BAB II
DISKRIPSI PROSES
2.1. Spesifikasi Bahan Baku dan Produk
2.1.1.Spesifikasi bahan baku
a. CPO (Minyak Sawit)
Untuk membuat biodiesel dengan kualitas baik, maka bahan baku
utama trigliserida yang dipergunakan juga harus sesuai dengan
standar. Spesifikasi minyak sawit yang akan dipergunakan adalah
sebagai berikut:
Metanol yang diperoleh dari PT. Kaltim Metanol Industri memiliki
spesifikasi sebagai berikut:
Rumus molekul : CH3OH
Berat molekul, : 32,04 g/mol
Wujud, cair (30ºC, 1atm) : cair
Warna : tak berwarna
Densitas, : 753 kg/m3
No. 04-7182-2006 agar dapat dijual. Spesifikasi biodiesel tersebut
adalah sebagai berikut:
Nama : Biodiesel
Rumus molekul : C19H36O2
Kandungan sulfur : 0,012% berat
Kandungan nitrogen : 7 ppm
Panas pembakaran : -17500 Btu/lb, -40510 kJ/kg
Bilangan iodin : 100-120 g/mL
Kandungan abu : 0,01% berat
Bilangan setana : 59,7
Kemurnian : 98%
b. Produk Samping
Sedangkan spesifikasi gliserol juga disesuaikan dengan standar mutu
(Syah, 2006). Spesifikasinya adalah sebagai berikut:
Nama : Gliserol
Rumus Molekul : C3H8O3
Berat Molekul : 92,09382 g/mol
Wujud : Cair
Densitas : 1,261 g/cm3
Vskositas : 1449 cP
Kelarutan : larut sempurna dalam air dan alkohol
Kemurnian : 50%
2.1.3.Spesifikasi katalis dan bahan pembantu
a. Natrium Hidroksida
Pada prinsipnya, proses transesterifikasi adalah mengeluarkan glicerin dari
minyak dan mereaksikan asam lemak bebasnya dengan alkohol (metanol) menjadi
alkohol ester atau biodiesel. Reaksi ini merupakan reaksi dapat balik yang pada
C57H104O6 + 3CH3OH ↔ 3C19H36O2 + C3H8O3 ...(5)
Minyak sawit Metanol Biodiesel Gliserol
Alkohol yang digunakan dalam reaksi ini adalah metanol. Pada umumnya alkohol
dengan atom C lebih sedikit mempunyai kereaktifan yang lebih tinggi daripada
alkohol dengan atom C lebih banyak.
Sedangkan mekanisme reaksinya adalah sebagai berikut :
Katalis
a. Mula-mula minyak sawit atau CPO (Trigliserida) bereaksi dengan
metanol menghasilkan Digliserida(DG) dan Biodiesel
TG + 3CH3OH ↔ DG + 3C19H36O2 ...(6)
b. Pada reaksi ke dua, Digliserida (DG) bereaksi dengan alkohol yang
lain menghasilkan Monogliserida (MG)dan Biodiesel
DG + 3CH3OH ↔ MG + 3C19H36O2 ...(7)
c. Kemudian pada reaksi ketiga, Monogliseridabereaksi dengan alkohol
yang ketiga menghasilkan Gliseroldan Biodiesel
MG + 3CH3OH ↔ C3H8O3 + 3C19H36O2 ...(8)
2.2.2.Kondisi operasi
Pada proses transesterifikasi minyak sawit (CPO) dengan metanol
berlangsung pada suhu 60oC dan tekanan 1 atm dengan knversi 98% dan produk
yang dihasilkan memiliki kemurnian 98%.
2.2.3.Tinjauan termodinamika
Untuk menentukan sifat reaksi apakah berjalan secara eksotermis atau
endotermis maka perlu pembuktian dengan menggunakan panas.
reaksi (ΔHo
) yang dapat ditentukan dengan :
f C3H8O3 = -159,16 kJ/mol
(http:cea.grc.nasa.gov)
Jika maka reaksi bersifat eksotermis
Jika maka reaksi bersifat endotermis
f C3H8O3 + 3f C19H36O2) – [f C57H104O6 + 3 f CH3OH]
= {-159,16 + (3 x -180,063)} – {520,076 + (3 x -200,94)} kJ/mol
= -782,093 kJ/mol
Dari harga sebesar –782,093 kJ/mol dapat disimpulkan bahwa pada
reaksi tersebut adalah reaksi eksotermis. Untuk mengetahui reaksi pembentukan
biodisel termasuk reaksi reversibel atau irreversibel, maka harus dihitung harga
dari tetapan kesetimbangan (K).
Diketahui data-data sebagai berikut :
Dari hasil diatas tampak bahwa harga K >>> 1 sehingga reaksi yang terjadi
merupakan reaksi reversibel.
2.2.4.Tinjauan kinetika
Reaksi yang terjadi adalah sebagai berikut:
C57H104O6 + 3CH3OH ↔ 3C19H36O2 + C3H8O3 ...(9)
Minyak sawit Metanol Biodiesel Gliserol
Dari penelitian (D.Darnoko dan Munir Cheryan, 2000) diperoleh harga konstanta
kecepatan reaksi : k = 3,32 /jam
Dengan k = konstanta kecepatan reaksi
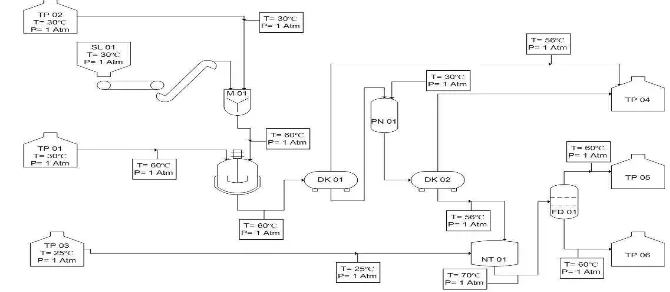
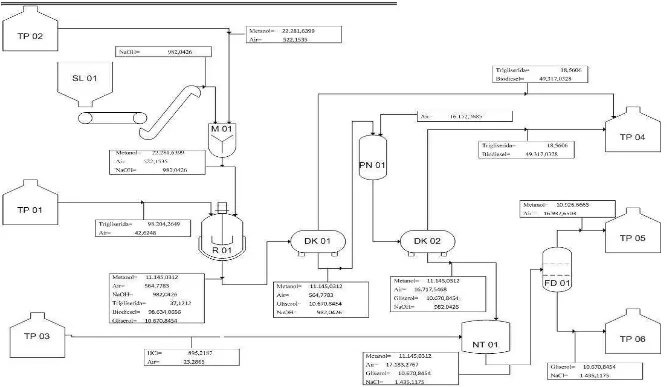
2.2.5.Langkah proses
Secara keseluruhan proses pembuatan biodisel dengan proses kontinyu
dapat dilaksanakan melalui tiga tahap:
1. Proses penyiapan bahan baku
Bahan baku yang digunakan dalam pabrik biodisel adalah minyak sawit
(CPO) yang disimpan dalam tangki (TP-01) dari truk pengangkut menggunakan
pompa (P-02) dan metanol dengan kadar 96% disimpan dalam tangki (TP-02) dari
truk dialirkan menggunakan pompa (P-01), sedangkan katalis yang digunakan
adalah NaOH yang disimpan di silo (SL-01) dari truk dipindahkan menggunakan
belt conveyor (BC-02) dan bucket elevator (BE-01) Bahan baku dipanaskan
terlebih dahulu dengan tujuan menyesuaikan kondisi operasi dalam reaktor.
Mula-mula bahan baku minyak sawit yang berasal dari tangki penyimpan (TP-02)
dipompakan dengan pompa (P-05) menuju heat exchanger (HE-01). Pada
(HE-01) minyak sawit dinaikkan sehunya dari 30oC menjadi 60oC, dari
heat exchanger (HE-01) minyak sawit dimasukkan ke dalam reaktor alir tangki
berpengaduk. Metanol dari tangki penyimpan (TP-01) dialirkan ke mixer
menggunakan pompa (P-04) dicampur dengan NaOH dari silo (SL-01) yang
dipindahkan menggunakan belt conveyor (BC-02) dan bucket elevator (BE-02).
Di dalam mixer (M-01), NaOH dan metanol diaduk dengan kecepatan
pengadukan 248 rpm sampai terbentuk Natrium metoksida. Perbandingan mol
suhunya menjadi 60oC dengan heat exchanger (HE-02) kemudian
Sodium methoxide dimasukkan ke dalam reaktor menggunakan pompa (P-06).
2. Proses reaksi transesterifikasi
Proses reaksi pembuatan biodiesel adalah proses reaksi transesterifikasi,
dimana proses ini dilakukan dengan menggunakan reaktor alir tangki
berpengaduk (RATB) yang disusun seri. Dari hasil optimasi dihasilkan jumlah
reaktor 3 buah yaitu (R-01), (R-02), (R-03) dengan suhu operasi 60oC dan tekanan
1 atm. Reaksi yang terjadi adalah sebagai berikut:
C57H104O6 + 3CH3OH ↔ 3C19H36O2 + C3H8O3 ...(10)
Minyak sawit Metanol Biodiesel Gliserol
Reaksi tersebut termasuk reaksi eksotermis. Oleh karena itu dalam perancangan
reaktor digunakan pendingin koil, sehingga suhu operasi di dalam reaktor tetap
dalam kondisi yang diinginkan yaitu sekitar 60oC.
3. Proses pemisahan dan pemurnian produk
Produk yang keluar dari reaktor (R-03) dialirkan menuju menuju dekanter
(DK-01) untuk melakukan proses pemisahan pertama antara biodiesel dan
gliserol, setelah itu hasil bawah dekanter dialirkan tangki pengencer (PN-01)
menggunakan pompa (P-07) Di dalam tangki pencuci (PN-01) campuran
Biodiesel ditambah air dari utilitas dengan jumlah 16.152,768 kg/jam yang
berfungsi untuk mempermudah pemisahan Biodiesel. Kemudian setelah itu
produk hasil dari tangki pencuci dialirkan menuju dekanter (DK-02)
menggunakan Pompa (P-08) berfungsi untuk memisahkan Biodiesel dari produk
samping gliserol, dan NaOH. Hasil atas dari dekanter (DK-01) dan (DK-02)
berupa campuran antara Biodiesel, dan minyak sawit dialirkan menggunakan
pompa (P-09) ke Tangki biodiesel (TP-04). Hasil bawah dialirkan ke dalam
Netraliser (NT-01) menggunakan pompa (P-10) untuk dicampur dengan HCl dari
tangki HCl (TP-03) dialirkan menggunakan pompa (P-11) yang berfungsi untuk
Dari netraliser produk masuk ke dalam Flash Drum (FD-01) untuk
memisahkan antara metanol dan air sebagai hasil atas dan dialirkan ke tangki
penyimpan metanol (TP-05) yang nantinya akan bisa digunakan kembali sebagai
bahan baku atau dijual kembali, dengan hasil bawah Flash Drum (FD-01) yaitu
gliserol dan NaCl sebagai produk samping yang kemudian diturunkan suhunya
menjadi 50ºC menggunakan Cooler dan masuk ke dalam tangki penyimpanan
Hendri Susanto
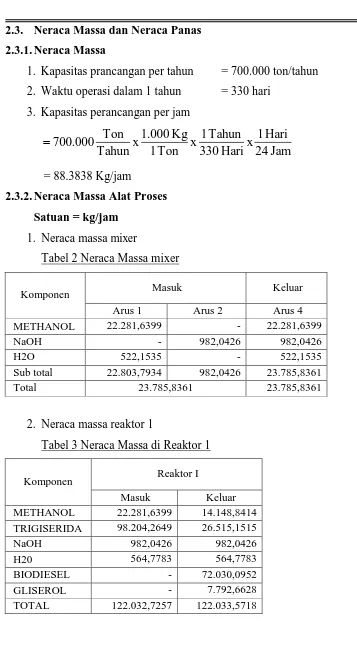
2.3. Neraca Massa dan Neraca Panas
2.3.1.Neraca Massa
1. Kapasitas prancangan per tahun = 700.000 ton/tahun
2. Waktu operasi dalam 1 tahun = 330 hari
2.3.2.Neraca Massa Alat Proses
Satuan = kg/jam
1. Neraca massa mixer
Tabel 2 Neraca Massa mixer
Komponen Masuk Keluar
Arus 1 Arus 2 Arus 4
METHANOL 22.281,6399 - 22.281,6399
NaOH - 982,0426 982,0426
H2O 522,1535 - 522,1535
Sub total 22.803,7934 982,0426 23.785,8361
Total 23.785,8361 23.785,8361
2. Neraca massa reaktor 1
Tabel 3 Neraca Massa di Reaktor 1
Komponen Reaktor I
Masuk Keluar
METHANOL 22.281,6399 14.148,8414
TRIGISERIDA 98.204,2649 26.515,1515
NaOH 982,0426 982,0426
H20 564,7783 564,7783
BIODIESEL - 72.030,0952
GLISEROL - 7.792,6628
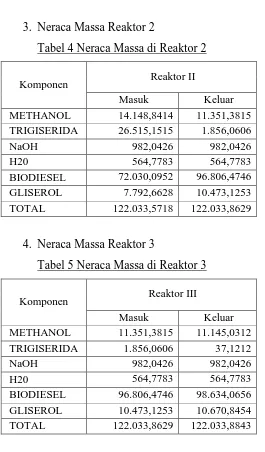
3. Neraca Massa Reaktor 2
Tabel 4 Neraca Massa di Reaktor 2
Komponen Reaktor II
Masuk Keluar
METHANOL 14.148,8414 11.351,3815
TRIGISERIDA 26.515,1515 1.856,0606
NaOH 982,0426 982,0426
H20 564,7783 564,7783
BIODIESEL 72.030,0952 96.806,4746
GLISEROL 7.792,6628 10.473,1253
TOTAL 122.033,5718 122.033,8629
4. Neraca Massa Reaktor 3
Tabel 5 Neraca Massa di Reaktor 3
Komponen Reaktor III
Masuk Keluar
METHANOL 11.351,3815 11.145,0312
TRIGISERIDA 1.856,0606 37,1212
NaOH 982,0426 982,0426
H20 564,7783 564,7783
BIODIESEL 96.806,4746 98.634,0656
GLISEROL 10.473,1253 10.670,8454
Hendri Susanto
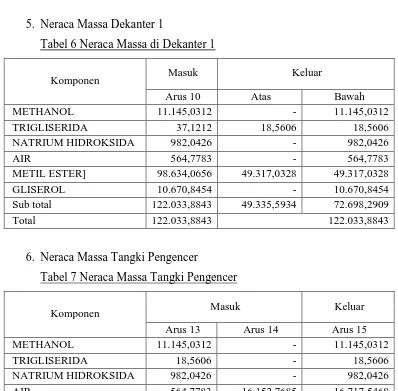
5. Neraca Massa Dekanter 1
Tabel 6 Neraca Massa di Dekanter 1
Komponen Masuk Keluar
Arus 10 Atas Bawah
METHANOL 11.145,0312 - 11.145,0312
TRIGLISERIDA 37,1212 18,5606 18,5606
NATRIUM HIDROKSIDA 982,0426 - 982,0426
AIR 564,7783 - 564,7783
METIL ESTER] 98.634,0656 49.317,0328 49.317,0328
GLISEROL 10.670,8454 - 10.670,8454
Sub total 122.033,8843 49.335,5934 72.698,2909
Total 122.033,8843 122.033,8843
6. Neraca Massa Tangki Pengencer
Tabel 7 Neraca Massa Tangki Pengencer
Komponen Masuk Keluar
Arus 13 Arus 14 Arus 15
METHANOL 11.145,0312 - 11.145,0312
TRIGLISERIDA 18,5606 - 18,5606
NATRIUM HIDROKSIDA 982,0426 - 982,0426
AIR 564,7783 16.152,7685 16.717,5468
METIL ESTER] 49.317,0328 - 49.317,0328
GLISEROL 10.670,8454 - 10.670,8454
SUB TOTAL 72.698,2909 16.152,7685 88.851,0595
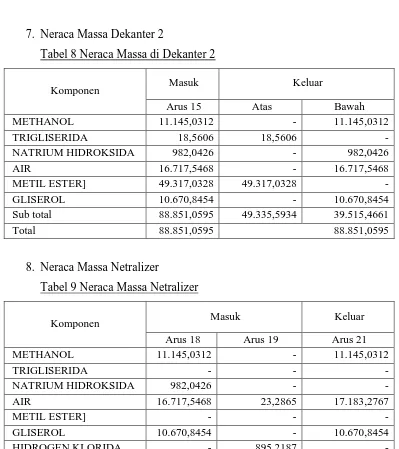
7. Neraca Massa Dekanter 2
Tabel 8 Neraca Massa di Dekanter 2
Komponen Masuk Keluar
Sub total 88.851,0595 49.335,5934 39.515,4661
Total 88.851,0595 88.851,0595
8. Neraca Massa Netralizer
Tabel 9 Neraca Massa Netralizer
Komponen Masuk Keluar
Sub total 39.515,4661 918,5052 40.434,2708
Hendri Susanto
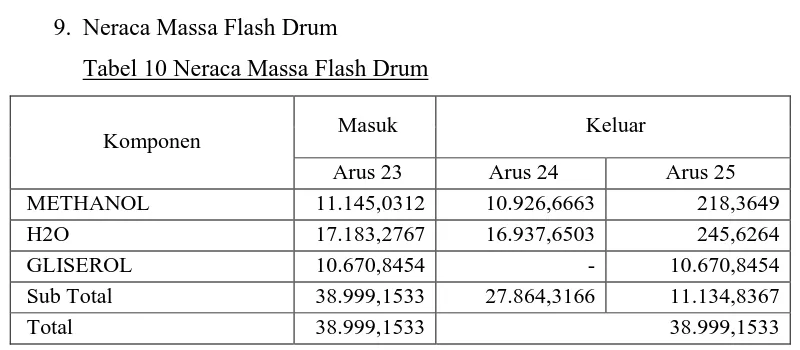
9. Neraca Massa Flash Drum
Tabel 10 Neraca Massa Flash Drum
Komponen Masuk Keluar
Arus 23 Arus 24 Arus 25
METHANOL 11.145,0312 10.926,6663 218,3649
H2O 17.183,2767 16.937,6503 245,6264
GLISEROL 10.670,8454 - 10.670,8454
Sub Total 38.999,1533 27.864,3166 11.134,8367
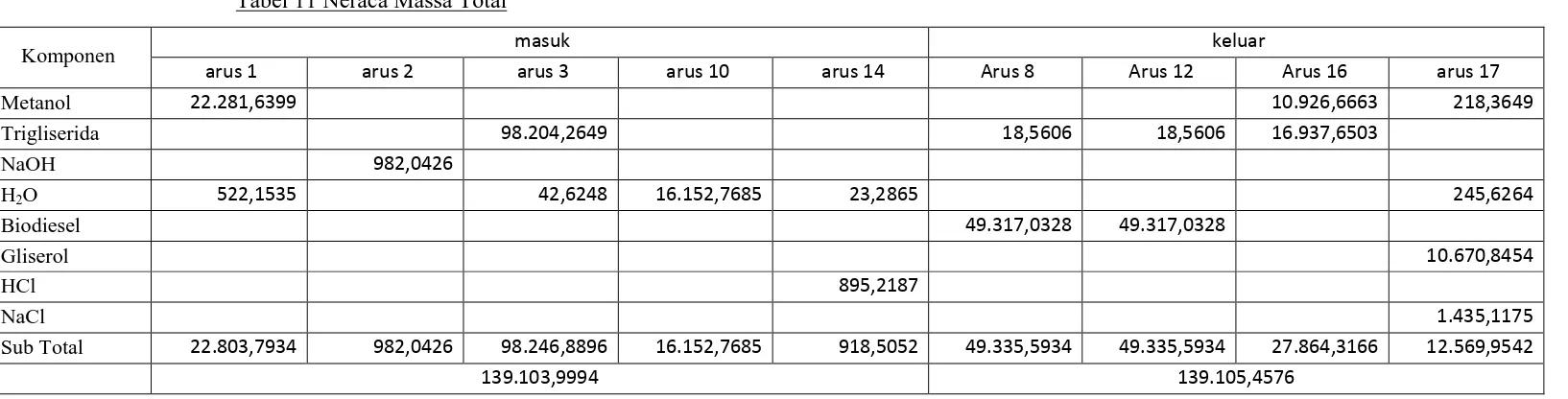
10.Neraca Massa Total
Tabel 11 Neraca Massa Total
Komponen masuk keluar
arus 1 arus 2 arus 3 arus 10 arus 14 Arus 8 Arus 12 Arus 16 arus 17
Metanol 22.281,6399 10.926,6663 218,3649
Trigliserida 98.204,2649 18,5606 18,5606 16.937,6503
NaOH 982,0426
H2O 522,1535 42,6248 16.152,7685 23,2865 245,6264
Biodiesel 49.317,0328 49.317,0328
Gliserol 10.670,8454
HCl 895,2187
NaCl 1.435,1175
Sub Total 22.803,7934 982,0426 98.246,8896 16.152,7685 918,5052 49.335,5934 49.335,5934 27.864,3166 12.569,9542
Hendri Susanto
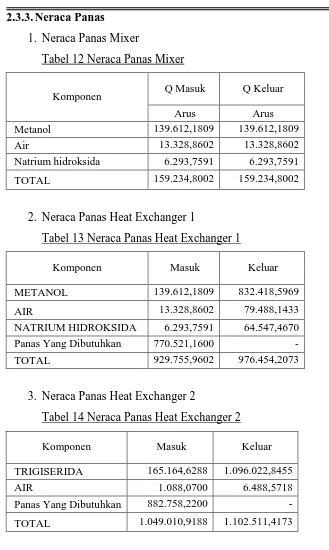
2.3.3.Neraca Panas
1. Neraca Panas Mixer
Tabel 12 Neraca Panas Mixer
Komponen Q Masuk Q Keluar
Arus Arus
Metanol 139.612,1809 139.612,1809
Air 13.328,8602 13.328,8602
Natrium hidroksida 6.293,7591 6.293,7591
TOTAL 159.234,8002 159.234,8002
2. Neraca Panas Heat Exchanger 1
Tabel 13 Neraca Panas Heat Exchanger 1
Komponen Masuk Keluar
METANOL 139.612,1809 832.418,5969
AIR 13.328,8602 79.488,1433
NATRIUM HIDROKSIDA 6.293,7591 64.547,4670
Panas Yang Dibutuhkan 770.521,1600 -
TOTAL 929.755,9602 976.454,2073
3. Neraca Panas Heat Exchanger 2
Tabel 14 Neraca Panas Heat Exchanger 2
Komponen Masuk Keluar
TRIGISERIDA 165.164,6288 1.096.022,8455
AIR 1.088,0700 6.488,5718
Panas Yang Dibutuhkan 882.758,2200 -
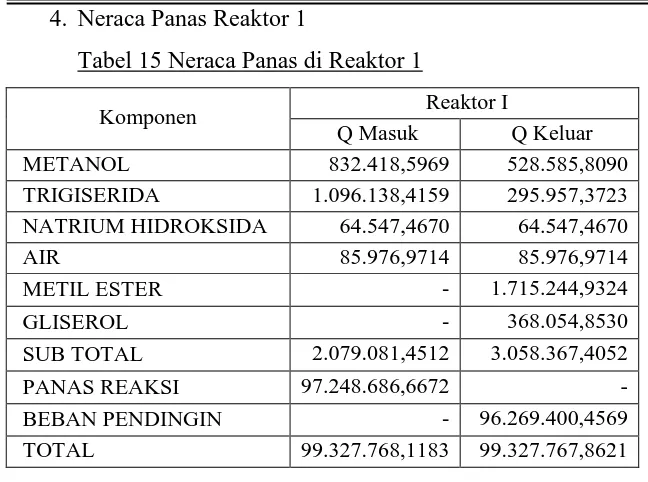
4. Neraca Panas Reaktor 1
Tabel 15 Neraca Panas di Reaktor 1
Komponen Reaktor I
Q Masuk Q Keluar
METANOL 832.418,5969 528.585,8090
TRIGISERIDA 1.096.138,4159 295.957,3723
NATRIUM HIDROKSIDA 64.547,4670 64.547,4670
AIR 85.976,9714 85.976,9714
METIL ESTER - 1.715.244,9324
GLISEROL - 368.054,8530
SUB TOTAL 2.079.081,4512 3.058.367,4052
PANAS REAKSI 97.248.686,6672 -
BEBAN PENDINGIN - 96.269.400,4569
TOTAL 99.327.768,1183 99.327.767,8621
5. Neraca Panas Reaktor 2
Tabel 16 Neraca Panas di Reaktor 2
Komponen Reaktor II
Q Masuk Q Keluar
METANOL 528.585,8090 424.075,6542
TRIGISERIDA 295.957,3723 20.717,0161
NATRIUM HIDROKSIDA 64.547,4670 64.547,4670
AIR 85.976,9714 85.976,9714
METIL ESTER 1.715.244,9324 2.305.242,1962
GLISEROL 368.054,8530 494.655,6388
SUB TOTAL 3.058.367,4052 3.395.214,9436
PANAS REAKSI 34.502.878,4624 -
BEBAN PENDINGIN - 34.166.030,9240
Hendri Susanto 6. Neraca Panas Reaktor 3
Tabel 17 Neraca Panas di Reaktor 3
Komponen Reaktor II
Q Masuk Q Keluar
METANOL 424.075,6542 416.366,6256
TRIGISERIDA 20.717,0161 414,3403
NATRIUM HIDROKSIDA 64.547,4670 64.547,4670
AIR 85.976,9714 85.976,9714
METIL ESTER 2.305.242,1962 2.348.762,4245
GLISEROL 494.655,6388 503.994,1483
SUB TOTAL 3.395.214,9436 3.420.061,9771
PANAS REAKSI 2.544.458,6120 -
BEBAN PENDINGIN - 2.519.611,5785
TOTAL 5.939.673,5556 5.939.673,5556
7. Neraca Panas Dekanter 1
Tabel 18 Neraca Panas di Dekanter 1
Komponen Q Masuk Q Keluar
Arus 10 Arus 12 Arus 13
METANOL 416.366,6256 - 416.366,6256
TRIGISERIDA 414,3403 207,1702 207,1702
NATRIUM HIDROKSIDA 64.547,4670 - 64.547,4670
AIR 85.976,9714 - 85.976,9714
METIL ESTER 2.348.762,4245 1.174.381,2122 1.174.381,2122
GLISEROL 503.994,1483 - 503.994,1483
Sub total 3.420.061,9771 1.174.588,3824 2.245.473,5947
8. Neraca Panas Dekanter 2
Tabel 19 Neraca Panas di Dekanter 2
Komponen Q Masuk Q Keluar
Arus 14 Arus 16 Arus 18
METANOL 416.366,6256 - 416.366,6256
TRIGISERIDA 207,1702 207,1702 -
NATRIUM HIDROKSIDA 64.547,4670 - 64.547,4670
AIR 2.544.935,0976 - 2.544.935,0976
METIL ESTER 1.174.381,2122 1.174.381,2122 -
GLISEROL 503.994,1483 - 503.994,1483
SUB TOTAL 4.704.431,7209 1.174.588,3824 3.529.843,3385
TOTAL 4.704.431,7209 4.704.431,7209
9. Neraca Panas Netralizer
Tabel 20 Neraca Panas Netralizer
Komponen Q Masuk Q Keluar
Arus 18 Arus 19 Arus 21
METANOL 416.366,6256 - 416.366,6256
TRIGISERIDA - - -
NATRIUM HIDROKSIDA 64.547,4670 - -
AIR 2.544.935,0976 3.544,9350 2.548.480,0326
METIL ESTER - - -
GLISEROL 503.994,1483 - 1.366.704,6401
HIDROGEN KLORIDA - 103.450,4389 -
NATRIUM HIDROKSIDA - - 106.804,4199
SUB TOTAL 3.529.843,3385 106.995,3739 4.438.355,7182
PANAS REAKSI - 801.517,0058 -
Hendri Susanto
10. Neraca Panas Flash Drum
Tabel 21 Neraca Panas Flash Drum
Komponen Q Masuk Q Keluar
Arus 23 Arus 24 Arus 25
METANOL 416.366,6256 198.109,7460 69.199,3377
AIR 156.875,6720 27.843,4016 332.995,3393
GLISEROL 1.366.704,6401 - 5.540.685,1759
SUB TOTAL 1.939.946,9377 225.953,1476 5.942.879,8529
BEBAN PANAS 4.228.886,0628 6.168.833,0006
2.4. Tata Letak Pabrik dan Peralatan
2.4.1.Tata Letak Pabrik
Tata letak merupakan pengatuiran yang optimal dari seperangkat fasilitas
dalam pabrik. Tata letak yang tepat sangat penting dalam mendapatkan efisiensi,
keselamatan dari pekerja dan proses. Untuk mendapatkan kondisi yang optimal,
maka hal-hal yang perlu dipertimbangkan antara lain :
1. Perluasan pabrik dan kemungkinan penambahan bangunan
Perluasan pabrik harus sudah termasuk dalam perhitungan awal agar
masalah kebutuhan tempat tidak timbul di kemudian hari. Area khusus sudah
harus disediakan untuk menambah kapasitas pabrik atau untuk mengolah
produksinya sendiri menjadi produk lain.
2. Keamanan
Keamanan terhadap kemungkinan adanya bahaya kebakaran, ledakan,
asap atau gas beracun harus diperhatikan dalam penempatan alat pengaman
seperti hidran dan penampung air yang cukup. Tangki penyimpan bahan atau
produk yang berbahaya harus diletakkan di area yang khusus serta perlu adanya
jarak antar bangunan. Hal ini untuk memberikan pertolongan serta jalan bagi
pekerja untuk menyelamatkan diri.
3. Luasan areal yang tersedia
Harga tanah merupakan faktor yang sangat penting untuk menentukan
kemampuan suatu pabrik untuk menyediakan area tanah. Apabila harga terlalu
tinggi maka perlu efisiensi dalam pemakaian ruangan, agar dapat menghemat
waktu.
4. Instalasi dan utilitas
Pemasangan dan distribusi yang baik dari gas, udara, steam dan listrik
akan membantu mempermudah kerja dari alat. Penempatan peralatan proses
sedemikian diatur sedemikian rupa agar pekerja dengan mudah menjangkaunya
sehingga dapat menjamin kelancaran operasi.
Secara garis besar tata letak pabrik dapat dibagi menjadi beberapa
Hendri Susanto
a. Daerah administrasi/ perkantoran, laboratorium dan ruang kontrol.
Daerah adminiastrasi merupakan pusat kegiatan administrasi pabrik
yang mengatur kelancaran operasi. Laboratorium dan ruang kontrol
merupakan pusat pengendalian proses dan produk yang akan dijual.
b. Daerah proses, merupakan daerah tempat alat proses diletakkan dan
tempat proses berlangsung.
c. Daerah pergudangan umum, bengkel dan garasi.
Hendri Susanto
2.5.1.Tata Letak Peralatan
Tata letak peralatan adalah tempat kedudukan alat yang digunakan dalam
proses produksi. Tata letak alat proses harus dirancang sedemikian rupa untuk
menjamin kelancaran proses produksi dan keamanan serta kenyamanan pekerja.
Dalam perancangan tata letak peralatan proses ada beberapa hal yang harus
dipertimbangkan, yaitu :
1. Aliran bahan baku dan produk
Aliran bahan baku dan produk yang tepat akan memberikan keuntungan
ekonomis yang besar dan kelancaran serta keamanan produksi dapat terjamin.
Selain itu yang perlu diperhatikan adalah elevasi pipa, pemipaan di permukaan
tanah agar tidak menganggu lalu lintas kerja.
2. Aliran udara
Aliran udara di dalam dan di sekitar area proses perlu diperhatikan untuk
kelancaran proses. Hal ini untuk menghindari terjadinya pemampatan udara pada
suatu tempat yang dapat membahayakan keselamatan kerja. Selain itu perlu juga
diperhatikan arah hembusan angin.
3. Cahaya
Penerangan pda seluruh area pabrik harus memadai. Pada tempat proses
yang berbahaya atau beresiko tinggi perlu penerangan yang lebih.
4. Lalu lintas manusia
Lalu lintas manusia perlu diperhatikan agar pekerja dapat menjangkau
seluruh area proses dengan cepat dan mudah sehingga jika terjadi gangguan
dengan mudah dapat segera diatasi.
5. Biaya operasi
Penempatan alat-alat proses yang tepat dapat menekan biaya operasi dan
menjamin kelancaran dan keamanan produksi sehingga dapat menguntungkan dari
segi ekonomi.
6. Jarak antar alat proses