BAB II TEORI DASAR 2.1. Serbuk Logam
Serbuk logam adalah suatu material dalam bentuk serbuk yang diperoleh dengan cara merubah suatu padatan ukuran besar ke bentuk butiran (powder). Serbuk logam dapat diperoleh melalui proses atomisasi, mekanis, fisika, dan kimia. Serbuk logam ini selanjutnya akan diproses melalui metalurgi serbuk yang dikenal efektif pada proses fabrikasi alat atau komponen mesin yang tidak dapat dibuat dengan pemesinan.
2.2 Metalurgi Serbuk
Metalurgi serbuk adalah suatu proses pembuatan komponen dari serbuk logam atau campuran bahan baku logam melalui penekanan dan disertai dengan pemanasan pada suhu (logam padat) di bawah temperatur cair serbuk. Pemanasan selama proses penekanan atau sesudah penekanan dikenal dengan istilah sinter. Produk hasil metalurgi serbuk dapat terdiri dari produk campuran berbagai serbuk logam atau dapat pula terdiri dari campuran bahan bukan logam, untuk meningkatkan ikatan partikel dan mutu benda jadi.
Keuntungan proses metalurgi serbuk adalah:
a. Porositas produk dapat dikendalikan dan diatur.
b. Serbuk yang murni akan menghasilkan produk yang murni.
c. Hasil produk mempunyai toleransi yang tinggi, permukaan halus, dan keras.
d. Dapat menghasilkan komponen kecil dan permukaan yang halus dalam jumlah banyak dan mampu bersaing dengan cara pemesinan.
e. Dapat menghasilkan produk dengan bahan yang berbeda. Keterbatasan proses metalurgi serbuk adalah:
a. Serbuk logam sangat mahal dan sulit penyimpanannya karena mudah terkontaminasi. b. Peralatan mahal.
c. Bentuk yang rumit tidak dapat dibuat karena selama penekanan serbuk tidak mampu mengalir mengisi ruang cetakan.
d. Beberapa jenis serbuk logam yang halus merupakan sumber bahaya ledakan dan kebakaran.
2.3 Pembuatan Serbuk
Meskipun semua logam secara teoritis dapat dibuat menjadi serbuk, tetapi hanya beberapa jenis logam yang dimanfaatkan dalam pembuatan benda jadi. Pembuatan serbuk logam dapat dilakukan dengan empat cara, yaitu:
1. Cara Mekanis
Cara mekanis adalah suatu cara pembuatan serbuk logam dengan bantuan alat-alat mekanis atau mesin, seperti:
a. Machining
Pemesinan adalah teknik yang mudah untuk memberikan bentuk, oleh karena itu sangat berguna bagi produksi serbuk dalam skala kecil.
b. Milling
Milling merupakan tumbukan mekanis menggunakan bola-bola keras adalah pendekatan klasik untuk pembuatan serbuk dari material yang mudah pecah (brittle). Penggilingan terdiri dari tabung berotasi dengan bola-bola secara terus menerus beradu dengan material. Material akan hancur menjado serbuk.
2. Cara Fisika
Electrolitik Depotition, cara ini sangat umum diterapkan pada pembuatan serbuk logam, seperti besi, perak dan beberapa jenis logam lainnya. Caranya dengan memisahkan unsur logam dari larutan garamnya. Untuk membuat serbuk besi digunakan elektroda pelat baja yang dipasang sebagai anoda dalam tangki sebagai katoda dan besi mengendap pada electrode tersebut. Digunakan arus searah dan setelah kurang lebih 48 mm, diperoleh endapan setebal 2 mm. Pelat katoda kemudian dikeluarkan dan besi elektrolitik diambil, kemudian besi yang sangat rapuh ini dicuci dan disaring. Serbuk kemudian dianil untuk pelunakan.
3. Cara Kimia
Cara ini adalah dengan proses reduksi, yaitu menghilangkan oksigen dari oksida logam. Cara ini hampir dapat digunakan pada setiap logam. Pada proses reduksi, oksida logam direduksi menjadi serbuk dengan mengalirkan gas reduktor pada suhu di bawah titik cair. Untuk serbuk besi, biasanya digunakan suatu oksida besi. Oksida ini dicampur dengan serbuk kokas dan dimasukkan ke dalam tanur putar. Pada akhir pemisahan, campuran ini dipanaskan sampai suhu 1050oC, hal ini menyebabkan karbon bereaksi dengan oksida oksigen yang terdapat dalam oksida besi. Terbentuklah gas yang dialirkan keluar. Besi yang tertinggal cukup murni dan berbentuk sponge. Serbuk logam lainnya, seperti wolfram, molybdenum. Nikel, dan kobalt dibuat dengan proses yang sama.
4. Cara Atomisasi
Cara ini adalah penyemprotan logam cair dengan menggunakan medium cair atau gas yang bersuhu rendah. Cairan logam ditekan lewat nozzle dan didinginkan dengan udara, atau air. Proses ini bergantung pada pemilihan nozzle, tekanan, temperatur gas, dan jumlah aliran logam. Cara ini ada dua macam yaitu:
a. Gas atomization
Teknik ini untuk menghasilkan logam dengan gas atau udara yang bertekanan.
b. Water atomization
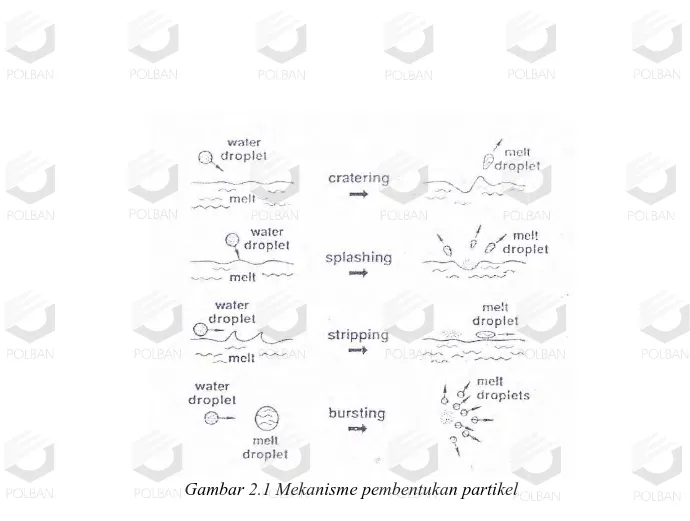
Teknik ini untuk menghasilkan serbuk logam dimana temperatur logam cair kurang lebih 1600oC. Semprotan air dengan tekanan tinggi diarahkan pada aliran logam cair. Air dapat diarahkan dengan satu penyemprot atau lebih, karena pendinginan yang cepat maka bentuk serbuknya irregular dan kasar. Tekanan yang sangat tinggi menghasilkan kecepatan air yang tinggi dan menghasilkan ukuran partikel yang halus. Berikut ini adalah mekanisme pembentukan partikel (Gambar 2.1) dengan water atomization.
Gambar 2.1 Mekanisme pembentukan partikel 2.4 Jenis-jenis Alat Atomisasi
Dalam pengembangannya, alat produksi serbuk logam metoda atomisasi banyak diminati serta secara terus menerus mengalami perkembangan dengan berbagai modifikasi, diantaranya:
1. Alat atomisasi las oksi-asitelin
Alat ini telah dibuat dan diteliti pada tahun 2005 oleh Muhammad Ridlwan, Alva Edi Tantowi, dan Heru Santoso B.R. Pada alat ini proses semburan kawat oksi-asitelin adalah proses pelapisan logam dengan semburan panas dengan sumber energy nyawa oksi-asitelin dan bentuk bahan baku logam pelapis berupa kawat. Salah satu keuntungan dari proses ini adalah banyaknya jenis material yang dapat digunakan dalam prosesnya. Prinsip kerja alat ini yaitu material pelapis yang berbentuk kawat dilewatkan ke dalam nyala oksi-asitelin, yang mempunyai temperatur operasi kurang lebih 3480oC, dipanaskan hingga mencair, kemudian pada saat yang sama udara bertekanan tinggi dialirkan ke kawat yang sedang mencair tersebut untuk mengatomisasi logam cair dan mempercepat kecepatan semburan. 2. Alat atomisasi dengan teknik elektroda putar
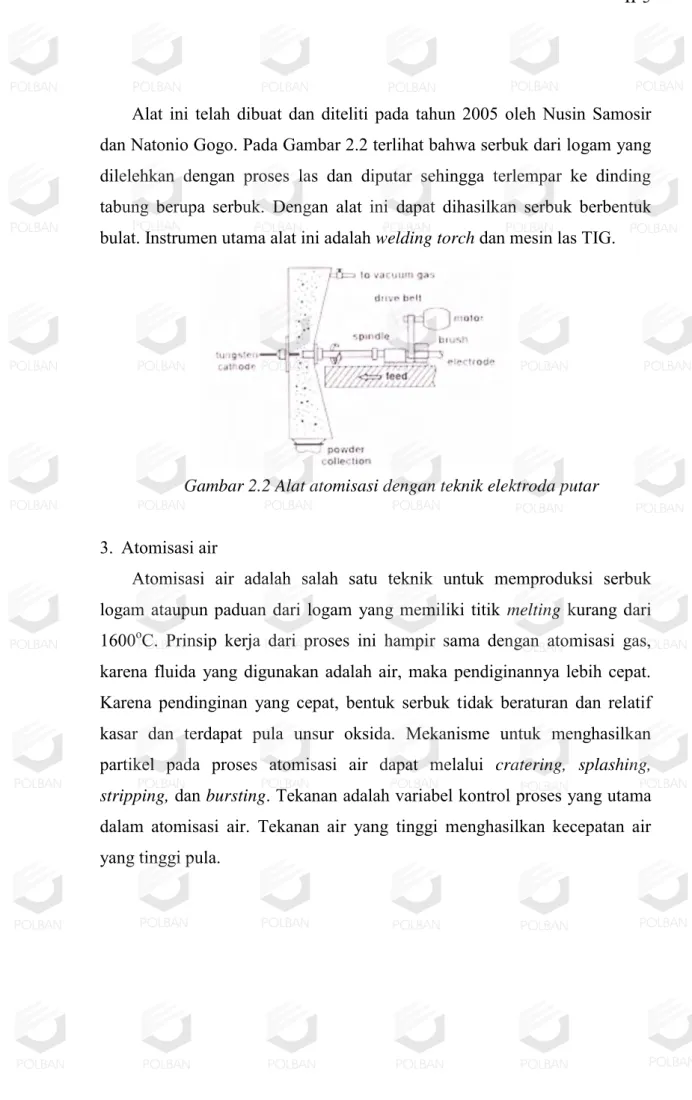
Alat ini telah dibuat dan diteliti pada tahun 2005 oleh Nusin Samosir dan Natonio Gogo. Pada Gambar 2.2 terlihat bahwa serbuk dari logam yang dilelehkan dengan proses las dan diputar sehingga terlempar ke dinding tabung berupa serbuk. Dengan alat ini dapat dihasilkan serbuk berbentuk bulat. Instrumen utama alat ini adalah welding torch dan mesin las TIG.
Gambar 2.2 Alat atomisasi dengan teknik elektroda putar
3. Atomisasi air
Atomisasi air adalah salah satu teknik untuk memproduksi serbuk logam ataupun paduan dari logam yang memiliki titik melting kurang dari 1600oC. Prinsip kerja dari proses ini hampir sama dengan atomisasi gas, karena fluida yang digunakan adalah air, maka pendiginannya lebih cepat. Karena pendinginan yang cepat, bentuk serbuk tidak beraturan dan relatif kasar dan terdapat pula unsur oksida. Mekanisme untuk menghasilkan partikel pada proses atomisasi air dapat melalui cratering, splashing, stripping, dan bursting. Tekanan adalah variabel kontrol proses yang utama dalam atomisasi air. Tekanan air yang tinggi menghasilkan kecepatan air yang tinggi pula.
2.5 Bagian-bagian Alat Atomisasi 1. Nozzle
Nozzle adalah alat untuk menyalurkan air betekanan yang nantinya akan mengenai logam cair sehingga membentuk serbuk logam.
Berikut adalah perhitungan kecepatan air pada saat melewati nozzle. Hasil perhitungan ini nantinya akan dipakai sebagai parameter dalam proses simulasi. Z1+ g P1 + 2g v 2 1 = Z 2 + g P2 + 2g v 2 2 + HL ………. (1) Keterangan: Z = Ketinggian (m) P = Tekanan (Pa)
= Massa jenis air (kg/m3) g = Gravitasi (9,81 m/s2) v = Kecepatan (m/s) HL = Head Loss (m)
Head Loss terbagi menjadi dua:
a. Rugi-rugi mayor (Hm) adalah akibat dari perbedaan diameter (pengecilan atau pembesaran mendadak)
Hm = k g 2 v 2 ……….………..(2) Keterangan: Hm = Rugi-rugi mayor (m) k = Kosntanta v = kecepatan (m/s) g = Gravitasi (9,81 m/s2)
b. Rugi-rugi minor (Hf) adalah akibat dari gesekan Hf = f d L g 2 v2 ……….. ..(3)
f = Re 64 (jika turbulence) Keterangan: Hf = Rugi-rugi minor (m) f = koefisien gesek d = diameter penampang (m) L = panjang penampang (m) v = kecepatan (m/s) g = gravitasi (9,81 m/s2)
Sebuah aliran akan turbulence jika Re > 2400
Re = dv ……… (4)
Keterangan:
Re = Bilangan Reynold
= massa jenis air (kg/m3) d = diameter penampang (m) v = kecepatan (m/s)
µ = 1,14 x 10-3
2. Ruang atomisasi (Chamber)
Chamber adalah tempat terjadinya proses atomisasi sampai menghasilkan serbuk. Untuk menentukan banyak bahan yang akan digunakan dalam pembuatan serbuk dapat digunakan perhitungan secara matematis sederhana yaitu dibuat sesuai hasil dari simulasi NUMECA. Kita tentukan chamber yang akan kita buat tersebut berbentuk kotak. Dengan panjang sesuai hasil simulasi yaitu 1,2 meter, untuk lebar dan tinggi kita tentukan 0,4 meter.
Salah satu tahap pembuatan chamber yaitu pemotongan bahan. Bahan yang telah dipotong kemudian ditekuk sesuai gambar kerja. Setelah dilakukan penekukan maka dilakukan perakitan dengan memasang bagian-bagian plat tersebut agar menjadi satu kesatuan box chamber sesuai gambar kerja. Pemasangan tersebut kita lakukan dengan memasang baut.
2.6 Bentuk Geometrik Nozzle
Untuk bentuk nozzle pada proses atomisasi ini sangat banyak macamnya tergantung pada penggunaan nozzle itu sendiri, dimana fungsi nozzle adalah untuk mengontrol aliran dan bentuk dari fluida yang akan mengabutkan logam cair sehingga dapat menghasilkan serbuk logam sesuai dengan sifat-sifat yang diinginkan.
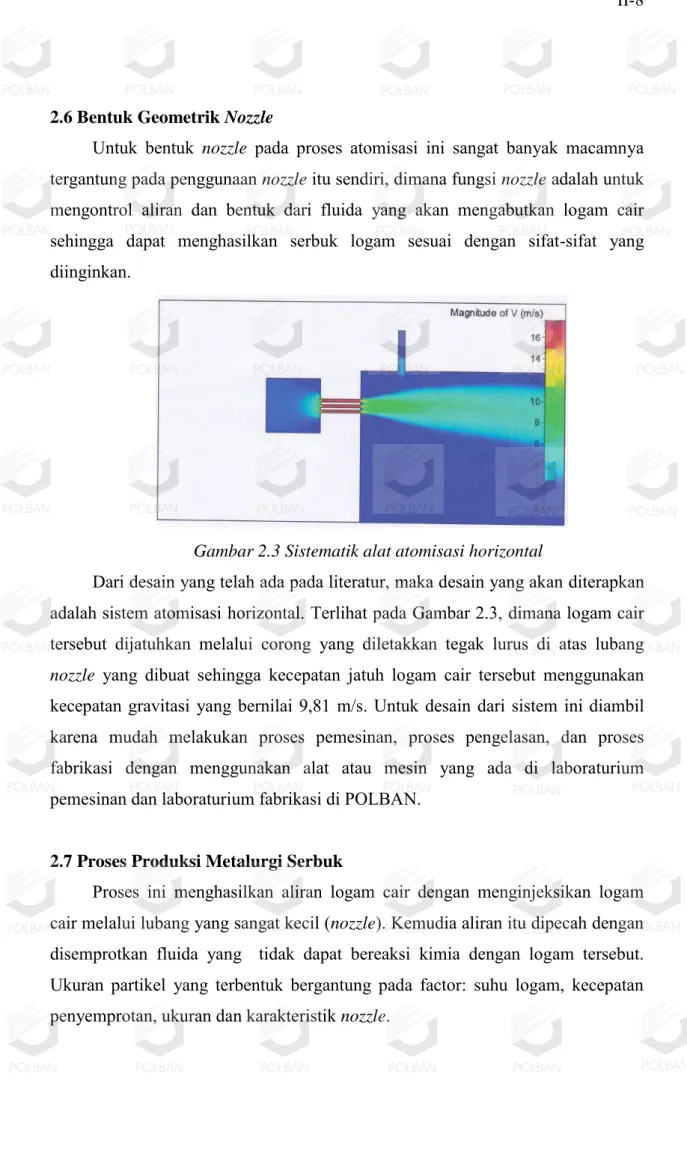
Gambar 2.3 Sistematik alat atomisasi horizontal
Dari desain yang telah ada pada literatur, maka desain yang akan diterapkan adalah sistem atomisasi horizontal. Terlihat pada Gambar 2.3, dimana logam cair tersebut dijatuhkan melalui corong yang diletakkan tegak lurus di atas lubang nozzle yang dibuat sehingga kecepatan jatuh logam cair tersebut menggunakan kecepatan gravitasi yang bernilai 9,81 m/s. Untuk desain dari sistem ini diambil karena mudah melakukan proses pemesinan, proses pengelasan, dan proses fabrikasi dengan menggunakan alat atau mesin yang ada di laboraturium pemesinan dan laboraturium fabrikasi di POLBAN.
2.7 Proses Produksi Metalurgi Serbuk
Proses ini menghasilkan aliran logam cair dengan menginjeksikan logam cair melalui lubang yang sangat kecil (nozzle). Kemudia aliran itu dipecah dengan disemprotkan fluida yang tidak dapat bereaksi kimia dengan logam tersebut. Ukuran partikel yang terbentuk bergantung pada factor: suhu logam, kecepatan penyemprotan, ukuran dan karakteristik nozzle.
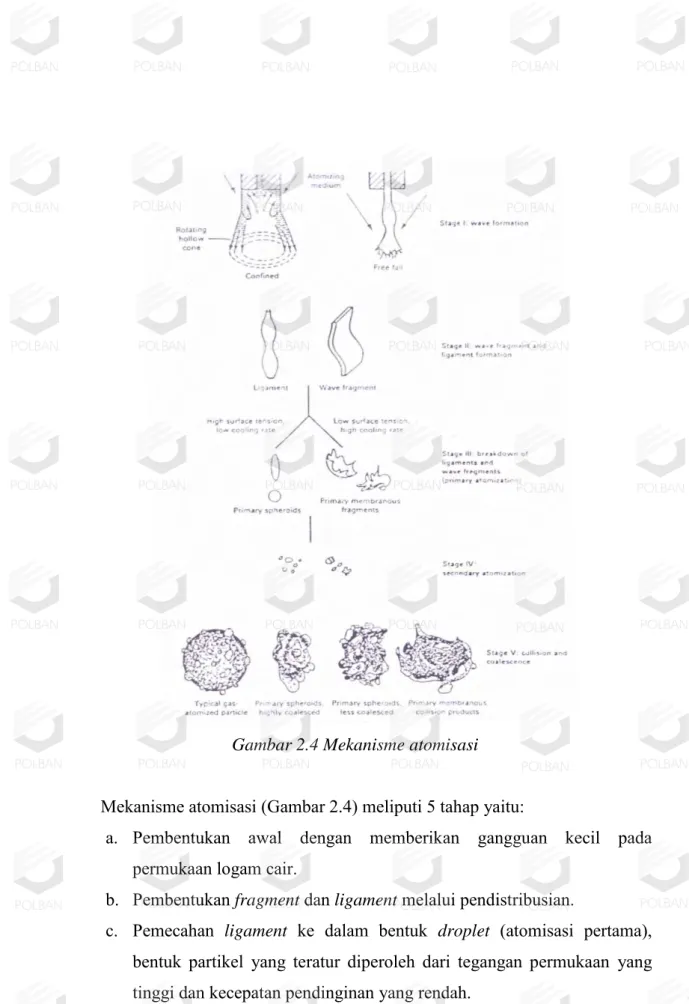
Gambar 2.4 Mekanisme atomisasi
Mekanisme atomisasi (Gambar 2.4) meliputi 5 tahap yaitu:
a. Pembentukan awal dengan memberikan gangguan kecil pada permukaan logam cair.
b. Pembentukan fragment dan ligament melalui pendistribusian.
c. Pemecahan ligament ke dalam bentuk droplet (atomisasi pertama), bentuk partikel yang teratur diperoleh dari tegangan permukaan yang tinggi dan kecepatan pendinginan yang rendah.
d. Deformasi yang lebih jauh dan pengecilan dari bentuk droplet ke bentuk partikel yang lebih kecil lagi (atomisasi kedua).
e. Penyatuan dan pemisahan partikel.
2.8 Bentuk Nozzle
Bentuk nozzle ini dapat dibedakan menjadi 2, yaitu: a. Nozzle terbuka
Pada bagian ini, nozzle terdiri dari dua buah lubang yang memiliki diameter dan bentuk tertentu dan mempunyai sudut tertentu yang mempertemukan aliran fluida yang bertekanan.
b. Nozzle tertutup
Pada bagian ini, nozzle seluruhnya tertutup dan dialiri oleh fluida sehingga tidak ada cairan, nozzle ini terdiri dari berbagai bentuk aliran. Ada yang kerucut, prisma dan segitiga yang memiliki diameter dan bentuk tertentu. Nozzle tertutup mempunyai sudut yang mempertemukan aliran fluida yang bertekanan dan mengalir mengelilingi cairan logam sehingga cairan logam tidak keluar dari batas aliran fluida.
2.9 Sifat dan Karakteristik Serbuk
Ukuran partikel, bentuk dan distribusi ukuran serbuk logam (pada Gambar 2.5) mempengaruhi karakteristik packing, aliran, kemampuan tekan, dan sifat fisis benda yang dimampatkan . Serbuk dibuat menurut spesifikasi, antara lain:
a. Bentuk
Bentuk ini bergantung pada cara pembuatannya. Dapat berbentuk bulat, tak teratur, pipih atau bersudut tajam. Oleh karena kesukarannya untuk menentukan bentuk partikel, maka penentuan bentuk partikel dilakukan secara subyektif.
b. Ukuran partikel
Kehalusan sangat berkaitan erat dengan kekasaran permukaan. Ukuran partikel biasanya ditentukan dengan mengayak serbuk menggunakan ayakan standar atau dengan pengukuran mikroskop. Ayakan standar berukuran
antara 36 sampai 850 µm digunakan untuk memeriksa ukuran dan menentukan distribusi ukuran partikel dalam daerah tertentu.
c. Distribusi dan ukuran partikel
Distribusi dan ukuran partikel ditentukan oleh jumlah partikel dari setiap ukuran standar dalam serbuk tersebut. Pengaruh tersebut terhadap mampu alir, berat jenis dan porositas produk cukup besar.
d. Sifat kimia
Menyangkut kemurnian serbuk, jumlah oksida yang diperbolehkan, dan kadar elemen lainnya.
e. Sifat mampu tekan
Mampu tekan (kompresibilitas) adalah perbandingan volume serbuk lepas dengan volume hasil tekan. Nilai ini berbeda-beda dan dipengaruhi oleh distribusi ukuran dan bentuk partikel. Kekuatan tekan mentah bergantung pada nilai kompresibilitas.
f. Berat jenis curah (apparent density)
Apparent density adalah massa serbuk per volume (gram/cm3). Harga ini harus tepat agar jumlah serbuk yang mengisi cetakan setiap waktunya tetap sama.
g. Mampu alir (fluiditas)
Mampu alir merupakan karakteristik yang menggambarkan sifat alir serbuk dan kemampuan memenuhi ruang cetak. Karakteristik ini dapat digambarkan sebagai laju alir melalui suatu celah tertentu. Hal ini dipakai sebagai perbandingan pada proses pembuatan produk, berapa lama serbuk dapat melewati nozzle besar dalam mengisi ruang cetakan. Kecepatan alir lewat nozzle ini merupakan factor batas kecepatan produksi.
Gambar 2.5 Bentuk-bentuk serbuk
2.10 Timah
Timah adalah sebuah unsur kimia dalam tabel periodik yang memiliki simbol Sn (bahasa latin: stannum) dan nomor atom 50. Unsur ini merupakan logam miskin keperakan, dapat ditempa (malleable), tidak mudah teroksidasi dalam udara sehingga tahan karat, ditemukan dalam banyak paduan logam, dan digunakan untuk melapisi logam lainnya untuk mencegah karat. Timah diperoleh terutama dari mineral cassiterite yang terbentuk sebagai oksida. Timah memiliki dua bentuk yaitu sebagai timah putih (metallic) dan timah hitam (no metallic).
Sifat fisik timah dapat dijelaskan pada tabel dibawah ini: Tabel 2.1 Sifat fisik timah (Sn) Nama, simbol, dan unsur Timah, Sn, 50
Sifat Fisik
Wujud Padat
Density ( 20oC) 7,28g/cm3 Coefficient of thermal expansion
( 0-100oC)
26,92 x 10-6/oC
Electrical resistivity( 18oC ) 11,3Ω.cm Electrical conductivity
( dibandingkan dengan tembaga )
14,9%
Specific Heat(at room temperature) 0,054cal/goC Heat of formation of lowest oxide 69,8Kkal/g mol
Heat of fusion 1,72Kkal/mol
Melting point 231,928oC
Ultimate tensile strength 14MPa
Brinnel Hardness 5MPa
Young Modulus elasticity 41GPa
Boiling Point 2270oC Spesific gravity 7,3
2.11 Scanning Electron Microscope (SEM)
SEM adalah jenis mikroskop elektron yang gambar permukaan sampelnya ditampilkan dengan bantuan sinar elektron. Elektron berinteraksi dengan atom-atom yang membentuk sampel mnghasilkan sinyal yang berisi informasi tentang permukaan topografi sampel, komposisi, dan sifat lainnya.
Jenis sinyal yang dihasilkan oleh SEM termasuk elektron sekunder, Backscattred electroni (BSE), sinar-X karekteristik, cahaya dan dikirimkan pada specimen. Pada umumnya elektron sekunder yang dipakai dalam proses SEM. Dalam mode deteksi atau electron SEI, SEM dapat menghasilkan gambar resolusi sangat tinggi dari permukaan sampel. Karena berkas elektron yang bersifat sangat sempit, mikrograf SEM besar memiliki kedalaman lapangan yang menghasilkan penampilan tiga dimensi untuk memahami struktur permukaan sampel.