B-133
PEMBUATAN MESIN ROLLER UNTUK MEMPERCEPAT PROSES
PENGERINGAN PELEPAH POHON PISANG SEBAGAI
BAHAN BAKU PEMBUATAN KERAJINAN
PACKING
KUB BATIK DAHLIA KAB. TEGAL
Rusnoto1,Tofik Hidayat2
1Teknik Mesin, 2Teknik Industri Fakultas Teknik UPS Tegal
Email : [email protected] ABSTRACT
Besides being known as the "Japanese" Indonesia because of the ability of metal machining, also known as Tegal batik is batik moor. To maintain the quality of batik products and sustainability efforts, the Department of Industry and Trade District.Tegal routinely conduct training, both in terms of product quality and penjualanya system .. We have 5 KUB (Business Group) Batik, each of which has 10 SMEs (Small and Medium Industries) batik spread across the District. Tegal, however there are still many who have not entered SMEs batik Batik KUB.SMEs batik competition is getting tougher this time, the breakthrough efforts made by the owners of SMEs batik, from the style that made up the system packaging or packing batik.One of them is EVAN Collection batik SMEs that develop packing material with a banana tree fronds.The water content is pretty much made the stem of the banana tree is not directly usable. Required drying for 2 -3 days before they can dipakai.Penelitian aims to provide solutions on how to speed up the drying process while maintaining the quality of banana remain good to use as raw material packing.
The method used is the method of experiment. To answer these problems made design aids in the form of a roller machine. Engines designed using the rational method of batik workers and anthropometric data.The engine is operated using manual labor so that it can be used at any time by the owners of SMEs irrespective of electricity.
The test results showed the roller machine capable of reducing the moisture content of banana by up to 70% - 80%. After drying after rolling, banana bark will dry within 0.5 to 1 day in sunny weather. With the high engine has been adapted to a worker anthropometry, the workers feel comfortable in operating the machine rollers.
Keywords: banana fronds, Packing, roller machine, anthropometry, rational method
PENDAHULUAN
Berdasarkan Badan Pusat Statistik (BPS, 2012), pada tahun 2011 jumlah penduduk yang bekerja meningkat 1,35% dari tahun sebelumnya atau sebesar 109.670.399 jiwa. Jika membandingkan jumlah penduduk yang bekerja dengan tenaga kerja pada UKM, terlihat pada tahun 2010 jumlah tenaga kerja yang diserap UKM sebanyak 99.401.775 jiwa atau 97,22 persen dari total penduduk yang bekerja, kemudian meningkat pada tahun 2011 menjadi sebanyak 101.722.458 jiwa. UKM menyerap 97,24 persen dari total penduduk yang bekerja di Indonesia. (Widdyantoro, 2013). Gambaran tersebut menjelaskan bahwa peran UKM sangat membantu dalam mengatasi permasalahan tenaga kerja. Menurut laporan Kementerian Koperasi dan UKM tahun 2011, UKM periode 2010-2011 mengalami peningkatan sebesar 2,57 persen yaitu dari 53.823.732 unit pada tahun 2010, menjadi 55.206.44 unit pada tahun 2011. Dari sisi penerimaan PBD, pada tahun 2010 nilai PDB atas harga konstan 2000, peran UKM tercatat sebesar Rp.1.282,6 triliun atau 57,83 persen dari total PDB nasional. Pada tahun 2011 kontribusi UKM pada nilai PDB atas harga konstan 2000 sebesar Rp. 1.369,3 triliun atau 57,60 persen, meningkat sebesar Rp. 86,8 triliun atau 6,76 persen dibandingkan tahun sebelumnya.
Walaupun memberikan kontribusi yang cukup baik pada perekonomian nasional dan regional, bukan berarti UKM tidak memiliki masalah. Menteri Koperasi dan UKM Syarief Hasan pada acara KTT APEC 2013 di Bali menyatakan, sampai saat ini ada tiga masalah yang dihadapi oleh industri UKM di Indonesia. Kendala pertama yang dihadapi oleh sektor UKM adalah persoalan pembiayaan untuk modal. Kedua adalah kemampuan pada penguasaan teknologi. Dan kelemahan ketiga adalah masalah pemasaran.
Ketiga kendala yang di kemukakan oleh Menteri Koperasi dan UKM dirasakan oleh UKB Batik Dahlia, misalnya kendala dalam pemasaran. Inovasi pemasaran dikembangkan dengan
B-134
namun kendala lain muncul pada proses produksi yaitu lamanya proses pengeringan pelepah pisang. Secara alamiah pelepah pisang akan kering jika dilakukan penjemuran selama 3-4 hari. Melihat permasalahan diatas maka perlu upaya untuk membantu UKM terutama pada percepatan proses pengeringan pelepah pisang, sehingga mampu memenuhi kebutuhan produksi dengan cepat. Maka pada penelitian ini kami mengambil judul “Pembuatan Mesin Roller Untuk Mempercepat Proses
Pengeringan Pelepah Pohon Pisang Sebagai Bahan Baku Pembuatan Kerajinan Packing Di UKB
Batik Dahlia Kabupaten Tegal.
Tujuan dari penelitian ini adalah: 1) Seberapa cepat pengaruh pemakaian mesin roller pada proses produksi pengeringan pelepah pohon pisang?; 2) Apakah penggunaan mesin roller pada proses produksi pengeringan layak dari sisi ekonomi bagi pemilik UKM Batik?
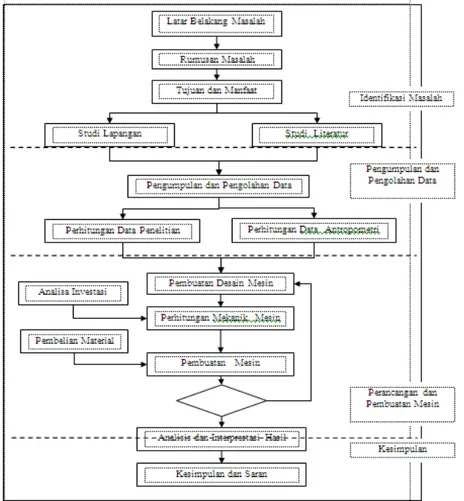
Metode Perancangan. Metode perancangan adalah berupa prosedur, teknik-teknik,
bantuan-bantuan atau peralatan untuk merancang. Metode perancangan menggambarkan sejumlah macam aktifitas dengan jelas yang memungkinkan perancang menggunakan dan mengkombinasikan proses perancangan secara keseluruhan. Tujuan utama metode baru ini adalah usaha untuk membawa prosedur rasional (masuk akal) di dalam proses perancangan. Cross (1992) metode perancangan dapat
diklasifikasikan menjadi dua kelompok besar yaitu : metode kreatif ( creative methods ) dan metode
rasional ( rational methods ). Dalam penelitian ini metode perancangan yang dipilih untuk merancang
mesin siram tadalah metode rasional ( rational methods ).
Metode rasional ( rational methods ) adalah metode yang dilandasi pada kebutuhan pemakai
dan bekerja secara rasional. Tahap metode rasional yang paling relevan dan paling luas digunakan, serta mencakup keseluruhan proses perancangan adalah: 1) Klarifikasi tujuan. Tahap penting pertama dalam perancangan adalah bagaimana mencoba untuk menjelaskan tujuan/sasaran perancangan. Langkah-langkah pada tahapan ini adalah : Menyiapkan daftar tujuan perancangan, Menyusun ke
dalam kumpulan tujuan tingkatan ( level ) tinggi dan level rendah dan Menggambarkan diagram pohon
tujuan; 2) Penetapan fungsi. Analisis fungsi (function analysis) adalah untuk menetapkan kebutuhan
fungsi dan batas sistem perancangan baru; 3) Penetapan spesifikasi. Metode penetapan spesifikasi
pelaksanaan (performance spesification) adalah sesuatu yang diharapkan untuk membantu
menjelaskan masalah perancangan. Spesifikasi artinya merupakan kebutuhan pelaksanaan dan bukan merupakan kebutuhan produk. Metode ini menegaskan pelaksanaan bagaimana penyelesaian perancangan harus dicapai dan tidak ada komponen fisik khusus yang memungkinkan cara-cara pencapaian pelaksanaan tersebut. Tujuan metode spesifikasi pelaksanaan adalah untuk membuat spesifikasi akurat dari kebutuhan pelaksanaan suatu penyelesaian perancangan; 4) Pembangkitan alternative. Tujuan utama metode ini adalah perluasan pencarian kemungkinan penyelesaian baru. Pada langkah ini dimungkinkan akan berkembang model baru dari disai yang telah ditetapkan.
Ergonomi. Prinsip utama ergonomi adalah bagaimana menyesuaikan pekerjaan dengan
pekerja. Artinya, perancangan suatu alat/desain harus berdasarkan penggunaan oleh manusia, dan harus dipertimbangkan mengenai kemampuan dan kemauan manusia. Penerapan ergonomi pada umumnya merupakan aktivitas rancang bangun (desain) atau rancang ulang / redesain (Nurmianto, 1996). Tarwaka (2004) menerangkan dalam bukunya seperti yang dikemukakan oleh Manuaba (1999) bahwa salah satu definisi ergonomi menitik beratkan pada penyesuaian desain terhadap manusia. Untuk dapat mendesain sesuai dengan kebutuhan manusia maka diperlukan data antropometri pemakai desain. Dikenal dua macam antropometri, yakni antropometri statis dan antropometri dinamis.
Untuk mengetahui apakah data antropometri telah sesuai dengan yang diperlukan dalam penelitian ini maka dilakukan beberapa uji, antara lain: 1) Uji Keseragaman Data. Uji keseragaman data digunakan untuk mengetahui apakah data yang telah diperoleh itu seragam, apakah berasal dari populasi yang sama, dan apakah data berada diluar batas atau tidak; 2) Uji Kecukupan Data. Apakah sampel data antropometri telah dianggap mencukupi untuk penelitian ini. Rumus yang digunakan adalah:
B-135
3) Persetil Data. Yang dimaksud persentil adalah nilai yang menunjukkan prosentase tertentu dari
orang yang memiliki ukuran pada atau dibawah nilai tersebut. Dalam antropometri, angka 95-th akan menggambarkan ukuran manusia yang “terbesar” dan 5-th menunjukkan ukuran “terkecil”. Bilamana diharapkan ukuran yang mampu mengakomodasi 95% dari populasi yang ada maka diambil rentang 2,5-th dan 97,5-th persentil sebagai batas-batasnya.
Gambar 1. Distribusi normal dengan data antropometri 95 persentil (Nurmianto, 1991)
METODE PENELITIAN
Penelitian ini menggunakan metode eksperimen. Eksperimen dengan membuat mesin roller untuk menjawab permasalahan yang dihadapi KUB dan UKM Evan Collection. Lokasi penelitian dilaksanakan di Kelurahan Kademangaran Kecamatan Dukuhturi Kabupaten Tegal. Subjek penelitian ini adalah kelompok pekerja batik di UKM KUB Batik Dahlia di Kelurahan Kademangaran Kecamatan Dukuhturi Kabupaten Tegal. Objek penelitian adalah pekerja pada proses pengeringan pelepah pisang di UKM KUB Batik Dahlia di Kelurahan Kademangaran Kecamatan Dukuhturi Kabupaten Tegal.
B-136
Sumber Data. Data primer adalah data yang diperoleh langsung dari sumber objek yang diteliti (Djarwanto, 1997). Data primer dalam penelitiaan ini adalah data pengukuran antropometri tubuh
pekerja dan data hasil wawancara (voice of customer), pengamatan secara langsung pekerja batik.
Data sekunder adalah data yang diperoleh secara tidak langsung dari sumber-sumber yang berhubungan dengan penelitian, dengan mengumpulkan data-data yang sebelumnya telah dikumpulkan oleh pihak lain (Djarwanto, 1997). Data sekunder dalam penelitian ini adalah data-data yang berasal dari jurnal-jurnal penelitian, referensi dari perpustakaan dan dari dinas terkait.
Populasi dalam pernelitian ini adalah pekerja batik pada KUB Dahlia. Sampel adalah sebagian dari jumlah dan karakteristik yang dimiliki oleh pupulasi (Sugiyono, 2004). Sampel dalam penelitian ini adalah proses pengeringan pelepah pohon pisang dan pekerja batik pada UKM Evan Collection.
HASIL PENELITIAN
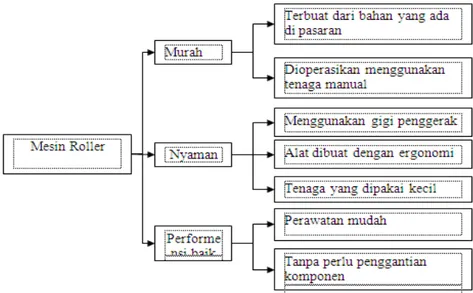
Perancangan mesin, meliputi: 1) tahap klarifikasi tujuan. Tahapan ini merupakan tahapan dimana peneliti menagkap harapan-harapan yang ungkapkan oleh calon pemakai produk dalam bentuk bagan pohon. Harapan pekerja dari mesin yang baru adalah murah, mudah dioperasikan dan nyaman.
2) Tahap Penetapan Fungsi. Pada tahapan ini, peneliti harus dapat menetapkan fungsi dari alat yang akan dibuat. Tahapan ini dapat dimaknai sebagai jawaban atas pertanyaan penelitian yaitu fungsi dari alat adalah untuk mempercepat proses pengeringan pada pembuatan packing batik; 3)Tahap penetapan spesifikasi. Tahapan ini menetapkan spesifikasi dari produk yang akan dibuat, termasuk bahan yang akan dipakai dan cara kerja dari mesin roller tersebut. Gambar dibawah ini adalah gambar dari mesin roller yang akan dibuat sesuai dengan permintaan pekerja di KUB Dahlia dan UKM Evan Collections. (gambar 4)
Gambar 4. Spesifikasi Produk Gambar 5. Roller
4) Tahap Pembuatan Produk. Mesin roller terbuat dari beberapa komponen, seperti rumah mesin, roller, bearing set dan mur baut panjang. Komponen-komponen penyusun ada yang harus dibuat dan
B-137
ada yang dibeli serta modifikasi komponen yang dibeli. Adapun langkah langkah pembuatan mesin roller adalah sebagai berikut: a) pembuatan roller. Roller terbuat dari besi pejal galvanis. Penggunaan besi galvanis untuk menghindari karat pada mesain, karena roller berhubungan langsung dengan air yang akan dipress anatara roller. (gambar 5); b) pembuatan rumah-rumah. Rumah-rumah terbuat dari besi plat dengan ketebalan 10 mm, hal ini untuk mendukung saat roller bekerja. (gambar 6); c) pembuatan baut panjang, berfungsi untuk merakit dua buah rumah-rumah tempat untuk meletakan roller. Baut yang panjang merupakan modifikasi baut yang di sambung menggunakan besi beton esser yang di lakukan pembubutan dengan diameter yang disamakan dengan mur yang digunakan.(gambar
7); d) perakitan dilakukan ketika semua komponen telah dibuat, seperti terlihat pada gambar 8.
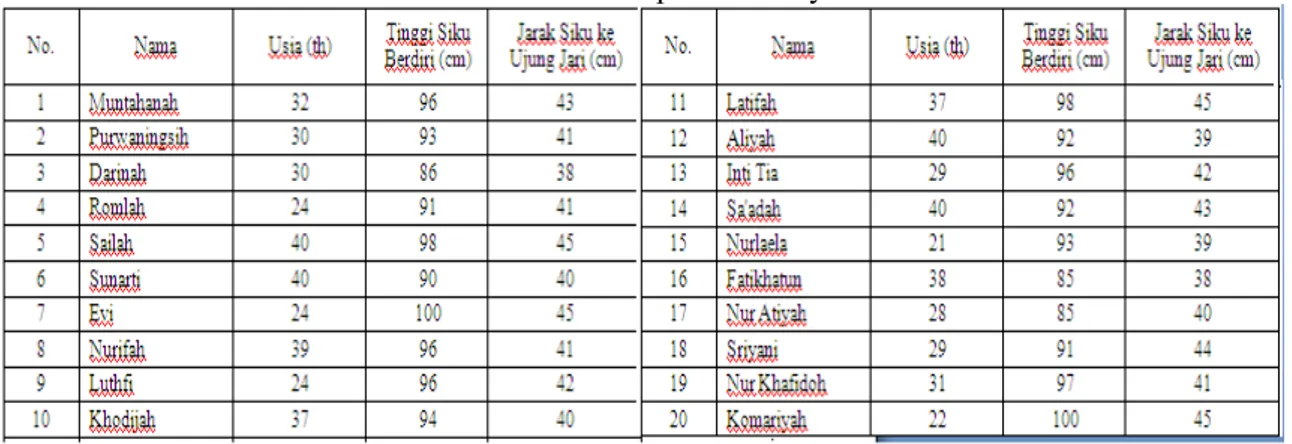
Perancangan Dudukan Mesin: 1) Data Anthropometri. Data anthropometri yang diperlukan untuk merancang desain dudukan mesin roller. Desain dudukan dibuat pada posisi pekerjaan dilakukan dengn posisi berdiri, untuk itu data yang dibutuhkan adalah data siku antropometri pekerja. Sedangkan untuk merancang handle atau pemutar mesin didesain menggunkan data antropometri jarak siku ke ujung jari pekerja.(Tabel 1); 2) Pengolahan data anthropometri tinggi siku berdiri, terdiri dari: a) Rata-rata Anthropometri Tinggi Siku Berdiri:
45 , 93 20 1869 = = =
∑
n x xb) Tinggi Dudukan Mesin. Dimensi tinggi siku berdiri adalah penentu dari tinggi meja yang merupakan dimensi maksimal, sehingga nilai tinggi siku berdiri yang digunakan untuk menentukan tinggi dudukan tersebut adalah persentil 5 (P5):
3) Pengolahan Data Anthropometri Jarak Siku ke Ujung Jari Tengah, terdiri dari: a) Rata-rata Anthropometri Jarak Siku ke Ujung Jari Tengah:
6 , 41 20 832 = = =
∑
n x xb) Menghitung Panjang Handle Pemutar Mesin. Dimensi jarak siku ke ujung jari adalah penentu dari tinggi meja yang merupakan dimensi maksimal, sehingga nilai jarak siku ke ujung jari yang digunakan untuk menentukan panjang handle tersebut adalah persentil 5 (P5):
P =
x
−
(
1
,
645
.
σ
x
)
= 41,6 – (1,645 . 2,35)= 37,73 cm ≈38 cm Jadi panjang handle pemutar adalah 38 cm
Desain Dudukan Mesin. Dudukan mesin yang sudah jadi kemudian dirakit dengan mesin roller seperti pada gambar 9.
B-138
Gambar 6. Rumah mesin Gambar 7. Baut panjang modifikasi
Gambar 8. Mesin roller yang sudah dirakit Gambar 9. Dudukan mesin
Pengujian Mesin. Pengujian mesin dilakukan dengan cara mencoba mesin menggunakan
material yang sesungguhnya yaitu pelepah pohon pisang. Hasil pengujian menunjukan mesin dapat beroperasi dengan baik yaitu mampu mengurangi kandungan air pada pelepah pisang. Hasil pengujian menunjukan bahwa pelepah yang telah dilaukan pengerolan mongering setelah dijemur 0,5 sampai 1 hari. Sedangkan waktu normal adalah lebih dari 3 hari.Mesin ini didesain dengan kemampuan untuk bekerja dengan ukuran ketebalan palepah pisang beragam, dengan cara mengatur tinggi rendah roller atas. Pengaturan ini juga dimaksudkan untuk mengatur berapa banyak air yang akan dikeluarkan. Mesin didesain menggunakan tenaga manual untuk menyesuaikan daya listrik UKM.
Gambar 10. Penggujian mesin
KESIMPULAN
Dari hasil diketehui bahwa mesin mampu mempercepat proses pengeringan pelepah pisang yang berarti mampu menujukan percepatan produksi secara keseluruhan. Dari sisi operasional mesin sangat mudah dan dapat menggunakan pekerja yang ada dan tidak menambah biaya produksi karena dioperasikan secara manual.
PUSTAKA
Atmosoeharjo, H.S. 1994. Penerapan Ergonomi Dalam Rekayasa manusia Mesin/Peralatan
(Man-Machine Design). Forum Ilmu Kesehatan Masyarakat XII No. 1-2 : 113-122.
Cross, N. 1994. Engineering Design Methods – Strategies Of product, 2nd edition, John Wiley & Sons
Ltd, England.
Grandjean. E. 1973. Ergonomics In the Home, Tailor and Francis, London.
Manuaba, A. 1992. Pengaruh ergonomi terhadap produktivitas. Seminar Produktivitas Tenaga Kerja,
Jakarta.
Muller, K.F.H. 1965. Ergonomic: man in his working environment. Chapman and Hill Inc, London.
Nurmianto, Eko. 1996. Ergonomi konsep dasar dan aplikasiny,. Guna Widya, Jakarta.
Nurmianto. E.1998 Ergonomi Konsep Dasar Dan Aplikasinya, Edisi Pertama, Guna Widyan, Jakarta
Prasetyowibowo, Bagas. 1999. Desain Produk Industri. PenerbitYayasan Delapan Sepuluh, Bandung.
Sritomo Wignjosoebroto. 1997. Prosiding Lokakarya Pengembangan Kemampuan Rancang Bangun