelesaikan penelitian sesuai tujuan dari permasalahan yang dibahas, serta berfungsi sebagai kerangka utama untuk menjaga penelitian mencapai tujuan yang ditetapkan. Metode ini disusun sesuai dengan kondisi nyata pada perusahaan dengan prinsip Lean Manufacturing
Bab IV Pengumpulan dan Pengolahan Data
Pada bab ini berisi data-data yang diperlukan untuk melakukan pengolahan data. Data yang dikumpulkan diperoleh dari berbagai proses seperti wawancara, observasi, dan data yang dimiliki perusahaan PT. Pindad. Pengolahan data dilakukan sesuai metodologi pada bab III dan dianalisis untuk usulan perbaikan.
Bab V Analisis
Pada bab ini dijelaskan mengenai hasil analisis dari pengolahan data yang dilakukan pada bab IV. Pada bab ini akan dijelaskan akar permasalahan penyebab waste defect kemudian dilakukan penentuan usulan perbaikan untuk menyelesaikan akar penyebab masalah yang ada.
Bab VI Kesimpulan dan Saran
Pada bab ini dijelaskan mengenai kesimpulan dari penelitian yang telah dilakukan di Departemen Persmesinan PT. Pindad. Kemudian dilakukan pemberian saran perbaikan untuk perusahaan maupun penelitian selanjutnya.