LAPORAN SKRIPSI
PERBAIKAN MESIN DRILL BANGKU MENJADI GANG DRILL DAN PENAMBAHAN RANGKAIAN KELISTRIKAN DENGAN MENGGUNAKAN MAGNETIC CONTACTOR DI LABORATORIUM
TEKNOLOGI MEKANIK IST AKPRIND YOGYAKARTA
Disusun Oleh :
Muh. Arif Nur Rasyid
141.03.1112
PROGRAM STUDI STRATA 1
JURUSAN TEKNIK MESIN
FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT SAINS & TEKNOLOGI AKPRIND
YOGYAKARTA
2020
i THESIS
IMPROVEMENT OF THE STILL DRILL MACHINE BECAME A GANG DRILL AND THE ADDITION OF THE ELECTRICAL CIRCUIT BY
USING MAGNETIC CONTACTOR IN THE MECHANICAL
TECHNOLOGY LABORATORY OF IST AKPRIND YOGYAKARTA
Written by :
Muh. Arif Nur Rasyid
141.03.1112
UNDERGRADUATE PROGRAM (S-1)
DEPARTEMENT OF MECHANICAL ENGINEERING FACULTY OF INDUSTRIAL TECHNOLOGY INSTITUT SAINS & TEKNOLOGI AKPRIND
YOGYAKARTA 2020
ii
PERNYATAAN KEASLIAN SKRIPSI
Saya menyatakan dengan sesungguhnya bahwa Skripsi dengan judul :
“PERBAIKAN MESIN DRILL BANGKU MENJADI GANG DRILL DAN PENAMBAHAN RANGKAIAN KELISTRIKAN DENGAN
MENGGUNAKAN MAGNETIC CONTACTOR DI LABORATORIUM TEKNOLOGI MEKANIK IST AKPRIND YOGYAKARTA”
Yang dibuat untuk melengkapi sebagian persyaratan memperoleh gelar Sarjana Teknik pada program studi Strata – 1, Jurusan Teknik Mesin, Fakultas Teknologi Industri, Institut Sains & Teknologi AKPRIND Yogyakarta.
Sejauh yang saya ketahui bukan merupakan tiruan atau duplikasi dari skripsi yang telah dipublikasikan atau pernah dipakai untuk mendapatkan gelar Sarjana Teknik di lingkungan Institut Sains & Teknologi AKPRIND Yogyakarta maupun di Perguruan Tinggi Institut dan Instansi manapun, kecuali bagian sumber informasinya dicantumkan sebagaimana mestinya.
Yogyakarta, 07 Mei 2020 Yang Menyatakan
Muh. Arif Nur Rasyid NIM. 141.03.1112
iii
HALAMAN PENGESAHAN SKRIPSI
PERBAIKAN MESIN DRILL BANGKU MENJADI GANG DRILL DAN PENAMBAHAN RANGKAIAN KELISTRIKAN DENGAN MENGGUNAKAN MAGNETIC CONTACTOR DI LABORATORIUM
TEKNOLOGI MEKANIK IST AKPRIND YOGYAKARTA
Disusun untuk memenuhi syarat menyelesaikan studi di Jurusan Teknik Mesin Jenjang Strata 1, Fakultas Teknologi Industri Institut Sains & Teknologi
AKPRIND Yogyakarta
Disusun Oleh :
Nama : Muh. Arif Nur Rasyid No. Mhs : 141.03.1112
Jurusan : Teknik Mesin
Yogyakarta, 07 Mei 2020 Menyetujui, Pembimbing I
Ir. Adi Purwanto, M.T NIK. 88.1156.360 E
Pembimbing II
Agus Duniawan, S.T., M.Eng NIK. 85.1156.266 E
Mengetahui,
Ketua Jurusan Teknik Mesin
Nidia Lestari, S.T., M.Eng NIK. 14.1187.705 E
Nidia
Lestari, ST., MEng
Digitally signed by Nidia Lestari, ST., MEng
DN: cn=Nidia Lestari, ST., MEng gn=Nidia Lestari, ST., MEng c=ID Indonesia l=ID Indonesia ou=Jurusan Teknik Mesin
[email protected] Reason: I am approving this document Location:
iv
HALAMAN PENGUJI
PERBAIKAN MESIN DRILL BANGKU MENJADI GANG DRILL DAN PENAMBAHAN RANGKAIAN KELISTRIKAN DENGAN MENGGUNAKAN MAGNETIC CONTACTOR DI LABORATORIUM
TEKNOLOGI MEKANIK IST AKPRIND YOGYAKARTA Disusun Oleh :
Nama : Muh. Arif Nur Rasyid No. Mhs : 141.03.1112
Jurusan : Teknik Mesin
Skripsi ini telah dipresentasikan dihadapan Tim Dosen Penguji pada ujian skripsi, Jurusan Teknik Mesin, Fakultas Teknologi Industri, Institut Sains & Teknologi
AKPRIND Yogyakarta. Tanggal : 06 Mei 2020
Waktu : 11.45 – 14.00 WIB Tempat : Secara Online
Tim Dosen Penguji :
1. Taufiq Hidayat, S.T., M.Eng. ...
NIK. 04.0974.578 E
2. Agus Duniawan, S.T., M.Eng ...
NIK. 85.1156.266 E
3. Ir. Adi Purwanto, M.T ...
v MOTTO
Jangan melihat masa lalu dengan penyesalan, jangan pula melihat masa depan dengan ketakutan, tapi lihatlah sekelilingmu dengan penuh kesadaran.
( james thurber )
Berjuang untuk orang lain akan memberikan semangat lebih untuk kita daripada berjuang untuk diri sendiri. Tapi terkadang kita harus bercermin dan melihat diri
kita sebagai orang ketiga yang juga harus dibahagiakan. ( DZAWIN NUR IKRAM )
Someone once said “Stop making stupid people famous” and now i’m seeing the shit!
( markicabs )
I can feel a thing i cannot touch and touch a thing i cannot feel. This first is sad and sorry, the second is your heart
( james thurber )
Selalu ada orang yang tak bisa menghargai kerja kerasmu, itu urusannya.urusanmu hanya menutup teliga dan terus berkarya.
vi
HALAMAN PERSEMBAHAN
Dengan mengucapkan “Al-hamdu lillahi rabbil „alamin” akhirnya Skripsi ini selesai dan saya persembahkan Skripsi ini kepada :
“Kedua Orangtuaku,yang saya kagumi dan hormati yang telah berjuang keras menafkahi anakmu supaya bisa menuntut ilmu sampai jenjang yang bahkan belum pernah saya bayangkan. Atas segala dorongan baik material, motivasi, bimbingan maupun do‟a yang tida lelah kaian berikan kepadaku, saya ucapkan terima kasih dan semoga saya bisa membahagiakan Bapak Ibu dengan ilmu yang bermanfaat serta menjadi anak yang sholeh dan berguna bagi Nusa dan Bangsa”
“Matur suwun buat kawan – kawan seperjuangan, Mesin Angkatan 2014. Yang tidak dibosan – bosannya menanyakan saya kapan lulus ? sehingga menjadi dorongan motivasi saya untuk segera menyelesaikan studi S-1 ini dengan rasa bangga walaupun banyak halangan,rintangan,batu besar tak membuat saya kembali untuk maju kedepan”
vii
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kepada Allah SWT yang telah memberikan kesehatan, pertolongan, kekuatan dan petunjuk kepada penulis, sehingga penulis dapat menyelesaikan penyusunan skripsi ini. Skripsi ini di susun sebagai salah satu syarat menyelesaikan pendidikan kesarjanaan Strata Satu pada jurusan Teknik Mesin Fakultas Teknologi Industri Sains & Teknologi AKPRIND Yogyakarta.
Dalam penyusunan Skripsi ini ,penulis mengalami banyak sekali bantuan, dorongan motivasi, semangat, arahan serta bimbingan dari berbagai banyak pihak. Untuk itu dalam kesempatan ini dengan segala keikhlasan dan kerendahan hati penuli menyampaiakan rasa terima kasih yang tidak terhingga kepada :
1. Allah subhanahu Wa Ta‟ala yang telah memberikan banyak nikmatnya kepada penyusun, nikmatnya umur, nikmat waktu, nikmat rizki, dan masih banyak lagi nikmta – nikmat yang tidak dapat penyusun sebutkan seluruhnya.
2. Kedua orang tuaku yang telah mengasuh dan membesarkanku dengan rasa cinta, kasih sayang dan kesabaran serta membimbingku ke jalan yang di ridhoi Allah SWT dan bisa menyelesaikan amanah ini dengan baik.
3. Bapak Dr. Ir. Amir Hamzah, M.T., selaku Rektor Institut Sains & Teknologi AKPRIND Yogyakarta.
4. Ibu Nidia Lestari, ST., M.Eng, selaku Ketua Jurusan Teknik Mesin Institut Sains & Teknologi AKPRIND Yogyakarta.
viii
5. Bapak Ir. Adi Purwanto, M.T, selaku Dosen pembimbing 1 Skripsi yang selalu mengingatkan untuk segera menyelesaikan Studi S-1 ini dan selalu memberikan bimbingan, arahan, dan saran dalam penyelesaian laporan skripsi ini.
6. Bapak Agus Duniawan, S.T,.M.Eng selaku Dosen Wali dan Dosen Pembimbing 2 yang selalu mengingatkan untuk segera menyelesaikan Studi S-1 ini dan selalu memberikan bimbingan, arahan, dan saran dalam penyelesaian laporan skripsi ini.
7. Teman – teman seperjuangan Teknik Mesin Angkatan 2014 ISTA.
Demikian skripsi ini disusun, oleh karena keterbatasan ilmu yang penyusun miliki, skripsi ini masih jauh dari kata sempurna. Untuk itu kritik dan saran penyusun harapkan dari pembaca untuk memperbaiki skripsi ini. Besar harapan penyusun supaya skripsi ini dapat bermanfaat bagi pembaca dan dapat memberikan acuan pustaka di Perpustakaan IST AKPRIND. Atas perhatiannya penyusun ucapkan terima kasih.
Yogyakarta, 07 Mei 2020
ix DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PERNYATAAN ... iii
HALAMAN PENGESAHAN ... iv
HALAMAN PENGUJI ... v
MOTTO ... vi
HALAMAN PERSEMBAHAN ... vii
KATA PENGANTAR ... viii
DAFTAR ISI ... x
DAFTAR GAMBAR ... xiii
DAFTAR TABEL ... xvi
BAB I PENDAHULUAN ... 1.1 Latar Belakang ... 1 1.2 Rerumusan Masalah ... 2 1.3 Batasan Masalah ... 2 1.4 Tujuan Penelitian ... 3 1.5 Manfaat Penelitian ... 3
BAB II LANDASAN TEORI ... 4
2.1 Tinjauan Pustaka ... 4
x
2.3 Mesin Drill (Drilling machine) dan sejenisnya ... 8
2.3.1 Mesin Drill………... 8
2.3.2 Jenis-Jenis Mesin Drill………. 9
2.3.3 Perkakas Mesin Drill……… 19
2.3.4 Jenis-Jenis Pahat Drill (drill bit)……….. 21
2.3.5 Material Mata Drill……… 23
2.3.5.1 Jenis Mata Drill……….. 26
2.3.5.2 Bagian-Bagian Drill Spiral ... 28
2.3.6 Pengasahan Kembali Mata Drill ... 30
2.3.7 Pencekaman Mata Drill dan Benda Kerja ... 31
2.3.8 Pengencangan Drill ... 33
2.3.9 Pengencangan Benda Kerja ... 35
2.3.10 Elemen Dasar Proses Pengedrillan ... 36
2.3.11 Perencanaan Proses pengedrillan ... 39
2.4 Perhitungan Gaya Pada Tumpuan Rangka ... 44
2.5 Modulus Penampang Pada Persamaan Tegangan ... 47
2.6 Perhitungan Daya Motor ... 47
2.7 Magnetic Contactor (MC) ... 49
BAB III METODELOGI PENELITIAN ... 53
3.1 Diagram Alir Perancangan ... 53
3.2 Studi Literature ... 54
3.3 Gambaran Umum Perancangan ... 54
xi
3.3.2. Gambaran Umum Alat ... 56
3.4 Analisa Perancangan ... 58
3.5 Detail Design ... 62
BAB IV ANALISA DATA DAN PEMBAHASAN ... 64
4.1. Diagram Alir Perhitungan ... 63
4.2. Peninjauan Kapasitas Beban ... 64
4.3. Konstruksi Meja Gang Drill ... 66
4.4. Analisa Beban Pada Meja ... 66
4.5. Analisa Kekuatan Las Rangka Meja ... 68
4.6. Ulir Pengikat Antara Plat Baja ... 70
4.7 Perhitungan Daya Motor Listrik Pada Mesin Drill ... 71
4.8 Aplikasi Magnetic Contactor Pada Mesin Drill ... 73
4.8.1 Cara Kerja Rangkaian ... 73
4.8.2 Prinsip Kerja Magnetic Contactor ... 75
BAB V PENUTUP ... 78
5.1. Kesimpulan ... 78
5.2. Saran ... 78
DAFTAR PUSTAKA
xii
DAFTAR GAMBAR
Gambar. 2.1 Proses Gurdi ... 7
Gambar. 2.2 Proses Pengedrillan ... 8
Gambar. 2.3 Sudut Potong, Sudut Tatal dan Sudut Bebas ... 8
Gambar. 2.4 Proses Pembuatan Lubang Dengan Mesin Drill Bisa Dilakukan Satu Per-satu atau Dilakukan Dengan Banyak Lubang Sekaligus ... 10
Gambar. 2.5 Mesin Drill Portabel ... 12
Gambar. 2.6 Mesin Drill Peka ... 12
Gambar. 2.7 Mesin Drill Vertical ... 12
Gambar. 2.8 Gang Drill ... 13
Gambar 2.9 Mesin Drill Radial ... 14
Gambar 2.10 Mesin Turet ... 14
Gambar 2.11 Mesin Drill Spindel Jamak ... 15
Gambar 2.12 Mesin Perpindahan Dengan 35 Stasiun Untuk Kotak Transmisi ... 17
Gambar 2.13 Mesin Drill Horizontal ... 18
Gambar 2.14 Ragum ... 19
Gambar 2.15 Klem Set ... 19
Gambar 2.16 Landasan (Block Paralel) ... 20
Gambar 2.17 Pencekam Mata Drill ... 20
Gambar 2.18 Sarung Drill ... 20
Gambar 2.19 Pasak Pembuka ... 21
Gambar 2.20 Drilling Head ... 21
Gambar 2.21 Drilling Head ... 22
xiii
Gambar 2.23 Mata Drill Pemotong Lurus ... 22
Gambar 2.24 Mata Drill Untuk Lubang yang Dalam (Deep Hole Drill) ... 22
Gambar 2.25 Mata Drill Skop (Spade Drill) ... 23
Gambar 2.26 Mata Drill Stelite ... 23
Gambar 2.27 Nama-Nama Bagian Mata Drill dan Sarung Tirusnya ... 24
Gambar 2.28 Jenis Mata Drill Untuk Pekerjaan Tertentu... 24
Gambar 2.29 Drill chuck ... 27
Gambar 2.30 Mata Drill Batang Tirus dan Reducer ... 28
Gambar 2.31 Sudut Pucuk Mata Drill ... 29
Gambar 2.32 Cekam Drill ... 31
Gambar 2.33 Ragum Meja (Table Vise), Ragum Putar (Swivel Vise), dan Ragum Sudut (Angle Vise) ... 32
Gambar 2.34 Pemasangan Benda Kerja ... 32
Gambar 2.35 Alat Bantu Pencekaman Benda Kerja ... 33
Gambar 2.36 Cara Pengikatan Benda Kerja Dengan Bantuan Klem dan Baut T ... 33
Gambar 2.37 Mata Drill Spiral Dengan Gagang Silindris dan Kepala Drill ... 34
Gambar 2.38 Cara Pengencangan Benda Kerja ... 35
Gambar 2.39 Kondisi Pemotongan Pada Drillirng ... 37
Gambar 2.40 Proses Drill Konvensional ... 40
Gambar 2.41 Mata Drill Dengan Sudut Sisi Potong Sama Tetapi Panjangnya Berbeda, dan (b) Mata Drill Dengan Sudut Sisi Potong dan Panjang Sisi Potong Tidak Sama ... 40
xiv
Gambar 2.43 Proses Kelanjutan Setelah Dibuat Lubang: (a) Reaming, (b)
Tapping, (c) Counterdrilling... 44
Gambar 2.44 Berbagai Jenis Pembebanan Pada Balok Sederhana ... 45
Gambar 2.45 Ilustrasi Pembebanan... 47
Gambar 2.46 Simbol-Simbol Magnetic Contactor ... 51
Gambar 2.47 Cara Kerja Kontak Magnetic Contactor ... 52
Gambar 2.48 Bentuk Fisik Megnetic Contactor ... 52
Gambar. 3.1 Diagram Alir Perancangan ... 53
Gambar. 3.2 Mesin Drill Bangku ... 55
Gambar. 3.3 Gang Drill ... 55
Gambar. 3.4 Mesin Gang Drill ... 57
Gambar. 4.1 Diagram Alir Perhitungan ... 63
Gambar. 4.2 Bentuk Lantai Pada Meja ... 64
Gambar. 4.3 Kontruksi Meja ... 66
Gambar. 4.4 Ilustrasi Pembebanan Pada Tumpuan A dan B ... 66
Gambar. 4.5 Ilustrasi Sambungan Las ... 68
Gambar 4.6 Magnet Kontaktor Type Schneider Electric ... 73
Gambar. 4.7 Rangkaian Magnetic Contactor Normally Open ... 74
Gambar. 4.8 Rangkaian Magnetic Contactor Normally Close ... 75
xv
DAFTAR TABEL
Tabel. 2.1 Tabel 2.1 Tipe Twist Drill ... 29
Tabel. 2.2 Putaran Mata Drill dan Gerak Makan Pada Beberapa Jenis Bahan ... 37
Tabel. 2.3. Kisar Ulir dan Ukuran Diameter Mata Drill ... 42
Tabel. 2.4. Kisar Ulir dan Ukuran Diameter Mata Drill ... 43
1 BAB I PENDAHULUAN
1.1 Latar Belakang
Kemajuan ilmu pengetahuan dan teknologi yang berkembang pesat saat ini mulai mempengaruhi dan merubah gaya hidup manusia. Perkembangan serta kemajuan di bidang teknologi yang ada di industri merujuk dalam bidang rekayasa industri permesinan, seperti redesign/modifikasi alat yang diciptakan dengan tujuan untuk mempermudah dan menambah kenyamanan manusia dalam mencukupi kebutuhannya.
Salah satu pekerjaan mekanik yang dilakukan di bengkel biasanya dikerjakan dengan menggunakan beberapa peralatan tangan (hand tools), namun ada juga pekerjaan yang menggunakan alat bantu peralatan mesin dalam proses pengerjaannya. Dalam hal ini ada beberapa jenis peralatan mesin yang sering digunakan sebagai alat utama proses penyelesaian suatu pekerjaan. Salah satu jenis pekerjaan yang memerlukan peralatan mesin antara lain proses pembuatan lubang dengan bantuan mesin drill, dimana dalam penggunaanya diperlukan pengetahuan tentang mesin tersebut dengan baik agar dalam mengoperasikan mesin dapat berjalan seefektif dan seefisien mungkin.
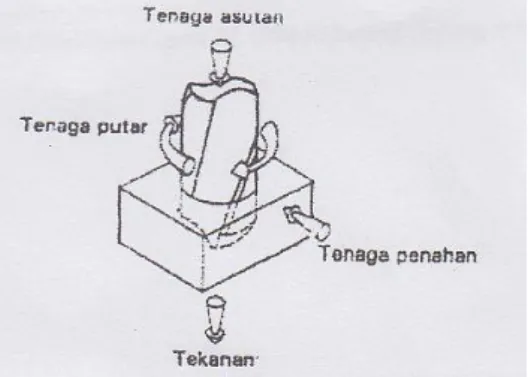
Perkakas mesin drill merupakan salah satu perkakas terpenting dalam perbengkelan yang memiliki fungsi dalam membuat lubang. Peran utama dari perkakas drill ini adalah menggenggam mata drill, memutarnya, mengikis dengan puntiran dari mata drill untuk menghasilkan lubang pada benda kerja. Untuk meningkatkan efisiensi dan keakuratan dalam pembuatan
lubang perlu adanya sebuah terobosan modifikasi pada mesin drill, agar dalam proses pembuatan lubang dapat meminimalisir tingkat biaya produksi dan meningkatkan kualitas hasil pengedrillan dengan cara merekontruksi mesin drill portable menjadi gang drill.
Pada kesempatan ini akan dilakukan proses perancangan dan perbaikan mesin drill portable menjadi gang drill yang dilakukan dengan cara
meredesign dan melakukan perakitan ulang pada mesin drill dengan
memodifikasi rangka dan penambahan safety magnetic contactor yang bertujuan melindungi dan memperpanjang umur motor listrik pada saat proses pengedrillan dengan beban yang berlebihan.
1.2 Rumusan Masalah
Permasalahan yang timbul adalah bagaimana cara melakukan perancangan dan menganalisis proses perbaikan mesin drill bangku menjadi
gang drill dan cara mengatasi kekuatan rangka pada gang drill serta
penambahan komponen kelistrikan magnet kontaktor sebagai safety arus, di Laboratorium Teknologi Mekanik IST AKPRIND Yogyakarta.
1.3 Batasan Masalah
Batasan masalah perancangan dan analisis perbaikan pada mesin drill bangku menjadi gang drill adalah :
1. Media atau obyek permasalahan adalah mesin drill portabel berpenggerak motor listrik.
2. Dalam penyusunan laporan ini pembahasan ditekankan pada perbaikan mesin drill bangku menjadi gang drill.
3. Spesifikasi mesin drill yang digunakan adalah drill duduk yang ada di Laboratorium Teknologi Mekanik IST AKPRIND Yogyakarta.
1.4 Tujuan Perancangan
Tujuan pada perancangan perbaikan mesin drill menjadi gang drill adalah sebagai berikut :
1. Mengembangkan konsep serta ide – ide baru dalam perbaikan sebuah mesin drill.
2. Mengetahui cara kerja mesin gang drill.
3. Mengetahui proses dari perbaikan suatu mesin drill bangku menjadi gang
drill.
1.5 Manfaat Penelitian
Adapun manfaat yang diharapkan dalam perancangan ulang ini adalah sebagai berikut :
1. Dapat mengembangkan ide – ide baru dalam dunia perindustrian. 2. Memberikan informasi mengenai mesin gang drill.
3. Sebagai referensi untuk perancangan atau penelitian lebih lanjut mengenai mesin drill.
4. Sebagai bentuk aplikasi praktis dilapangan terhadap mata kuliah yang didapat oleh mahasiswa dibangku perkuliahan.
4 BAB II
LANDASAN TEORI 2.1 Tinjauan Pustaka
Eddy dkk, (2011), melakukan perancangan tentang rekayasa prototipe
gang drill dengan jig & fixturenya, untuk mengatasi salah satu permasalahan
yang ada di UKM sangkar burung. Berdasarkan hasil pengujian makin tinggi putaran motor, maka makin besar daya yang dibutuhkan, untuk bahan kayu jati pada putaran 250 rpm, daya yang dibutuhkan sebesar 26,5 W dan pada putaran 600 rpm daya yang dibutuhkan 600 W. Juga kebutuhan daya pada proses drilling, juga tergantung jenis bahan yang akan diporoses, makin tinggi harga sifat mekanik bahan, maka kebutuhan daya untuk proses drilling makin besar. Kebutuhan daya untuk proses drilling pada bahan kayu jati dengan putaran motor 400 rpm sebesar 43,6 W, sedangkan untuk bahan besi tuang dengan putaran motor 400 rpm sebesar 569,7 W. Kebutuhan waktu dan daya dalam pembuatan 5 lubang dengan bahan kayu jati menggunakan mesin gang drill 1 motor 5 pahat jauh lebih rendah, bila dibanding dengan drill 1 motor 1 pahat sebesar 350 W dan 1.350 W.
Sugiri (2015), melakukan rancang bangun mesin drill otomatis berbasis computer dengan perangkat lunak Mach3 sebagai pengendalinya. Mesin ini digerakkan dengan menggunakan motor stepper dan motor ac sebagai motor spindle. Mesin ini dapat diperintah oleh software Mach3 dengan kode program yang disebut G-Code. Benda yang dilubangi diletakkan pada mesin dan di jepit, kemudian diatur letak dan jumlah lubang yang akan dibuat. Mesin ini dapat melakukan pengedrillan dengan diameter mata drill 1
mm hingga 3 mm dan kedalaman pengedrillan 20 mm, dari pengujian yang dilakukan mesin ini memiliki tingkat ketelitian ±0,05 mm, dan kecepatan gerak hingga 8 mm/detik.
Yudhanto (2018), melakukan perancangan desain double drill untuk mempermudah melubangi hinge strip pada kelompok produksi silent up (Up
Right), perancangan mesin double drill sangat memperhatikan langkah kerja
operator yang awalnya melubang sebanyak 2 kali diganti dengan 1 kali. Mesin multiple spindle drill merupakan mesin pengganti spindle drill. Mesin otomasi dengan bantuan silinder udara untuk mengangkat dan menurunkan
drill serta untuk menjepit hinge strip sebelum di drilling. Bagian jig dan lower plate sudah dirancang dengan 3 bagian untuk tempat hinge strip
sebelum di drilling. Bagian lower plate berbentuk dove tail yang mana akan menjadi intasannya, dan mengurangi standard time, serta meminimalkan sampah hasil dari drilling hinge strip. Dengan adanya mesin multiple spindle
drill, waktu untuk mengerjakan menjadi lebih cepat dan langkah kerja
menjadi lebih simpel.
Singh dan Moona (2016), merancang universal micro radial drilling
machine, mesin drill dalam perancangan ini memiliki torsi yang besar dan
rpm yang tinggi sangat baik digunakan karena operator bebas untuk menyetel posisi sudut dalam pengedrillan sesuai keinginannya. Dari hasil perancangan daya motor yang dibutuhkan untuk perancangan mesin tersebut menggunakan 135 Watts dengan torsi maksimum 80,5 N/mm.
Budiman dkk, (2018) melakukan perancangan dan pembuatan JIG pada proses drilling konektor rangka kursi di PT. Anemato Guna Sadaya Sumedang yang menghasilkan pemilihan bahan drill Jig harus lebih kuat dari benda kerja yang akan dilubang seperti alumunium memiliki nilai kekerasan Brinell 70 HB dan nilai kekuatan tarik 345 MPa, sedangkan untuk baja SCM 440 kekerasan Brinell nya 217 HB dan kekuatan tariknya 980 MPa. Dengan demikian kekuatan drill Jig lebih kuat dibandingkan benda kerja, maka dari itu hasil pengedrillan dengan menggunakan Jig dapat mempersingkat waktu pengerjaan.
2.2 Proses Gurdi
Proses gurdi adalah proses permesinan yang paling sederhana diantara proses permesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses drill, walaupun istilah ini sebenarnya kurang tepat. Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata drill atau yang lebih dikenal dengan twist drill. Sedangkan proses drill (drilling) adalah proses meluaskan atau memperbesar lubang yang bisa dilakukan dengan batang drill (drilling bar) yang tidak hanya dilakukan pada mesin gurdi, tetapi bisa dengan mesin bubut, mesin frais, atau mesin drill.
Proses gurdi digunakan untuk pembuatan lubang silindris. Pembuatan lubang dengan drill spiral didalam benda kerja yang pejal merupakan suatu proses pengikisan dengan daya penyerpihan yang besar. Jika terhadap benda kerja itu dituntut kepresisian yang tinggi (ketepatan ukuran atau mutu permukaan) pada dinding lubang, maka diperlukan pengerjaan lanjutan dengan pembenam atau penggerek. Pada proses gurdi, benam (chips) harus keluar melalui alur helix pahat gurdi keluar lubang. Ujung pahat menempel pada benda kerja yang terpotong, sehingga proses pendinginan menjadi relatif sulit. Proses pendinginan biasanya dilakukan dengan cairan pendingin, atau cairan pendingin dimasukkan melalui lubang ditengah mata drill.
Karakteristik proses gurdi agak berbeda dengan proses permesinan yang lain, yaitu :
1. Beram harus keluar dari lubang yang dibuat.
2. Beram yang keluar dapat menyebabkan masalah ketika ukurannya besar atau kontinyu.
3. Proses pembuatan lubang bisa sulit jika membuat lubang yang dalam.
4. Untuk pembuatan lubang dalam pada benda kerja yang besar, cairan pendingin dimasukan kepermukaan potong melalui tengah mata drill.
Mengedrill adalah suatu cara kerja dengan pengambilan tatal, yang digunakan untuk membuat lubang yang berbentuk silinder. Karena mata drill adalah perkakas yang menghasilkan tatal, maka bentuk dasar dari sisi potong mata drill harus memiliki bentuk baji. Sudut potong (β), sudut tatal (γ) dan sudut bebas (α) tergantung dari kekerasan dan jenis bahan kerja. Pengedrillan benda kerja tergantung dari bentuk geometris sisi potong mata drill.
Gambar 2.3 Sudut potong, Sudut tatal dan Sudut bebas (BBLKI Serang, 2000:11)
Pada pengedrillan dengan mesin drill, perkakas drill berputar pada spindel dan melaksanakan gerakan pemakanan pada benda kerja. Benda kerja ditahan atau dikencangkan pada mesin drill dengan menggunakan ragum atau klem. Pada pengedrillan dengan mesin bubut, gerakan sayat dilakukan oleh benda kerja yang berputar, perkakas tetap diam dan dicekam didalam kepala bebas serta melakukan gerakan pemakanan.
2.3 Mesin Drill (drilling machine) dan Jenis-jenisnya 2.3.1 Mesin Drill (drilling machine)
Mata drill adalah sebuah pahat pemotong yang ujungnya berputar dan memiliki satu atau beberapa sisi potong dan galur yang berhubungan
helix, disediakan untuk memungkinkannya lewatnya serpihan atau fluida pemotong. Meskipun mata drill pada umumnya memiliki dua galur, tetapi mungkin juga digunakan tiga atau empat galur. Maka mata drill kemudian dikenal sebagai mata drill inti. Mata drill semacam ini tidak dipakai untuk memulai sebuah lubang, melainkan untuk meluaskan lubang atau menyesuaikan lubang yang telah didrill atau diberi inti.
Mesin yang digunakan untuk melakukan proses pengedrillan adalah mesin drill (drilling machine). Proses pembuatan lubang bisa dilakukan untuk satu pahat saja atau dengan dengan banyak pahat (Gambar 2.4). dalam proses produksi permesinan sebagian besar lubang dihasilkan dengan menggunakan mesin drill.
Gambar 2.4 Proses pembuatan lubang dengan Mesin drill bisa dilakukan satu per satu atau dilakukan dengan banyak lubang sekaligus (Widarto, 2008:204)
2.3.2 Jenis-Jenis Mesin drill
Mesin drill dikelompokan menurut konstruksi, umumnya :
a. Mesin drill portable
b. Mesin drill peka
1. Pasangan bangku
c. Mesin drill vertical
1. Tugas ringan
2. Tugas berat
3. Mesin drill gang (kelompok)
d. Mesin drill radial
e. Mesin drill turet
f. Mesin drill spindel jamak
1. Unit tunggal
2. Jenis pemindah
g. Mesin drill produksi otomatis
1. Meja pengarah
2. Jenis pemindah
h. Mesin drill lubang dalam
i. Mesin drill horizontal
a. Mesin drill portable
Mesin drill portabel adalah mesin drill kecil yang terutama digunakan untuk operasi pengedrillan yang tidak dapar dilakukan dengan mudah pada mesin drill biasa. Yang paling sederhana adalah pengedrillan yang dioperasikan dengan tangan. Mesin drill ini mudah dijinjing, dilengkapi dengan motor listrik kecil, beroperasi pada kecepatan putaran tinggi, dan mampu mengedrill sampai diameter 12 mm. mesin drill serupa, yang menggunakan udara tekan sebagai daya, digunakan kalau bunga api dari motor dapat menimbulkan bahaya kebakaran.
Gambar 2.5 mesin drill portable (Widarto, 2008: 206)
b. Mesin drill peka
Mesin drill peka adalah mesin kecil berkecepatan tinggi dengan konstruksi sederhana yang mirip dengan drill kempa tegak biasa (Gambar 2.6). Mesin ini terdiri atas sebuah standar tegak, sebuah meja horizontal dan sebuah spindel vertical untuk memegang dan memutar mesin drill. Mesin jenis ini memiliki kendali hantaran tangan, biasanya dengan penggerak batang gigi dan pinyon pada selongsong yang memegang
spindel putar. Mesin drill ini dapat digerakan langsung dengan motor,
dengan dengan sabuk atau dengan piring gesek. Penggerakan piring gesek yang mempunyai pengaturan kecepatan pengaturan sangat luas, tidak sesuai kecepatan rendah dan pemotongan berat. Mesin drill kempa peka hanya sesuai untuk pekerjaan ringan dan jarang yang mampu untuk memutar mesin drill lebih dari diameter 15 mm.
c. Mesin drill vertikal
Mesin drill vertikal, mirip dengan mesin drill peka, mempunyai mekanisme hantaran daya untuk mesin drill putar dan dirancang untuk kerja yang lebih berat. Gambar 2.7 menunjukan mesin dengan tiang bentuk bulat. Mesin drill semacam ini dapat dipakai untuk mengetap maupun mengedrill.
Gambar 2.7 Mesin drill vertical (Widarto, 2008: 206)
d. Mesin drill gang (kelompok)
Kalau beberapa spindel mesin drill dipasangkan pada meja tunggal, ini disebut sebagai mesin drill gang atau kelompok. Jenis ini sesuai untuk pekerjaan produksi yang harus melakukan beberapa operasi. Benda kerja dipegang dalam sebuah jig yang dapat diluncurkan pada meja dari satu spindel ke spindel berikutnya. Kalau beberapa operasi harus dilakukan, misalnya mengedrill dua lubang yang ukurannya berbeda dan perlu meluaskannya, maka dipasangkan empat spindel. Dengan kendali hantaran otomatis, maka dua atau lebih dari operasi ini dapat bejalan serempak dengan hanya diawasi oleh seorang operator. Pengaturannya, mirip dengan mengorasikan beberapa kempa drill.
Gambar 2.8 Gang drill (www.indiamart.com)
e. Mesin drill radial
Mesin drill radial dirancang untuk pekerjaan besar, untuk pekerjaan dengan benda kerja tidak memungkinkan berputar dan untuk pekerjaan mengedrill beberapa lubang. Mesin ini, yang ditunjukan pada Gambar 2.9., terdiri atas sebuah tiang vertikal yang menyangga sebuah lengan yang membawa kepala drill. Lengannya dapat berputar berkeliling kesembarang kedudukan diatas bangku kerja, dan kepala drill mempunyai penyetelan di sepanjang lengan ini. Penyetelan ini memungkinkan operator untuk menempatkan mesin drill dengan cepat di sembarang titik diatas benda kerja. Mesin jenis ini hanya dapat mengedrill dalam bidang vertikal. Pada mesin semi vertikal kepalanya dapat diputar pada lengan untuk mengedrill lubang pada berbagai sudut dalam bidang vertikal. Mesin universal mempunyai tambahan penyetelan putar pada kepala maupun lengan dan dapat mengedrill lubang pada sembarang sudut.
f. Mesin Turet
Mesin turet mengatasi keterbatasan ruang lantai yang ditimbulkan oleh kempa drill kelompok. Sebuah kempa drill delapan stasiun turet ditunjukan dalam Gambar 2.10. stasiunnya dapat disetel dengan bebagai perkakas.
Gambar 2.10 Mesin turet (Widarto, 2008: 207)
g. Mesin drill spindel jamak
Mesin drill spindel jamak, seperti yang ditunjukan dalam Gambar 2.11 untuk mengedrill beberapa lubang secara serempak. Mesin drill ini mampu mengedrill banyak suku cadang dengan ketepatan sedemikian rupa sehingga semua suku cadang mampu tukar. Biasanya, sebuah plat yang dilengkapi dengan selongsong yang dikeraskan sangat dibutuhkan untuk memandu mesin drill secara tepat ke benda kerja.
Desain yang umum dari mesin ini memiliki rakitan kepala dengan sejumlah spindel atas tetap yang digerakan dari pinyon yang menggelinding roda gigi pusat. Spindel yang berhubungan ditempatkan dibawah roda gigi dan dihubungkan dengan spindel yang diatas dengan poros penggerak tabung dan dua sambungan universal. Tiga spindel bawah, yang membawa mesin drill, dapat disetel meliputi daerah yang luas.
Mesin drill spindel jamak sering menggunakan sebuah hantaran meja untuk membantu gerakan dari mekanisme kepala beroda gigi yang berat ketika memutar mesin drill. Ini dapat dilakukan dengan beberapa cara : dengan penggerak batang gigi dan pinion, dengan ulir pengarah, atau dengan nok plat putar. Metode yang tersebut terakhir memberikan gerakan bervariasi yang menghasilkan hantaran yang mendekat dengan cepat dan seragam, serta pengembalian cepat ke kedudukan awal.
Gambar 2.11 Mesin drill spindel jamak (Widarto, 2008: 208)
h. Mesin drill produksi jenis perpindahan
Mesin drill yang dirancang sebagai mesin otomatis, dilengkapi suatu rangkaian operasi permesinan pada stasiun yang berurutan. Prinsipnya adalah garis produksi dari mesin yang berhubungan disinkronisasikan dalam operasi, sehingga benda kerja setelah dipasang pada mesin pertama, akan maju secara otomatis melalui berbagai stasiun untuk penyelesaiannya. Penggunaan mesin otomatis dari jenis meja pengarah atau jenis perpindahan, dapat dijelaskan sebagai berikut
1) Meja Pengarah
Benda kerja yang hanya memerlukan sedikit operasi sesuai untuk mesin meja pengarah, dengan di buat unit vertikal maupun
horizontal dan diberi jarak di sekeliling tepi meja pengarah.
2) Jenis Perpindahan
Ciri utama dari mesin perpindahan yaitu adanya alat penanganan atau perpindahan yang sesuai di antara stasiun. Metode yang paling sederhana dan paling ekonomis dari penanganan suku cadang adalah dengan menggerakkannya pada rel atau ban berjalan di antara stasiun. Kalau ini tidak dimungkinkan, karena bentuk dari benda kerja, diperlukan sebuah pemegang tetap untuk tempat pengepitan benda kerja.
Gambar dibawah ini menunjukkan sebuah mesin perpindahan otomatis 35 stasiun yang melakukan berbagai operasi pada kotak transmisi. Pemegang benda kerja berbentuk bangku kecil memegang ketat kotak transmisi selama operasi. Mesin perpindahan berkisar dari unit terkecil yang hanya memiliki dua atau tiga stasiun sampai mesin lurus panjang dengan lebih dari 100 stasiun. Penggunaannya terutama dalam industri mobil. Dengan memadatkan jadwal produksi, dimungkinkan untuk menekan biaya produksi yang tinggi dengan jalan pengurangan karyawan. Produk yang diproses dengan mesin itu termasuk blok silinder, kepala silinder, badan kompresor lemari es, dan suku cadang lain yang serupa.
Gambar 2.12 Mesin perpindahan dengan 35 stasiun untuk kotak transmisi (Widarto, 2008: 209)
i. Mesin drill lubang dalam
Beberapa masalah yang tidak dijumpai dalam operasi pengedrillan biasa, dapat muncul dalam pengedrillan lubang yang panjang/dalam misalnya pada saat mengedrill laras senapan, spindel panjang, batang engkol, dan lain-lain. Dengan bertambahnya panjang lubang, akan makin sulit untuk menyangga benda kerja dan mata drill secara baik. Pengeluaran serpihan dengan cepat dari operasi pengedrillan diperlukan untuk memastikan operasi yang baik dan ketepatan dari pengedrillan. Kecepatan putar dan hantaran juga harus ditentukan dengan teliti, karena kemungkinan terjadi lenturan lebih besar dibanding pengedrillan yang lebih pendek.
Untuk mengatasi hal ini, telah dikembangkan mesin drill lubang dalam. Disain mesin ini dikembangkan dari jenis horizontal maupun
vertikal, bisa konstruksi spindel tunggal maupun spindel jamak, dan
mungkin bervariasi dalam hal apakah benda kerja atau mata drill yang harus berputar. Mesin yang banyak dipakai pada umumnya konstruksinya
horizontal, menggunakan sebuah drill pistol pemotongan pusat yang
mempunyai mata potong tunggal dengan alur lurus sepanjang drill. Minyak bertekanan tinggi diberikan kepada mata potong melalui sebuah lubang dalam mata drill. Pada mata drill pistol, hantaran harus ringan untuk mencegah pelenturan dari mata drill.
j. Mesin drill horizontal
Mesin drill Horizontal memiliki poros spindel yang sejajar dengan meja mesin. Memungkinkan putaran spindel yang lebih besar dari pada jenis drill yang lainnya. Digunakan untuk pengerjaan benda kerja yang relatif lebih besar. Sistem penggerak menggunakan 2 motor yang terpasang pada spindel dan eretan.
Gambar 2.13 Mesin drill horizontal (Sucahyo B, 2004: 197)
2.3.3 Perkakas Mesin Drill
Perkakas sebagai kelengkapan mesin drill di antaranya ragum, klem set, landasan (blok paralel), pencekam mata drill, sarung pengurang, pasak pembuka, drilling head.
1. Ragum
pada saat akan di drill.
Gambar 2.14 Ragum (Widarto, 2008: 211) 2. Klem set
Klem set digunakan untuk mencekam benda kerja yang tidak mungkin dicekam dengan ragum.
Gambar 2.15 Klem set (Widarto, 2008: 211) 3. Landasan (blok paralel)
Digunakan sebagai landasan pada pengedrillan lubang tembus, untuk mencegah ragum atau meja mesin turut terdrill.
Gambar 2.16 Landasan (Block paralel) (Widarto, 2008: 211)
4. Pencekam mata drill
Digunakan untuk mencekam mata drill yang berbentuk silindris. Pencekam mata drill ada dua macam, yaitu pencekam dua rahang dan pencekam tiga rahang.
Gambar 2.17 Pencekam mata drill (Widarto, 2008: 211) 5. Sarung drill (drill socket, drill sleeve)
Sarung drill digunakan untuk mencekam mata drill yang bertangkai konus.
Gambar 2.18 Sarung drill (drill socket, drill sleeve) (Widarto, 2008: 211)
6. Pasak pembuka
Digunakan untuk melepas sarung pengurang dari spindel drill atau melepas mata drill dari sarung pengurang.
Gambar 2.19 Pasak pembuka (Widarto, 2008: 211)
7. Drilling head
Digunakan untuk memperbesar lubang baik yang tembus maupun yang tidak tembus.
Gambar 2.20 Drilling head (Widarto, 2008: 211) 2.3.4 Jenis – jenis pahat drill (Drill bit)
Mata drill
Mata drill merupakan alat potong pada mesin drill, yang terdiri dari drill spiral, mata drill pemotong lurus, mata drill untuk lubang yang dalam (deep hole drill), mata drill skop (spade drill), dan mata
drill stelite.
a. Drill spiral
Digunakan untuk pembuatan lubang yang diameternya sama dengan diameter mata drill.
Gambar 2.22 Drill spiral (Widarto, 2008: 212) b. Mata drill pemotong lurus
Digunakan untuk material yang lunak seperti kuningan, tembaga, perunggu, dan plastik.
c. Mata drill untuk lubang yang dalam (deep hole drill) Digunakan untuk membuat lubang yang relatif dalam.
Gambar 2.24 Mata drill untuk lubang yang dalam (deep hole drill) (Widarto, 2008: 212)
d. Mata drill skop (spade drill)
Digunakan untuk material yang keras tetapi rapuh. Mata potong dapat diganti- ganti.
Gambar 2.25 Mata Drill skop (spade drill) (Widarto, 2008: 212)
e. Mata drill stelite
Digunakan untuk membuat lubang pada material yang telah dikeraskan. Mata drillnya mempunyai bentuk segitiga dan terbuat dari baja campuran yang tahan panas.
Gambar 2.26 Mata Drill stelite (spade drill) (Widarto, 2008: 212)
2.3.5. Material Mata Drill
Di antara bagianbagian mata drill tersebut yang paling utama adalah sudut helix (helix angle), sudut ujung (point angle/lip angle, 2Xr), dan sudut bebas (clearance angle, α). Untuk bahan benda kerja yang berbeda, sudut-sudut tersebut besarnya bervariasi (Tabel 1.1).
Gambar 2.27 Nama-nama bagian mata drill dan sarung tirusnya (Widodo, 2008:213)
Ada beberapa jenis mata drill untuk jenis pekerjaan yang berbeda. Bahan benda kerja dapat juga mempengaruhi jenis dari mata drill yang digunakan. Bentuk beberapa mata drill khusus untuk pengerjaan tertentu ditunjukkan pada Gambar 2.27. Penggunaan dari masing-masing mata
drill tersebut sebagai berikut.
Gambar 2.28 Jenis mata drill untuk pekerjaan tertentu (Widodo, 2008: 213)
1. Mata drill helix kecil (low helix drills): mata drill dengan sudut helix lebih kecil dari ukuran normal berguna untuk mencegah pahat drill terangkat ke atas atau terpegang benda kerja ketika membuat lubang pada material kuningan dan material yang sejenis.
2. Mata drill kerja berat (heavy-duty drills): mata drill yang digunakan untuk menahan tegangan yang tinggi dengan cara menebalkan bagian web.
3. Mata drill tangan kiri (left hand drills): mata drill standar dapat dibuat juga untuk mata drill kiri. Digunakan pada pembuatan lubang jamak yang mana bagian kepala mesin drill didesain dengan sederhana yang memungkinkan berputar berlawanan arah.
4. Mata drill dengan sisi sayat lurus (straight flute drills) adalah bentuk ekstrim dari mata drill helix kecil, digunakan untuk membuat lubang pada kuningan dan plat.
5. Mata drill poros engkol (crankshaft drills): mata drill yang didesain khusus untuk mengerjakan poros engkol, sangat menguntungkan untuk membuat lubang dalam pada material yang ulet. Memiliki web yang tebal dan sudut
helix yang kadang- kadang lebih besar dari ukuran normal. Mata drill ini
adalah mata drill khusus yang banyak digunakan secara luas dan menjadi mata drill standar.
6. Mata drill panjang (extension drills): mata drill ini memiliki batang/shank yang panjang yang telah ditemper, digunakan untuk membuat lubang pada permukaan yang secara normal tidak akan dapat dijangkau.
7. Mata drill ekstra panjang (extra-length drills): mata drill dengan badan pahat yang panjang, untuk membuat lubang yang dalam.
8. Mata drill bertingkat (step drills): satu atau dua buah diameter mata drill dibuat pada satu batang untuk membuat lubang dengan diameter bertingkat. 9. Mata drill ganda (subland drills): fungsinya sama dengan mata drill
bertingkat. Mata drill ini terlihat seperti dua buah mata drill pada satu batang. 10. Mata drill solid carbide: untuk membuat lubang kecil pada material
paduan ringan, dan material bukan logam, bentuknya bisa sama dengan mata drill standar. Proses pembuatan lubang dengan mata drill ini tidak boleh ada beban kejut, karena bahan carbide mudah pecah.
11. Mata drill dengan sisipan karbida (carbide tipped drills): sisipan karbida digunakan untuk mencegah terjadinya keausan karena kecepatan potong yang tinggi.
12. Sudut helix yang lebih kecil dan web yang tipis diterapkan untuk meningkatkan kekakuan mata drill ini, yang menjaga keawetan karbida. Mata
drill ini digunakan untuk material yang keras, atau material nonlogam yang
abrasif.
13. Mata drill dengan lubang minyak (oil hole drills): lubang kecil di dalam bilah pahat drill. dapat digunakan untuk mengalirkan minyak pelumas/pendingin bertekanan ke ujung mata drill. Mata drill ini digunakan untuk membuat lubang dalam pada material yang liat.
14. Mata drill rata (flat drills): batang lurus dan rata dapat digerinda ujungnya membentuk ujung mata drill. Hal tersebut akan memberikan ruang yang besar bagi beram tanpa bagian helix. Mata drill ini digunakan untuk membuat lubang pada jalan kereta api.
2.3.4.1 Jenis Mata Drill
a. Batang Lurus
Mata drill yang memiliki batang lurus pada umumnya berkisar 1-13mm. untuk batang berbentuk lurus digunakan penjepit (tool
holder) drill chuck. Karena drill chuck memiliki rahang jepit yang lurus
serta mempunyai batas pencekaman drill.
Gambar 2.29 Drill chuck (Sucahyo, 2004: 198) b. Batang tirus
Batang drill yang berbentuk tirus, memungkinkan daya jepit mata drill yang kuat karena memiliki sulubung yang tirus dan pengunci yang kuat pada ujungnya. Dalam ilmu teknik disebut sleeve/reducer. Pemakaian untuk drill berdiameter besar yang mempunyai batang tirus saja. Lidah penyingkir tidak berfungsi sebagai pembawa putaran, melainkan untuk melepaskan mata drill dengan menggunakan baji pendorong. Baji dimasukan kedalam lubang poros drill sampai lidah kerucut. Dengan cara memukul ringan pendorong maka mata drill akan jatuh keluar.
Gambar 2.30 Mata drill batang tirus dan reducer
(BBLKI Serang, 2000: 22) 2.3.4.2 Bagian-bagian drill spiral
1. Lereng runcing penuntun: supaya pada pengedrillan yang menggesek pada
dinding sepanjang alur hanya bidang runcingan penuntun. Lereng runcingan penuntun dikeraskan permukaannya dan diasah. Digunakan untuk menuntun
drill didalam benda kerja, besarnya ialah garis tengah nominal mata drill.
2. Tepi penyayat: melakukan pekerjaan penyayatan. Pada pengasahan kembali
harus diperhatikan secara seksama bahwa tepi ini sama panjangnya. Jika panjangnya tidak sama maka drill mendapatkan tekanan ke samping yang menyebabkan penyimpangan dan dapat menyebabkan mata drill patah. Pada pengasahan yang benar, tepi penyayat jika dilihat dengan memandang pucuk mata drill, Nampak seperti garis lurus.
3. Sudut pucuk: berpedoman pada bahan yang akan di drill dan berkisar 300- 1400. Sudut pucuk tidak dapat diasah dengan ketajaman atau ketumpulan sembarangan. Bentuk alur drill dipilih oleh pembuat sedemikian rupa sehingga hanya sudut pucuk yang sesuai akan menghasilkan penyayatan yang lurus.
4. Penyayat lintang: semakin pendek mata drill akibat pengasahan kembali
maka penyayat lintang akan menjadi semakin lebar. Pada mata drill yang diasah dengan benar, penyayat lintang harus membentuk sudut sebesar 550.
Gambar 2.31 Sudut pucuk mata drill (BBLKI Serang, 2000:14)
Tabel 2.1 Tipe twist drill
Bahan Sudut Spiral Sudut Pucuk Jenis Bentuk Fisik
Baja, besi tuang, dll. 200-300 1180 N Kuningan, brons, dll. 100-150 1300 W Al paduan (paduan Mg tembaga) 350-400 1400 W Bahan sintetik keras termal 100-150 800 H Bahan sintetik termo plastik 350-400 800 H Sumber : Widarto, 2008 : 231
a. Type N (normal) : digunakan untuk mengerjakan material normal, misal St. 37, St.60
Sudut spiral (γ) berkisar antara ( 160
– 300 ) dengan sudut puncak 1180. Untuk nikel, sudut puncaknya 1400. Type twist drill ini digunakan untuk
pengerjaan pada material normal, dilihat dari segi kekerasan dan keuletannya.
b. Type H : digunakan untuk mengerjakan material yang cukup keras (material keras dan rapuh). Sudut spiral (γ) berkisar antara ( 100
– 130 ) dengan sudut puncak 1180. Untuk material cetakan plastik, batu, sudut puncaknya 800. Twist drill ini digunakan untuk pengerjaan pada material yang keras dan getas.
c. Type W : digunakan untuk mengerjakan material yang lunak dan ulet, misalnya alumunium, tembaga, kuningan. Sudut spiral (γ) berkisar antara ( 350 - 400 ) dengan sudut puncak tergantung dari materialnya. Untuk alumunium dan tembaga, γ = 1400, seng γ = 1180
. Twist drill ini digunakan untuk pengerjaan pada material yang lunak.
2.3.5 Pengasahan kembali mata drill
Pengasahan kembali dapat dilakukan pada mesin asah drill atau peralatan perlengkapan asah serta bisa juga dengan tangan.
1. Pengasahan sempurna penyayat hanya dapat dicapai dengan mesin asah drill atau perlengkapan asah. Keuntungannya, kehilangan bahan perkakas akibat pengasahan minimal dan ketepatan sudut penyayat semakin akurat. Mesin ini dapat disetel sesuai dengan sesuai garis tengah drill dan panjang drill. Dengan memiringkan drill atau perlengkapan asah, maka setiap sudut ujung dan sudut bebas yang dikehendaki atau koreksi drill tertentu, dapat diasah secara tepat.
2. Jika drill diasah dengan menggunakan tangan (secara cara manual), maka dibutuhkan banyak latihan, pengetahuan, dan konsentrasi. Pada
pengasahan secara manual, mata drill harus didinginkan secara intensif dengan cara mencelupkan mata drill ke cairan pendingin. Jika dalam keadaan terpaksa/darurat dilakukan pengasahan kering, maka drill tidak boleh dipanasi melebihi daya tahan panas tangan, karena ini dapat mengakibatkan hangus dan bahaya retak pengasahan.
2.3.6 Pencekaman mata drill dan benda kerja
Cekam mata drill yang biasa digunakan adalah cekam rahang tiga. Kapasitas pencekaman untuk jenis cekam mata drill ini maksimal diameter 13 mm. Apabila diamater mata drill lebih besar dari 13 mm, maka untuk memasang mata drill tersebut tidak menggunakan cekam. Apabila mata
drill terlalu kecil untuk dimasukkan pada tempat pahat drill maka perlu
disambung dengan sarung tirus/drill sleeve. Apabila masih kurang besar karena diameter lubang pada mesin terlalu besar, sarung tirus tersebut disambung lagi dengan sambungan sarung tirus/drill socket.
Gambar 2.32 Cekam Drill (Widarto, 2008: 219)
Benda kerja yang akan dikerjakan pada mesin drill bentuknya bisa bermacam- macam. Untuk benda berbentuk kotak, pencekaman benda kerja bisa menggunakan ragum . Benda kerja yang tidak terlalu besar ukurannya biasanya dicekam dengan ragum meja (table vise) atau ragum
putar (swivel vise). Apabila diinginkan membuat lubang pada posisi menyudut pencekaman bisa menggunakan ragum sudut (angle vise).
Gambar 2.33 Ragum meja (table vise), Ragum putar (swivel vise), dan Ragum sudut (angle vise) (Widodo, 2008: 220)
Gambar 2.34 Pemasangan benda kerja (Widodo, 2008: 220)
Beberapa alat bantu pencekaman yang lain bisa juga digunakan untuk mengikat benda kerja pada meja mesin drill. Benda kerja dengan bentuk tidak teratur, terlalu tebal atau terlalu tipis tidak mungkin bisa dipegang oleh ragum, maka pengikatan pada meja mesin drill dilakukan dengan alat bantu pencekaman dengan bantuan beberapa buah baut T.
Gambar 2.35 Alat bantu pencekaman benda kerja (Widodo, 2008: 221)
Cara pengikatan benda kerja yang benar (correct) dan yang tidak benar (incorrect) dapat dilihat pada Gambar 2.25 dibawah ini.
Gambar 2.36 Cara pengikatan benda kerja dengan bantuan klem dan baut T (Widodo, 2008: 222)
2.3.6 Pengencangan Drill
Drill dengan gagang silindris pada umumnya dibuat sampai garis tengah
16 mm. Model khusus dengan lidah pembawa untuk gaya puntir yang lebih besar hanya cocok untuk kepala drill yang sesuai, ia tidak dapat berputar di dalam kepala drill, sehingga dengan demikian gagang dan dagu penjepit lebih awet. Drill dengan gagang segi empat digunakan untuk mesin drill tangan (uliran drill, palang drill, dan sebagainya).
Gambar 2.37 Mata drill spiral dengan gagang silindris dan kepala drill (Widodo, 2008: 223)
Proses pengencangan mata drill ada beberapa aturan yang perlu diperhatikan dalam proses pengoperasiannya, antara lain:
a. Perhatikan pengencangan mata drill yang benar. Hanya drill yang tidak goyah dan duduk erat, memberi jaminan kerja yang tepat dan bersih. Jika
drill tidak duduk dengan erat di dalam kepala drill, maka ia dapat macet di
dalam benda kerja yang di drill atau terbawa disertai kejutan – bahayanya bisa patah! Jika hal ini terjadi, maka gagang drill tergesek dan terbentuk tarikan yang merupakan penyebab kenyataan bahwa drill tidak dapat lagi dikencangkan tepat senter, ia bergetar, member lubang yang tidak tepat, dan seterusnya.
b. Drill dengan gagang silindris harus ditancapkan sampai menumpu pada
dasar kepala drill. Jika ia tidak menyentuh dasar, pada saat pemdrillan ia akan bergeser ke arah sumbu. Akibatnya, ukuran kedalaman lubang drill tidak tepat, drill terpeleset, tersangkut, dan patah.
perlu diganti. Pengerjaan dengan kepala drill yang rusak tidak dibolehkan.
d. Drill dengan gagang kerucut. Gagang kerucut dan kerucut dalam harus
bersih. Tidak boleh terdapat serpih, lekukan, debu, minyak atau gemuk pada gagang atau kerucut dalam, karena hal ini dapat mengakibatkan bergetarnya atau terpelesetnya drill.
e. Selubung reduksi. Biasanya tidak boleh dipasangkan lebih dari dua selubung bertumpukan karena dapat mengakibatkan bergetarnya drill dan tidak bundar putarannya. Periksa setelah pengencangan apakah drill berputar tepat bundar.
2.3.7 Pengencangan Benda Kerja
Gaya puntir spindel drill yang muncul bisa berakibat memutar benda kerja. Untuk menghindarkan kecelakaan benda kerja harus dikencangkan dengan erat waktu pengedrillan.
Gambar 2.38 Cara pengencangan benda kerja (Widodo, 2008: 224)
Aturan kerja pada pengencangan benda kerja sebagai berikut.
benda kerja, alat pengencang, perlengkapan drill dan sejenisnya secara teliti dari serpih/kotoran supaya didapat landasan yang tepat dan aman. b. Amankan benda kerja dari benda yang tidak dipakai. Benda-benda kerja
yang tidak dikencangkan dengan erat akan tergoncang, lubang drill menjadi lebih besar dan tidak tepat. Terutama oleh drill spiral pendek benda kerja yang tidak dikencangkan atau pengencanganya buruk, akan mudah terseret ke atas. Bahaya ini terutama terdapat juga pada pemdrillan pelat logam. Akibatnya, kerusakan benda kerja atau drill patah.
c. Benda kerja (contohnya baja U, siku, dan pipih) tidak boleh bergetar pada saat pemdrillan, karena drill akan bergetar. Akibatnya, penyayat retak dan cepat menumpul.
d. Pengencangan benda kerja bukan hanya bila lubang yang di drill besar, semua pendrillan benda kerja harus dipegang kuat secara meyakinkan. 2.3.8 Elemen Dasar Proses Pengedrillan
Parameter proses drill dapat ditentukan berdasarkan gambar proses
drill, rumus-rumus kecepatan potong, dan gerak makan. Parameter
proses pengedrillan pada dasarnya sama dengan parameter proses pemesinan yang lain, akan tetapi dalam proses pengedrillan selain kecepatan potong, gerak makan, dan kedalaman potong perlu dipertimbangkan pula gaya aksial, dan momen puntir yang diperlukan pada proses drill. Parameter proses pengedrillan tersebut sebagai berikut.
a. Kecepatan Potong
Sisi potong mata drill mengambil tatal dengan kecepatan tertentu. Kecepatan ini ditimbulkan oleh gerakan utama yang berputar dan
beban paling tinggi terdapat pada ujung-ujung sisi potong. Kecepatan putaran yang diizinkan tergantung pada bahan perkakas dan benda kerja. (Widodo, 2008: 228)
𝑣 =
π.d.n1000 ……….. 2.1
Keterangan:
V = Kecepatan potong (m/min)
N = Kecepatan putaran (rpm: rev/min) D = Diameter pahat (mm)
Gambar 2.39 Kondisi pemotongan pada Drillirng (Groover, 2002)
b. Gerak makan (feed)
Dengan mengacu pada table 2.2 dibawah ini dapat ditentukan gerak pemakanan berdasarkan perkiraan operator mesin.
Sumber : Widodo, 2008: 229
Selain menggunakan Tabel 2.2 gerak makan pada mesin drill bisa dihitung dengan menggunakan rumus empiris.
Untuk baja:
f = 0,084³√d ;mm / put ……….(2.2)
Untuk besi tuang:
f = 0,01³√d ;mm / put …….……….………….(2.3) c. Kedalaman potong: a=d/2 ;mm / put ………. (2.4) d. Waktu pemotongan to = 𝑙𝑡 2 𝑓𝑛
;
menit………..(2.5)e. Kecepatan pembentukan beram Z = 𝜋𝑑 ⁴
4 2 𝑓𝑛
2.3.9 Perencanaan proses pengedrillan
Mesin drill bisa membuat lubang dengan jangkauan diameter 1/16 inchi sampai dengan 2 inchi (sekitar 1,6 mm sampai dengan 50 mm). Perencana proses pengedrillan hendaknya merencanakan langkah pembuatan lubang terutama untuk lubang dengan diameter relatif besar (di atas 10 mm). Hal tersebut perlu dilakukan karena pada mata drill yang relatif besar, ujungnya tumpul, sehingga pada tengah pahat tidak terjadi penyayatan tetapi proses ekstrusi. Selain itu pada sumbu pahat (diameter mata drill = 0), kecepatan potongnya adalah nol, sehingga penekanan pahat ke bawah menjadi sangat berat. Berdasarkan uraian di atas maka untuk membuat lubang dengan diameter relatif besar hendaknya diawali dengan mata drill yang memiliki diameter lebih kecil dulu. Misalnya untuk membuat lubang diameter 20 mm, diawali dengan mata drill 5 mm, kemudian 8 mm, dan 16 mm.
Proses pembuatan lubang menggunakan mata drill biasanya adalah lubang awal, yang nantinya akan dilanjutkan dengan pengerjaan lanjutan, sehingga ketelitian dimensi lubang bukan menjadi tuntutan utama. Ketelitian proses pengedrillan adalah pada posisi lubang yang dibuat terhadap bidang yang menjadi basis pengukuran maupun terhadap lubang yang lain. Permasalahan yang terjadi pada proses pengedrillan 90 persen disebabkan karena kesalahan penggerindaan ujung mata drill. Kesalahan penggerindaan tersebut bisa menimbulkan sudut ujung salah/ tidak simetris, dan panjang sisi potong yang tidak sama. Hal tersebut mengakibatkan posisi lubang tidak akurat.
Gambar 2.40 Proses drill konvensional (Widodo 2008 : 231)
Gambar 2.41 Mata drill dengan sudut sisi potong sama tetapi panjangnya berbeda, dan (b) mata drill dengan sudut sisi potong dan panjang sisi potong tidak sama (Widodo 2008 : 231)
a. Drilling (melubang) b. Meluas lubang
c. Core drilling d. Drilling
e. Counter drilling f. Counterinking g. Reamering
h. Burnishing (meluaskan dan meratakan sekaligus menghaluskan dinding lubang)
i. Tapping
j. Spocfacing (meratakan permukaan diatas lubang
k. Sheet metal crepanning (membuat lubang dengan memotong melingkar)
l. Recessing (mengubah bentuk dasar lubang dari aksial menjadi radial)
Gambar 2.42 Macam-macam pengedrillan (Sucahyo, 2004: 197)
Lubang yang dibuat dengan mata drill, apabila nantinya dibuat ulir dengan proses pengetapan harus diperhitungkan diameternya agar
diperoleh ulir yang sempurna. Rumus diameter lubang atau diameter mata
drill untuk ulir dengan kisar dan diameter tertentu sebagai berikut.
(Widodo, 2008: 231)
TDS = OD – 1/N ………. (2.7)
Keterangan:
TD = Tap drill size/ukuran lubang (inchi)
OD = Outside Diameter/diameter luar
N = jumlah ulir tiap inchi
Untuk ulir metris, rumus diameter mata drill adalah:
TDS = OD – p ……… (2.8)
Keterangan:
p = kisar ulir (mm)
Tabel 2.4 Kisar ulir dan ukuran diameter mata drill (Widodo 2008 : 233)
Proses pembuatan lubang dengan mesin drill biasanya dilakukan untuk pengerjaan lubang awal. Pengerjaan selanjutnya dilakukan setelah lubang dibuat oleh mata drill. Proses kelanjutan dari pembuatan lubang tersebut misalnya: reaming (meluaskan lubang untuk mendapatkan diameter dengan toleransi ukuran tertentu), taping (pembuatan ulir), dan counter
Gambar 2.43 Proses kelanjutan setelah dibuat lubang: (a) reaming, (b)
tapping, (c) counterdrilling (Widarto, 2008: 234)
2.4 Perhitungan Gaya Pada Tumpuan Rangka
Untuk mempelajari persoalan statika kita harus harus mengenal konsep dari gaya, yang dapat didefinisikan sebagai suatu aksi yang cenderung mengubah keadaan diam pada sebuah bodi ke keadaan di mana gaya bekerja, sehingga untuk mengenal konsep gaya harus diketahui : besarnya harga, titik tangkapnya, dan arahnya Hal ini disebut sebagai spesifikasi gaya. Bodi padat, struktur dan elemen akan seimbang jika gaya resultan untuk semua gaya eksternal besarnya sama dengan nol, dan resultan momen semua gaya terhadap aksi yang sejajar harus juga sama dengan nol dalam keseimbangan.
Bahwa tegangan dan defleksi selama terjadi bending secara langsung dihubungkan dengan gaya geser (SF) serta momen bending (BM), hal ini bertujuan untuk mengikuti distribusi tegangan dan momen sepanjang elemen, beberapa pembebanan yang terjadi sedehana seperti pembebanan terpusat, pemebebanan terdistribusi merata, pebebenana berpinggul baik terpusat atau
Gambar 2.44 Berbagai jenis pembebanan pada balok sederhana Pada gambar 2.43 A adalah pembebanan pada balok sederahana dengan beban terpusat, pada tumpuan A akan timbul reaksi vertikal RA dengan reaksi
horizontal HA, tumpuan B akan timbul reaksi vertikal RB dengan reaksi
horizontal HB, persamaan keseimbangan gaya – gaya luar pada balok tersebut
ƩX = 0 → HA = 0 ……… (2.9)
ƩY = 0 → RA + RB – P = 0 ……… (2.10)
ƩMA = 0 → RB . L – P . a = 0 R B = (P.a) / L .………. (2.11) MB = 0 → RA . L – P . b = 0 R a = (P.b) / L ………... (2.12)
Pada gambar 2.34 B adalah pembebanan pada balok sederahana dengan beban terdistribusi merata, pada tumpuan A akan timbul reaksi vertikal RA
dengan reaksi horizontal HA, tumpuan B akan timbul reaksi vertikal RB
dengan reaksi horizontal HB, persamaan keseimbangan gaya – gaya luar pada
balok :
ƩY = 0 → RA + RB – q . b = 0 ………..……… .(2.14)
ƩMA = 0 → RB . L – q . b(a+½b) = 0 R B = (a+½b) / q .b .….………. (2.15) MB = 0 → RA . L – P . b(c+½b) = 0 R a = (c+½b) / q . b …………... (2.16)
Pada gambar 2.44 C adalah pembebanan pada balok sederahana berpinggul dengan beban terpusat, pada tumpuan A akan timbul reaksi vertikal RA dengan reaksi horizontal HA, tumpuan B akan timbul reaksi
vertikal RB dengan reaksi horizontal HB, persamaan keseimbangan gaya –
gaya luar pada balok :
ƩX = 0 → HA = 0 ………....(2.17)
ƩY = 0 → RA + RB – P = 0 ………....(2.18)
ƩMA = 0 → RB . L – P(c+L) = 0 R B = P(c+L) / L .……….. ...(2.19) MB = 0 → RA . L – P . c = 0 R a = (P.c) / L ………...(2.20)
Pada gambar 2.44 adalah pembebanan pada balok sederhana berpinggul dengan beban terditribusi merata, pada tumpuan A akan timbul reaksi vertical
RA dengan reaksi horizontal HA, sedangkan pada tumpuan B akan timbul
reaksi vertical RB dengan reaksi horizontal HB, persamaan keseimbangan
gaya-gaya luar pada balok:
ƩX = 0 → HA = 0 ………...(2.21)
ƩY = 0 → RA + RB – q(b+c) = 0 ……… ..(2.22)
ƩMA = 0 → RB . L – P(L+c)-a = 0 R B = P(L+c)-a / 2L . q .………. ..(2.23) MB = 0 → RA . L – (q.b)b/2+(q.c)c/2 = 0 R a = (b1.c1) / 2L ……... ...(2.24)
2.5 Modulus Penampang pada Persamaan Tegangan
Modifikasi persamaan di atas, diperoleh persamaan tegangan dengan memperhitungkan modulus penampang (S) sebagai berikut :
𝜎 = 𝑀.𝑦
𝐼 = M/S ……… (2.25)
𝑆 = 𝐼/𝑉 ………. (2.26) Dengan : σ = Tegangan lentur bahan (kg/mm2
)
M = Momen (kg.mm); y = Letak titik berat bahan (mm) I = Momen Inersia (mm4); S = Modulus penapang (mm3) Ilustrasi pebabanan untuk menetukan tegangan berdasarkan penampang ditunjukkan oleh Gambar 2.45
Gambar 2.45 Ilustrasi pembebanan (Irawan, 2007: 71) Berdasarkan ilustrasi Gambar 2.30 maka besar momen lentur (M) :
M = F x L ……….
(2.27)
2.6 Perhitungan Daya Motor
Perhitungan kebutuhan daya motor pada perancangan ini ditujukan untuk kebutuhan daya yang direncanakan untuk perancangan poros spindel.
Perhitungan daya motor dapat dilakukan dengan menggunakan persamaan sebagai berikut:
1. Putaran motor listrik penggerak Ns = 120 ×𝑓
𝑃 (Rpm) ………. (2.28)
Keterangan:
Ns = Putaran motor listrik (rpm) F = Frekuensi (Hz)
P = jumlah pasang katup
2. Menghitung putaran poros / spindel dengan pully bertingkat (n2) n2 = 𝑛1 ×𝑑1
𝑑2 ………. (2.29)
Keterangan:
n2 = Putaran poros yang digerakkan (rpm)
n1 = Putaran poros penggerak (rpm)
d1 = Diameter pully penggerak (mm)
d2 – d5 = Diameter pully yang digerakkan (mm)
3. Daya poros / spindel, dihitung sebagai berikut : a. Gaya aksial pengedrillan
Po = c2 . d . 𝑠0,8 ……….………(2.30) Keterangan :
c2 = konstanta besi tuang untuk besi tuang d = diameter mata drill (mm)
b. Torsi untuk pengedrillan
Mt = c3 . 𝑑1,9 . 𝑠0,8 ……….…(2.31) Keterangan :
c3 = konstanta torsi pengedrillan d = diameter mata drill (mm) s = kecepatan umpan (mm/putaran) c. daya poros / spindel
Ncut = 𝑀𝑡 .𝑛
71620 ……….…...………..(2.32)
Keterangan : N = cutting
n = putaran motor listrik
2.7 Magnetic Contactor (MC)
1. Pengertian Magnetic Contactor (MC)
Magnetic contactor (MC) adalah sebuah komponen yang berfungsi
sebagai penghubung atau kontak dengan kapasitas yang besar dengan menggunakan daya minimal (Susanto,2013). Umumnya MC terdiri dari 3 pole kontak utama dan kontak bantu (aux. contact) (sapiie dkk, 1980). Untuk menghubungkan kontak utama hanya dengan cara memberikan tegangan pada koil MC sesuai spesifikasinya. Komponen utama sebuah MC adalah koil dan kontak utama. Koil dipergunakan untuk menghasilkan medan magnet yang akan menarik kontak utama sehingga terhubung pada masing masing pole.