4
Lean merupakan suatu usaha pengembangan terus menerus (continuous improvement effort) dalam mengurangi berbagai bentuk pemborosan (waste), berupaya memberikan nilai tambah (value added) produk berupa barang ataupun jasa agar meningkatkan kepuasan pelanggan (customer value) (Gaspersz, 2007).
Prinsip dari lean thinking adalah mencari cara untuk proses penciptaan nilai dengan urutan terbaik yang dimungkinkan, menyusun aktivitas ini tanpa interupsi, dan jan menjelaskan secara lebih efektif. Lean thinking mengajarkan cara bagaimana untuk lebih sedikit menggunakan tenaga kerja, peralatan, waktu dan ruang, tetapi semakin dekat dengan konsumen. Prinsip dasar dalam mengurangi waste yang terjadi berdasarkan pandangan lean thinking, sebagai berikut (Hines &
Taylor, 2000) :
1. Menentukan hal-hal apasaja yang dapat meningkatkan ketertarikan pelanggan terhadap produk atau jasa yang di tawarkan.
2. Memperhatikan keseluruhan aktivitas dalam menghasilkan suatu produk berdasarkan aliran nilai agar waste yang terjadi dapat teridentifikasi.
3. Melakukan aktivitas-aktivitas yang pasti agar memberikan nilai tambah terhadap value stream sehingga tidak ada penundaan, aliran balik, proses menunggu, dan produk cacat.
4. Memberikan atau memproduksi produk sesuai keinginan pelanggan.
5. Melakukan pengembangan terhadap proses produksi dengan memperhatikan waste secara berkelanjutan.
2.1.1 Pokok Utama Di Dalam Lean
Lean memiliki konsep atau Pokok utama. hal inilah yang berkembang menjadi berbagai bentuk roadmap dan tools yang sekarang banyak digunakan.
Berikut adalah pokok utama lean, yaitu (Gaspersz, 2007).
1. Mengenali kelas dari suatu produk (barang atau jasa) berdasarkan pandangan pelanggan, disaat pelanggan menginginkan produk (barang atau jasa).
Berkualitas baik, dengan harga yang beersaing dan pada pelayanan yang akurat atau tepat waktu.
2. Mengidentifikasi pemetaan aliran nilai pada setiap jenis produk barang atau jasa.
3. Mengurangi waste dari semua aktifitas sepanjang proses yang tidak memberikan nilai tambah.
4. Memilah setiap aktivitas agar proses aliran material, informasi, dan produk mengalir secara lancar sepanjang proses produksi dengan menggunakan sistem tarik (pull system).
5. Mengambangkan berbagai cara atau alat-alat yang digunakan untuk mencapai peningkatan, agar menjadi unggul (continuous improvement)
Beberapa prinsip lean manufacturing (produk : barang) ditunjukan pada penjelasan di bawah ini : (Gaspersz, 2007)
1. Menghasilkan suatu produk yang sesuai dengan keinginan pelanggan dan memberikan nilai sesuai dengan keinginan pelanggan.
2. Memperhatikan value stream pada setiap proses yang dilalui produk.
3. Mengidentifikasi dan mengurangi berbagai bentuk pemborosan yang dapat menghambat proses aliran nilai suatu produk.
4. Menerapkan pull system agar untuk menjamin nilai dari pelanggan.
5. mengurangi pemborosan (zero waste) melalui pengembangan terus-menerus (continuous improvement).
2.2 Lean Manufacturing
Lean Manufacturing adalah sebuah upaya dalam meningkatkan nilai dari suatu sistem dengan menurangi pemborosan. upaya ini dilakukan dengan memahami seluruh proses yang terjadi di perusahaan mulai dari aliran informasi dan material pada proses produksi melalui pemetaan dengan value stream mapping. Kemudian keseluruhan aktivitas tersebut dihimpun dalam value added
activity, non value addedactivity, dan unnecessary non value added activity (Gaspersz, 2007).
2.2.1 Tipe-tipe Aktivitas Lean Manufacturing
Penciptaan sebuah proses yang inovatif yang diperlukan sistem aktivitas untuk memberi suatu nilai terhadap produk atau jasa. Tipe aktivitas yang potensial terhadap unit yang penting bagi pelanggan. Terdapat beberapa macam tipe aktivitas di dalam lean manufacturing, yaitu (Hines & Taylor, 2000) :
1. Value Adding (VA), merupakan setiap aktifitas yang memberikan nilai tambah terhadap suatu produk atau jasa.
2. Non Value Adding (NVA), yaitu suatu aktifitas yang tidak mempunyai nilai tambah taerhadap produk atau jasa, aktivitas ini termasuk kedalam waste dan harus di eliminasi.
3. Necessary Non Value Adding (NNVA), yaitu aktivitas yang tidak memiliki nilai tambah terhadap produk, tetapi aktivitas ini perlu dilakukan, seperti proses inspeksi.
2.2.2 Filosofi Lean
Lean berarti suatu aliran yang lancar di dalam aktivitas produksi dengan melakukan penyempurnaan proses secara berkelanjutan, dan tujuan utamanya adalah mengurangi bahkan menghilangkan pemborosan yang terjadi di dalam proses produksi (Slack, et al, 2007:469). Tiga aktivitas utama filosofi lean adalah:
1. Kontribusi seluruh karyawan di perusahaan.
2. Perbaikan berkelanjutan.
3. Menghilangkan pemborosan.
tidak memberikan nilai tambah terhadap suatu produk (Gaspersz, 2007). Macam- macam waste menurut (Brassard, 2000) :
1. Produksi berlebih (Over Production)
yaitu mproduksi suatu produk dengan jumlah yang melebihi permintaan pelanggan. Pada jenis pemborosan ini, bahan mentah dan sumberdaya lain telah digunakan, tetapi tidak ada permintaan yang harus dipenuhi. Waste kategori ini umumnya terjadi pada perusahaan-perusahaan yang mempunyai masalah dengan kualits, sehingga akan memproduksi labih untuk memastikan bahwa permintaan konsumen dapat terpenuhi.
2. Waktu Menunggu (Waiting Time)
yaitu efisiensi peralatan dan tenaga kerja merupakan dua ukuran paling penting dalam mengetahui besarnya waiting time yang terjadi pada saat proses produksi. Produk yang harus menunggu dalam proses produksi telah mengkonsumsi bahan dan menambah biaya. work in process (WIP) merupakan penyabab utama dari proses ini. Produksi dalam jumlah batch dan menyimpan sebagai WIP merupakan waste dan memperbesar total waktu proses. selain itu WIP juga disebabkan oleh pergerakan produk yang terlalu sering. Bootle neck pada mesin juga akan menyababkan waste waiting time.
3. Pengangkutan (Transportation)
yaitu proses memindahkan barang yang terlalu sering di sekitar lingkup produksi yang tidak memiliki nilai tambah. Penyabab utama dari permasalahan ini ialah layout pabrik.
4. Proses (Processing)
yaitu suatu proses yang dapat menjadi sumber pemborosan, seperti adanya operasi yang disebabkan oleh adanya desain komponen yang buruk, atau perawatan yang buruk sehingga proses tersebut masih bisa di eliminasi.
5. Persediaan (Inventory)
yaitu persediaan berlebih yang dikarnakan pemesanan bahan baku atau material lebih besar dari yang di butuhkan pada saat produksi.
6. Gerakan (Motion)
yaitu permasalahan pada material atau operator yang terlihat sibuk terkadang tidak ada nilai tambah dari aktivitas tersebut.
7. Produk Cacat (Defect)
yaitu waste di dalam kualitas seringkali sangat berpengaruh di dalam proses operasi dan biaya yang besar.
2.4 Value Stream Analysis Tool’s (VALSAT)
Value stream mapping Analysis Tool’s adalah sebuah alat yang dapat digunakan untuk memetakan aliran nilai secara mendetail untuk mengidentifikasi adanya waste dan menemukan penyebab terjadinya waste. Serta memberikan suatu cara yang tepat untuk meminimasi penyebab terjadinya waste. Terdapat tujuh macam detail mapping tools yang dapat digunakan, antara lain (Hines &
Taylor, 2000) :
1. Process Activity Mapping
Tools ini memetakan secara detail mengenai proses langkah demi langkah.
Pemetaan tersebut menggunakan simbol-simbol yang berbeda untuk mempresentasikan aktivitas operasi, menunggu, transportasi, inspeksi, dan penyimpanan. Selain itu juga mengelompokkan berdasarkan value adding activity, non value adding activity, dan necessary non value adding activity. Peta tersebut berguna untuk mengetahui berapa persen kegiatan yang dilakukan yang merupakan kegiatan nilai tambah, dan produktivitas baik aliran fisik maupun aliran informasi. Lima tahap pendekatan dalam process activity mapping secara umum sebagai berikut : (Hines & Rich, 2000).
a. Memahami Aliran Proses.
b. Mengidentifikasi pemborosan (waste)
c. Mempertimbangkan apakah proses yang ada dapat di atur ulang sehingga menjadi lebih efisien.
d. Mempertimbangkan keseluruhan aktifitas dengan memperhatikan layout lantai produksi dan kegiatan transportasi yang berbeda.
e. Mempertimbangkan seluruh aktivitas yang di lakukan di setiap tahapan dan memperhatikan hal-hal yang terjadi ketika ada aktivitas yang dihilangkan.
Tujuan utama dari process activity maping untuk memudahkan dalam memahami tahapan dari keseluruhan proses yang terjadi, mengidentifikasi pemborosan, dan melakukan perubahan aktivitas apabila terdapat proses yang dinilai tidak efisien.
Menurut American Society Of Mechanical Engineers (ASME) terdapat lima jenis aktifitas di dalam suatu aliran proses, yaitu :
a. Operasi
Operasi berarti suatu proses dimana suatu material melalui beberapa aktivitas sehingga mengalami perubahan wujud atau fisik yang memiliki nilai jual (produk) (Wingjosoebroto, 1992).
b. Pemeriksaan (inspeksi)
Inspeksi atau pemeriksaan adalah suatu aktivitas yang dilakukan untuk menjamin kualitas dari suatu kegiatan ataupun produk telah sesuai dengan tujuan yang telah di tetapkan (Sutalaksana, 2006)
c. Transportasi
Transportasi merupakan suatu aktivitas yang terjadi ketika suatu benda (material) mengalami perpindahan tempat dimana transportasi tidak termasuk ke dalam proses operasi. Misalnya, pengiriman produk dari pabrik kepada customer (Sutalaksana, 2006)
d. Menunggu (waiting)
Menunggi merupakan suatu aktivitas yang terjadi apabila terdapat benda kerja, operator, material, dan fasilitas lain di dalam suatu proses yang berhenti beroperasi dan tidak ada kegiatan yang dilalui selain menunggu, pada dasarnya kegiatan ini hanya berlangsung sementara sampai saat objek di kerjakan kembali (Wignjosoebroto, 1992).
e. Penyimpanan (inventory)
Penyimpanan merupakan suatu kegiatan yang terjadi apabila terdapat material maupun produk yang di simpan dalam janga waktu yang di tentukan, hingga pada saat material melalui proses operasi dan produk dikirim kepada customer (Sutalaksana, 2006).
2. Supply Chain Respons Matrix
Pemetaan ini menggambarkan sebuah diagram sederhana yang menunjukkan lead time kritis pada sebuah proses operasi (Hines, 2000). Supply chai respons matrix menggambarkan sebuah grafik yang menghubungkan inventory dengan lead time yang menunjukkan tingkat persediaan dan panjang lead time pada area supply chain. Tujuan penggunaan tool ini untuk menjaga dan meningkatkan service level kepada konsumen pada proses pendistribusian dengan biaya yang terjangkau.
3. Production Variety Funnel
Penggambaran menggunakan production variety funnel dapat membantu perusahaan atau supply chain dalam beroperasi dan mengelola segala permasalahan yang terjadi. Selain itu pemetaan ini juga mbantu dalam memahami persamaan dan perbedaan antara satu industri dengan industri lain. Dengan pendekatan ini dapat mempermudah dalam pengambilan keputusan dimana harus menargetkan pengurangan persediaan dan membuat perubahan pada suatu pemerosesan produk.
4. Quality Filter Mapping
Quality filter mapping merupakan alat pengukuran kualitas yang baru dirancang intuk mengidentifikasi permasalahan kualitas yang terdapat di dalam supply chain. Gambaran yang di hasikan menunjukan tiga jenis cacat kualitas yang berbeda di dalam supply chain, yaitu :
1. Product Defect
Cacat produk dalam artian ini adalah cacat pada barang yang di produksi yang tidak tertangkap oleh in-line atau end-of-line.
2. Service Defect
Cacat layanan merupakan suatu permasalahan yang di berikan kepada pelanggan yang tidak berkaitan langsung dengan suatu produk, tetapi lebih merujuk pada hasil dari tingkat layanannya, misalnya seperti pengiriman yang
terlambat atau lebih awal. Yang artinya permasalahan yang di alami pelanggan yang tidak berkaitan dengan produksi.
3. Internal Scrap
Cacat jenis ini merupakan kesalahan produksi suatu produk yang dapat di deteksi pada saat proses produksi berjalan ataupun pada saat proses inspeksi produk. Metode yang digunakan pada pemeriksaan in-line diantaranya, yaitu;
(1) inspeksi produk tradisional, (2) kontrol proses statistik atau melalui perangkat poka-yoke.
5. Demand Amplification Mapping
Demand amplification mapping berakar dari dinamika kerja Forrester dan Burbidge yang sekarang dikenal sebagai “efek forrester” yang pertamakali dijelaskan dalam artikel Harvard Business Review pada 1958 oleh Forrester. Efek ini berkaitan dengan penundaan dan pengambilan keputusan yang buruk mengenai informasi dan aliran material. Efek Burbide berkaitan ”hukum dinamika industri”. Dalam rantai pasok yang tidak di modifikasi dapat ditemukan persediaan berlebih, produksi berlebih, dan tenaga kerja berlebih.
6. Decision Point Analysis
Decision point analysis adalah suatu alat yang dapat membantu untuk menentukan titik keputusan di dalam supply chain dalam menekan peramalan yang lebih aktual. Dengan kata lain, Decision point analysis adalah titik dimana produk berhenti dibuat sesuai dengan permintaan aktual dari customer. Dengan demikian, titik keputusan dapat berada di titik manapun dari pusat distribusi regional ke pusat distribusi umum atau ke titik manapun di dalam pabrik hingga pada setiap tingkatan supply chain.
7. Physical Structure
Pemetaan struktur fisik merupahan tool baru yang berguna untuk digunakan dalam memahami seperti apa rantai pasokan tertentu pada tingkat industri.
Pengetahuan ini sangat berguna dalam mengetahui bentuk suatu industri dan memahami bahaimana operasinya, khususnya dalam mengarahkan perhatian terhadap suatu lokasi yang mungkin tidak mendapat perhatian dalam
pengembangan yang cukup. Jadi pendekatan seperti ini dapat menghasilkan desain ulang tentang suatu proses yang terdapat di dalam industri dan berupaya dalam menghilangkan aktivitas yang tidak perlu, menyederhanakan aktivitas, menggabungkan antara aktivitas untuk mencari proses yang efisien sehingga dapat mengurangi pemborosan.
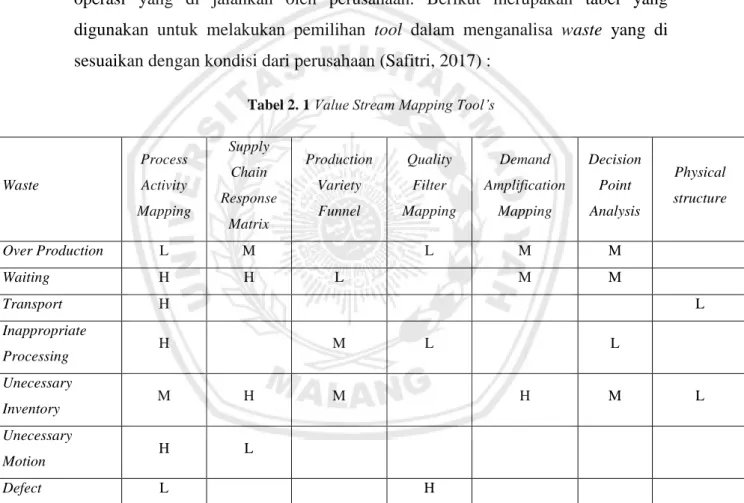
Dari berbagai Value Stream Mapping tool di atas hanya beberapa tool yang dapat digunakan disesuaikan dengan kondisi dari perusahaan dan proses operasi yang di jalankan oleh perusahaan. Berikut merupakan tabel yang digunakan untuk melakukan pemilihan tool dalam menganalisa waste yang di sesuaikan dengan kondisi dari perusahaan (Safitri, 2017) :
Tabel 2. 1 Value Stream Mapping Tool’s
Waste
Process Activity Mapping
Supply Chain Response
Matrix
Production Variety Funnel
Quality Filter Mapping
Demand Amplification
Mapping
Decision Point Analysis
Physical structure
Over Production L M L M M
Waiting H H L M M
Transport H L
Inappropriate
Processing H M L L
Unecessary
Inventory M H M H M L
Unecessary
Motion H L
Defect L H
(sumber : Hines P, Keterangan :
H (High Corelation and Usefulness) : Nilai Pengali = 9 M (Medium Corelation And Usefullnes) : Nilai Pengali = 3 L (Low Corelation And Usefullness) : Nilai Pengali = 1
2.5 Root Cause Analysis (RCA)
Root Cause Analysis (RCA) merupakan sebuah alat yang digunakan untuk membantu dalam proses mengidentifikasi suatu permasalahan dan mencari akar penyebab dari permasalahan yang di identifikasi, atau lebih mudahnya Root Cause Analysis merupakan sebuah alat yang digunakan untuk mengetahui penyebab terjadinya suatu permasalahan atau kegagalan dan mencari solusi atau melakukan tindakan-tindakan yang bertujuan untuk tindakan koreksi untuk menjamin agar kesalahan maupun kegagalan tidak terulang di masa yang akan datang (Rooney & Hauvel, 2004).
Mengidentifikasi akar penyebab dari suatu permasalahan ataupun kegagalan merupakan sebuah upaya dalam mencegah terjadinya kesalahan dan kegagalan yang serupa, terdapat empat tahap utama di dalam proses Root Cause Analysis (RCA), yaitu:
1. Pengumpulan Data
Langkah pertama dalam melakukan pembuatan RCA yaitu mengumpulkan semua data dan informasi yang di butuhkan dalam sebuah identifikasi, dari informasi dan data-data yang telah dikumpulkan maka faktor penyebab dan akar penyebab dari suatu permasalahan dapat diidentifikasi.
2. Pembuatan Diagram (Causal Factor)
Pembuatan diagram ini merupakan tahap untuk menyediakan struktur pokok yang telah dihimpun untuk menganalisis informasi dan mengidentifikasi kekurangan-kekurangan selama proses identifikasi berlangsung. Diagram ini dapat memberikan urutan yang logis dalam menggambarkan sebuah permasalahan yang mengarah pada suatu penyebab.
3. Identifikasi Akar Penyebab
merujuk dari diagram yang telah dibuat, maka tahap selanjutnya ialah melakukan identifikasi terhadap alasan-alasan yang mendasari faktor penyebab suatu permasalahan, hal ini dapat membantu menentukan alasan yang menyebabkan sebuah penyebab dan menjadikan suatu permasalahan sehingga permasalahan tersebut dapat diatasi.
4. Membuat dan Implementasi Rekomendasi Perbaikan
Setelah mengetahui akar penyebab dari permasalahan yang terjadi maka selanjutnya ialah membuat rekomendasi perbaikan yang dapat mencegah terjadinya permasalahan yang sama di masa yang akan datang, kemudian melakukan analisis pada rekomendasi dan melakukan implementasi dari rekomendasi yang telah di buat.
RCA memiliki struktur utama seperti metode, manajemen, material, dan lingkungan. Beberapa alat yang digunakan di dalam RCA, yaitu: 5whys, Failure Modes And Effect Analysis (FMEA), dan Fault Tree Analysis (FTA).
2.5.1 5 Whys
Setiap permasalahan selalu mempunyai akar masalah. Akar masalah dapat sangat penting diketahui untuk melakukan tindakan perbaikan dan pencegahan dengan secara efektif. Salah satu metode yang digunakan dalam root cause analysis adalah why why analysis Istilah lain dari why why analysis adalah 5why analysis.metode root cause analysis ini dikembangkan oleh pndiri Toyota Motor Corporation yaitu Sakichi Toyota yang menginginkan setiap individu di dalam organisasi mulai dari level top managemen sampai dengan shoopflor memiliki skill problem solving dan mampu menjadi problem solver di area masing-masing.
Metode yang digunakan di dalam 5whys adalah dengan menggunakan iterasi yaitu pertanyaan “mengapa” yang di ulang beberapa kali sampai menemukan akar masalahnya. Contohnya sebagai berikut: Mesin Breakdown/
Rusak.
1. Mengapa ? komponen automator tidak berfungsi.
2. Mengapa tidak berfungsi ? usia komponen sudah melebihi batas lifetime.
3. Mengapa tidak diganti ? Tidak ada yang tahu.
4. Mengapa tidak ada yang tahu ? Tidak ada jadwal rutin perbaikan/ maintenance.
5. Mengapa tidak ada jadwal rutin ? Inilah akar masalahnya.
Untuk mencapai akar permasalahan pertanyaan yang di ajukan bisa lebih dari lima pertanyaan dan mungkin kurang dari lima pertanyaan tergantung dari
tipe masalah yang akan di selesaikan. Metode ini sangatlah mudah dan bisa mencari penyebab permasalahan sampai akar masalahnya.
Tabel 2. 2 5 whys Identification
Waste Sub
Waste Why 1 Why 2 Why 3 Why 4 Why 5
Over
Production X a b c d e
2.5.2 Failure Modes and Effects Analysis (FMEA)
FMEA merupakan teknik yang digunakan untuk melakukan identifikasi dan menghilangkan kegagalan yang terjadi untuk meningkatkan keandalan dan keamanan sistem yang kompleks yang dimaksudkan untuk membuat manajemen resiko. Langkah pertama dalam FMEA adalah mengidentifikasi semua kemungkinan-kemungkinan kegagalan proses yang menyebabkan kegagalan produk atau sistem melalui brainstorming yang sistematis. Setelah itu, melakukan analisis terhadap penyebab kegagalan dengan mempertimbangkan faktor resiko, diantaranya (1) kejadian (O), (2) tingkat keparahan (S), (3) deteksi (D). Tujuan FMEA adalah memprioritaskan mode kegagalan produk atau sistem untuk menetapkan sumber daya yang terbatas ke item resiko yang paling serius. Secara menyeluruh, prioritas mode kegagalan untuk tindakan korektif ditentukan melalui nomor (RPN), yang deperoleh dengan menggunakan rumus berikut (Liu, et al, 2013) :
RPN = O x S x D (1)
Dimana :
O = Kejadian
S = tingkat keparahan D = deteksi
Review Risk Priority Number (RPN) merupakan hasil dari perkalian occurance, severity, dan Detection (Cheng, K, H. & wen, T., 2010) :
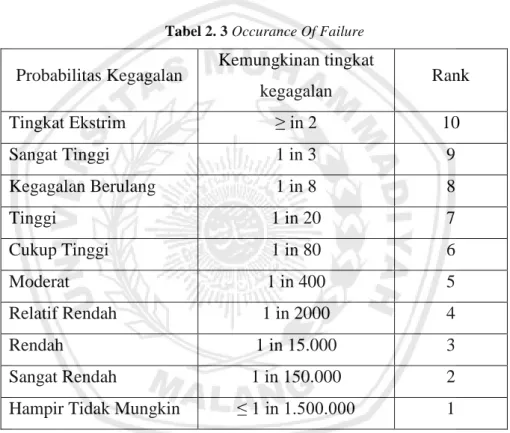
1. Kejadian atau kesalahan (occurance)
Occurance adalah tingkatan dari penyebab suatu kealahan pada proses produksi. Occurance diukur dengan menggunakan skala yang dimulai dari angka 1 (nearly impossible) sampai 10 (extremely high). Skala kejadian atau kesalahan (occurance) dijelaskan pada tabel berikut :
Tabel 2. 3 Occurance Of Failure
Probabilitas Kegagalan Kemungkinan tingkat
kegagalan Rank
Tingkat Ekstrim ≥ in 2 10
Sangat Tinggi 1 in 3 9
Kegagalan Berulang 1 in 8 8
Tinggi 1 in 20 7
Cukup Tinggi 1 in 80 6
Moderat 1 in 400 5
Relatif Rendah 1 in 2000 4
Rendah 1 in 15.000 3
Sangat Rendah 1 in 150.000 2
Hampir Tidak Mungkin ≤ 1 in 1.500.000 1
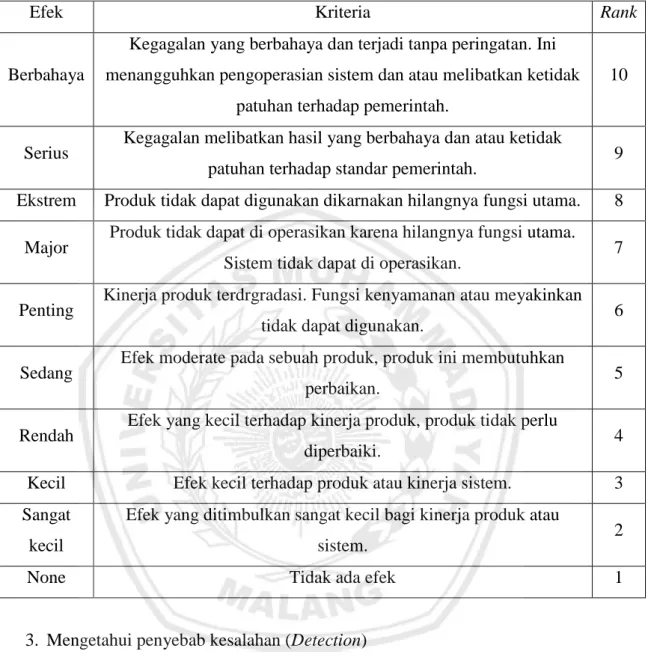
2. Tingkat keseriusan akibat Kesalahan (Severity)
Severity adalah penilaian mengenai tingkat keseriusan dari suatu kesalahan yang terjadi. Skala yang digunakan pada severity ialah 1 sampai dengan 10 sesuai dengan kriteria dari tingkat keseriusan kesalahan. Kriteria penilaian untuk severity dapat dilihat pada tabel berikut.
Tabel 2. 4 Severity Of Effects
Efek Kriteria Rank
Berbahaya
Kegagalan yang berbahaya dan terjadi tanpa peringatan. Ini menangguhkan pengoperasian sistem dan atau melibatkan ketidak
patuhan terhadap pemerintah.
10
Serius Kegagalan melibatkan hasil yang berbahaya dan atau ketidak
patuhan terhadap standar pemerintah. 9 Ekstrem Produk tidak dapat digunakan dikarnakan hilangnya fungsi utama. 8
Major Produk tidak dapat di operasikan karena hilangnya fungsi utama.
Sistem tidak dapat di operasikan. 7 Penting Kinerja produk terdrgradasi. Fungsi kenyamanan atau meyakinkan
tidak dapat digunakan. 6
Sedang Efek moderate pada sebuah produk, produk ini membutuhkan
perbaikan. 5
Rendah Efek yang kecil terhadap kinerja produk, produk tidak perlu
diperbaiki. 4
Kecil Efek kecil terhadap produk atau kinerja sistem. 3 Sangat
kecil
Efek yang ditimbulkan sangat kecil bagi kinerja produk atau
sistem. 2
None Tidak ada efek 1
3. Mengetahui penyebab kesalahan (Detection)
Detection digunakan untuk mengetahui dan menilai tingkat kegagalan yang terjadi. Skala yang digunakan pada detection ialah 1 sampai dengan 10 sesuai dengan kriteria dari tingkat kemampuan mendeteksi penyebab kesalahan. Kriteria penilaian untuk detection dapat dilihat pada tabel berikut :
Tabel 2. 5 Detection Failure
Detection Kriteria Rank
Ketidakpastian mutlak Kontrol desain didak mendeteksi kegagalan atau penyebab kegagalan berikutnya, atau tidak ada kontrol desain. 10
Sangat kecil Sangat kecil kemungkinan kontrol desain akan mendeteksi penyebab kegagalan atau mode kegagalan berikutnya. 9 Kecil Kecil kemungkinan kontrol desain akan mendeteksi
penyebab kegagalan atau mode kegagalan berikutnya. 8
Sangat rendah
Sangat rendah kemungkinan kontrol desain akan mendeteksi penyebab kegagalan atau mode kegagalan
berikutnya.
7
Low rendah kemungkinan kontrol desain akan mendeteksi
penyebab kegagalan atau mode kegagalan berikutnya. 6 Moderat Kemungkinan kecil kontrol desain akan mendeteksi potensi
penyebab kegagalan atau mode kegagalan berikutnya. 5
Cukup tinggi
Cukup tinggi kemungkinan kontrol desain akan mendeteksi potensi penyebab kegagalan atau mode kegagalan
berikutnya.
4
Tinggi
Kemungkinan besar kontrol desain akan mendeteksi potensi penyebab kegagalan atau mode kegagalan
berikutnya.
3
Sangat tinggi
Sangat besar kemungkinan kontrol desain akan mendeteksi potensi penyebab kegagalan atau mode kegagalan
berikutnya.
2
Hampir pasti kontrol desain hampir pasti mendeteksi potensi penyebab kegagalan atau mode kegagalan berikutnya. 1
2.6 Pareto Chart
Pareto chart adalah grafik yang mengurutkan data dari yang terbesar sampai yang terkecil, dengan yang terbesar ada di paling kiri, kemudian berurutan sampai yang terkecil terus ke kanan.sumbu X berupa variabel yang akan diteliti (penyebab kegagalan kualitas atau hal lain), sedangkan sumbu Y merupakan frekuensi kejadian dan dalam beberapa kasus di tiliskan dengan satuan mata uang.
Manfaat dari pareto chart sendiri adalah mengidentifikasi satu atau dua penyebab
utama (vital view) dari kegagalan kualitas., dan memberi pesan pada pengguna untuk lebih baik dalam menangani beberapa penyebab utama daripada melihat semua variabel yang ada (Santoso, 2007).
.
Tabel 2. 6 Pareto Chart