Desain dan Pembuatan Cetakan Sistem Injeksi untuk Cetakan Plastik Adonan Donat
Teks penuh
Gambar
![Gambar 1. Cetakan donat sederhana terbuat dari pelat stainless steel [1]](https://thumb-ap.123doks.com/thumbv2/123dok/2369218.1638499/1.596.336.541.373.490/gambar-cetakan-donat-sederhana-terbuat-pelat-stainless-steel.webp)
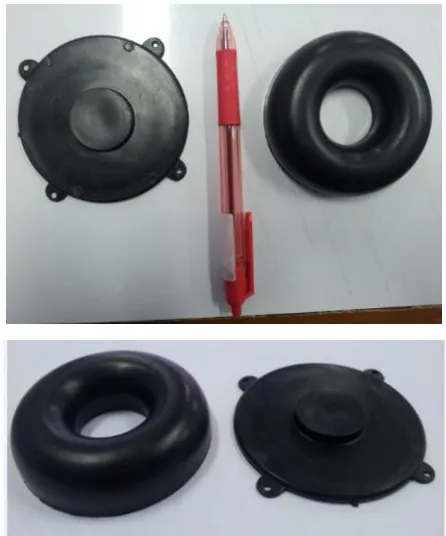
![Gambar 6. Alas-Mangkok plastik pencetak adonan donat [6]](https://thumb-ap.123doks.com/thumbv2/123dok/2369218.1638499/2.596.98.246.574.667/gambar-alas-mangkok-plastik-pencetak-adonan-donat.webp)
![Gambar 7. Diagram alir desain dan pembuatan cetakan pembuat cetakan plastik untuk donat [7]](https://thumb-ap.123doks.com/thumbv2/123dok/2369218.1638499/3.596.52.272.62.291/gambar-diagram-desain-pembuatan-cetakan-pembuat-cetakan-plastik.webp)
![Gambar 10. Inti (insert core) pembuat bentuk rongga di dalam cetakan [7]](https://thumb-ap.123doks.com/thumbv2/123dok/2369218.1638499/5.596.92.234.505.624/gambar-inti-insert-pembuat-bentuk-rongga-dalam-cetakan.webp)
![Gambar 15 [7].](https://thumb-ap.123doks.com/thumbv2/123dok/2369218.1638499/6.596.83.247.480.661/gambar.webp)
Dokumen terkait
Sedangkan untuk siswa yang beragama non Islam (peserta pasif) dilakukan oleh guru agama mereka masing-masing, akan tetapi GPAI yang ada terkadang masih memberi masukan
Perawatan juga perlu diperhatikan dalam penggunaan mikrometer sekrup agar alat tetap dalam kondisi yang baik dan tidak mengurangi keakuratan pembacaannya.
Oleh yang demikian, penyampaian perkhidmatan yang diberikan oleh sektor awam perlu diberi tumpuan agar dapat memberi kepuasan kepada pelanggan yang berkepentingan seterusnya
Harapan tidak dapat masuk “Golongan A” yaitu air yang dapat digunakan sebagai air minum secara langsung tanpa pengolahan lebih dahulu karena beberapa konsentrasi parameter
Apakah penggunaan informasi benchmarking, membantu mengetahui perbandingan kondisi internal unit bisnis dengan kondisi pesaing dalam industri yang samaa. Sangat membantu
Hal ini berarti saluran pemasaran lebih efisien dari pada saluran pemasaran yang pertama, karena petani langsung menjual jagung ke pabrik pakan akibatnya share yang
Mengacu pada hasil penelitian ini variabel persepsi kemanfaatan perlu dilakukan peningkatan lagi dengan cara membuat sistem rekening bersama yang lebih praktis dan
Pada hakikatnya, Penuntut Umum Anak ditetapkan berdasarkan Surat Keputusan Jaksa Agung atau pejabat lain yang ditunjuk oleh Jaksa Agung dengan terlebih dahulu memenuhi
