BAB I
PENDAHULUAN
1.1. Latar Belakang
Dalam suatu perusahaan industri, kegiatan produksi merupakan suatu
kegiatan yang penting dimana setiap aliran proses dari setiap departemen
memerlukan waktu yang berbeda-beda [1]. Sebuah produk yang memiliki
beberapa elemen kerja memerlukan suatu keseimbangan lintasan karena jika
keseimbangan tidak tercapai, maka keterlambatan akan terjadi akibat dari
kemacetan [2]. Hal ini menimbulkan idle time yang besar dan penumpukan (work
in process) pada beberapa stasiun kerja [3]. Proses penyeimbangan lini perlu
dilakukan untuk menciptakan keseimbangan dari jalur produksi sehingga proses
produksi akan berjalan lancar [4].
PT. Suryamas Lestari Prima adalah perusahaan swasta yang bergerak
dalam industri pembuatan daun pintu yang terletak di Jl. Batang Kuis, Km. 5.5,
Desa Dalu Sepuluh A No.18, Kec. Tanjung Morawa, Kab. Deli Serdang,
Sumatera Utara, Indonesia. Sistem produksi yang digunakan di perusahaan ini
yaitu make to order, dimana produk akan dibuat jika pesanan telah diterima dari
konsumen. PT. Suryamas Lestari Prima memproduksi berbagai jenis produk pintu
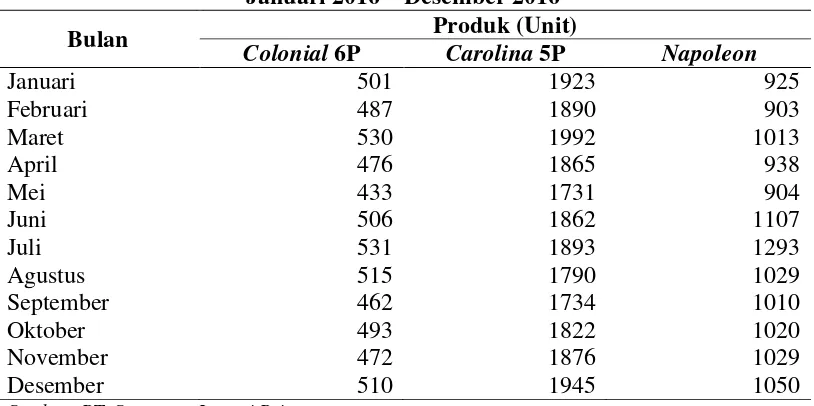
yaitu Colonial 6P, Carolina 5P, dan Napoleon. Data permintaan produk dapat
Tabel 1.1. Data Permintaan Produk PT. Suryamas Lestari Prima pada Bulan Januari 2016 – Desember 2016
Bulan Produk (Unit)
Colonial 6P Carolina 5P Napoleon
Sumber: PT. Suryamas Lestari Prima
Pada tabel di atas dapat dilihat bahwa jumlah permintaan Carolina 5P
adalah yang tertinggi setiap bulannya yaitu berkisar antara 1731 hingga 1975 unit
selama setahun. Sehingga, penelitian ini fokus terhadap Carolina 5P karena
produk tersebut paling diminati oleh konsumen. Aliran proses produksi daun pintu
terdiri dari stasiun pemotongan, stasiun pengetaman, stasiun pengeleman, stasiun
perakitan, stasiun finishing dan stasiun pengepakan.
Diagram aliran proses produksi Carolina 5P dapat dilihat pada Gambar
1.1.
= aliran proses produksi
Pada Gambar 1.1 terlihat bahwa terjadi penumpukan work in process
(WIP) di stasiun kerja perakitan. Pada proses pengerjaan di stasiun kerja
perakitan, produk akan melewati proses perakitan komponen secara berurutan.
Setelah dirakit kemudian daun pintu di press. Proses perakitan membutuhkan waktu
yang lebih panjang dibanding proses lainnya.
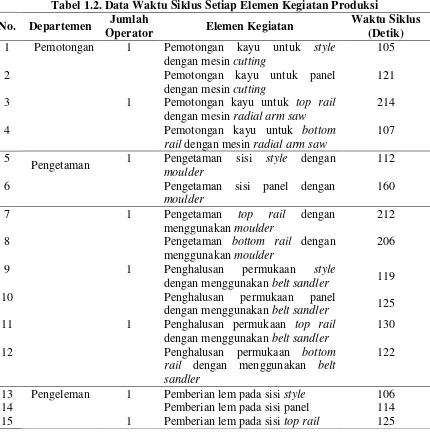
Data waktu proses di PT. Suryamas Lestari Prima dapat dilihat pada Tabel
1.2. berikut :
Tabel 1.2. Data Waktu Siklus Setiap Elemen Kegiatan Produksi No. Departemen Jumlah
Operator Elemen Kegiatan
Waktu Siklus (Detik) 1 Pemotongan 1 Pemotongan kayu untuk style
dengan mesin cutting
105
2 Pemotongan kayu untuk panel
dengan mesin cutting
121
3 1 Pemotongan kayu untuk top rail
dengan mesin radial arm saw
214
4 Pemotongan kayu untuk bottom
rail dengan mesin radial arm saw
107
5
Pengetaman 1 Pengetaman sisi style dengan moulder
112
6 Pengetaman sisi panel dengan
moulder
160
7 1 Pengetaman top rail dengan
menggunakan moulder
212
8 Pengetaman bottom rail dengan
menggunakan moulder
206
9 1 Penghalusan permukaan style
dengan menggunakan belt sandler 119
10 Penghalusan permukaan panel
dengan menggunakan belt sandler 125
11 1 Penghalusan permukaan top rail
dengan menggunakan belt sandler
130
12 Penghalusan permukaan bottom
rail dengan menggunakan belt sandler
122
13 Pengeleman 1 Pemberian lem pada sisi style 106
14 Pemberian lem pada sisi panel 114
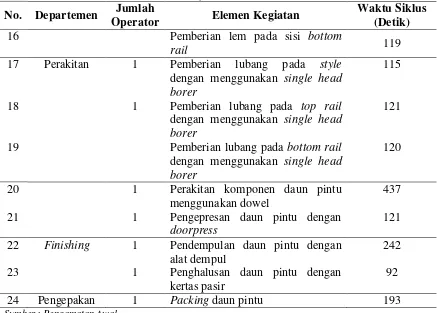
Tabel 1.2. Data Waktu Siklus Setiap Elemen Kegiatan Produksi (Lanjutan)
No. Departemen Jumlah
Operator Elemen Kegiatan
Waktu Siklus (Detik)
16 Pemberian lem pada sisi bottom
rail 119
17 Perakitan 1 Pemberian lubang pada style dengan menggunakan single head borer
115
18 1 Pemberian lubang pada top rail
dengan menggunakan single head borer
121
19 Pemberian lubang pada bottom rail
dengan menggunakan single head borer
120
20 1 Perakitan komponen daun pintu
menggunakan dowel
437
21 1 Pengepresan daun pintu dengan
doorpress
121
22 Finishing 1 Pendempulan daun pintu dengan alat dempul
242
23 1 Penghalusan daun pintu dengan
kertas pasir
92
24 Pengepakan 1 Packing daun pintu 193
Sumber : Pengamatan Awal
Terdapat masalah penumpukan pada lintasan produksi perakitan karena
work center pada proses perakitan komponen daun pintu membutuhkan waktu 437
detik. Akibatnya, work center sesudahnya harus menunggu karena kecepatan
produksi ditentukan oleh operasi yang paling lambat. Rata-rata penumpukan
berjumlah 7 unit setiap harinya.
Penelitian mengenai algoritma genetik pernah dilakukan di sebuah industri
manufaktur. Dalam penelitian tersebut, digunakan pengembangan model
penyeimbangan lintasan dengan metode heuristik algoritma genetik dengan inisial
awal menggunakan metode rank position weight (RPW) dan algoritma ant colony.
dengan inisial awal menggunakan metode algoritma ant colony menghasilkan
smoothing index yang lebih kecil. [9].
Oleh karena itu, pada penelitian ini akan digunakan metode algoritma
genetik untuk menyeimbangkan lintasan produksi dan peta proses regu kerja
untuk menggambarkan kegiatan produksi daun pintu dalam upaya mengatasi
permasalahan ketidakseimbangan yang terjadi pada lintasan produksi.
1.2. Rumusan Masalah
Rumusan masalah pada penelitian ini adalah adanya ketidakseimbangan
lintasan produksi di PT. Suryamas Lestari Prima. Bila hal ini tidak diatasi akan
mengakibatkan kerugian pada perusahaan.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah mendapatkan rancangan lintasan
produksi yang seimbang dengan metode Algoritma Genetik dan Peta Proses Regu
Kerja di PT. Suryamas Lestari Prima.
Tujuan khusus dari penelitian ini adalah:
1. Mengetahui balance delay, efisiensi lintasan dan smoothness index dari
lintasan aktual dan usulan.
2. Menggambarkan peta proses regu kerja dari lintasan produksi aktual dan
usulan.
1.4. Manfaat Penelitian
Manfaat penelitian ini adalah:
1. Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang
diperoleh selama kuliah di lapangan kerja, menambah keterampilan dalam
menganalisis dan memecahkan masalah sebelum memasuki dunia kerja dan
untuk mendapatkan sebuah pengalaman dalam menggunakan metode-metode
ilmiah pada penelitian tentang keseimbangan lintasan produksi.
2. Sebagai masukan bagi perusahaan dalam melakukan perbaikan sistem
keseimbangan lintasan produksi dengan rancangan model keseimbangan
lintasan yang telah dibuat untuk meningkatkan performansi lintasan perakitan
perusahaan.
3. Mempererat hubungan pihak universitas dengan pihak perusahaan tempat
dilakukannya penelitian dan memperkenalkan Departemen Teknik Industri
sebagai forum disiplin ilmu terapan yang sangat bermanfaat bagi perusahaan.
1.5. Batasan Masalah dan Asumsi
Pembatasan masalah dilakukan agar penelitian lebih terarah untuk
mencapai tujuan dan memberikan ruang lingkup penelitian. Batasan masalah yang
digunakan dalam penelitian ini adalah sebagai berikut :
1. Penelitian dilakukan pada bagian produksi pembuatan daun pintu Carolina 5P.
2. Penelitian dilakukan pada shift I pukul 08.00 – 16.00 WIB.
3. Pengukuran waktu dilakukan dengan metode Stopwatch Time Study.
5. Data historis permintaan konsumen digunakan data Januari 2016 – Desember
2016.
Asumsi - asumsi yang digunakan dalam penelitian ini adalah sebagai
berikut:
1. Metode kerja tidak mengalami perubahan selama penelitian berlangsung.
2. Tidak ada perubahan proses produksi selama penelitian berlangsung.
3. Tidak ada penambahan ataupun pengurangan fasilitas-fasilitas produksi selama
masa penelitian.
4. Tidak ada kerusakan mesin atau peralatan.
1.6. Sistematika Penulisan Laporan
Sistematika penulisan laporan dari tugas sarjana akan disajikan dalam
beberapa bab sebagai berikut:
Bab I pendahuluan, menguraikan latar belakang permasalahan yang
mendasari dilakukannya penelitian, perumusan permasalahan, tujuan dan manfaat
penelitian, batasan dan asumsi yang digunakan dalam penelitian serta sistematika
penulisan laporan penelitian.
Bab II Gambaran Umum Perusahaan, menguraikan sejarah singkat dari
PT. Suryamas Lestari Prima, ruang lingkup bidang usaha, visi dan misi, lokasi
perusahaan, daerah pemasaran, serta organisasi dan manajemen perusahaan.
Bab III Landasan Teori, berisi tinjauan Pustaka yang berisi teori-teori yang
teori mengenai line balancing, algoritma genetik, pengukuran waktu, dan peta
proses regu kerja.
Bab IV Metodologi Penelitian, menjelaskan langkah-langkah yang
dilakukan dalam penelitian seperti penentuan lokasi penelitian, jenis penelitian,
objek penelitian, variabel penelitian, kerangka konseptual penelitian, blok diagram
prosedur penelitian, pengumpulan data, metode pengolahan data, analisis
pemecahan masalah, serta kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, memuat data elemen kerja
pada proses produksi pintu Carolina 5P, data waktu siklus proses produksi pintu
Carolina 5P, data penggolongan keterampilan operator, data rating factor dan
allowance, dan data waktu dan jarak perpindahan. Data-data tersebut diolah untuk
memperoleh hasil pengujian keseragaman data, kecukupan data dan penerapan
keseimbangan lintasan dengan metode algoritma genetik dan peta regu kerja.
Setelah itu, dilakukan perbaikan untuk mendapatkan solusi yang lebih baik.
Bab VI Analisis Pemecahan Masalah, memaparkan analisis terhadap
keseimbangan lintasan aktual dan usulan, analisis peta proses regu kerja aktual
dan usulan, serta alternatif stasiun kerja.
Bab VII Kesimpulan dan Saran, berisi kesimpulan yang diperoleh dari
penelitian, serta saran-saran yang bermanfaat bagi perusahaan dan pengembangan