II. LANDASAN TEORI
Berdasarkan dari permasalahan-permasalahan yang sudah dijelaskan di atas maka teori yang dijadikan dasar dari penyusunan landasan teori ini adalah mengenai pengukuran waktu baku, peta tangan kiri dan peta tangan kanan, dan teori seputar PPIC (Planning Production and Inventory Control). Sebelum masuk ke dalam tujuan pengukuran waktu baku terlebih dahulu harus diketahui pengertian dari waktu baku itu sendiri. Di sini pengertian dari waktu baku adalah waktu yang diperlukan oleh seorang pekerja normal untuk menyelesaikan pekerjaan yang dijalankan dengan sistem kerja yang terbaik.
2.1. Pengukuran Waktu Baku
Tujuan dari pengukuran waktu baku adalah untuk mendapatkan waktu baku penyelesaian pekerjaan yaitu waktu yang dibutuhkan oleh seorang pekerja normal untuk menyelesaikan pekerjaan yang dijalankan dengan sistem kerja yang terbaik.
Kegunaan waktu baku:
1. Perencanaan kebutuhan tenaga kerja.
2. Perhitungan biaya-biaya untuk upah karyawan.
3. Penjadwalan produksi dan penganggaran.
4. Perencanaan sistem pemberian bonus dan insentif.
5. Menunjukkan keluaran (output) yang mampu dihasilkan oleh seorang pekerja.
Teknik-teknik pengukuran kerja:
1. Pengukuran langsung, yaitu pengukuran waktu yang dilakukan pada saat pekerjaan yang diukur dijalankan. Metode yang digunakan antara lain:
a. Jam henti
b. Sampling pekerjaan
2. Pengukuran tidak langsung, yaitu pengukuran waktu kerja yang dilakukan di mana pengamat tidak harus berada di tempat pekerjaan yang diukur. Metode yang digunakan antara lain:
a. Data waktu baku b. Data waktu gerakan
Langkah- langkah pengukuran waktu dengan metode jam henti:
1. Mengamati dan mencatat waktu siklus tiap pekerjaan dengan menggunakan jam henti. Setelah itu melakukan uji kenormalan data, pengujian ini dapat dilakukan dengan bantuan software Minitab menggunakan uji Kolmogorov- Smirnov dengan tingkat kepercayaan 95% dan derajat ketelitian 5%.
2. Melakukan uji keseragaman data dengan menggunakan peta kendali.
BKA = x + ks BKB = x – ks Di mana:
BKA : Batas Kontrol Atas BKB : Batas Kontrol Bawah x : nilai rata-rata
k : nilai Z dari a/2 s : standar deviasi
3. Melakukan uji kecukupan data
Apabila N > N’ maka dapat dikatakan data cukup namun apabila N < N’
berarti data kurang dan harus melakukan pengambilan data lagi
• Untuk data dengan N < 30 maka digunakan rumus di bawah ini:
N’ =
2
. .
x k
t
s ( 2.1 )
Di mana:
N’ = data yang harus diambil supaya data dinyatakan cukup S = standar deviasi
t = distribusi t pada a/2 dengan v = n-1 k = prosentase penerimaan x = a
• Untuk data dengan N = 30 maka digunakan rumus di bawah ini:
N’ = 40 2
( )
2 2
−
∑ ∑ ∑
Xi
Xi Xi
N ( 2.2 )
4. Menghitung waktu baku
• Menghitung waktu siklus Ws =
N
∑
Xi ( 2.3 )Di mana:
Ws = waktu siklus
∑Xi = total waktu kerja N = jumlah data
• Menghitung waktu normal
Wn = Ws x p ( 2.4 )
Di mana:
Wn = waktu normal
p = performance rating (faktor penyesuaian)
• Menghitung waktu baku Wb = Wn
allowance
%
% 100
% 100
× − ( 2.5 )
Di mana:
Wb = waktu baku
Allowance = faktor kelonggaran
• Menghitung output baku
Ob = 3600
Wb
1 × detik ( 2.6 )
Di mana:
Ob = output baku Wb = waktu baku
2.2. Performance rating
2.2.1. Maksud melakukan penyesuaian
Pada saat pengukuran waktu kerja berlangsung akan ada ketidakwajaran yang dilakukan oleh operator sehingga mempengaruhi kecepatan kerja yang berakibat terlalu singkat atau terlalu panjangnya waktu penyelesaian. Sedangkan yang diinginkan pada waktu baku adalah waktu yang diperoleh dari kondisi dan cara kerja yang baku yang diselesaikan secara wajar, oleh karena itu dilakukan penyesuaian. Biasanya penyesuaian dilakukan dengan mengalikan waktu siklus dengan faktor penyesuaian sehingga didapatkan waktu yang sewajarnya atau waktu normal.
2.2.2. Konsep Bekerja Wajar
Biasanya melalui pengamatan yang dilakukan di lapangan, pengukur dapat melihat wajar atau tidaknya seorang operator bekerja. Dalam kehidupan sehari- hari pun hal ini sering bisa kita rasakan yaitu bila di suatu waktu melihat seorang yang seorang yang sedang bekerja. Dalam waktu yang tidak terlalu lama dapat menyatakan , misalnya orang tersebut bekerjanya lambat atau sangat cepat.
Ini tidak lain berarti kita telah membandingkan sesuatu dengan sesuatu yang lain yang wajar, walaupun yang ditulis terakhir tidak selalu mudah untuk dinyatakan.
Ketepatan penilaian pengukur akan lebih teliti bila dia telah cukup berpengalaman apalagi bila bagi jenis pekerjaan yang sedang diukur. Memang pengalaman banyak menentukan, karena melalui pengalamanlah mata dan indera lain akan terlatih dalam memberikan penilaian. Semakin berpengalaman seorang pengukur, semakin pekalah inderanya dalam melakukan penyesuaian.
Untuk memudahkan pemilihan konsep wajar, seorang pengukur dapat mempelajari bagaimana bekerjanya seorang operator yang dianggap normal itu yaitu jika seorang operator yang dianggap berpengalaman bekerja tanpa usaha- usaha yang berlebihan sepajang hari bekerja, menguasai cara kerja yang ditetapkan, dan menunjukkan kesungguhan dalam menjalankan pekerjaannya.
Di samping konsep-konsep yang dikemukakan oleh International Labour Organization ini, terdapat juga konsep yang lebih terperinci yaitu yang
dikemukakan oleh Lawry Maynard dan Stegemarten melalui cara penyesuaian Westinghouse. Mereka berpendapat bahwa ada empat factor yang menyebabkan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi.
Walaupun usaha-usaha membakukan konsep bekerja wajar telah dilakukan, namun penyesuaian tetap tampak sebagai suatu yang subyektif.
Memang hal inilah yang dipandang sebagai kelemahan pengukuran waktu dilihat secara alamiah. Namun bagaimanapun penyesuaian harus dilakukan karena ketidakwajaran yang menghasilkan ketidaknormalan data merupakan sesuatu hal yang biasa terjadi.
2.2.3. Cara Menentukan Performance Rating (faktor Penyesuaian)
Cara yang pertama dilakukan adalah cara persentase yang merupakan cara yang paling awal digunakan dalam melakukan penyesuaian. Di sini besarnya faktor penyesuaian sepenuhnya ditentukan oleh pengukur melalui pengamtannya selama melakukan pengukuran. Jadi sesuai dengan pengukuran dia menentukan harga p yang menurut pendapatnya akan menghasilkan waktu normal bila harga ini dikalikan dengan waktu siklus. Misalnya si pengukur berpendapat bahwa p = 110%. Jika waktu siklusnya telah terhitung sama dengan 14,6 menit, maka waktu normalnya:
Wn = 14,6 x 1,1 = 16,6 menit
Terlihat bahwa penyesuaiannya diselesaikan dengan cara yang sangat sederhana. Memang cara ini merupakan cara yang paling mudah dan sederhana, namun segera pula terlihat adanya kekurangan ketelitian sebagai akibat dari
“kasarnya” cara penilaian. Bertolak dari kelemahan ini dikembangkanlah cara- cara lain yang dipandang sebagai cara yang lebih obyektif. Cara-cara ini umumnya memberikan “patokan” yang dimaksudkan untuk mengarahkan penilaian pengukur terhadap kerja operator. Salah satunya adalah metode Westinghouse.
Cara Westinghouse mengarahkan penilaian pada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi. Setiap faktor terbagi ke dalam kelas-kelas dengan nilainya masing- masing.
Keterampilan atau skill didefinisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan. Latihan dapat meningkatkan keterampilan, tetapi hanya sampai pada tingkat tertentu saja, tingkat mana merupakan kemampuan maksimal yang dapat diberikan pekerja yang bersangkutan. Secara psikologis keterampilan merupakan aptitude untuk pekerjaan yang bersangkutan.
Keterampilan dapat juga menurun yaitu bila telah terlampau lama tidak menangani pekerjaan tersebut, atau karena sebab-sebab lain seperti karena kesehatan yang terganggu, rasa fatique yang berlebihan, pengaruh lingkungan sosial dan sebagainya.
Untuk keperluan penyesuaian keterampilan dibagi menjadi enam kelas dengan ciri-ciri dari setiap kelas seperti yang dikemukakan berikut ini:
Super Skill:
1. Secara bawaan cocok sekali dengan pekerjaannya.
2. Bekerja dengan sempurna.
3. Tampak seperti telah terlatih dengan sangat baik.
4. Gerakan- gerakannya halus tetapi sangat cepat sehingga sulit untuk diikuti.
5. Kadang-kadang terkesan tidak berbeda dengan gerakan- gerakan mesin.
6. Perpindahan dari satu elemen pekerjaan ke elemen lainnya tidak terlampau terlihat karena lancarnya.
7. Tidak terkesan adanya gerakan- gerakan berpikir dan merencana tentang apa yang dikerjakan (sudah sangat otomatis).
8. Secara umum dapat dikatakan bahwa pekerja yang bersangkutan adalah pekerja yang baik.
Excellent Skill:
1. Percaya pada diri sendiri.
2. Tampak cocok pada pekerjaannya.
3. Terlihat telah terlatih dengan baik.
4. Bekerjanya teliti dengan tidak banyak melakukan pengukuran- pengukuran atau pemeriksaan-pemeriksaan.
5. Gerakan- gerakan kerjanya beserta urutan-urutannya dijalankan tanpa kesalahan.
6. Menggunakan peralatan dengan baik.
7. Bekerjanya cepat tanpa mengorbankan mutu.
8. Bekerjanya cepat tetapi halus.
9. Bekerja berirama dan terkoordinasi.
Good Skill:
1. Kualitas hasil baik.
2. Bekerjanya tampak lebih baik daripada kebanyakan pekerja pada umumnya.
3. Dapat memberi petunjuk-petunjuk pada pekerja lain yang keterampilannya lebih rendah.
4. Tampak jelas sebagai pekerja yang cakap.
5. Tidak memerlukan banyak pengawasan.
6. Tiada keragu-raguan.
7. Bekerjanya “stabil”.
8. Gerakan- gerakannya terkoordinasi dengan baik.
9. Gerakan- gerkannya cepat.
Average Skill:
1. Tampak adanya kepercayaan pada diri sendiri.
2. Gerakannya cepat tapi tidak lambat.
3. Terlihat adanya pekerjaan–pekerjaan yang perencanaan.
4. Tampak sebagai pekerja yang cakap.
5. Gerakan- gerakannya cukup menunjukkan tiadanya keragu-raguan . 6. Mengkoordinasi tangan dan pikiran dengan cukup baik.
7. Tampak cukup terlatih dan karenanya mengetahui seluk beluk pekerjaannya.
8. Bekerjanya cukup teliti.
9. Secara keseluruhan cukup memuaskan.
Fair Skill:
1. Tampak terlatih tetapi belum cukup baik.
2. Mengenal peralatan dan lingkungan secukupnya.
3. Terlihat adanya perencanaan-perencanaan sebelum melakukan gerakan.
4. Tidak mempunyai kepercayaan diri yang cukup.
5. Tampaknya seperti tidak cocok dengan pekerjaannya tetapi telah ditempatkan di pekerjaan itu sejak lama.
6. Mengetahui apa yang dilakukan dan harus dilakukan tetapi tampak tidak selalu yakin.
7. Sebagian waktu terbuang karena kesalahan-kesalahan sendiri.
8. Jika tidak bekerja dengan sungguh-sungguh outputnya akan sangat rendah.
9. Biasanya tidak ragu-ragu dalam menjalankan gerakan- gerakannya.
Poor Skill:
1. Tidak bisa mengkoordinasikan tangan dan pikiran.
2. Gerakan- gerakannya kaku.
3. Kelihatan ketidakyakinannya pada urut-urutan gerakan.
4. Seperti yang tidak terlatih untuk pekerjaan yang bersangkutan.
5. Tidak terlihat adanya kecocokan dengan pekerjaannya.
6. Ragu-ragu dalam menjalankan gerakan-gerakan kerja.
7. Sering melakukan kesalahan-kesalahan.
8. Tidak adanya kepercayaan pada diri sendiri.
9. Tidak bisa mengambil inisiatif sendiri.
Usaha atau effort didefinisikan sebagai kesungguhan yang ditunjukkan atau diberikan operator ketika melakukan pekerjaannya. Untuk keperluan
penyesuaian keterampilan dibagi menjadi enam kelas dengan ciri-ciri dari setiap kelas seperti yang dikemukakan berikut ini:
Excessive Effort:
1. Kecepatan sangat berlebihan.
2. Usahanya sangat bersungguh-sungguh tetapi dapat membahayakan kesehatannya.
3. Kecepatan yang ditimbulkannya tidak dapat dipertahankan sepanjang hari kerja.
Excellent Effort:
1. Jelas terlihat kecepatan kerjanya yang tinggi.
2. Gerakan- gerakan lebih ekonomis dari operator lain.
3. Penuh perhatian pada pekerjaannya.
4. Banyak memberi saran-saran.
5. Menerima saran-saran dan petunjuk dengan senang.
6. Percaya kepada kebaikan maksud pengukuran waktu.
7. Tidak dapat bertahan lebih dari beberapa hari.
8. Bangga atas kelebihannya.
9. Gerakan- gerakan yang salah terjadi sangat jarang sekali.
10. Bekerjanya sistematis.
11. Karena lancarnya, perpindahan dari satu elemen ke elemen lain tidak terlihat.
Good Effort:
1. Bekerja berirama.
2. Saat–saat menganggur sangat sedikit, bahkan kadang-kadang tidak ada.
3. Penuh perhatian pada pekerjaannya.
4. Senang pada pekerjaannya.
5. Kecepatannya baik dan dapat dipertahankan sepanjang hari.
6. Percaya kepada kebaikan maksud pengukuran waktu.
7. Menerima saran-saran dan petunjuk dengan senang.
8. Dapat memberi saran-saran untuk perbaikan kerja.
9. Tempat kerjanya diatur baik dan rapih.
10. Menggunakan alat-alat yang tepat dengan baik.
11. Memelihara dengan baik kondisi peralatan.
Average Effort:
1. Tidak sebaik good, tetapi lebih baik dari poor.
2. Bekerja dengan stabil.
3. Menerima saran-saran tetapi tidak melaksanakannya.
4. Set up dilaksnakan dengan baik.
5. Melakukan kegiatan-kegiatan perencanaan.
Fair Effort:
1. Saran-saran perbaikan diterima dengan kesal.
2. Kadang-kadang perhatian tidak ditujukan pada pekerjaanya.
3. Kurang sungguh-sungguh.
4. Tidak mengeluarkan tenaga dengan secukupnya.
5. Terjadi sedikit penyimpangan dari cara kerja baku.
6. Alat-alat yang dipakainya tidak selalu yang terbaik.
7. Terlihat adanya kecenderungan kurang perhatian pada pekerjaannya.
8. Terlampau hati- hati.
9. Sistematika kerjanya sedang-sedang saja.
10. Gerakan- gerakannya tidak terencana.
Poor Effort :
1. Banyak membuang-buang waktu.
2. Tidak memperhatikan adanya minat bekerja.
3. Tidak mau menerima saran-saran.
4. Tampak malas dan lambat bekerja.
5. Melakukan gerakan- gerakan yang tidak perlu untuk mengambil alat- alat dan bahan-bahan.
6. Tempat kerjanya tidak diatur rapih.
7. Tidak peduli pada cocok tidaknya peralatan yang bisa dipakai.
8. Mengubah- ubah sendiri tata letak tempat kerja yang telah diatur.
9. Set up kerjanya terlihat tidak baik.
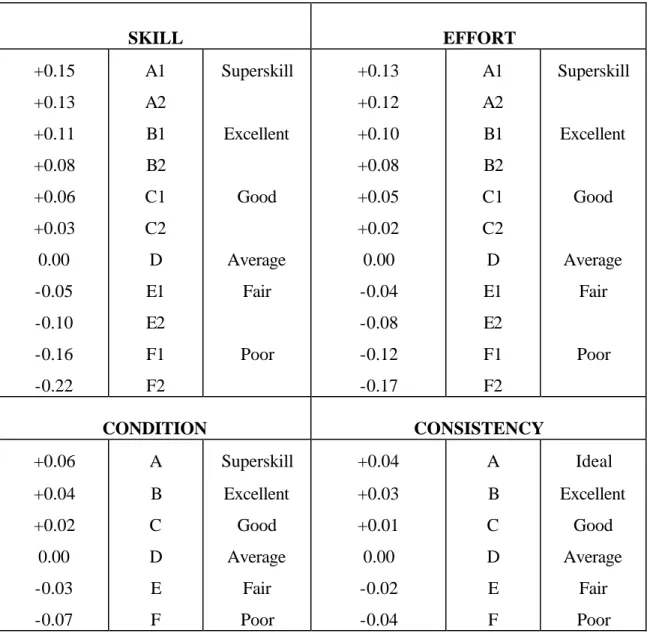
Dari penjelasan di atas mengenai performance rating dapat dilihat pada tabel di bawah ini:
Tabel 2.1 Performance Rating
SKILL EFFORT
+0.15 A1 Superskill +0.13 A1 Superskill
+0.13 A2 +0.12 A2
+0.11 B1 Excellent +0.10 B1 Excellent
+0.08 B2 +0.08 B2
+0.06 C1 Good +0.05 C1 Good
+0.03 C2 +0.02 C2
0.00 D Average 0.00 D Average
-0.05 E1 Fair -0.04 E1 Fair
-0.10 E2 -0.08 E2
-0.16 F1 Poor -0.12 F1 Poor
-0.22 F2 -0.17 F2
CONDITION CONSISTENCY
+0.06 A Superskill +0.04 A Ideal
+0.04 B Excellent +0.03 B Excellent
+0.02 C Good +0.01 C Good
0.00 D Average 0.00 D Average
-0.03 E Fair -0.02 E Fair
-0.07 F Poor -0.04 F Poor
Kondisi kerja atau condition didefinisikan sebagai kondisi fisik lingkungan kerja seperti keadaan pencahayaan, temperatur dan kebisingan ruangan. Faktor konsistensi atau consistency perlu diperhatikan karena pada
kenyataannya setiap pengukuran tidak pernah mencatat semua angka yang sama, waktu penyelesaian yang ditunjukkan pekerja selalu berubah dari satu siklus ke siklus yang lain. Konsistensi dikatakan perfect jika waktu penyelesaian tetap setiap saat.
2.3. Allowance (Kelonggaran)
Pada umunya allowance atau kelonggaran mancakup tiga hal, yaitu istirahat untuk kebutuhan pribadi, kelelahan dan keterlambatan yang tak terhindarkan.
Istirahat untuk kebutuhan pribadi ditujukan untuk hal- hal yang bersifat pribadi seperti untuk minum, kamar mandi dan lain- lain. Kelonggaran ini biasanya untuk pria sekitar 0% - 2.5% dan 2.5% - 5% untuk wanita.
Kelelahan adalah kelonggaran yang diberikan karena kelelahan fisik maupun mental setelah bekerja beberapa waktu, terdiri dari beberapa faktor antara lain: tenaga yang dikeluarkan, sikap kerja, gerakan kerja, kelelahan mata, keadaan temperatur tempat kerja, keadaan atmosfer dan keadaan lingkungan yang baik.
Keterlambatan yang tak terhindarkan adalah kelonggaran yang diberikan untuk elemen-elemen usaha yang berhenti karena hal yang tak dapat dihindarkan seperti interupsi oleh supervisor, ketaktersediaan material, dan lain- lain.
Ada beberapa cara pengukuran kelonggaran, antara lain:
1. Pengamatan secara langsung dan dicatat waktu me nganggurnya.
2. Metode sampling.
3. Tabel
2.4. Peta Tangan Kiri dan Tangan Kanan
Peta Tangan Kiri dan Tangan Kanan merupakan suatu alat dari studi gerakan untuk menentukan gerakan-gerakan yang efisien, yaitu gerakan- gerakan yang memang diperlukan untuk melaksanakan suatu pekerjaan. Peta ini menggambarkan semua gerakan-gerakan saat bekerja dan waktu menganggur yang dilakukan tangan kiri dan tangan kanan, juga menunjukkan perbandingan
antara tugas yang dibebankan pada tangan kiri dan tangan kanan saat melakukan suatu pekerjaan. Melalui peta ini dapat dilihat semua proses operasi secara lengkap untuk mempermudah dalam perbaikan operasi. Peta ini sangat praktis untuk memperbaiki suatu pekerjaan manual di mana tiap siklus dari pekerja terjadi dengan cepat dan berulang, namun kurang praktis untuk alat penganalisa. Dengan menggunakan peta ini kita bisa melihat dengan jelas pola-pola gerakan yang tidak efisien dan pelanggaran terhadap prinsip-prinsip ekonomi gerakan.
Pada dasarnya, Peta Tangan Kiri dan Tangan Kanan berguna untuk memperbaiki suatu stasiun kerja, namun peta ini juga mempunyai kegunaan- kegunaan khusus, antara lain:
v Menyeimbangkan gerakan kedua tangan dan mengurangi kelelahan.
Dengan bantuan studi gerakan dan prinsip-prinsip ekonomi gerakan maka kita bisa menguraikan suatu pekerjaan lengkap menjadi elemen-elemen gerakan yang terperinci. Setiap elemen gerakan dari pekerjaan ini dibebankan ke setiap tangan sedemikian rupa sehingga seimbang dan memenuhi prinsipekonomi gerakan, dengan demikian dapat mengurangi kelelahan.
v Menghilangkan atau mengurangi gerakan-gerakan yang tidak efisien dan tidak produktif, sehingga tentunya akan mempersingkat waktu kerja.
Kemahiran untuk menguraikan suatu pekerjaan menjadi elemen-elemen gerakan dan kemudian memilih elemen-elemen ma na saja yang efektif dan tidak efektif, tentu akan mempengaruhi efisiensi dan produktivitas kerja.
Jika suatu pekerjaan sudah bisa dilaksanakan dengan efisien dan produktif, maka otomatis waktu penyelesaian pekerjaan tersebut merupakan waktu tersingkat saat itu.
v Sebagai alat untuk menganalisa tata letak stasiun kerja.
Tata letak tempat kerja juga merupakan faktor yang mempengaruhi lamanya waktu penyelesaian suatu pekerjaan. Percobaan dengan merubah-rubah tata letak peralatan selain dapat menentukan tata letak yang baik ditinjau waktu dan jarak, juga dapat menemukan urutan-urutan pengerjaan yang baik dengan prinsip ekonomi gerakan.
v Sebagai alat untuk melatih pekerjaan baru, dengan cara kerja yang ideal.
Peta Tangan Kiri dan Tangan Kanan menunjukkan urut-urutan pengerjaan yang baik untuk saat itu. Peta ini bisa berfungsi sebagai penuntun terutama bagi pekerja-pekerja baru, sehingga akan mempercepat proses belajar.
2.5. Production Planning and Inventory Control (PPIC)
Perlu ditekankan bahwa definisi pemasok tidak hanya menyangkut pemasok material dari luar, tetapi termasuk yang berada dalam pabrik yang memasok work-in-process. Dengan demikian hubungan pemasok dapat dibagi ke dalam: hubungan eksternal (external relationship), hubungan internal (intracompany relationship), dan hubungan antar-pabrik (interplant relationship).
2.5.1. Hubungan Eksternal (External Relationship)
Pemasok luar (external suppliers) dapat dipandang sebagai perluasan dari pabrik. Kerja sama yang erat diperlukan untuk meningkatkan pelayanan pelanggan, meminimumkan investasi inventori, dan meningkatkan efisiensi operasi manufakturing. Beberapa prinsip utama yang perlu diperhatikan dalam hubungan dengan pemasok luar, adalah:
1. Pemasok material seharusnya diperlakukan sebagai mitra bisnis (partners), di mana mereka seharusnya: mengerti tentang kebutuhan-kebutuhan pabrik, diberikan informasi tentang kebutuhan yang akan datang guna merencanakan sumber-sumber daya , menghargai pentingnya kualitas, penyerahan tepat waktu, dan perbaikan terus- menerus lainnya.
2. Filosofi Just-in-Time (JIT) mendorong komitmen hubungan jangka panjang dan lebih erat dengan lebih sedikit pemasok. Beberapa cara dapat dilakukan, antara lain mengundang pemasok untuk mengunjungi, mengamati operasi manufacturing dan penggunaan material, mendiskusikan masalah, dan bekerja sama untuk mencapai manfaat bersama. Kunjungan balasan dari pabrik pemasok dapat dilakukan dengan memberikan bantuan teknik, meningkatkan proses produksi dan kualitas
pemasok, serta meningkatkan komunikasi . Pihak pabrik dapat juga menawarkan pendidikan dan pelatihan kepada pemasok.
3. Melakukan kontak langsung di antara orang-orang pabrik (shop people) dan pemasok untuk mencegah masalah- masalah lebih lanjut, di mana dalam hal ini anda dapat membangun hubungan informal, misalnya dengan menggunakan saluran komunikasi melalui telepon atau alat lainnya. Dengan kontak langsung ini, pertanyaan-pertanyaan teknis dapat diajukan ke pemasok serta memperoleh saran-saran dari pemasok itu.
Petunjuk atau prosedur harus ditetapkan guna mendefinisikan komunikasi atau masalah- masalah yang harus disalurkan melalui bagian pembelian (purchasing department).
4. Outside services dapat diperlakukan seperti work centers di dalam pabrik, di mana hal- hal berikut dapat dilakukan: mengirim kepada mereka dispatch list yang menunjukkan prioritas kerja dan pekerjaan yang akan datang, mempertimbangkan kapasitas mereka apabila melakukan pemesanan, serta memberikan shop documentation (drawings, bills of material, dan lain- lain) yang mungkin mereka butuhkan.
5. Apabila hubungan jangka panjang telah berkembang, pihak pabrik yang telah menerapkan sistem JIT dapat mengajak pemasok untuk ikut menerapkan konsep JIT itu. Dalam hal ini , bagian pembelian dapat mengubah bentuk transaksi dengan pemasok yang menggunakan paperwork (purchase request, request for quote, quote received, and purchase order placed) ke penggunaan electronic data interchange (EDI).
EDI adalah bentuk transaksi tanpa menggunakan kertas tetapi dilakukan secara elektronik menggunakan komputer. Melalui terminal komputer dapat dilakukan pesanan pembelian, pemberitahuan pangiriman, invoices, dan lain- lain, menggunakan format dokumen standar. Manfaat langsung dari EDI adalah mengurangi waktu transaksi dibandingkan menggunakan surat, respons lebih cepat terhadap perubahan-perubahan pesanan pembelian, mengurangi ongkos paper-handling, dan lebih sedikit kesalahan yang dibuat dalam pengiriman informasi. Pada tingkat EDI yang lebih lanjut dan canggih, pengiriman informasi dilakukan secara langsung
dari MRP II / JIT system of the buyer ke MRP II / JIT system of the supplier. Berkaitan dengan hal ini, berbagai informasi yang disimpan dalam database fungsi pembelian mencakup informasi tentang status pemasok, current open purchase orders, data pembelian pada waktu yang lalu termasuk harga, kualitas, performansi penyerahan, serta status dan bentuk kontrak lainnya yang relevan terhadap interaksi perusahaan dengan pemasok.
2.5.2. Hubungan Internal (Intracompany Relationship)
Komunikasi di dalam perusahaan di antara orang-orang manufakturing dengan memperhatikan keterkaitan dalam rantai pemasok-pembuat-pelanggan (supplier-producer-customer chain relationship) adalah sangat penting.
Hubungan di antara pemasok-pembuat-pelanggan merupakan konsep modern yang telah banyak diterapkan dalam dalam perusahaan industri manufaktur modern.
Berkaitan dengan pemasok internal (internal supplier), perlu diperhatikan bentuk keterkaitan komunikasi dan informasi yang menyangkut hal- hal berikut:
1. Perencanaan material, berkaitan dengan masalah- masalah kualitas, inventory balance errors, perubahan jadwal, dan lain- lain.
2. Jadwal produksi, berkaitan dengan informasi yang sama seperti perencanaan material ditambah dengan breakdowns yang tidak diharapkan, group setup opportunities, dan lain- lain.
3. Rekayasa desain (design engineering), menyangkut masalah-masalah produksi yang berkaitan dengan desain, saran-saran untuk perbaikan produk, kesalahan bills of material (BOM), cara-cara membangun atau mengembangkan produk berkualitas secara mudah, efisiensi, dan lain- lain.
4. Rekayasa manufakturing (manufacturing engineering), menyangkut:
masalah- masalah proses, equipment, tooling, routing serta kesempatan perbaikan terus- menerus.
5. Pelayanan pelanggan atau penjualan (customer services or sales), berkaitan dengan keterlambatan penerimaan dan pengiriman pesanan, kebutuhan pelanggan dan spesifikasinya, dan lain- lain.
6. Accounting, berkaitan dengan ongkos-ongkos alternative untuk menyelesaikan masalah-masalah material atau penjadwalan, equipment justifications, make-or-buy-decisions, dan lain- lain.
7. Pembelian (purchasing) berkaitan dengan alternate sources or materials, expedited materials, dan lain- lain.
8. Bagian personalia, berkaitan dengan karyawan baru, koordinasi dari transfer karyawan, bantuan sementara, pendidikan dan pelatihan, pengembangan karir, dan lain- lain.
9. Jaminan kualitas (quality assurance), berkaitan dengan perbaikan kualitas proses, pelatihan pengendalian proses statistical (statistical process control training), dan lain- lain.
10. Perubahan-perubahan rekayasa (engineering changes), menyangkut koordinasi dengan rekayasa desain dan manufakturing (design and manufacturing engineering), perencanaan dan penjadwalan material (material planning and scheduling), pembelian, akuntansi, dan lain- lain.
11. Departemen manufakturing yang lain dan pusat-pusat kerja (work centers), berkaitan dengan membangun tim kerja sama dan partisipasi total dalam hubungan sebagai pemasok dan pelanggan guna mencapai tujuan strategik dari perusahaan.
2.5.3. Hubungan Antar-Pabrik (Interplant Relationship)
Beberapa lokasi manufakturing mungkin memasok satu sama lain atau menghasilkan produk-produk serupa untuk beberapa warehouses. Komunikasi dan koordinasi antar-pabrik adalah penting dalam hal- hal berikut:
1. Perencanaan dan penjadwalan terpusat (centralized planning and scheduling) dapat memberikan koordinasi:
- Penjadwalan MPS terhadap posisi produk akhir pada warehouses (gudang- gudang) yang tepat.
- Memelihara kebutuhan pabrik pengguna (user plant requirements) tetap up-to-date.
- Mendistribusikan item- item dalam supply terbatas pada tingkat kuantitas yang sama.
2. Komunikasi akan lebih sulit apabila dibatasi oleh jarak (hampered by distance):
- Persaingan antar-pabrik akan melemahkan kerja sama.
- Dalam hal seperti ini, tujuan strategik dari perusahaan secara keseluruhan harus ditekankan dan dikomunikasikan ke semua pabrik.
3. Sister divisions are often the worst suppliers. Apply the principles of good supplier relationship. Dalam hal ini divisi dan pabrik bukan saja merupakan mitra kerja sama, tetapi merupakan anggota dari suatu keluarga besar perusahaan yang sama.
2.6. Disiplin Kerja
2.6.1. Pengertian Disiplin Kerja
Keith Davis (1985-366) mengemukakan bahwa “Dicipline is management action to enforce organization standards”. Berdasarkan pendapat Keith Davis, disiplin kerja dapat diartikan sebagai pelaksanaan manajemen untuk memperteguh pedoman-pedoman organisasi.
2.6.2. Macam-Macam Disiplin Kerja
Ada 2 bentuk disiplin kerja, yaitu disiplin preventif dan disiplin korektif.
a. Disiplin preventif adalah suatu upaya untuk menggerakkan pegawai mengikuti dan mematuhi pedoman kerja, aturan-aturan yang telah digariskan oleh perusahaan. Tujuan dasarnya adalah untuk menggerakkan pegawai berdisiplin diri. Dengan cara preventif, pegawai dapat memelihara dirinya terhadap peraturan-peraturan perusahaan.
Pemimpin perusahaan mempunyai tanggung jawab dalam membangun iklim organisasi dengan disiplin preventif. Begitu pula dengan pegawai harus dan wajib mengetahui, memahami semua pedoman kerja serta peraturan-peraturan yang ada dalam organisasi.
Disiplin preventif merupakan suatu sistem yang berhubungan dengan kebutuhan kerja untuk semua bagian sistem yang ada dalam organisasi. Jika system organisasi baik, maka diharapkan akan lebih mudah menegakkan disiplin kerja.
b. Disiplin Korektif
Disiplin korektif adalah suatu upaya menggerakkan pegawai dalam menyatukan suatu peraturan dan mengarahkan untuk tetap mematuhi peraturan sesuai dengan pedoman yang berlaku pada perusahaan.
Pada disiplin korektif, pegawai yang melanggar disiplin perlu diberi sanksi sesuai peraturan yang berlaku. Tujuan pemberian sanksi adalah untuk memperbaiki pegawai pelanggar, memelihara peraturan yang berlaku, dan memberikan pelajaran kepada pelanggar.
Disiplin korektif memerlukan perhatian khusus dan proses prosedur yang seharusnya. Hal ini sesuai dengan pendapat Keith Davis (1985:376) yang mengemukakan bahwa:
Corrective discipline requires attention to due process, which means that procedures show concern for the rights of the employee involved. Major requirements for due process include the following: 1) A presumption of innocence until reasonable proof of an employee’s role in an offense is presented; 2) The right to be heard and in some cases to be represented by another person; 3) Dicipline that us reasonable in relation to the offense involved.
Keith Davis berpendapat bahwa disiplin korektif memerlukan perhatian proses yang seharusnya, yang berarti bahwa prosedur harus menunjukkan pegawai yang bersangkutan benar-benar terlibat. Keperluan proses yang seharusnya itu dimaksudkan adalah pertama, suatu prasangka yang tak bersalah sampai pembuktian pegawai berperan dalam pelanggaran. Kedua, hak untuk didengar
dalam beberapa kasus terwakilkan oleh pegawai lain. Ketiga, disiplin itu dipertimbangkan dalam hubungannya dengan keterlibatan pelanggaran.
2.6.3. Pendekatan Disiplin Kerja
Ada tiga pendekatan disiplin, yaitu pendekatan disiplin modern, disiplin dengan tradisi, dan disiplin bertujuan.
a. Pendekatan Disiplin Modern
Pendekatan disiplin modern yaitu mempertemukan sejumlah keperluan atau kebutuhan baru di luar hukuman. Pendekatan ini berasumsi:
1) Disiplin modern merupakan suatu cara menghindarkan bentuk hukuman secara fisik.
2) Melindungi tuduhan yang benar untuk diteruskan pada proses hukum yang berlaku.
3) Keputusan-keputusan yang semaunya terhadap kesalahan atau prasangka harus diperbaiki dengan mengadakan proses penyuluhan dengan mendapatkan fakta- faktanya.
4) Melakukan protes terhadap keputusan yang berat sebelah pihak terhadap kasus disiplin.
b. Pendekatan Disiplin Dengan Tradisi
Pendekatan disiplin dengan tradisi, yaitu pendekatan disiplin dengan cara memberikan hukuman. Pendekatan ini berasumsi:
1) Disiplin dilakukan oleh atasan kepada bawahan, dan tidak pernah ada peninjauan kembali bila telah diputuskan.
2) Disiplin adalah hukuman untuk pelanggaran, pelaksanaannya harus disesuaikan dengan tingkat pelanggarannya.
3) Pengaruh hukuman untuk memberikan pelajaran kepada pelanggar maupun kepada pegawai lainnya.
4) Peningkatan perbuatan pelanggaran diperlukan hukuman yang lebih keras.
5) Pemberian hukuman terhadap pegawai yang melanggar kedua kalinya harus diberi hukuman yang lebih berat.
c. Pendekatan Disiplin Bertujuan
Pendekatan disiplin bertujuan berasumsi bahwa:
1) Disiplin kerja harus dapat diterima dan dipahami oleh semua pegawai.
2) Disiplin bukanlah suatu hukuman, tetapi merupakan pembentukan prilaku.
3) Disiplin ditujukan untuk perubahan prilaku yang lebih baik.
4) Disiplin pegawai bertujuan agar pegawai bertanggung jawab terhadap perbuatannya.