commit to user
PENGARUH
TRANSVERSE SPEED
TERHADAP
SIFAT MEKANIK HASIL LASAN
FRICTION STIR WELDING
PADA MATERIAL
POLYPROPYLENE SHEET
DENGAN
PEMANAS TAMBAHAN
SKRIPSI
Diajukansebagaisalahsatusyarat
untukmemperolehgelar
SarjanaTeknik
Oleh : BAYU SEPTIAJI
NIM. I 0408082
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
commit to user
commit to user
MOTTO
“ Tidaksem uadar ikit adapat m elakukanhal- halbesar .Tet api, kit adapat m elakukanhal- halkecildengancint a yang besar .”
“ Sayadat ang, sayabim bingan, sayauj ian, sayar evisidansayam enang”
commit to user
OF FRICTION STIR WELDING IN POLYPROPYLENE SHEET WITH ADDITIONAL HEATER
BayuSeptiaji
Department of Mechanical Engineering Faculty of Engineering SebelasMaret University
Surakarta, Indonesia
E-mail: [email protected]
Abstract
Friction stir welding (FSW) is a solid-state joining process without use additional material. FSW initially applied to joint two piece of metal, and then began to be applied to non-metallic materials such as polymers. Polypropylene (PP) is one kind of thermoplastic polymer used in a wide variety industry. PP has low thermal conductivity, so additional heaterapplied to help welding process.
Two pieces of polypropylene with dimention 200x40x6 mm was usedas based material. Welding parameters in process used are 1140 of rotational speed, 2oof tilt angel, and 0,2 mm shoulder depth of plunge. Variation transverse speed of FSW process are 7,3; 13; 24,5; and 33,5 mm/min with and without additional heater. UTM was used for tensile and bending testing, and Stereozoom was used for macrostructure fracture investigation.
The result showed that welds with additional heater have the higher mechanical strength than without additional heater. Mechanical strength increase along with decreasing of transverse speed. It led specimen with variation of transverse speed 7,3 mm/min with additional heater has the highest mechanical strength,10,73 Mpa for tensile; 39,33 Mpa for face bending and 21,99 Mpa for root bending.
Keywords :friction stir welding, polypropylene, transverse speed, and additional
commit to user
ii
PENGARUHTRANSVERSE SPEEDTERHADAP SIFAT MEKANIK HASIL
LASANFRICTION STIR WELDINGPADA MATERIALPOLYPROPYLENE
SHEETDENGAN PEMANAS TAMBAHAN
BayuSeptiaji
JurusanTeknikMesinFakultasTeknik UniversitasSebelasMaret Surakarta
Abstrak
Friction stir welding (FSW)adalahpenyambungan material
dalamkeadaanpadatdantidakmenggunakanbahantambahan. FSW
awalnyadiaplikasikanuntukpenyambungan material logam,
dansekarangdiaplikasikanuntuk material non logamsepertipolimer.Polypropylene (PP) merupakanpolimer yang banyakdigunakandalamduniaindustri. PP memilikikonduktivitaspanasrendah,
sehinggaperluditambahkanpemanastambahanuntukmembantu proses pengelasannya. Material yang digunakanadalah 2 buah plat PP dengandimensi 200x40x6 mm. Parameter pengelasan yang digunakanyaiturotational speed 1140 rpm,sudut kemiringan tool 20danshoulder depth of plunge0,2 mm. Variasitransverse speed 7,3; 13; 24,5; dan 33,5 mm/min denganpemanasdantanpapemanas.Hasillasdiujitarikdan
bending denganmenggunakanmesin UTM
dandiujifotomakrountukmenganalisapatahan.
Hasillasdenganpemanastambahanmemilikinilaikekuatanmekanik yang lebihtinggidaripadatanpapemanas.Kekuatanmekaniksemakinmeningkatseiringdengan penurunantransverse speed.Kekuatanmekaniktertinggidiperolehpadavariasitransverse speed 7,3 mm/min denganpemanastambahan, yaitu 10,73 MPauntukujitarik; 39,33 MPauntukujiface bending; dan21,99 MPauntukujiroot bending.
Kata kunci :friction stir welding, polypropylene,transverse
commit to user
KATA PENGANTAR
Dengan mengucap syukur alhamdulillah penulis panjatkan atas kehadirat
Allah SWT yang telah melimpahkan rahmat, taufiq, hidayah serta inayahnya
sehingga penulis dapat menyelesaikan skripsi dengan judul “Pengaruh Transverse
Speed Terhadap Sifat Mekanik Hasil Lasan Friction Stir Welding Pada Material
Polypropylene Sheet DenganPemanas Tambahan”.
SkripsiinidisusungunamemenuhisalahsatusyaratuntukmenyelesaikanPendidikan
Program Sarjana (S1) JurusanTeknikMesinUniversitassebelasMaret Surakarta.
Penulismenyadariketerbatasanpengetahuandanpengalaman yang
dimilikipenulis.Tanpaadanyabantuandariberbagaipihak,
penyusunanskripsiinitidakakanterselesaikan. Olehkarenaitu,
padakesempataninidengansegalakerendahanhati, penulisinginmenyampaikan rasa
terimakasih yang sebesar-besarnyakepada :
1. Bapak Dr. Triyono, ST., MT. selakudosenpembimbing I yang
senantiasamemberikanarahan, bimbingan, nasehat,
danmeluangkanwaktudalammenyelesaikanskripsi.
2. BapakBambangKusharjanta, ST., MT. selakudosenpembimbing II yang
senantiasamemberikanarahan, bimbingan, nasehat,
danmeluangkanwaktudalammenyelesaikanskripsi.
3. BapakWibowo, ST., MT. danibu Indri Yaningsih, ST., MT.
selakudosenpengujitugasakhirpenulis yang telahmemberikanbanyak saran yang
membangundalampenyelesaianskripsi.
4. BapakDidikDjokoSusilo, ST., MT.
selakuKetuaJurusanTeknikMesinFakultasTeknikUniversitasSebelasMaret.
5. BapakPurwadi, ST., M.Kom. selakupembimbingakademis.
6. Bapak Dr. Eng. SyamsulHadi, ST., MT. selakukoordinatorTugasAkhir Program
Studi S1 Reguler.
7. Staflaboratorium Proses Produksidanlaboratorium Material Teknik yang
commit to user
v
8. SeluruhdosendanstafJurusanTeknikMesinFakultasTeknikUniversitasSebelasMaret.
9. Kedua orang tua, saudara-saudara, danseluruhkeluarga yang
telahmemberikansegalanya.
10. Seluruhrekan-rekanTeknikMesin yang tidakdapat kami sebutkansatupersatu,
atasdukungandanbantuannya.
11. Serta semuapihak yang belumdisebutkan yang
telahmembantudalammenyelesaikanskripsi.
Penulismenyadaribahwadalampenulisanskripsiiniterdapatbanyakkesalahandan
jugakekuranganbaikdarisegimaterimaupunteknis,
olehsebabitupenulismohonmaafdanmembukadiribagikritikdan saran yang
membangundaripembaca demi kesempurnaanpenulisanskripsiini.
Akhir kata
penulishanyadapatberharapsemogaskripsiinidapatbermanfaatbukanhanyabagiPenulist
etapijugabagisemuapihak yang membutuhkannya.TerimaKasih.
Surakarta, Februari 2015
commit to user
DAFTAR ISI
Halaman
HalamanJudul... i
Abstrak ………... ii
Kata Pengantar ... iv
Daftar Isi ... vi
DaftarGambar... viii
DaftarTabel ... ix
DaftarLampiran ... x
BAB I PENDAHULUAN 1.1. LatarBelakang ... 1
1.2. PerumusanMasalah ... 3
1.3. BatasanMasalah... 3
1.4. TujuandanManfaat ... 3
1.5. SistematikaPenulisan ... 4
BAB II LANDASAN TEORI 2.1. TinjauanPustaka ... 5
2.2. DasarTeori... 6
2.3. Hipotesis... 10
BAB III METODOLOGI PENELITIAN 3.1. Tempat Penelitian ... 11
3.2.AlatdanBahan ……….... 11
3.3. ProsedurPenelitian... 14
3.3.1 Variabel Penelitian ... 14
3.3.2 Proses Pengelasan FSW ... 15
3.3.3 Tahap Pengujian... 16
3.4. Jumlah Spesimen Pengujian... 19
3.5. Tahap Analisa... 19
commit to user
vii BAB IV DATA DAN ANALISA
4.1.Pemerikasaan foto makro (Macrostructure Observe)... 22
4.2.Kekuatan Tarik (Tensile Strength) ... 25
4.3.Kekuatan Bending (Bending Strength) ... 28
BAB V PENUTUP
5.1.Kesimpulan ... 34
5.2.Saran... 34
DAFTAR PUSTAKA
commit to user
DAFTAR GAMBAR
Halaman
Gambar2.1 Skema lasFSW... 7
Gambar 2.1 Skemalas FSW... 7
Gambar 2.2 Proses pengelasan FSW... 9
Gambar 3.1 Mesin milling…………... 11
Gambar3.2 Dimensitool... 11
Gambar 3.3 Heaterbatangdanchasing……..... 12
Gambar 3.4 Thermoreader……….... 12
Gambar 3.5 Pencekam... 12
Gambar 3.6 Mesin UTM……..... 13
Gambar 3.7 Polypropylene……... 13
Gambar 3.8 Rancanganspesimenlas FSW ... 14
Gambar 3.9 Pemasangan spesimen,tool,danheater... 16
Gambar 3.10 Dimensi spesimen uji tarik ... 17
Gambar 3.11 Dimesi spesimen ujibending... 17
Gambar 3.12 Skema pengujianface bending... 18
Gambar 3.13 Skema pengujianroot bending... 18
Gambar 3.14 Diagram alir... 20
Gambar4.1 Fotomakrotampak atasspesimenhasillas FSW... 21Gambar4.2 Exit hole ………..... 22
Gambar 4.3 Fotomakrotampaksampingspesimenhasillas FSW... 23
Gambar 4.4 Grafikhasilkekuatantarik………...... 24
Gambar 4.5 Penampangpatahantarik……….……… 26
Gambar 4.6 Grafikhasilkekuatanface bending... 27
Gambar 4.7 Grafikhasilkekuatanroot bending……….. 29
commit to user
ix
DAFTAR TABEL
Halaman
Tabel3.1 Variabel Penelitian ... 13
commit to user
DAFTAR LAMPIRAN
Halaman
Lampiran 1.Hasilujitarik ... 37
Lampiran 2.Hasilujiface bending... 38
commit to user
commit to user a
b d
commit to user
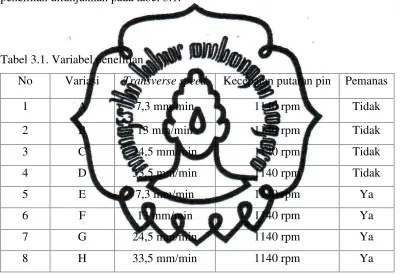
Penelitian ini menggunakan 3 (tiga) variabel, yaitu variabel bebas, variabel
terikat, dan variabel terkontrol. Variabel bebas (independent) adalah transverse
speedyaitu 7,3 mm/min, 13 mm/min, 24,5 mm/min, dan 33,5 mm/min dan kecepatan
putaran pin yaitu 1140 rpm.Variabel terikat (dependent)adalah kekuatan sambungan
yang dihasilkan dari proses pengelasan FSW plat polypropylene.Variabel terkontrol
adalah gaya pencekaman ragum pada benda kerja dan sudut kemiringan tool.Variabel
penelitian ditunjukkan pada tabel 3.1.
Tabel 3.1. Variabel penelitian
No Variasi Transverse speed Kecepatan putaran pin Pemanas
1 A 7,3 mm/min 1140 rpm Tidak
2 B 13 mm/min 1140 rpm Tidak
3 C 24,5 mm/min 1140 rpm Tidak
4 D 33,5 mm/min 1140 rpm Tidak
5 E 7,3 mm/min 1140 rpm Ya
6 F 13 mm/min 1140 rpm Ya
7 G 24,5 mm/min 1140 rpm Ya
8 H 33,5 mm/min 1140 rpm Ya
3.3.2. Proses pengelasan FSW
Proses pengelasan dimulai dengan memotong plat polypropylene sesuai
dengan ukuran yang telah ditentukan baik untuk uji tarik maupun uji bending.
Sisi-sisi spesimen yang telah dipotong diratakan dengan mesin milling agar pada
sambungan yang dihasilkan antara kedua sisi spesimen yang dilas menjadi rata. Tool
dipasang ke holding tool mesin milling dan tool inclined angel diatur sebesar 2°.
Benda kerja yang telah diratakan sisi-sisinya diletakkan diatas landasan dan dijepit
dengan jig yang telah dipasang pada meja kerja mesin miling. Kerataan kedua benda
commit to user Keterangan :
a :tool arahgerakanspesimen
commit to user Gam
3.3.3. Tahap pengujian
3.3.3.1. Pengujian Tari
Pengujian tarik ha
Machineberdasarkan sta
kekuatan tarik lasan. Di
3.10.
Gamba
3.3.3.2. Pengujian Bend
Pengujian bending
dengan menggunakan Uni
Pengujian ini dilakukan
menunjukkan dimensi spe
Ga
Pengujianbending
metodeface bendingdan
menggunakan rumus :
Gambar 3.9. Pemasangan spesimen,tool, danheater pengelasan FSW.
jian
arik
k hasil las dilakukan dengan menggunakan Univ
tandar ASTMD 638.Pengujian ini dilakukan untuk
Dimensi spesimen pengujian tarik ditunjukkan pa
mbar 3.10. Dimensi spesimen uji tarik (mm).
nding
ndinghasil lasdilakukan dengan metode threepoi
Universal Testing Machineberdasarkan stand
kukan untuk mengetahui kekuatan bending lasan. G
spesimen pengujianbending.
Gambar 3.11. Dimensispesimenujibending(mm
ndingdilakukan dengan 2 (dua) metode yang berbeda
anroot bending. Kekuatan bending dapat dihitung aterpada
Universal Testing
untuk mengetahui
n pada Gambar
epoint bending
ndar ASTM D.
n. Gambar 3.11.
m).
beda, yaitu
commit to user
= 3
commit to user
Gambar 3.13. Skema pengujianroot bending
3.3.3.3. Pengujian Foto Makro
Pengujian foto makro hasil las dilakukan dengan menggunakan mikroskop
optik dengan standar ASTM E407-07. Pemerikaan struktur makro bertujuan untuk
mengetahui karakteristik struktural pada sambungan dan patahan lasan.
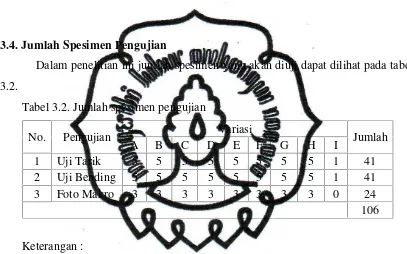
3.4. Jumlah Spesimen Pengujian
Dalam penelitian ini jumlah spesimen yang akan diuji dapat dilihat pada tabel
3.2.
Tabel 3.2. Jumlah spesimen pengujian
No. Pengujian Variasi Jumlah
A B C D E F G H I
A :transverse speed7,3 mm/min tanpa pemanas
B :transverse speed13 mm/min tanpa pemanas
C :transverse speed24,5 mm/min tanpa pemanas
D :transverse speed33,5 mm/min tanpa pemanas
E :transverse speed7,3 mm/min dengan pemanas
F :transverse speed13 mm/min dengan pemanas
G :transverse speed24,5 mm/min dengan pemanas
H :transverse speed33,5 mm/min dengan pemanas
I :base material(tanpa sambungan)
commit to user
Tahap analisa merupakan tahap yang dilakukan setelah melakukan pengujian
spesimen, baik itu untuk pengujian tarik dan pengujian bending. Analisa pada uji
tarik dilakukan dengan menghitung kekuatan tarik yang dihasilkan dari pengujian,
kemudian menganalisa hubungan antara kenaikantransverse speedterhadap kekuatan
tarik hasil las. Tahap analisa pada uji bending pada dasarnya sama dengan analisa uji
tarik, yaitu dengan menghitung kekuatan bending yang dihasilkan dari pengujian,
kemudian menganalisa hubungan antara kenaikantransverse speedterhadap kekuatan
bending hasil las. Tahap terakhir analisa adalah menarik kesimpulan dari hasil
penelitian berdasarkan analisa yang dibuat.
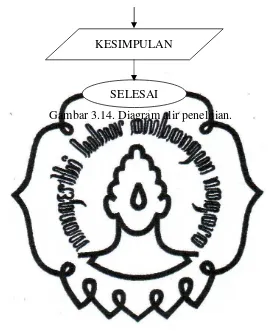
3.6. Diagram Alir Penelitian
Diagram alir dalam penelitian ini ditunjukkan pada Gambar 3.14.
MULAI
VARIABEL PENELITIAN
Variabel pengelasantransverse speed: 7,3; 13; 24,5;33,5 mm/min dan base material (tanpa
pengelasan)
UJI TARIK FOTO MAKRO
PEMOTONGAN PLAT
UJI BENDING PENGELASAN
DENGAN PEMANAS
commit to user
Gambar 3.14. Diagram alir penelitian.
KESIMPULAN KESIMPULAN