5 BAB II
LANDASAN TEORI
2.1 Penjadwalan
Menurut (Husen 2009), penjadwalan adalah pengalokasian waktu yang tersedia untuk melaksanakan aktivitas pekerjaan dalam rangka menyelesaikan suatu proyek hingga mencapai hasil optimal dengan mempertimbangkan keterbatasan yang ada.
Menurut (Pinedo 2016), penjadwalan merupakan salah satu proses pengambilan keputusan dengan alokasi sumber daya untuk mengerjakan beberapa tugas selama periode waktu tertentu. Tugas satu dengan yang lain memiliki priorotas yang berbeda seperti waktu mulai dan tanggal jatuh tempo.
Salah satu tujuannya adalah minimalisasi waktu penyelesaian tugas terakhir dan yang lain mungkin minimalisasi jumlah tugas yang diselesaikan setelah tanggal jatuh tempo masing-masing.
Penjadwalan adalah urutan produksi/pekerjaan produk seluruh produk yang akan dilakukan pada beberapa mesin. Oleh karena itu, masalah urutan selalu terkait dengan bekerja pada beberapa komponen yang biasa disebut dengan istilah pekerjaan atau 'job'. Pekerjaan itu sendiri merupakan komposisi dari beberapa elemen dasar yang disebut aktivitas atau operasi. Tiap aktivitas atau operasi tersebut memerlukan alokasi sumber daya tertentu selama periode waktu tertentu yang biasa disebut dengan waktu proses. (Ginting and Mesin 2009)
Menurut (Baker and Trietsch 2009), Permasalahan penjadwalan dalam industri memiliki struktur serupa yakni: “They contain a set of tasks to be carried out and a set of resources available to perform those tasks”. Artinya, terdapat serangkaian tugas yang wajib dilakukan dan adanya seperangkat sumber daya yang tersedia untuk melakukan tugas-tugas itu. Sehingga, penjadwalan adalah alokasian sumber daya yang terbatas untuk melakukan sejumlah tugas tertentu. Kita perlu mengetahui jenis dan jumlah di setiap
6
sumber daya sehingga kita dapat menentukan kapan tugas-tugas tersebut dapat diselesaikan. Selain itu, informasi yang harus didapat antara lain kebutuhan sumber dayanya, durasinya, waktu awal untuk memulai dan waktu penyelesaiannya. Serta masalah kendala teknologi apapun (batasan prioritas) yang terdapat di antara tugas-tugas tersebut. Dengan demikian, masalah penjadwalan dapat diselesaikan dengan solusi yang ada.
2.2 Tujuan Penjadwalan
Tujuan dari penjadwalan yakni agar waktu keterlambatan dari batas waktu yang ditentukan dan disetujui oleh konsumen dapat dipenuhi. Dengan penjadwalan, produktivitas mesin dapat ditingkatkan dan waktu idle dapat dikurangi. Secara tidak langsung, perusahaan dapat mengurangi biaya produksi. Tentunya, semakin baik penjadwalannya, perusahaan akan semakin diuntungkan baik dari sistem produksi maupun kepuasan pelanggan. Berikut adalah tujuan-tujuan yang ingin dicapai dengan dilaksanakannya penjadwalan.
(Baker and Trietsch 2009).
1. Tingkatkan produktivitas alat mesin dengan mengurangi waktu idle.
2. Mengurangi persediaan produk setengah jadi dengan mengurangi jumlah rata-rata pekerjaan yang menunggu mesin karena mesin sedang sibuk.
3. Mengurangi keterlambatan karena telah melampaui batas/tenggat waktu dengan cara berikut:
a. Mengurangi maksimum keterlambatan b. Mengurangi jumlah pekerjaan yang terlambat 4. Mengurangi biaya produksi.
5. Dapat memenuhi batas waktu yang ditetapkan (due date), karena apabila melewati keterlambatan dalam pemenuhan due date akan dikenai suatu denda (pinalty). Teknik penjadwalan tergantung pada volume pesanan yang diminta, siri operasi, tingkat kompleksitas pekerjaan dan perhatian pada tujuan dari penjadwalan itu sendiri.
2.3 Klasifikasi Penjadwalan
7
Menurut (Ginting and Mesin 2009), jika terdapat “n” job (pekerjaan) yang akan diproses pada mesin “m”, maka perlu ditentukan mana yang harus dikerjakan terlebih dahulu dan urutan prosesnya, menetapkan operasi pada mesin tersebut untuk memiliki proses produksi yang terjadwal. Masalah penjadwalan ini dapatdiselesaikan dengan metode penjadwalan maju (forward scheduling) maupun metode penjadwalan mundur (backward scheduling).
1. Penjadwalan Maju (Forward Scheduling)
Metode forward schedulling merupakan penjadwalan dengan mengalokasikan operasi pertama kemudian ditarik maju ke due date.
Artinya, job dijadwalkan dari saat datang, atau saat siap atau saat nol (tinrc zero) danbergerak maju menuju ke arah due date.
2. Penjadwalan Mundur (Backward Scheduling)
Metode backward schedulling adalah penjadwalan yang mengurutkan operasi terakhir kemudian ditarik mundur ke waktu sekarang. Metode ini akan memperoleh jadwal yang memenuhi due date, tetapi tidak ada jaminan diperolehnya jadwal yang baik. Begitu juga dengan penjadwalan maju, walaupun jadwal yang dihasilkan selalu layak, tetapi tidak menjamin job tidak mengalami keterlambatan. Sedangkan pada penjadwalan mundur, meskipun saat selesai job bisa tepat pada saat due date tetapi jadwal yang dihasilkan bisa tidak layak, yaitu jika pada saat mulai job lebih awal dari saat datang job (atau saat nol).
Selain itu, jadwal produksi dapat diperjelas dari perbedaan kondisi dasar, klarifikasi. penjadwalan. yang. sering.. terjadi. dalam. proses. produksi.
adalah sebagai. berikut :
1. Berdasarkan. product. positioning.
a. Make. to. order.
Jumlah. dan jenis produk yang dihasilkan disesuaikan. dengan kebutuhan. konsumen, .biasanya. salah. satu. tujuan. dari. kebijakan.
ini. untuk menekan .biaya persedian. (biaya simpan) b. Make to stock.
8
Jumlah. dan. jenis. produk. yang. diproduksi. terus. menerus. agar.
tetap. tersedia.
2. Berdasarkan pola kedatangan job
a. Statik, urutan job terbatas pada pesan yang ada. Job baru tidak memengaruhi urutan job yang sudah dibuat.
b. Dinamik, .pengurutan.job.selalu.diperbarui.ketika.ada job baru datang.
3. Berdasarkan waktu proses
a. Deterministik, waktu pemrosesan yang dapat diterima sudah diketahui dengan pasti.
b. Stokastik, .waktu.pemrosesan yang diterima tidak pasti, sehingga harus diestimasi menggunakan distribusi probabilitas
2.4 Jenis Aliran Produksi
Adapun jenis-jenis aliran proses menurut (Baker and Trietsch 2009), yang secara umum dimiliki banyak perusahaan yaitu :
1. Penjadwalan Flowshop
Penjadwalan Flowshop (Baker 1974), merupakan pergerakan unit secara terus menerus melalui serangkaian stasiun kerja yang disusun berdasarkan produk. Proses produksi jenis flowshop ini cocok untuk produk dengan kriteria desain produk tetap atau stabil, yang diproduksi dalam jumlah besar (volume produk). Alhasil, investasi untuk keperluan khusus (special purpose) dapat diperoleh dengan cepat.
2. Penjadwalan Batch
Banyak pabrik dengan jenis make to stock memproduksi produk- produk yang berbedadi fasilitas umum. Misalnya, produsen minuman ringan dapat memproduksi banyak minuman dengan rasa berbeda dala, satu fasilitas atau perusahaan sabun dapat mengemas produknya dalam berbagai ukuran yang berbeda pada lini pengemasan yang sama. Pada kasus seperti itu, produk ini sering diproduksi dalam batch. Keputusan yang dihadapi oleh manajer produksi dalam sistem produksi batch adalah
9
"berapa banyak produksi” di setiap batch dan dalam urutan apa atau perintah produk mana yang akan dibuat secara batch.
Penjadwalan batch biasanya digunakan oleh perusahan dengan produksi produk yang berbeda namun pada satu fasilitas yang sama.
Misalnya pada pabrik minuman dengan rasa yang berbeda namun pada lintasan pengemasan produk yang sama. Sehingga, sistem produksi batch yakni berapa jumlah produksi dalam setiap batch-nya sesuai urut- urutannya atau perintah mengenai produk mana saja yang harus dibuat dalam sistem batch.
Kuantitas batch (biasanya ditentukan oleh jumlah waktu yang dibutuhkan untuk setiap proses produksi) dan frekuensi produksi akan mempengaruhi tingkat persediaan dan biaya setup yang lebih lama, sehingga lebih banyak stok dibutuhkan tetapi lebih sedikit peralatan yang dibutuhkan. Jumlah batch yang optimal dapat dihitung dengan menggunakan model EPQ. Namun, beberapa produk memiliki basis yang sama, sehingga diperlukan perubahan ukuran batch. Perubahan urutan batch ini karena urutan produk juga harus dipertimbangkan. Urutan produk juga akan mempengaruhi biaya.
Secara khusus, pabrik menghasilkan produk yang berbeda.
Misalnya, produsen minuman yang memproduksi banyak rasa minuman berbeda dalam satu fasilitas atau perusahaan sabut dapat mengemas produknya dalam ukuran berbeda lini kemasan yang sama. Produk diproduksi dalam batch. Sedangkan produksi batch adalah jumlah yang diproduksi dalam setiap batch dan urutan atau urutan produk yang diproduksi dalam batch.
3. Penjadwalan Jobshop
Dibandingkan penjadwalan flowshop, penjadwalan proses produksi tipe jobshop lebih sulit karena mencakup tiga alasan yakni : a. Jobshop menangani variasi produk sangat banyak dengan pola aliran
yang berbeda melalui pusat-pusat kerja.
b. Peralatan pada jobshop digunakan bersama-sama oleh bermacam-
10
macam order pada prosesnya, sedangkan peralatan pada flowshop digunakan khusus untuk satu jenis produk. Peralatan pada tipe jobshop digunakan secara bersama-sama oleh bermacam-macam order di prosesnya. Namun, pada tipe flowshop digunakan khusus untuk satu jenis produk saja.
c. Pada jobshop, job-job yang berbeda kemungkinan ditentukan oleh prioritas yang berbeda. Oleh karena itu, produk tertentu harus segera dipilih dan diproses saat pesanan dikirimkan ke pusat kerja. Di sisi lain, pada flowshop tidak ada masalah seperti itu karena adanya keseragaman output produksi untuk persediaan.
Dengan faktor-faktor tersebut, penjadwalan jobshop menghasilkan kemungkinan kombinasi dari pembebanan (loading) dan urutan-urutan (squencing). Pada.bagian.ini.akan.dibahas.masalah.penjadwalan.jobshop dengan.memperhatikan.permasalahan.pada.job.loading.dan.job
.sequencing. .Masalah jobshop adalah sebagai berikut : .
a. Jobshop .loading berati.memutuskan. .pusat-pusat.kerja. yang. mana suatu. job. harus.ditugaskan. .Menggunakan bagan gantt chart dan metode .penugasan yang sudah ada.
b. Job sequencing berarti kita harus mencari cara .untuk menangani bagaimana .urutan .proses .dari .bermacam-macam job yang ditugaskan pada .mesin atau stasiun kerja tertentu.
2.5 Istilah-Istilah dalam Penjadwalan
Setelah mengetahui teori yang berkenaan dengan penjadwalan, menurut (Bedworth and Bailey 1999) berikut adalah beberapa definisi yang digunakan dalam penjadwalan produksi :
1. Processing Time (ti)
Adalah waktu penyelesaian suatu pekerjaan (job). Perkiraan termasuk juga waktu setup yang dibutuhkan, dilambangkan dengan ti.
Processing time, taksiran waktu berapa lama yang dibutuhkan untuk menyelesaikan suatu tugas. Taksiran meliputi setup time yang
11
mungkin dibutuhkan, yang diasumsikan bebas. Pada masalah ini processing time untuk tugas i dinyatakan dengan ti.
2. Due Date (di)
Due Date adalah waktu. dimana aktivitas terakhir pekerjaan/job harus diselesaikan.
Due date, batas waktu maksimal yang ditentukan untuk menyelesaikan pekerjaan tersebut. Apabila melewati batas yang ditentukan, maka akan dinyatakan terlambat. Diasumsikan bahwa akan diberi denda bila terlambat. Due date dinyatakan dengan di 3. Slack time (SLi)
Slack time adalah waktu .yang .tersisa .karena .waktu .prosesnya. lebih sedikit daripada waktu due date-nya.
Slack, ukuran perbedaan antara waktu sisa dari batas waktu tugas dengan waktu prosesnya (processing time). Slack dinyatakan dengan Sli.
𝑆𝐿𝑖 = 𝑑𝑖− 𝑡𝑖 (2.1) 4. Flow time (Fi)
Flow time, interval. waktu. antara .titik .di mana .tugas .tersedia .untuk diproses dan titik dimana tugas selesai. Jadi, flow time sama dengan waktu proses ditambahkankan dengan. waktu. ketika tugas. menunggu. sebelum diproses. Flow .time. dinyatakan. dengan Fi.
𝐹𝑖 = 𝑡𝑖 + 𝑤𝑖 (2.2) Dimana :
𝐹𝑖 = flowtime untuk job ke-i 𝑡𝑖 = waktu proses untuk job ke-i
𝑤𝑖 = waktu tunggu sebelum diproses untuk job ke-i 5. Completion time (Ci)
12
Completion time (Ci) adalah adalah. waktu yang .diperlukan untuk.
menyelesaikan .suatu pekerjaan. mulai dari. saat tersedianya. pekerjaan. (t
= 0) .sampai .pada .pekerjaan .tersebut selesai.
Completing time, rentang antara awal dari tugas pada pekerjaan pertama, dimana waktunya mengacu pada t = 0, dengan waktu ketika tugas selesai. Symbol dinyatakan dengan Ci
𝐶𝑖 = 𝐹𝑖 + 𝑟𝑖 (2.3) Dimana :
𝐶𝑖 = Completion time untuk job ke-i 𝐹𝑖 = Flowtime untuk job ke-i
𝑟𝑖 = waktu ketika job ke-i selesai 6. Lateness (Li)
Lateness. (Li) .adalah.perbedaan .selisih. antara. completing time (Ci) dengan. due date-nya (di). Jika. pekerjaan .memiliki .lateness .yang bernilai .positif .apabila. pekerjaan tersebut .diselesaikan .setelah .due date-nya, pekerjaan .tersebut .akan .memiliki .keterlambatan .yang .negatif. Sebaliknya .jika .pekerjaan .selesai .setelah .batas .waktu, pekerjaan tersebut. memiliki. keterlambatan. yang. positif.
7. Tardiness (Ti)
Tardiness. (Ti) .adalah .ukuran .waktu .terlambat .yang .bernilai .positif jika .suatu .pekerjaan dapat .diselesaikan .lebih awal .dari .tenggat waktu.
Maka .pekerjaan .tersebut .akan .memiliki .keterlambatan .yang negatif.
Sebaliknya .jika pekerjaan .selesai setelah .batas waktunya, .pekerjaan tersebut .memiliki .keterlambatan .yang positif.
Tardiness, ukuran dari lateness positif. Jika tugasnya selesai cepat, maka akan memiliki lateness negative tetapi tardiness = 0. Jika tugas memiliki lateness positif, maka akan memiliki tardiness positif juga.
Tardiness dinyatakan dengan Ti dimana Ti adalah maksimum dari {0, Li}
13 8. Makespan (M)
Makespan (M) .adalah total. waktu penyelesaian. pekerjaan/ job. mulai dari. urutan pertama. yang dilakukan.pada mesin. pertama hingga. urutan pekerjaan. terakhir. pada. mesin .atau .pusat. kerja. terakhir.
9. Heuristic
Prosedur .penyelesaian .suatu .masalah .atau. aturan .ibu jari (rule of thumb) yang. ditunjukkan .untuk memproduksi .hasil yang b.aik .tetapi tidak .menjamin. hasil yang. optimal.
2.6 Gantt Chart
Menurut (Ginting and Mesin 2009), model penjadwalan akan memberikan solusi yang dapat diprediksi untuk suatu masalah. Gantt chart adalah alat bantu yang dapat .digunakan dalam penjadwalan. merupakan.
model yang sederhana .dan .umum. digunakan. Bagan gantt chart adalah hubungan antara distribusi .sumber data. dari waktu ke waktu. .Jenis .sumber .daya ditempatkankan .pada sumbu vertikal, sedangkan. sumbu .horizontal dinyatakan .dalam .satuan .waktu.
Kemudian, .urutan pekerjaan dapat didefinisikan. untuk. memberikan kriteria .penjadwalan terbaik, .seperti waktu .pemrosesan terpendek, .utilitas mesin, .waktu idle minimum .dan lain-lain dari bagan .gantt chart tersebut.
Menurut (Heizer and Render 2006), Gantt Chart adalah bagan perencanaan yang digunakan untuk penjadwalan sumber daya dan alokasi waktu. Gantt Chart adalah contoh teknik non-matematis yang banyak digunakan karena sederhana dan mudah dibaca. Gantt Chart dapat membantu pengguna untuk memastikan bahwa,
1. Semua. kegiatan .telah. direncanakan 2. Urutan .kinerja telah dihitung
3. Perkiraan. waktu operasional tercatat 4. Keseluruhan .waktu proyek. telah dibuat
Gantt .Chart sangat mudah .dimengerti, .batang .horizontal . (batang horizontal) dihasilkan untuk setiap aktivitas proyek di sepanjang garis waktu.
14
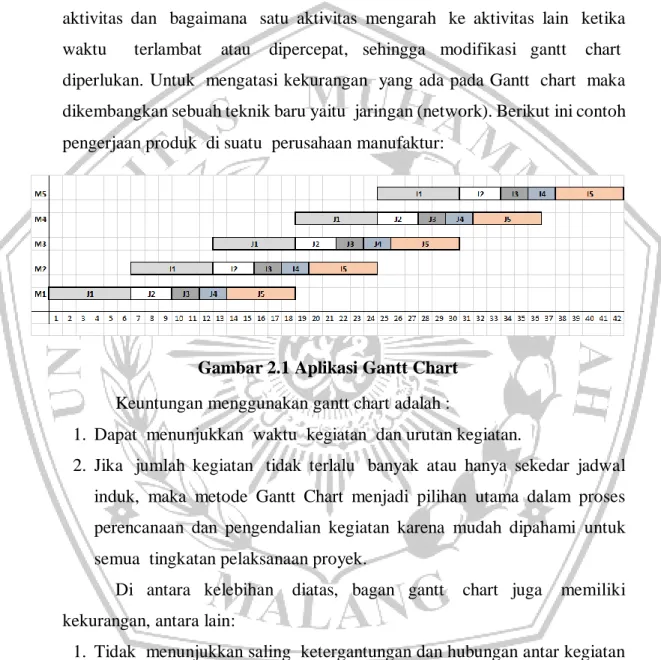
Bagan gantt. Chart juga dapat digunakan. untuk menjadwalkan. aktivitas operasi .yang berulang. Gantt .chart .digunakan untuk penjadwalan. sederhana atau proyek yang kegiatannya tidak terlalu berkaitan atau proyek kecil, sedangkan network untuk penjadwalan proyek yang kompleks.
Gantt chart. tidak dapat .dengan. jelas menunjukkan. hubungan antara aktivitas dan. bagaimana. satu aktivitas mengarah .ke aktivitas lain. ketika waktu terlambat .atau .dipercepat, sehingga modifikasi gantt .chart.
diperlukan. Untuk .mengatasi kekurangan. yang ada pada Gantt .chart .maka dikembangkan sebuah teknik baru yaitu .jaringan (network). Berikut ini contoh pengerjaan produk .di suatu .perusahaan manufaktur:
Gambar 2.1 Aplikasi Gantt Chart Keuntungan menggunakan gantt chart adalah :
1. Dapat .menunjukkan .waktu. kegiatan. dan urutan kegiatan.
2. Jika .jumlah kegiatan. tidak terlalu. banyak atau hanya sekedar jadwal induk, maka metode Gantt Chart menjadi pilihan utama dalam proses perencanaan dan pengendalian kegiatan karena mudah dipahami untuk semua .tingkatan pelaksanaan proyek.
Di antara kelebihan. diatas, bagan gantt. chart juga. memiliki kekurangan, antara lain:
1. Tidak. menunjukkan saling .ketergantungan dan hubungan antar kegiatan sehingga sulit untuk memprediksi. .jika terjadi. keterlambatan. suatu kegiatan terhadap. jadwal proyek secara menyeluruh.
2. Perbaikan dan pembaharuan (updating) .tidak mudah .dilakukan .karena harus .dibuat ulang (tidak efisien), meskipun diulang akan. memakan waktu dan .jika .dilakukan .segera .maka .grafik .akan kehilangan
15 kegunaannya.
3. Untuk. proyek .menengah. hingga. besar .dan kompleks, gantt chart tidak mempu .menyajikan. jadwal .secara. sistematis. dan .mengalami kesulitan dalam .menentukan .keterkaitan. antar. aktivitas.
2.7 Coyote Optimization Algorithm (COA)
COA adalah algoritma optimasi metaheuristik seperti kawanan dan algoritma evolusioner, di mana ia memiliki populasi pengacakan di alam. Hal ini dilatarbelakangi oleh spesies canis latrans. Optimasi algoritma coyote telah dikembangkan oleh (Pierezan and Coelho 2018). Algoritma yang diusulkan menggambarkan perilaku sosial dari coyote atau anjing hutan dan adaptasi dengan lingkungan. Algoritma ini terbilang masih baru. Peneliti hanya menggunakan bilangan bulat/program linear untuk membandingkan algoritma ini dengan algoritma yang sudah ada. Dengan begitu, algoritma ini diperlukan modifikasi ulang untuk memecahkan kasus pada penjadwalan. Berikut adalah prosedur dari Coyote Optimization Algorithm (COA).
Dalam COA, coyote membentuk berbagai kelompok dan pemimpin setiap kelompok disebut alpha. Dalam COA, populasi N dibagi menjadi Np dan Nc. Np adalah jumlah paket dan Nc adalah jumlah coyote dalam paket.
Pada tahap pertama, jumlah coyote sama untuk setiap kelompok. Oleh karena itu, total populasi dihitung dengan mengalikan Np dan Nc. Dalam menyelesaikan masalah pengoptimalan apa pun dengan COA, setiap coyote adalah solusi dan situasi sosial coyote, yang terdiri dari sejumlah variabel keputusan seperti suhu, status sosial, jenis kelamin, kedalaman salju, kekerasan kantong salju adalah biaya dari fungsi objektif. . Kondisi sosial anjing hutan ke-c untuk kelompok ke-p kali ke-t dapat dinyatakan sebagai :
𝑆𝑂𝐶𝑐𝑝,𝑡 = 𝑥 = 𝑥1, 𝑥2, 𝑥3, . . . , 𝑥𝐷 (2.4)
Inisialisasi parameter populasi global dari coyote. Kondisi sosial awal ditetapkan secara acak untuk setiap coyote dengan menetapkan nilai acak di
16
dalam ruang pencarian untuk coyote cth dari kelompok pth dari dimensi (area) jth, sebagai berikut:
𝑆𝑂𝐶𝑐,𝑗𝑝,𝑡 = 𝑙𝑏𝑗 + 𝑟𝑗 · (𝑢𝑏𝑗 − 𝑙𝑏𝑗) (2.5)
di mana lbj dan ubj mewakili, masing-masing, batas bawah dan atas dari variabel keputusan jth, D adalah dimensi ruang pencarian dan rj adalah bilangan acak nyata yang dihasilkan dalam kisaran [0,1] menggunakan probabilitas seragam.
Memverifikasi adaptasi dari coyote. Coyote akan mengadaptasikan diridengan meninggalkan kelompoknya atau bergabung dengan kelompok lainnya. Dimana adaptasi ini diperoleh dari :
𝑓𝑖𝑡𝑐𝑝,𝑡 = 𝑓(𝑆𝑂𝐶𝑐𝑝,𝑡) (2.6)
Coyote keluar dari kelompok mereka atau berpartisipasi dalam kelompok lain. Coyote yang keluar dari kelompok terjadi dengan probabilitas Pe dan dapat diekspresikan sebagai :
𝑃𝑒 = 0.005 𝑁𝑐2 (2.7)
Dalam COA, setiap kelompok memiliki maksimal 14 coyote karena Pe tidak boleh lebih dari 1. Dengan demikian, interaksi dan keragaman budaya disediakan di antara coyote. Dalam COA, Alpha dapat diekspresikan seperti kelompok ke-p yang ke-t kali. Jika belum memenuhi kriteria, maka lakukan pada tiap kelompok untuk mencari alpha (ketua) coyote dari kelompok tersebut. Berikut adalah rumusan mencari alpha tersebut
𝑎𝑙𝑝ℎ𝑎𝑝,𝑡 = {𝑆𝑂𝐶𝑐,𝑗𝑝,𝑡 𝑎𝑟𝑔𝑐={1,2,...,𝑁𝑐}min 𝑓(𝑆𝑂𝐶𝑐𝑝,𝑡)} (2.8)
Setelah itu, mengomputasi social tendency (kecenderungan sosial) dari kelompok tersebut dengan rumus
𝑐𝑢𝑙𝑡𝑗𝑝,𝑡 = {
𝑂(𝑁𝑐+1) 2
𝑝,𝑡 , 𝑁𝑐 𝑖𝑠 𝑜𝑑𝑑
𝑂𝑁𝑐 2 ,𝑗
𝑝,𝑡 + 𝑂(𝑁𝑐+1) 2 ,𝑗 𝑝,𝑡
2 , 𝑜𝑡ℎ𝑒𝑟𝑤𝑖𝑠𝑒
(2.9)
17
Dimana 𝑂𝑝,𝑡 mewakili kondisi sosial peringtkat semua coyote dari kelompok ke-p dalam waktu ke-t instan untuk setiam j dalam kisaran [1, D].
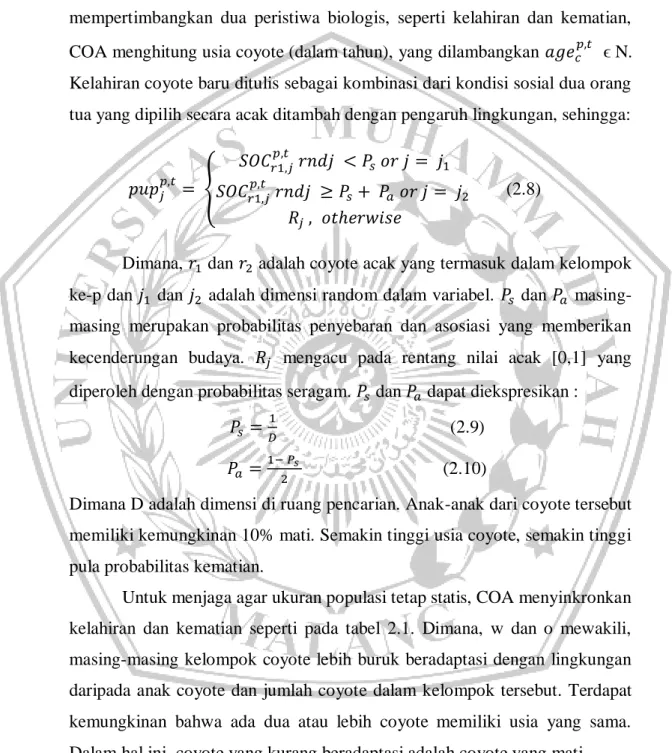
Dengan kata lain, kecenderungan budaya kelompok dihitung sebagai kondisi sosial rata-rata semua coyote dari kelompok tertentu. Dengan mempertimbangkan dua peristiwa biologis, seperti kelahiran dan kematian, COA menghitung usia coyote (dalam tahun), yang dilambangkan 𝑎𝑔𝑒𝑐𝑝,𝑡 ϵ N.
Kelahiran coyote baru ditulis sebagai kombinasi dari kondisi sosial dua orang tua yang dipilih secara acak ditambah dengan pengaruh lingkungan, sehingga:
𝑝𝑢𝑝𝑗𝑝,𝑡 = {
𝑆𝑂𝐶𝑟1,𝑗𝑝,𝑡 𝑟𝑛𝑑𝑗 < 𝑃𝑠 𝑜𝑟 𝑗 = 𝑗1 𝑆𝑂𝐶𝑟1,𝑗𝑝,𝑡 𝑟𝑛𝑑𝑗 ≥ 𝑃𝑠 + 𝑃𝑎 𝑜𝑟 𝑗 = 𝑗2
𝑅𝑗 , 𝑜𝑡ℎ𝑒𝑟𝑤𝑖𝑠𝑒
(2.8)
Dimana, 𝑟1 dan 𝑟2 adalah coyote acak yang termasuk dalam kelompok ke-p dan 𝑗1 dan 𝑗2 adalah dimensi random dalam variabel. 𝑃𝑠 dan 𝑃𝑎 masing- masing merupakan probabilitas penyebaran dan asosiasi yang memberikan kecenderungan budaya. 𝑅𝑗 mengacu pada rentang nilai acak [0,1] yang diperoleh dengan probabilitas seragam. 𝑃𝑠 dan 𝑃𝑎 dapat diekspresikan :
𝑃𝑠 = 1
𝐷 (2.9)
𝑃𝑎 =1− 𝑃𝑠
2 (2.10)
Dimana D adalah dimensi di ruang pencarian. Anak-anak dari coyote tersebut memiliki kemungkinan 10% mati. Semakin tinggi usia coyote, semakin tinggi pula probabilitas kematian.
Untuk menjaga agar ukuran populasi tetap statis, COA menyinkronkan kelahiran dan kematian seperti pada tabel 2.1. Dimana, w dan o mewakili, masing-masing kelompok coyote lebih buruk beradaptasi dengan lingkungan daripada anak coyote dan jumlah coyote dalam kelompok tersebut. Terdapat kemungkinan bahwa ada dua atau lebih coyote memiliki usia yang sama.
Dalam hal ini, coyote yang kurang beradaptasi adalah coyote yang mati.
Tabel 2.1 Pseudo Code Algoritma 1 Coyote Optimization Algorithm (COA) Algorithm 1 Birth and death inside a pack
18 1: Compute ω and ϕ.
2: if ϕ = 1 then
3: The pup survives and the only coyote in ω dies.
4: elseif ϕ > 1 then
5: The pup survives and the oldest coyote in ω dies.
6: else
7: The pup dies.
8: end if
Untuk mewakili interaksi budaya di dalam kelompok, COA mengasumsikan bahwa coyote berada dipengaruh alpha atau ketua (δ1) dan pengaruh kelompok (δ2). Artinya, pertama adalah perbedaan budaya dari coyote acak kelompok ke-p (𝑐𝑟1) ke alpha coyote dan kedua adalah perbedaan budaya dari coyote acak (𝑐𝑟2) ke kecenderungan budaya kelompok. Coyote akan dipilih oleh distribusi probabilitas yang seragam. δ1 dan δ2 ditulis sebagai berikut :
δ1 = 𝑎𝑙𝑝ℎ𝑎𝑝,𝑡− 𝑆𝑂𝐶𝑐𝑟1𝑝,𝑡 (2.11) dan δ2 = 𝑐𝑢𝑙𝑝,𝑡− 𝑆𝑂𝐶𝑐𝑟2𝑝,𝑡 (2.12)
Kemudian, setiap coyote dari kelompok itu akan dilakukan pembaharuan kondisi sosial menggunakan alpha dan pengaruh kelompok dengan rumus :
𝑛𝑒𝑤_𝑆𝑂𝐶𝑐𝑝,𝑡 = 𝑆𝑂𝐶𝑐𝑝,𝑡 + 𝑟1 · 𝛿1+ 𝑟2 · 𝛿2 (2.13) Kondisi sosial tersebut akan dievaluasi dengan rumus :
𝑛𝑒𝑤_𝑓𝑖𝑡𝑐𝑝,𝑡 = 𝑓(𝑛𝑒𝑤𝑆𝑂𝐶
𝑐𝑝,𝑡) (2.14)
Apabila kondisi sosial tiap coyote pada kelompok itu telah dievaluasi, maka melakukan adaptasi apakah kondisi sosial yang baru lebih baik daripada yang lama dengan perhitungan yakni :
𝑆𝑂𝐶𝑐𝑝,𝑡+1 = {𝑛𝑒𝑤_𝑆𝑂𝐶𝑐𝑝,𝑡 , 𝑛𝑒𝑤_𝑓𝑖𝑡𝑐𝑝,𝑡 < 𝑓𝑖𝑡𝑐𝑝,𝑡
𝑆𝑂𝐶𝑐𝑝,𝑡 , 𝑜𝑡ℎ𝑒𝑟𝑤𝑖𝑠𝑒 (2.15)
Proses ini akan dilakukan terus menerus hingga coyote dalam setiap kelompok telah dihitung. Akhirnya, kondisi sosial coyote yang paling baik
19
menyesuaikan diri dengan lingkungan dipilih dan digunakan sebagai solusi.
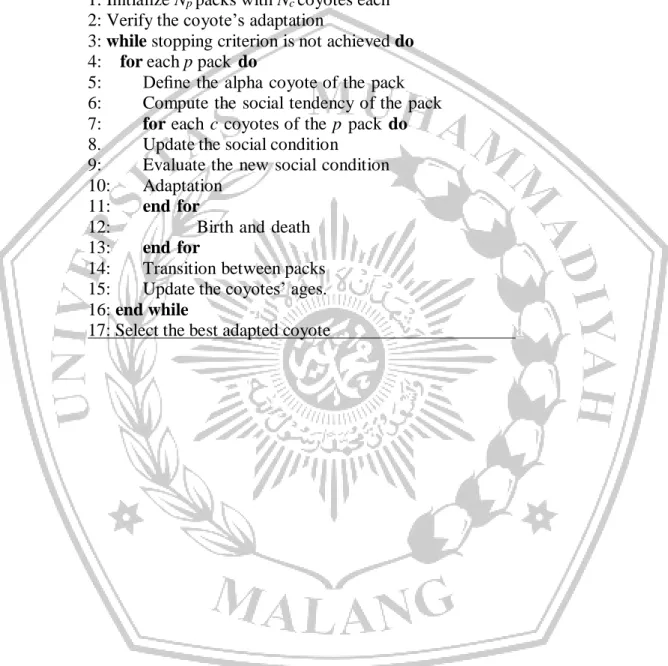
Kode pseudo COA dijelaskan dalam tabel 2.2.
Tabel 2.2 Pseudo Code Algoritma 2 Coyote Optimization Algorithm (COA) Algorithm 2 Pseudo code of the COA.
1: Initialize Np packs with Nc coyotes each 2: Verify the coyote’s adaptation
3: while stopping criterion is not achieved do 4: for each p pack do
5: Define the alpha coyote of the pack 6: Compute the social tendency of the pack 7: for each c coyotes of the p pack do 8. Update the social condition
9: Evaluate the new social condition 10: Adaptation
11: end for
12: Birth and death 13: end for
14: Transition between packs 15: Update the coyotes’ ages.
16: end while
17: Select the best adapted coyote a
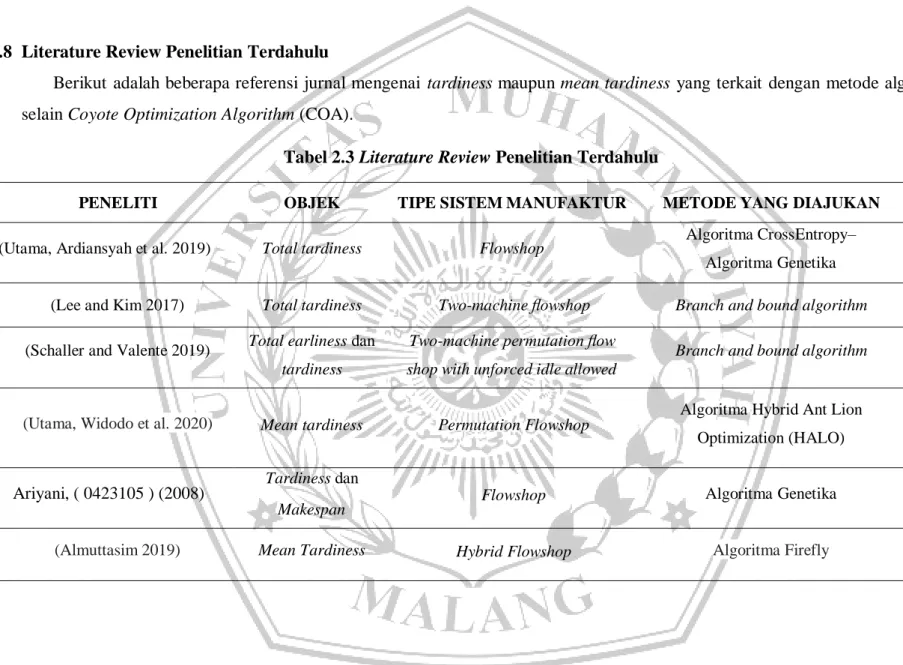
20 2.8 Literature Review Penelitian Terdahulu
Berikut adalah beberapa referensi jurnal mengenai tardiness maupun mean tardiness yang terkait dengan metode algoritma selain Coyote Optimization Algorithm (COA).
Tabel 2.3 Literature Review Penelitian Terdahulu
PENELITI OBJEK TIPE SISTEM MANUFAKTUR METODE YANG DIAJUKAN
(Utama, Ardiansyah et al. 2019) Total tardiness Flowshop Algoritma Cross Entropy–
Algoritma Genetika
(Lee and Kim 2017) Total tardiness Two-machine flowshop Branch and bound algorithm
(Schaller and Valente 2019) Total earliness dan tardiness
Two-machine permutation flow shop with unforced idle allowed
Branch and bound algorithm
(Utama, Widodo et al. 2020) Mean tardiness Permutation Flowshop Algoritma Hybrid Ant Lion Optimization (HALO)
Ariyani, ( 0423105 ) (2008) Tardiness dan
Makespan Flowshop Algoritma Genetika
(Almuttasim 2019) Mean Tardiness Hybrid Flowshop Algoritma Firefly
21
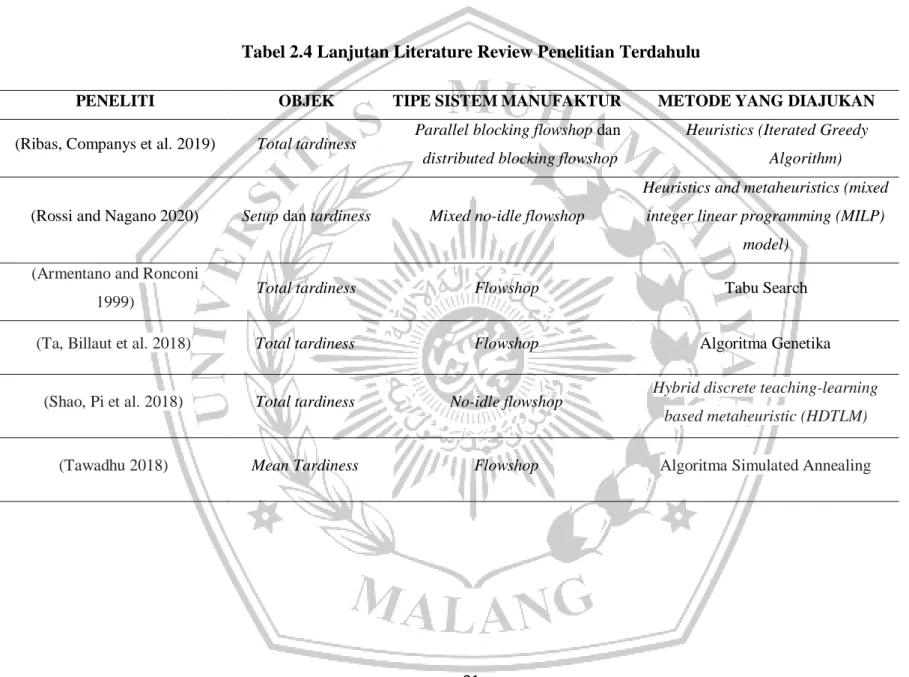
Tabel 2.4 Lanjutan Literature Review Penelitian Terdahulu
PENELITI OBJEK TIPE SISTEM MANUFAKTUR METODE YANG DIAJUKAN (Ribas, Companys et al. 2019) Total tardiness Parallel blocking flowshop dan
distributed blocking flowshop
Heuristics (Iterated Greedy Algorithm)
(Rossi and Nagano 2020) Setup dan tardiness Mixed no-idle flowshop
Heuristics and metaheuristics (mixed integer linear programming (MILP)
model) (Armentano and Ronconi
1999) Total tardiness Flowshop Tabu Search
(Ta, Billaut et al. 2018) Total tardiness Flowshop Algoritma Genetika
(Shao, Pi et al. 2018) Total tardiness No-idle flowshop Hybrid discrete teaching-learning based metaheuristic (HDTLM)
(Tawadhu 2018) Mean Tardiness Flowshop Algoritma Simulated Annealing