BAB IV
ANALISA DAN PEMBAHASAN
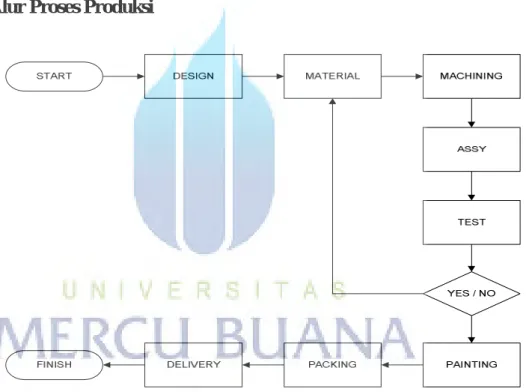
4.1. Alur Proses Produksi
Gambar 4.1 Alur Proses Produksi
4.2. Material
Material yang digunakan dalam pembuatan Cylinder Hydraulic Tilting Forklif menggunakan dua type material yaitu material siap proses dan material siap pakai.
4.2.1. Material Siap Proses
Material siap proses yaitu material yang akan dilakukan proses produksi sesuai tabel dibawah ini.
Tabel 4.1 Material siap proses
NO. DESCRIPTION MATERIAL QTY 1 Rod Ø 45 Hardchrome S45C 1 Pcs
2 Cover Gland S45C 1 Pcs
3 Gland S45C 1 Pcs
4 Bushing Gland Brons 1 Pcs
5 Tube STKM13C 1 Pcs
6 Piston S45C 1 Pcs
7 Nut For Piston S45C 1 Pcs
8 Back Cover S45C 1 Pcs
9 Clevis S45C 1 Pcs
10 Bushing Clevis Brons 1 Pcs
11 Ring Gland S45C 1 Pcs
12 Neple Housing S45C 1 Pcs
13 Support For Pipe S45C 1 Pcs
4.2.2. Material Siap Pakai
Material siap pakai yaitu material yang siap digunakan, yang diperoleh dengan cara membeli sesuai standard.
Tabel 4.2 Material siap pakai
NO. DESCRIPTION DIMENTION MATERIAL QTY
1 Neple 3/4 NPT x 18G 1 Pcs
2 Circlip Internal 1 Pcs
3 Piston Seal/K1 85 x 100 x 12 PU 2 Pcs 4 Piston Seal/F7 92 x 96 x 100 x 24 POM 1 Pcs
5 Oring Piston 29 x 3.5 NBR 1 Pcs
6 Wiper Seal 45 x 57 x 7.5 x 5 NBR+Metal 1 Pcs
7 Rod Seal 45 x 55 x 47 PU 1 Pcs
8 Oring Cover 90.5 x 5.3 NBR 1 Pcs
4.3. Proses Produksi
Pada dasarnya dalam proses produksi ini menggunakan surat perintah kerja berbentuk gambar atau sering disebut dengan gambar kerja. Tanpa gambar operator tidak dapat bekerja dengan baik.
4.3.1. Rod
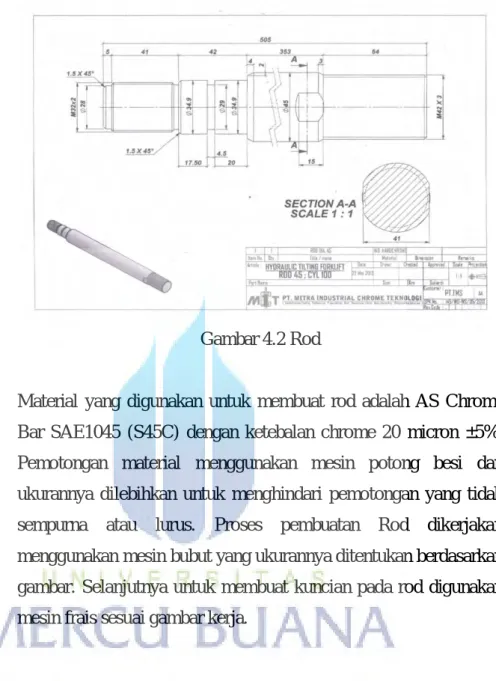
Gambar 4.2 Rod
Material yang digunakan untuk membuat rod adalah AS Chrome Bar SAE1045 (S45C) dengan ketebalan chrome 20 micron ±5%.
Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Rod dikerjakan menggunakan mesin bubut yang ukurannya ditentukan berdasarkan gambar. Selanjutnya untuk membuat kuncian pada rod digunakan mesin frais sesuai gambar kerja.
4.3.2. Cover Gland
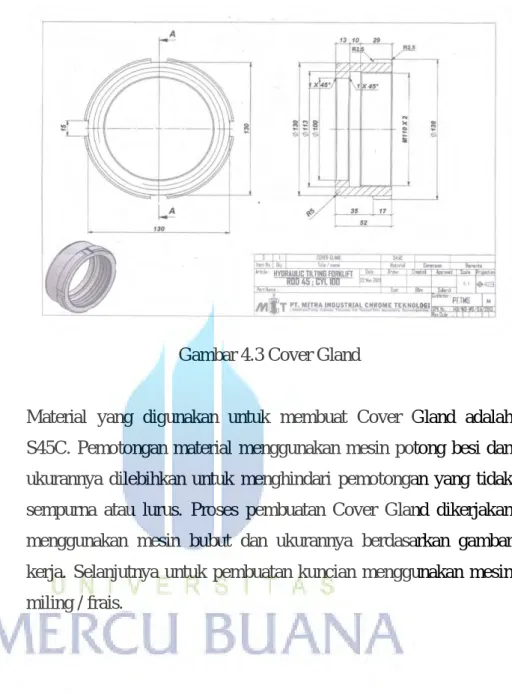
Gambar 4.3 Cover Gland
Material yang digunakan untuk membuat Cover Gland adalah S45C. Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Cover Gland dikerjakan menggunakan mesin bubut dan ukurannya berdasarkan gambar kerja. Selanjutnya untuk pembuatan kuncian menggunakan mesin miling / frais.
4.3.3. Gland
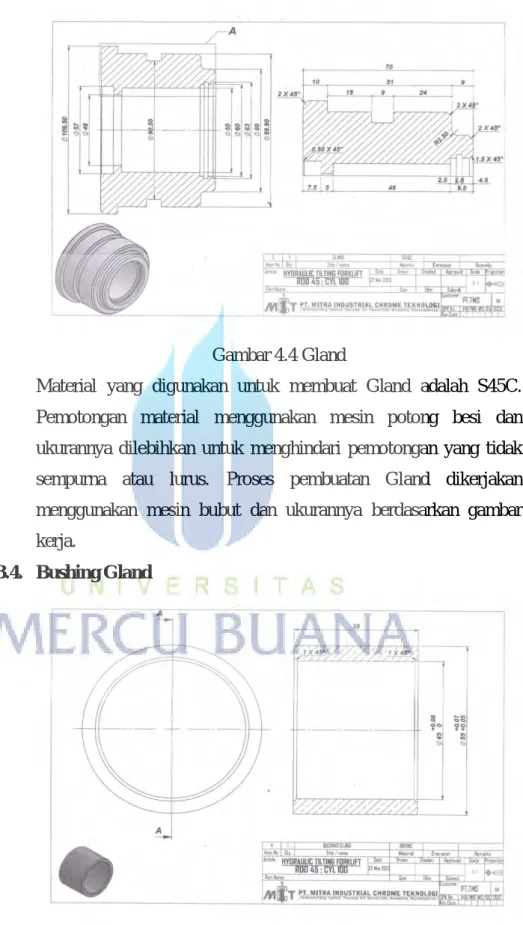
Gambar 4.4 Gland
Material yang digunakan untuk membuat Gland adalah S45C.
Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Gland dikerjakan menggunakan mesin bubut dan ukurannya berdasarkan gambar kerja.
4.3.4. Bushing Gland
Gambar 4.5 Bushing Gland
Material yang digunakan untuk membuat Bushing Gland adalah Brons. Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Bushing Gland dikerjakan menggunakan mesin bubut dan ukurannya berdasarkan gambar kerja.
4.3.5. Tube / Tabung
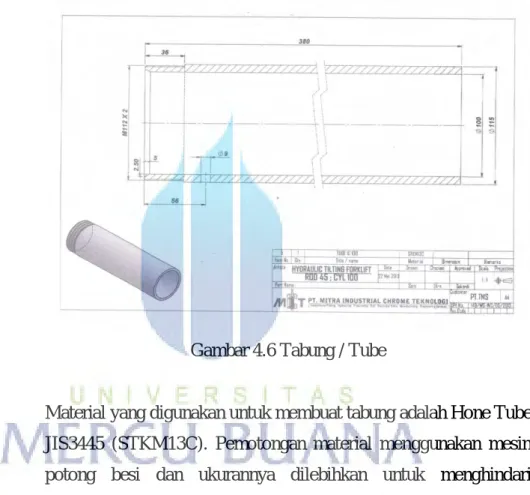
Gambar 4.6 Tabung / Tube
Material yang digunakan untuk membuat tabung adalah Hone Tube JIS3445 (STKM13C). Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan tabung dikerjakan menggunakan mesin bubut dan ukuran menyesuaikan gambar kerja. Untuk pembuatan lubang neple dibor menggunakan mesin bor.
4.3.6. Piston
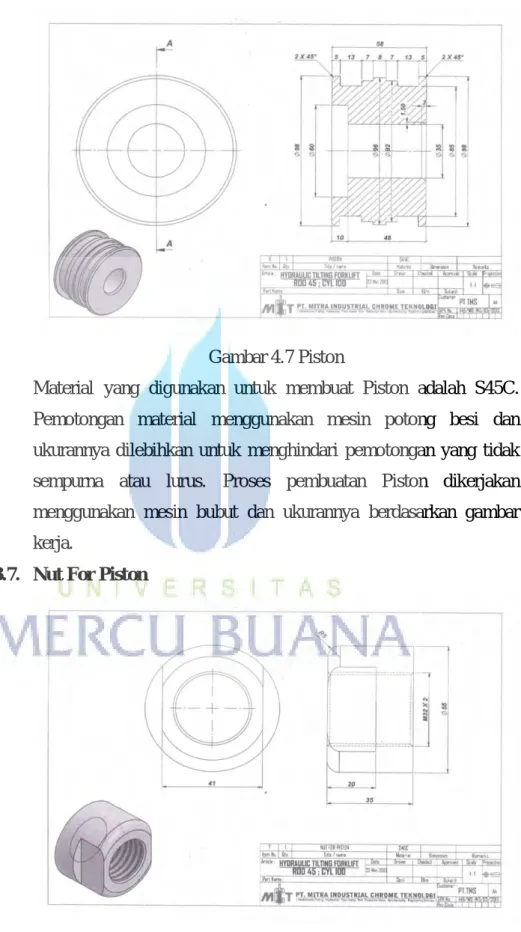
Gambar 4.7 Piston
Material yang digunakan untuk membuat Piston adalah S45C.
Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Piston dikerjakan menggunakan mesin bubut dan ukurannya berdasarkan gambar kerja.
4.3.7. Nut For Piston
Gambar 4.8 Nut For Piston
Material yang digunakan untuk membuat Nut For Piston adalah S45C. Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Nut For Piston dikerjakan menggunakan mesin bubut yang ukurannya ditentukan berdasarkan gambar. Selanjutnya untuk membuat kuncian pada Nut For Piston digunakan mesin frais sesuai gambar kerja.
4.3.8. Back Cover
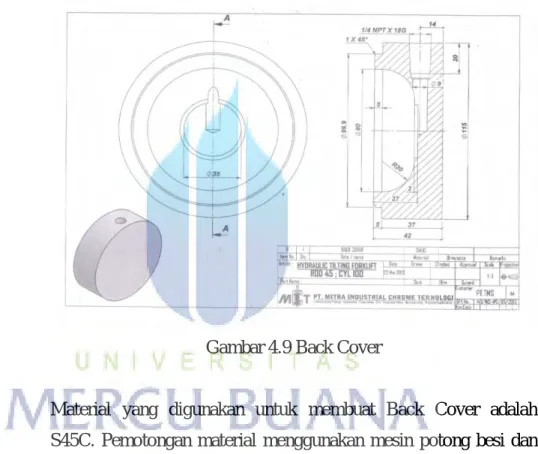
Gambar 4.9 Back Cover
Material yang digunakan untuk membuat Back Cover adalah S45C. Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Back Cover dikerjakan menggunakan mesin bubut dan ukuran menyesuaikan gambar kerja. Untuk pembuatan lubang neple dibor menggunakan mesin bor dan selanjutnya proses taping untuk membuat ulir dalam.
Kemudian proses yang terakhir adalah penyambungan antara back cover dengan tabung dengan cara pengelasan.
4.3.9. Clevis
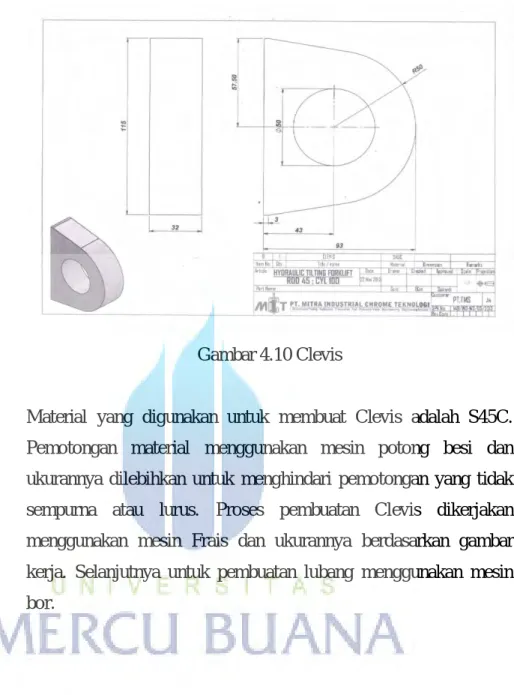
Gambar 4.10 Clevis
Material yang digunakan untuk membuat Clevis adalah S45C.
Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Clevis dikerjakan menggunakan mesin Frais dan ukurannya berdasarkan gambar kerja. Selanjutnya untuk pembuatan lubang menggunakan mesin bor.
4.3.10. Bushing Clevis
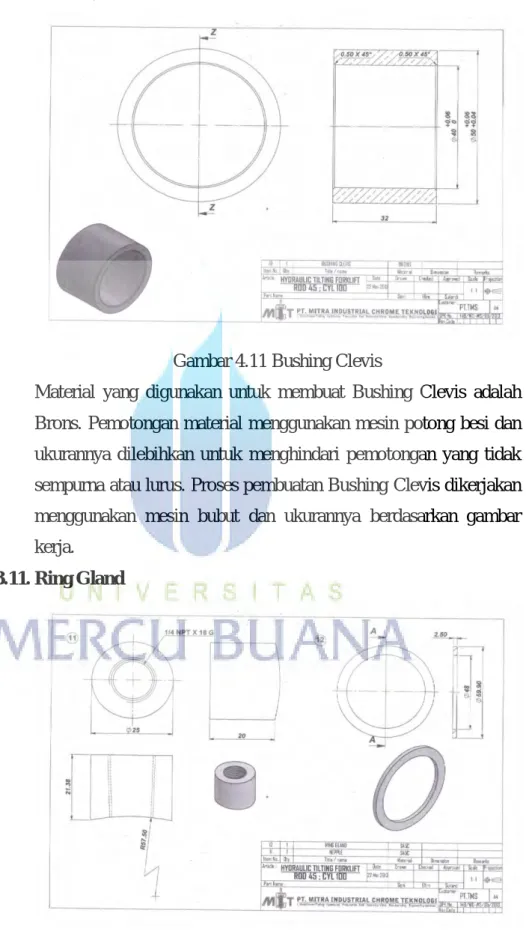
Gambar 4.11 Bushing Clevis
Material yang digunakan untuk membuat Bushing Clevis adalah Brons. Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Bushing Clevis dikerjakan menggunakan mesin bubut dan ukurannya berdasarkan gambar kerja.
4.3.11. Ring Gland
Gambar 4.12 Ring Gland
Material yang digunakan untuk membuat Ring Gland adalah S45C. Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Ring Gland dikerjakan menggunakan mesin bubut dan ukuran menyesuaikan gambar kerja.
4.3.12. Neple Housing
Material yang digunakan untuk membuat Neple Housing adalah S45C. Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Neple Housing dikerjakan menggunakan mesin bubut yang ukurannya ditentukan berdasarkan gambar kerja. Selanjutnya untuk membuat lubang dan ulir dalam pada Neple Housing digunakan mesin bor dan tap.
4.3.13. Suport For Pipe
Gambar 4.13 Suport For Pipe
Material yang digunakan untuk membuat Suport For Pipe adalah S45C. Pemotongan material menggunakan mesin potong besi dan ukurannya dilebihkan untuk menghindari pemotongan yang tidak sempurna atau lurus. Proses pembuatan Suport For Pipe dikerjakan
menggunakan mesin frais yang ukurannya ditentukan berdasarkan gambar kerja. Selanjutnya untuk membuat lubang dan ulir dalam pada Neple Housing digunakan mesin bor dan tap.
4.4. Assembling
Gambar 4.14 Assembling
Setelah proses machining selesai kemudian part – part yang telah selesai dikerjakan diserahkan ke bagian assembling untuk dilakukan perakitan.
4.5. Pressure Test
Proses selanjutnya setelah semua part diassembling, dilakukan pengetesan tekanan dan kebocoran menggunakan mesin powerpack dengan tekanan 100 bar/kpa.
4.6. Finishing ( Painting, Packing dan Delivery )
Apabila semua sudah terpasang dan tidak mengalami kebocoran maka proses selanjutnya adalah pengecatan Cylinder Hydraulic Tilting Forklif. Pengecatan dilakukan menggunakan peralatan semprot dengan bantuan angin kompresor. Cat yang digunakan adalah cat minyak yang dicampur tinner dengan perbandingan yang sudah ditentukan. Pengecatan dilakukan sesuai dengan warna standar yang sudah ditentukan oleh
Setelah pengecatan dilakukan maka cylinder tersebut dikeringkan.
Kemudian dilakukan pelapisan menggunakan plastic rafing dan dibuatkan packing dari kayu sesuai dimensi Cylinder Hydraulic Tilting Forklif.
Pengiriman dilakukan menggunakan kendaraan roda empat dan dikirim ke pelanggan.