2. TINJAUAN PUSTAKA
2.1. Pengukuran Waktu Kerja
Tujuan pengukuran waktu kerja ini adalah untuk mendapatkan waktu baku penyelesaian dari suatu pekerjaan, dimana pengertiannya adalah waktu yang diperlukan secara wajar oleh seorang pekerja normal dalam menyelesaikan pekerjaannya yang dijalankan dengan menggunakan sistem kerja yang terbaik.
Kegunaan dari waktu baku tersebut yaitu: (Wignjosoebroto, 2000)
1. Menunjukkan output yang keluar yang dapat dihasilkan oleh seorang pekerja dalam kondisi normal dan wajar.
2. Menjadwalkan suatu produksi serta menetapkan anggaran yang dibutuhkan untuk produksi tersebut.
3. Merencanakan kebutuhan banyaknya tenaga kerja yang akan digunakan.
4. Memperkirakan biaya-biaya yang akan dikeluarkan untuk gaji tenaga kerja yang dipakai.
5. Merencanakan sistem pemberian bonus atau insentif.
Ada dua macam cara teknik dalam melakukan pengukuran waktu kerja yaitu pengukuran secara langsung dan pengukuran secara tidak langsung (Wignjosoebroto, 2000).
Pengukuran secara langsung dilakukan ketika suatu pekerjaan yang akan diukur dijalankan. Pengukuran secara langsung ini dapat dilakukan dengan menggunakan metode jam henti serta metode sampling kerja.
Sedangkan untuk pengukuran secara tidak langsung dilakukan tanpa pengamat harus berada di tempat pekerjaan tersebut yang akan diukur. Jadi hanya dengan menggunakan data-data waktu yang sudah ada saja. Pengukuran secara tidak langsung ini dapat dilakukan dengan menggunakan metode data waktu baku dan data waktu gerakan.
2.2. Penggunaan Metode Waktu Kerja Berdasarkan Pada Situasi dan kondisi 2.2.1. Metode Jam Henti
Metode Jam Henti ini paling sesuai digunakan apabila pada saat:
(Wignjosoebroto, 2000)
• Adanya siklus kerja yang berulang-ulang.
• Adanya kegiatan yang baru dapat dilakukan tanpa standar hingga proses pengukuran dilakukan.
• Adanya banyak model variasi dari proses kerja yang berbeda-beda antara yang satu dengan yang lainnya.
• Adanya elemen-elemen kerja pengendali proses dalam menyusun satu siklus kerja.
2.2.2. Metode Sampling Kerja
Metode Sampling Kerja ini paling sesuai digunakan apabila pada saat:
(Wignjosoebroto, 2000)
• Untuk menetapkan kelonggaran (allowance) akibat dari adanya delay pada suatu proses kerja.
• Dilakukan pengukuran untuk mengetahui seberapa jauh tingkat penggunaan mesin.
• Perhitungan waktu standar yang diperlukan oleh seorang pekerja yang memiliki aktivitas kerja yang bermacam-macam.
2.2.3. Metode Data Waktu Standar
Metode Data Waktu Standar ini paling sesuai dipakai apabila pada saat:
(Wignjosoebroto, 2000)
• Terdapat proses kerja yang sama antara jangka waktu pendek hingga panjang.
• Ada ketidakyakinan terhadap prosedur performance rating.
• Adanya ketidakyakinan atas konsistensinya waktu standar.
2.2.4. Metode Data Waktu Gerakan
Metode Data Waktu Gerakan ini sesuai digunakan apabila pada saat:
(Wignjosoebroto, 2000)
• Pekerjaan banyak dilakukan oleh pekerja / operator.
• Terdapat siklus kerja yang berulang-ulang dengan jangka waktu yang pendek hingga medium.
• Perlunya perencanaan metode kerja termasuk keseimbangan lintasan produksi.
• Terdapat juga ketidakyakinan atas prosedur performance rating.
• Terdapat juga ketidakyakinan atas konsistensinya waktu standar.
2.3. Perhitungan Waktu Kerja
2.3.1. Perhitungan Waktu Kerja Dengan Menggunakan Metode Jam Henti
Data waktu kerja dari aktifitas elemen kerja yang telah diperoleh kemudian diuji kenormalannya dengan menggunakan uji kolmogorov-smirnov dengan memakai software minitab. Kemudian setelah diuji kenormalannya dilakukan uji keseragaman data dimana uji keseragaman data ini bisa dilakukan dengan dua cara yaitu:
• Secara visual, yaitu dengan secara langsung melihat data secara visual, apakah data tersebut seragam atau masih terdapat adanya data pencilan.
• Dengan menggunakan peta kendali kontrol, dimana rumusnya adalah sebagai berikut:
BKA = X + k . σ
BKB = X – k . σ (2.1) Dengan nilai k = nilai Z dari α / 2. Untuk α = 5 % , k = 1,96
X = rata-rata
Setelah dilakukan uji keseragaman data langkah selanjutnya adalah dilakukan uji kecukupan data, dimana untuk uji kecukupan datanya digunakan rumus sebagai berikut:
• Untuk N < 30, rumusnya adalah:
2
.
' . ⎟
⎠
⎜ ⎞
⎝
=⎛ x k
t N s
(2.2) Keterangan: N = banyaknya jumlah data yang diambil
s = standar deviasi data yang diambil t = distribusi t pada α / 2 → v = N – 1
k = prosentase penerimaan X = α
x = rata-rata dari seluruh data yang telah diambil
• Untuk N ≥ 30, rumusnya adalah:
( )
2 2. 2
' ⎟⎟⎟
⎠
⎞
⎜⎜
⎜
⎝
⎛
∑
∑ − ∑
=
Xi Xi Xi
s N k N
(2.3) Xi = hasil pengukuran
jika N ≥ N’ berarti data yang diambil sudah cukup.
jika N < N’ berarti data yang diambil masih belum cukup, harus mengambil data lagi.
Setelah semua uji diatas dilakukan kemudian dilakukan langkah berikutnya yaitu menghitung waktu baku. Langkah-langkah perhitungan waktu bakunya adalah sebagai berikut: (Sutalaksana, 1979)
• Menghitung waktu siklus rata-rata dengan rumus sebagai berikut:
Ws = ∑Xi
N (2.4) Keterangan: Xi = data-data yang diambil
N = banyaknya jumlah data yang diambil
• Menghitung waktu normal dengan rumus sebagai berikut:
Wn = Ws x p (2.5) Keterangan: p = Tingkat Performansi (Performance Rating)
• Menghitung waktu baku dengan rumus sebagai berikut:
Wb = Wn × 100%
100% - %allowance (2.6) Umumnya allowance / kelonggaran dinyatakan dalam persen dari waktu normal.
2.3.2. Perhitungan Waktu Kerja Dengan Menggunakan Metode Sampling Kerja Data dari hasil sampling kerja kemudian diuji dengan uji keseragaman serta uji kecukupan data. Rumus uji keseragaman data dari sampling kerja:
(Niebel, 2003)
n q k p p
BKA ˆ.ˆ
ˆ+
=
n q k p p
BKB ˆ.ˆ
ˆ −
=
d
pˆ =
∑
pi ˆ)1
ˆ ( p
q= − (2.7) Keterangan:
BKA = Batas Kontrol Atas BKB = Batas Kontrol Bawah
k = nilai z dari α/2, dimana α = (1 - tingkat kepercayaan) n = jumlah pengamatan yang dilakukan pada hari ke-i pi = persentase terjadinya kegiatan yang diamati di hari ke-I d = jumlah hari pengamatan
= Kerja Produktif (%) pˆ
qˆ = Kerja Non-Produktif (%)
Sedangkan untuk menguji kecukupan data pada sampling kerja ini digunakan rumus sebagai berikut: (Niebel, 2003)
2
2
) (
.ˆ .ˆ
* s
q p
N = k (2.8)
Keterangan:
N* = jumlah pengamatan minimal yang harus dilakukan untuk sampling kerja
k = nilai z dari α/2, dimana α = (1 - tingkat kepercayaan) s = tingkat ketelitian yang diinginkan
Setelah diuji kecukupan datanya, kemudian langkah selanjutnya sama dengan yang dilakukan pada metode jam henti yaitu menghitung waktu baku dengan data allowance yang telah diperoleh dari sampling kerja.
2.4. Performance Rating (Tingkat Performansi)
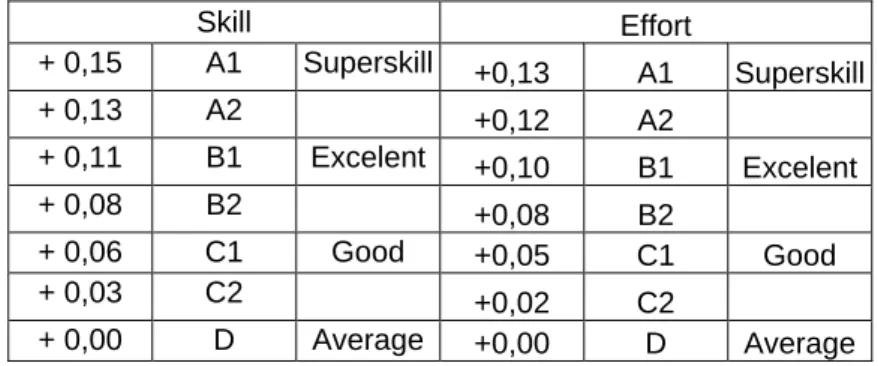
Tingkat performansi (Performance Rating) adalah waktu baku dimana ada kewajaran dalam bekerja (Wn). Terdapat beberapa macam metode untuk menentukan tingkat performansi (Performance Rating). Salah satunya yaitu metode westinghouse (Niebel, 2003), dimana pada metode westinghouse ini dipertimbangkan empat faktor utama dalam mengevaluasi performance kinerja seorang pekerja, yaitu ketrampilan (skill), usaha (effort), kondisi (condition), dan konsistensi (consistency). Ketrampilan (skill) didefinisikan kecakapan pekerja dalam mengerjakan metode yang diberikan dan berhubungan dengan pengalaman kerja. Usaha (effort) didefinisikan suatu hal yang menunjukkan kemampuan seorang pekerja untuk bekerja secara efektif, sedangkan usaha itu sendiri ditunjukkan oleh kecepatan pada tingkat kemampuan yang dimiliki oleh seorang pekerja. Kondisi (condition) didefinisikan prosedur performance rating yang berakibat pada pekerja dan bukan pada proses operasi. Kondisi ini meliputi kondisi fisik lingkungan kerja seperti keadaan pencahayaan, temperatur udara dan kebisingan ruangan, dan masih banyak lagi. Konsistensi (consistency) perlu diperhatikan karena pada kenyataannya setiap pengukuran tidak pernah mencatat semua angka sama, waktu penyelesaian yang ditunjukkan pekerja selalu berubah dari satu siklus ke siklus yang lain. Suatu konsistensi dikatakan perfect jika waktu penyelesaian tetap setiap saat.
Tabel 2.1. Performance Rating Sistem Westinghouse
Skill Effort
+ 0,15 A1 Superskill +0,13 A1 Superskill + 0,13 A2 +0,12 A2
+ 0,11 B1 Excelent +0,10 B1 Excelent + 0,08 B2 +0,08 B2
+ 0,06 C1 Good +0,05 C1 Good + 0,03 C2 +0,02 C2
+ 0,00 D Average +0,00 D Average
Tabel 2.1. Performance Rating Sistem Westinghouse (Sambungan)
Skill Effort
- 0,05 E1 Fair -0,04 E1 Fair - 0,10 E2 -0,08 E2
- 0,16 F1 Poor -0,12 F1 Poor - 0,22 F2 -0,17 F2
Condition Consistency
+0,06 A Ideal +0,04 A Ideal +0,04 B Excelent +0,03 B Excelent +0,02 C Good +0,01 C Good
0,00 D Average 0,00 D Average -0,03 E Fair -0,02 E Fair -0,07 F Poor -0,04 F Poor
Sumber : Niebel, 2003
2.5. Allowance (kelonggaran)
Pada umumnya kelonggaran (allowance) yang diberikan meliputi tiga hal yaitu: (Sutalaksana, 1979)
1. Kelonggaran untuk kebutuhan pribadi (personal needs)
Kebutuhan pribadi misalnya seperti minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, mengobrol dan bersenda gurau dengan teman sekerja untuk menghilangkan ketegangan atau kejemuan dalam kerja.
Besarnya allowance pada kondisi kerja normal pria memerlukan 2 – 2.5% dan wanita 5%.
2. Kelonggaran untuk menghilangkan rasa lelah (Fatique)
Kelonggaran ini diberikan karena adanya kelelahan fisik dan mental setelah bekerja beberapa waktu lamanya. Beberapa faktor yang mengakibatkan timbulnya kelelahan ini adalah:
• Kondisi kerja
• Sifat dari pekerjaan
• Kesehatan pekerja, fisik dan mental
3. Kelonggaran untuk hambatan-hambatan yang tidak dapat terabaikan (Unavoidable Delay)
Kelonggaran dengan sifat seperti ini baru diberikan untuk elemen-elemen usaha yang berhenti karena hal yang tidak dapat dihindarkan seperti misalnya:
• Menerima atau meminta petunjuk kepada pengawas
• Melakukan penyesuaian mesin
• Memperbaiki kemacetan singkat seperti mengganti alat potong yang patah, memasang kembali ban yang lepas, dan sebagainya
• Mengasah peralatan potong
• Mengambil alat-alat khusus atau bahan-bahan khusus dari gudang
• Kesalahan pemakaian alat atau bahan
• Mesin berhenti karena matinya aliran listrik
Ada beberapa cara untuk melakukan pengukuran kelonggaran tersebut antara lain:
• Pengamatan secara langsung dan langsung dicatat waktu menganggurnya
• Metode sampling
• Tabel
2.6. Produktifitas
2.6.1. Pengertian Produktifitas
Kata “Produktifitas” muncul pertama kali dalam artikel yang ditulis oleh Quesnay pada tahun 1766. Kemudian pada tahun 1883, Littre mendefinisikan produktifitas sebagai “kemampuan menciptakan” yang berarti keinginan untuk menghasilkan sesuatu. Pengertian produktifitas menurut Gordon K.C. Chen adalah perbandingan antara output yang diproduksi dengan unit sumberdaya yang digunakan selama proses berlangsung. Output yang diukur tersebut merupakan output produksi sedangkan untuk inputnya adalah segala bentuk sumberdaya yang digunakan dalam proses. Pada tahun 1950, Organization for European Economic Cooperation (OEEC) mendefinisikan produktifitas secara lebih formal yaitu:
“Produktifitas adalah hasil bagi antara keluaran dengan salah satu faktor produksi”.(Sumanth, 1984)
Untuk memperbesar / meningkatkan produktifitas dapat dilakukan dengan cara: (Sumanth, 1984)
• Menaikkan / memperbesar jumlah produksi (output) dengan menggunakan sumber daya (input) dalam jumlah yang sama (tetap).
• Mengurangi / menurunkan penggunaan sumber daya (input) dengan jumlah produksi (output) yang sama (tetap).
• Menaikkan / memperbesar jumlah produksi (output) serta menurunkan / mengurangi penggunaan sumber daya (input).
• Menurunkan / mengurangi penggunaan sumber daya (input) dengan tajam (dalam jumlah besar) serta menurunkan / mengurangi jumlah produksi (output).
• Menaikkan / memperbesar jumlah produksi (output) dengan tajam (dalam jumlah besar) dan menaikkan / memperbesar pula penggunaan sumber daya (input).
Digunakan yang
Sumber
Didapat yang
Hasil (Input)
Masukan
(Output) Keluaran
tas
Produktifi = =
2.6.2. Siklus Produktifitas (Sumanth, 1984)
Cara yang banyak digunakan untuk memperbaiki produktifitas perusahaan adalah melalui suatu rangkaian kegiatan yang terus-menerus.
Rangkaian tersebut disebut dengan siklus produktifitas. Siklus produktifitas menurut Sumanth dibagi dalam empat tahap yaitu:
• Pengukuran produktifitas.
• Evaluasi produktifitas.
• Perencanaan produktifitas.
• Peningkatan produktifitas.
Peningkatan Produktifitas
Pengukuran Produktifitas
Evaluasi Produktifitas
Perencanaan Produktifitas
Gambar 2.1. Siklus Produktifitas Sumber : Sumanth, 1984
Siklus ini berkesinambungan dan berulang-ulang, sehingga didapatkan hasil optimal sesuai dengan apa yang diharapkan. Langkah awal dari siklus tersebut adalah pengukuran produktifitas yang hasilnya akan dievaluasi untuk mengetahui sampai sejauh mana hasil yang telah dicapai pada saat ini. Dari hasil evaluasi tersebut, kemudian direncanakan langkah-langkah untuk mencapai sasaran yang lebih baik, baik itu untuk jangka pendek maupun untuk jangka panjang. Setelah itu, dilakukan tindakan-tindakan untuk mencapai sasaran peningkatan produktifitas yang telah ditetapkan (Sumanth, 1984).
Keempat tahap siklus produktifitas di atas ini merupakan suatu siklus yang berlanjut dan berkesinambungan sepanjang program produktifitas masih dijalankan. Dengan catatan jika kondisi di perusahaan tetap, maka model pengukurannya bisa tetap. Tetapi jika kondisi di perusahaan ada perubahan maka model pengukurannya juga berbeda (Parung, 1999).
2.6.3. Jenis Pengukuran Produktifitas
Menurut (Sumanth, 1984), pengukuran produktifitas dapat dibedakan menjadi tiga tipe dasar produktifitas berdasarkan ruang lingkupnya yaitu:
1. Produktifitas Parsial, dimana produktifitas ini adalah rasio dari output dengan satu jenis input. Salah satu contohnya adalah produktifitas tenaga kerja (rasio antara output dengan input tenaga kerja).
Keuntungan dari pengukuran produktifitas parsial ini adalah:
• Mudah dimengerti.
• Data mudah diperoleh.
• Indeks produktifitas mudah dihitung.
• Mudah diterima oleh manajemen karena ketiga keuntungan di atas.
• Produktifitas parsial ini menunjukkan keseluruhan data yang ada di perusahaan.
• Sebagai alat diagnosis yang baik untuk bagian-bagian yang perlu diperbaiki produktifitasnya, juga dapat dipakai sebagai indikator produktifitas total.
Keterbatasan pengukuran produktifitas parsial ini adalah:
• Bila digunakan tersendiri, dapat merugikan perusahaan dari segi biaya.
• Tidak dapat menjelaskan terjadinya kenaikan biaya total perusahaan.
• Mempunyai kecenderungan untuk menyalahkan suatu area yang menjadi kontrol manajemen.
• Perbaikan produktifitas hanya pada bagian yang diukur.
2. Produktifitas Total Faktor, adalah rasio dari output bersih terhadap jumlah dari input tenaga kerja dan input modal. Output bersih merupakan selisih dari output total dengan jumlah peralatan dan jasa yang dibeli.
Keuntungan dari produktifitas total faktor adalah:
• Data dari perusahaan relatif mudah diperoleh.
• Dapat dianalisis dari sudut pandang ekonomi, karena menyangkut sebagian besar keadaan ekonomi perusahaan.
Keterbatasan dari produktifitas total faktor ini adalah:
• Tidak banyak pengaruh terhadap input bahan baku dan energi.
• Sulit untuk dianalisa oleh pihak manajemen perusahaan.
• Data untuk membandingkan produktifitas cukup sulit diperoleh.
3. Produktifitas Total, adalah rasio dari total output dengan total input. Jadi pengaruh semua faktor input terhadap total output dapat diukur.
Keuntungan produktifitas total adalah:
• Memperhatikan semua faktor input yang mempengaruhi output, sehingga bisa menunjukkan kondisi ekonomi perusahaan secara lebih akurat.
• Profit yang dapat dihasilkan merupakan keuntungan besar perusahaan.
• Bila digunakan dengan produktifitas parsial dapat mengarah pada arah yang tepat.
• Analisis sensitivitas dapat dengan mudah dilaksanakan.
• Mudah dihubungkan dengan total biaya.
Keterbatasan produktifitas total adalah:
• Data untuk perhitungan relatif lebih sulit untuk diperoleh.
• Juga tidak dapat mengukur faktor tidak nyata dari output dan input.
2.6.4. Pengukuran Produktifitas Parsial Tenaga Kerja
Produktifitas parsial tenaga kerja adalah rasio dari output dengan input tenaga kerja. Pada penelitian kali ini hanya akan dilakukan pengukuran produktifitas pada sisi tenaga kerja saja. Angka kunci pada pengukuran produktifitas tenaga kerja adalah Gross margin dibagi dengan Total Wages.
Adapun beberapa tindakan yang dapat dilakukan untuk perbaikan produktifitas tenaga kerja ini antara lain pendidikan dan latihan, perancangan sistem kerja, gaji yang sesuai, motivasi, lingkungan kerja, dan lain-lain.
Kerja Tenaga Input
Output Kerja
Tenaga tas
Produktifi =
2.7. Pemodelan Sistem 2.7.1. Sistem
Sistem merupakan kumpulan dari beberapa entity seperti orang atau mesin yang saling bergantung dan berinteraksi satu dengan yang lain dalam mencapai suatu tujuan akhir (Schmidt and Taylor, 1970). Simulasi merupakan pendekatan dari bentuk perwakilan dari semua operasi yang terjadi pada sistem nyata. Adapun beberapa tujuan dari simulasi adalah sebagai berikut:
• Menganalisa keadaan sistem sekarang untuk melihat kekurangan-kekurangan yang ada.
• Memberikan usulan dan masukan yang berguna dalam pengembangan sistem yang telah ada.
• Memberikan satu atau beberapa alternatif perancangan sistem yang baru.
2.7.2. Independensi Data
Independensi data merupakan salah satu bentuk pengujian terhadap data untuk mengetahui ada atau tidaknya ketergantungan antara data yang satu dengan data yang lainnya dalam kumpulan data yang masih sama. Data yang akan digunakan dalam pembuatan model harus berupa data yang independen, maksudnya tidak ada saling ketergantungan antara data satu dengan data yang lain. Dari hasil plot data yang dilakukan, suatu data dikatakan independen apabila
data yang diplot tersebut membentuk suatu pola yang acak. Sedangkan apabila data dikatakan dependen jika data yang diplot tersebut membentuk suatu pola tertentu.
2.7.3. Fitting Distribution (Pendugaan Distribusi)
Data yang telah diperoleh hendaknya diketahui polanya. Untuk mengetahui pola data yang telah diperoleh, maka dilakukanlah distribusi fitting atau pendugaan distribusi dengan uji chi-square atau uji kolmogorov-smirnov.
Pengolahan data ini dapat menggunakan software statgraph. Adapun hipotesa yang digunakan dalam distribusi fitting ini adalah:
Ho : Data berdistribusi tertentu Hı : Data tidak berdistribusi tertentu
Untuk menentukan uji mana yang akan digunakan, dapat dilihat dari nilai expected frekuensi-nya. Apabila nilai expected frekuensi-nya ≥ 5, maka menggunakan uji chi-square. Sedangkan jika nilai expected frekuensi-nya < 5, maka menggunakan uji kolmogorov-smirnov. Dengan uji chi-square, dapat dilihat dari perbandingan antara nilai P-value dengan α, apabila nilai P-value > α maka gagal tolak Ho. Begitu pula sebaliknya. Dengan menggunakan uji kolmogorov- smirnov, dapat dilihat dari perbandingan antara nilai modified form dengan Dtabel. Apabila nilai modified form > Dtabel maka tolak Ho.
2.7.4. Steady State
Kondisi steady state merupakan kondisi dimana keadaan simulasi yang kita buat telah mencapai suatu pola yang stabil. Sebelum suatu sistem mencapai dalam keadaan stabil maka harus diketahui terlebih dahulu warm-up time-nya.
Warm-up time adalah masa saat suatu simulasi dimulai hingga tepat pertama kali mengalami keadaan stabil. Untuk mengetahui apakah simulasi yang kita jalankan dikatakan dalam kondisi stabil atau belum dapat dilihat dengan membuat plot jumlah output dalam jangka waktu tertentu. Hasil plot tersebut dapat digunakan untuk mengetahui berapa lama waktu yang dibutuhkan untuk membuat sistem dalam keadaan stabil.
2.7.5. Replikasi
Replikasi dilakukan untuk mengetahui nilai rata-rata konsisten dari output. Untuk mengetahui jumlah replikasi yang harus dilakukan, maka replikasi awal yang telah dilakukan harus diuji dengan menggunakan rumus replikasi.
Rumus replikasi tersebut sebagai berikut: (Jerry Banks, Hal 491)
2 1 2,
.
⎟⎟
⎟
⎠
⎞
⎜⎜
⎜
⎝
⎛
≥ −
e S t
R
V o α
(2.9) Keterangan:
R = Jumlah replikasi yang harus dilakukan.
So = Standar deviasi yang didapat dari replikasi awal.
e = error yang diinginkan.
2.7.6. Verifikasi
Verifikasi merupakan perbandingan antara model konsep dengan model yang diterapkan atau diimplementasikan pada komputer. Verifikasi dapat dilakukan dengan memeriksakan model yang telah kita buat kepada orang yang juga mengerti akan model tersebut. Verifikasi dikatakan berhasil jika program dapat dijalankan dengan baik dan hasil pemeriksaan dari orang yang mengerti model ini sesuai dengan kenyataan sehingga model tersebut benar.
2.7.7. Validasi
Validasi merupakan suatu proses yang dilakukan untuk mengetahui apakah model yang dibuat dapat mendekati sistem kenyataan yang terjadi sesungguhnya. Uji validasi ini dapat dilakukan dengan menggunakan software minitab dengan uji two-sample t-test. Suatu model dikatakan sesuai dengan kenyataan apabila output dari model memiliki rata-rata hampir sama dengan output kenyataan. Beberapa cara proses validasi antara lain:
• Membandingkan keadaan model dengan keadaan sesungguhnya.
• Membandingkan hasil output model dengan output kenyataan.
• Melakukan tes wawancara dengan kepala bagian sistem yang mengerti model yang telah dibuat.