Analisa Aliran Material
Learning Objectives
Memahami pentingnya aliran material yang baik, penggunaan teknik-teknik analisa aliran material dengan memperhatikan berbagai
Topics
Pola Aliran Material
Menggambarkan macam-macam pola aliran material
Perencanaan Aliran Material
Penggunaan teknik-teknik serta menganalisa aliran material
3 Tahapan Aliran Proses
Produksi
• Gerakan perpindahan semua elemen material,
mulai dari sumber asalnya menuju pabrik yang mengelola.
• Gerakan perpindahan material, part di dalam
dan sekitar pabrik selama proses produksi.
• Gerakan perpindahan yang meliputi alat,
Tahapan Aliran Material
Supplier-pabrik-konsumen
Aliran material Masuk dari sumber ke pabrik
Aliran material keluar dari pabrik ke pasar
Supplier Konsumen
Unsur Pembentuk Pabrik
Plant
Departments Workstation
Effective Flow Between departments
Effective Flow Within departments
Flow Planning
Prinsip-prinsip Aliran Bahan
1. Memaksimalkan lintasan aliran langsung yaitu
aliran yang tidak mengalami pemotongan (uninterupted flow path).
2. Meminimalkan aliran dapat dilakukan
dengan cara menyederhanakan aliran kerja.
3. Meminimalkan biaya akibat perpindahan
A B C D
E F G H
A F C H
E B D G
Lintasan aliran langsung (Uninterupted flow path)
Aliran yang mengalami pemotongan
Memaksimalkan Lintasan Aliran
Langsung
Flow Pattern
Flow within workstation
Flow within Departments
Macam-macam Pola Aliran Material
pada Stasiun Kerja
Simultaneous implies coordinated use of hands, arms and feet.
Symmetrical coordination of movements about the center of the body
Natural continuous, curved and make use of momentum
Rhytmical and Habitual reduced mental, eye and muscle fatique and strain.
Flow Within Departments
1. Product Departments
End to end Back to back Front to front
Circular and odd angle
2. Process Departments
Parallel
Perpendicular Diagonal
Product Department
• End to end, back to
back and odd angle
flow pattern are indicate of product
departement where one operator works at each workstation.
End to end
Product Department
Front to front flow patterns
are used when operator works on two workstations.
• Circular flow pattern
are used when one operator works on more than 2
stations. Front to front
Process Department
• In process dept, little flow should occur
between workstations within dept. flow typically occurs between workstation and aisles.
• The determination of the preferred
workstation-aisle arrangement pattern is dependent on the interactions among workstation areas, available space and size of the material to be handled.
Parallel aisle aisle aisle perpendicular aisle aisle Diagonal
Flow between Departments
• Flow between dept is a criterion often used to
evaluate overall flow within a facility.
• Flow typically consist of a combination of the
four general flow patterns.
• An important consideration in combining the
flow patterns in fig is the location of the entrance and exit.
As a result of the plot plan or building
construction, the location of the entrance (receiving dept) and exit (shipping dept) is
often fixed at a given location and flow within the facility conforms to these restriction.
FLOW, SPACE, AND ACTIVITY
RELATIONSHIPS
Straight line U-shaped
S-shaped
At the same location
On adjacent sides
On the same side but at opposite ends
Pola Aliran Umum
Straight Line
Serpentine atau zigzag shape ( S-Shape)
U-Shaped
Circular
Straight Line
Pola ini umum dipakai pada proses
produksi yang berlangsung sangat singkat
dan sederhana.
Dengan pola ini akan diperoleh :
– Jarak yang terpendek antara dua titik.
– Proses produksi berlangsung pada garis lurus
– Total jarak perpindahan bahan kecil
Serpentine (S-shape) atau zig zag
shape
•
Pola ini cocok untuk aliran produksi
yang panjang sehingga harus
dibelokkan.
•
Secara otomatis hal itu dapat mengatasi
keterbatasan area, bentuk dan ukuran
bangunan pabrik yang ada.
1
2 3
4 5
U-Shape
Keadaan ini dapat mempermudah
pemanfaatan fasilitas transportasi dan
mempermudah pengawasan keluar-masuknya material dari dan ke pabrik.
Pola ini dipakai bila
dikehendaki titik akhir dan titik awal proses produksi
berada pada lokasi yang sama.
1
6 5
2 3
Circular
Hal ini baik apabila bagian penerimaan dan
pengiriman material atau produk jadi
direncanakan berada pada lokasi yang sama
Pola ini dipergunakan
bila dikehendaki lokasi pengembalian material dan produk berada
pada titik sama yaitu awal aliran produksi berlangsung. 1 6 5 2 3 4 INPUT OUTPUT
Odd Angle
Pola ini umum digunakan pada kondisi
berikut :
Proses handling dilaksanakan secara
mekanis
Keterbatasan ruangan menyebabkan pola
aliran yang lain terpaksa tidak dapat
diterapkan.
Dikehendaki adanya pola aliran yang tetap
Odd Angle
•
Pola ini akan memberikan lintasan yang
pendek sehingga terasa kemanfaatannya
untuk area yang sangat terbatas.
1 6 5 2 3 4
P
OLA
A
LIRAN
B
AHAN UNTUK
P
ROSES
P
ERAKITAN
(A
SSEMBLY
)
Terdapat tiga macam pola yang umum
digunakan, yaitu :
Combination Assembly Line
Tree Assembly Line Pattern
Dendretic Assembly Line Pattern
Overhead Assembly line Pattern
C
OMBINATION
A
SSEMBLY
L
INE
Pada pola ini, main assembly line akan disupply dari
sejumlah sub-assembly atau part line.
Sub assembly berada pada sisi-sisi yang sama. Main assembly akan berada pada jalan lintasan
Sub-assembly Line
T
REE
A
SSEMBLY
L
INE
P
ATTERN
o Pada pola ini, sub assembly line akan berada pada dua sisi dari main assembly line.
o Kondisi itu bermanfaat untuk memperpendek main-assembly line.
o Main assembly line akan berada pada bagian tengah pabrik.
Sub-assembly Line Main assembly Line
D
ENDRETIC
A
SSEMBLY
L
INE
P
ATTERN
o Pola ini lebih teratur dibanding 2 pola sebelumnya.
o Pada tiap bagian dapat berlangsung operasi sepanjang lintasan produksi sampai menuju produksi yang lengkap untuk proses assembling.
Produk Jadi Input
O
VERHEAD
A
SSEMBLY LINE
P
ATTERN
Sebenarnya pola ini bukan merupakan suatu assembly
line pattern, melainkan merupakan sejumlah pattern yang sama atau tidak sama yang terletak pada
tingkat yang berlainan.
POLA ALIRAN MATERIAL PROSES
PERAKITAN
– Overhead assembly line
• Stringht line arrangement
Sumbu dari mesin sejajar dengan sumbu dari lintasannya, sesuai ditetapkan untuk pabrik dengan panjang yang cukup dan lebar yang kurang.
• Diagonal arrangement
Sumbu mesin akan membuat sudut tertentu (30-45derajat) dengan lintasan. Untuk pabrik yang memiliki areal dengan panjang yang relative pendek & lebar yang besar akan sesuai dengan pengaturan ini .
POLA ALIRAN MATERIAL PROSES
PERAKITAN
– Overhead assembly line
• Perpendicular arrangement
Pengaturan mesin dilakukan tegak lurus dengan sumbu dari jalan lintasan. Seperti halnya dengan Diagonal arrangement, material dapat dikirim/diambil melalui dua sisi jalan lintasan yang ada. Bila lebar area mencukupi, maka pengaturan tipe ini lebih baik dari pada tipe diagonal.
POLA ALIRAN MATERIAL PROSES
PERAKITAN
– Overhead assembly line
• Circular arrangement
Pengaturan mesin macam ini akan bermafaat bila seorang operator dapat mengoperasikan lebih dari 1 buah mesin. Mesin-mesin (umunya mesin khusus) akan diletakkan disekeliling lingkaran dengan operator (lebih sebagai pengawas) berada dipusat lingkaran tersebut .
Faktor-faktor pada aliran bahan
Karakteristik bahan yang dikerjakan dan dipindahkan Peralatan pemindahan bahan yang dipakai
Gerakan-gerakan kerja dari operator
Fasilitas yang diperlukan untuk operasi produksi
Lokasi departemen penerimaan dan pengiriman bahan Macam jalan, lebar yang dibutuhkan
Bentuk bangunan pabrik yang direncanakan,
fleksibilitas dan kemungkinan adanya ekspansi dll
Tahapan Perencanaan Aliran Material
1. Identifikasi dan amati seluruh elemen yang akan bergerak mengalir melalui mesin dan fasilitas
produksi yang ada. Seperti : material, skrap, tenaga kerja, peralatan produksi, informasi, dll
2. Kumpulkan semua data yang diperlukan untuk masing-masing elemen yang ada.
3. Amati perencanaan proses manufakturing dan teliti urutan proses pengerjaan benda kerja mulai dari awal hingga menjadi produk akhir.
Tahapan Perencanaan Aliran Material (cont.)
4. Perhatikan faktor-faktor yang secara erat akan berkaitan dengan aliran elemen produksi.
5. Buat beberapa alternatif pengaturan yang sesuai untuk fasilitas produksi (machine arrangement), proses produksi, dll
6. Buat analisa teknik untuk memilih alternatif aliran bahan dan penempatan lokasi dari fasilitas
produksi yang ada sehingga didapat yang paling tepat.
Teknik Konvensional
Ada beberapa teknik konvensional yang umum dipakai untuk proses perencanaan aliran bahan, sebagai berikut :
Operation Process Chart Flow Process Chart
Multi Product & Activity Proccess Chart Flow Diagram
Tools Khusus
Ada beberapa tools yang lebih khusus Dipakai
untuk mengevaluasi dan menganalisa aliran bahan untuk perancangan lay out, yaitu :
• Assembly Chart • String Diagram
• Multiproduct Process Chart • From to Chart
• Material Handling Planning Sheet • Activity Relationship Chart
String Diagram
• Suatu diagram untuk menggambarkan aliran suatu lay out dengan menggunakan alat berupa tali, kawat atau benang untuk menunjukan lintasan perpindahan bahan dari satu lokasi ke lokasi lain.
• Dengan menggunakan skala tertentu, panjang tali dapat menunjukkan jarak lintasan yang harus ditempuh untuk memindahkan bahan tersebut.
• Dengan mengamati jumlah tali yang melintas pada satu lokasi dapat diperkirakan kemunkinan terjadinya
String Diagram: Product Lay Out
Guda ng Baha n Baku Guda ng Prod uk JadiPress Mill Heat Grind Paint Insp Pack
1 1 2 2 3 3 4 4 5 5 6 6 7 7
Cast Grind Mill Drill Braze Insp Pack
String Diagram: Process Lay Out
Guda ng Baha n Baku Guda ng Prod uk Jadi Foundry Heat Grinding Paint Inspec 1 1 2 2 5 3 4 5 3 4 6 7 Press Milling Branze Drilling Pack• MPPC merupakan peta yang digunakan untuk menganalisis aliran barang dalam pabrik yang sudah ada maupun untuk perencanaan pabrik baru dan mempunyai keterkaitan erat dengan Peta Proses Operasi.
• Menunjukkan keterkaitan produksi antara
komponen-komponen produk atau antar produk mandiri, bahan, bagian, pekerjaan atau kegiatan.
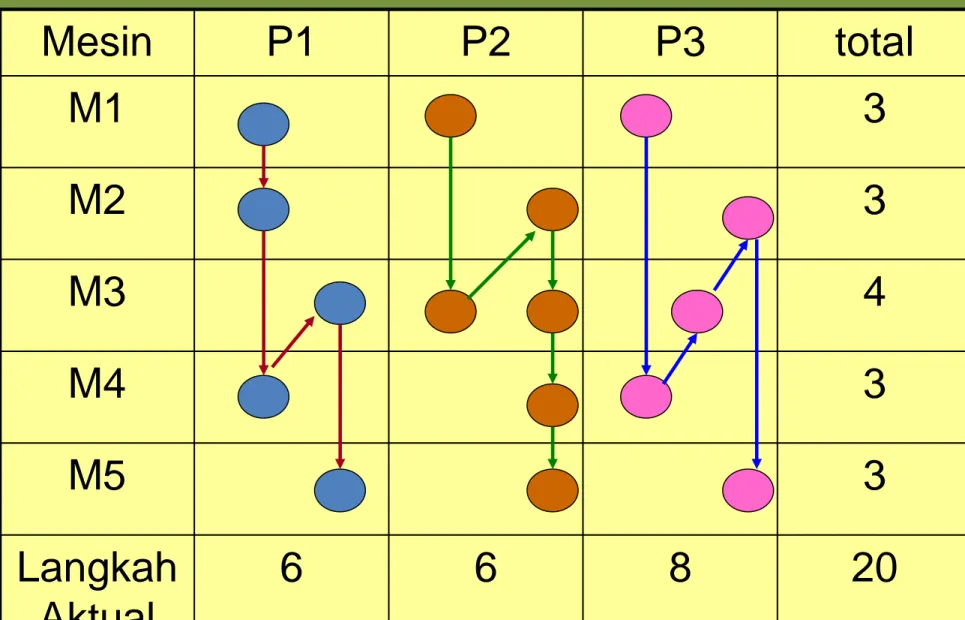
Multi Product Process Chart
(MPPC)
• Menganalisa efisiensi lintasan dengan menilai ada tidaknya arus balik pada tiap lintasan. Untuk
meningkatkan efisiensi lintasan, backtracking harus diminimalkan.
• Memahami aliran proses untuk tiap jenis komponen dan mengetahui jumlah mesin teoritis yang
dibutuhkan untuk tiap jenis mesin serta total jumlah mesin yang akan digunakan.
Ilustrasi MPPC
Mesin P1 P2 P3 total M1 3 M2 3 M3 4 M4 3 M5 3 Langkah 6 6 8 20From to Chart
• Merupakan suatu teknik konvensional untuk
perencanaan tata letak dan pemindahan bahan dalam suatu proses produksi.
• Teknik ini berguna untuk kondisi job shop, bengkel pemesinan dan lain-lain.
• Biasanya menunjukan ukuran aliran bahan antara lokasi yang terlibat misalnya jumlah satuan biaya, beban, jarak, berat , volume atau faktor lain atau kombinasi dari beberapa faktor.
FROM TO CHART (FTC)
Kegunaan dari FTC antara lain adalah : Untuk menganalisis perpindahan barang
Untuk perencanaan pola aliran
Untuk mengukur pola efisiensi aliran
Menunjukkan ketergantungan suatu aktivitas dengan aktivitas lainnya
Menrencanakan hubungan antara sejumlah produk, bagian, dllnya
Menggambarkan jumlah hubungan kuantitatif antra aktivitas & pergerakkan diantaranya
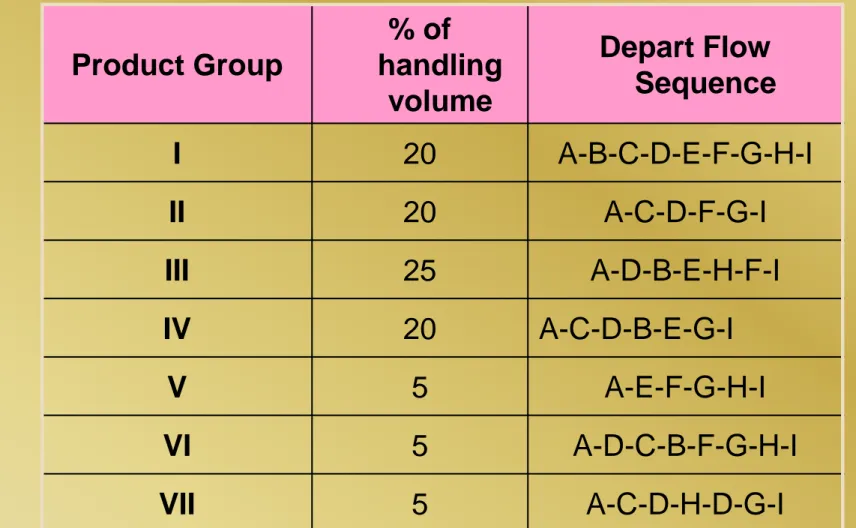
Tabel 1. Volume Material yang Dipindahkan dan Aliran pemindahannya Product Group % of handling volume Depart Flow Sequence I 20 A-B-C-D-E-F-G-H-I II 20 A-C-D-F-G-I III 25 A-D-B-E-H-F-I IV 20 A-C-D-B-E-G-I V 5 A-E-F-G-H-I VI 5 A-D-C-B-F-G-H-I
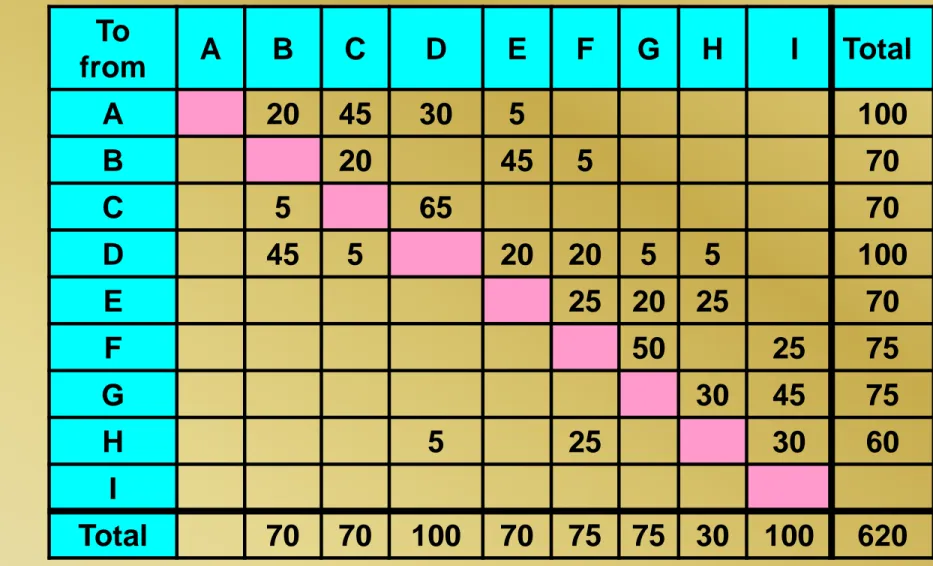
• Berdasarkan data tersebut dibuat From to Chart dengan model matriks, dengan letak departemen pada iterasi ke 1 disusun
secara sembarang. Pada contoh ini dibuat susunan A-B-C-D-E-F-G-H-I, sbb :
From to Produk yang
dipindahkan volume
A-B I 20
A-C II, IV, VII 20 + 20 + 5 = 45
A-D III, VI 25 + 5 = 30
A-E V 5
B-C I 20
B-D - 0
Tabel 2. FTC % volume material yang dipindahkan antar departemen (Trial 1)
To from A B C D E F G H I Total A 20 45 30 5 100 B 20 45 5 70 C 5 65 70 D 45 5 20 20 5 5 100 E 25 20 25 70 F 50 25 75 G 30 45 75 H 5 25 30 60 I
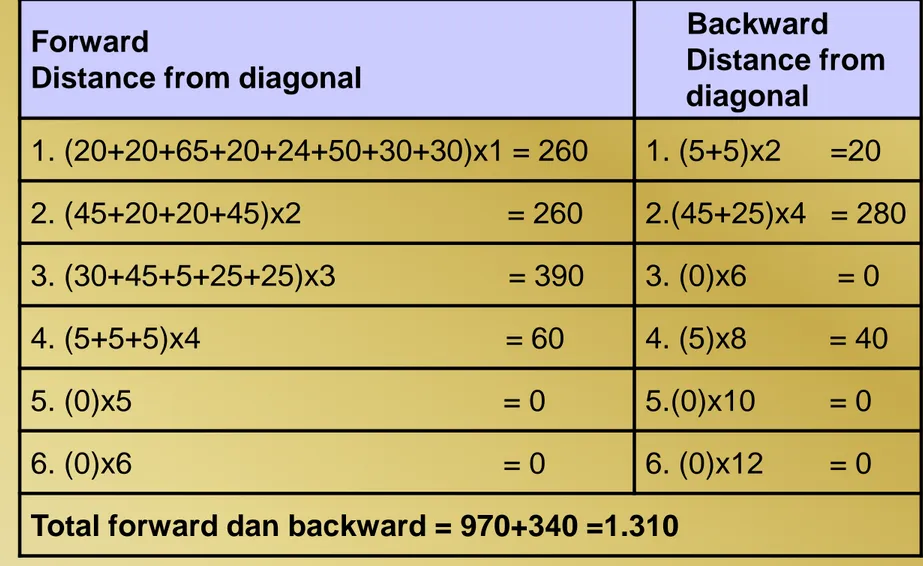
Analisa Momen
• Berdasarkan FTC tersebut dapat dilakukan analisa
momen yang diperoleh dari perkalian antara % volume material yang dipindahkan dengan jarak terhadap
diagonal matriks tersebut.
• Pada analisa momen ini diasumsikan bahwa perpindahan bolak-balik (backforward) akan
dikenakan penalti. Karena backward merupakan hal yang harus dihindari dan diminimalkan.
• Pada contoh ini penalti backward adalah 2 untuk tiap satu jarak dari diagonal dan untuk forward adalah 1 untuk tiap satu jarak dari diagonal.
Tabel 3. Analisa Momen Trial 1
Forward
Distance from diagonal
Backward Distance from diagonal 1. (20+20+65+20+24+50+30+30)x1 = 260 1. (5+5)x2 =20 2. (45+20+20+45)x2 = 260 2.(45+25)x4 = 280 3. (30+45+5+25+25)x3 = 390 3. (0)x6 = 0 4. (5+5+5)x4 = 60 4. (5)x8 = 40 5. (0)x5 = 0 5.(0)x10 = 0 6. (0)x6 = 0 6. (0)x12 = 0 52
Trial ke-2
• Analisis selanjutnya adalah mencoba untuk mengurangi momen backward sekecil mungkin sehingga dipenuhi persyaratan minimal untuk backtracking dari proses produksi yang berlangsung.
• Untuk itu dilakukan trial 2 dengan susunan departemen A-C-D-B-E-F-G-H-I didapat FTC dan analisa momen sebagai berikut :
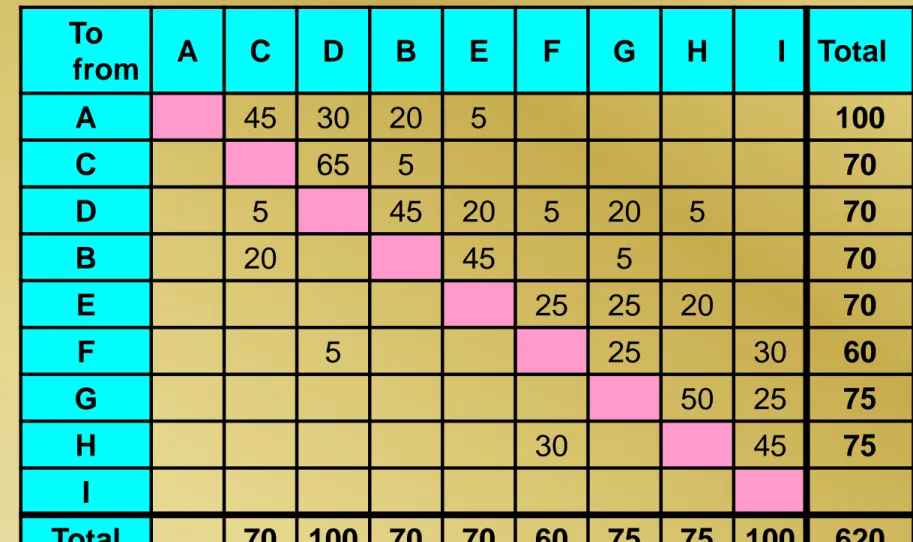
Tabel 2. FTC % volume material yang dipindahkan antar departemen (Trial 2) To from A C D B E F G H I Total A 45 30 20 5 100 C 65 5 70 D 5 45 20 5 20 5 70 B 20 45 5 70 E 25 25 20 70 F 5 25 30 60 G 50 25 75 H 30 45 75 54
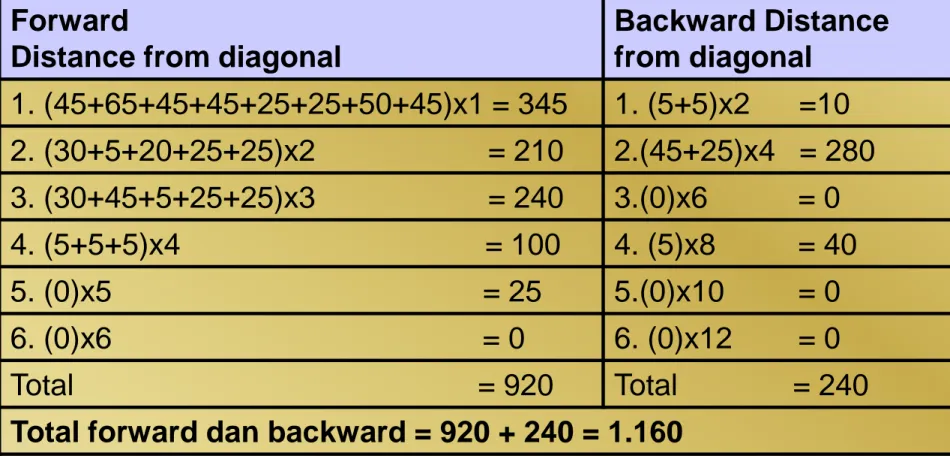
Tabel 5. Analisa Momen Trial 2
ForwardDistance from diagonal
Backward Distance from diagonal 1. (45+65+45+45+25+25+50+45)x1 = 345 1. (5+5)x2 =10 2. (30+5+20+25+25)x2 = 210 2.(45+25)x4 = 280 3. (30+45+5+25+25)x3 = 240 3.(0)x6 = 0 4. (5+5+5)x4 = 100 4. (5)x8 = 40 5. (0)x5 = 25 5.(0)x10 = 0 6. (0)x6 = 0 6. (0)x12 = 0 Total = 920 Total = 240
Total forward dan backward = 920 + 240 = 1.160
Analisa Trial ke-2
•
Dari trial 2 didapat angka momen yang lebih
kecil utuk backward, dengan demikian
susunan departemen pada trial 2 adalah lebih
baik dari susunan departemen pada trial 1
•
Untuk mendapatkan hasil yang lebih baik lagi
dapat dilakukan trial 3 dengan mengubah
susunan departemen. Dan seterusnya.
From To Chart Inflow
FTC inflow dapat dibuat berdasarkan hasil
perhitungan FTC biaya dengan menggunakan rumus sebagai berikut :
Pada FTC inflow, matriks diisi dengan rasio dari :
Nilai pada sel matriks yang terisi (dari FTC Biaya) Total kolom dimana sel tersebut berada
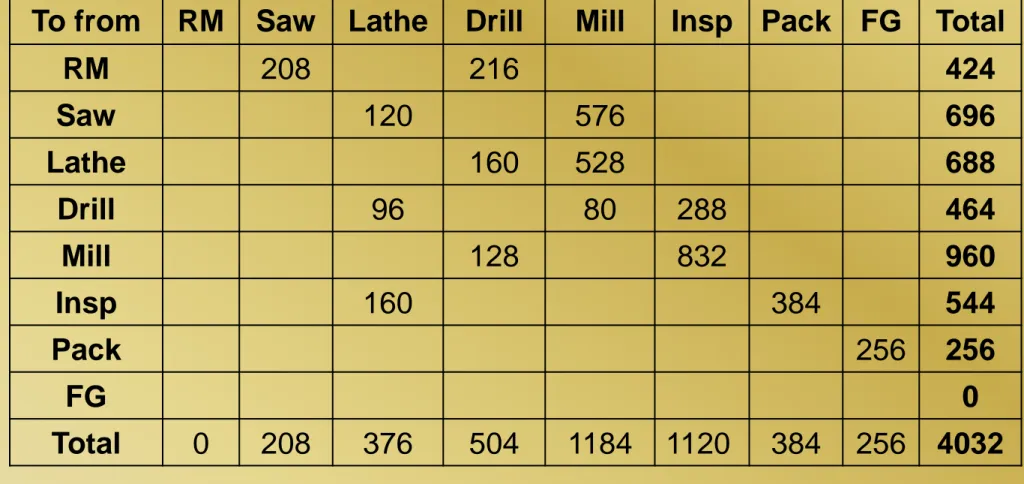
Tabel 6. From to Chart Biaya (dalam $)
To from RM Saw Lathe Drill Mill Insp Pack FG Total
RM 208 216 424 Saw 120 576 696 Lathe 160 528 688 Drill 96 80 288 464 Mill 128 832 960 Insp 160 384 544 Pack 256 256 FG 0 58
Tabel 7. From to Chart Inflow
Tofrom RM Saw Lathe Drill Mill Insp Pack FG Total
RM 1 0.43 1.43 Saw 0.32 0.49 0.81 Lathe 0.32 0.45 0.76 Drill 0.26 0.07 0.26 0.58 Mill 0.25 0.74 1 Insp 0.43 1 1.43 Pack 1 1 FG 0 Total 1 1 1 1 1 1 1 1 7 59
FTC Outflow
FTC outflow dapat dibuat berdasarkan hasil perhitungan FTC biaya dengan menggunakan rumus sebagai berikut :
Pada FTC outflow, matriks diisi dengan rasio dari :
Nilai pada sel matriks yang terisi pada kolom X (dari FTC Biaya) Total kolom dimana mesin tersebut menjadi mesin tujuan
Tabel 8. From to chart outflow
Tofrom RM Saw Lathe Drill Mill Insp Pack FG Total
RM 0.29 0.46 0.75 Saw 0.17 0.6 0.77 Lathe 0.34 0.55 0.89 Drill 0.14 0.08 0.53 0.75 Mill 0.28 0.53 0.81 Insp 0.23 1.5 1.78 Pack FG 0 Total 0 0.29 0.54 1.07 1.23 2.06 1.5 61
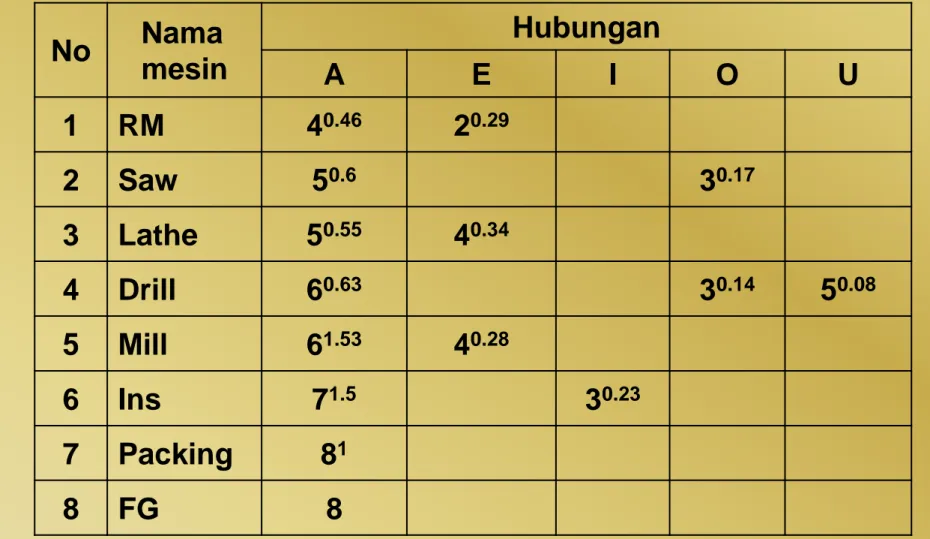
Skala Prioritas
• Merupakan skala yang menunjukkan derajat
kepentingan antar mesin-mesin produksi maupun antar mesin dan gudang.
• Ada dua macam skala prioritas, yaitu skala prioritas
inflow yang dibuat berdasarkan FTC inflow dan skala prioritas outflow yang dibuat berdasarkan FTC
outflow.
• Untuk membantu menentukan kegiatan yang harus
diletakkan berdekatan atau tidak, telah ditetapkan
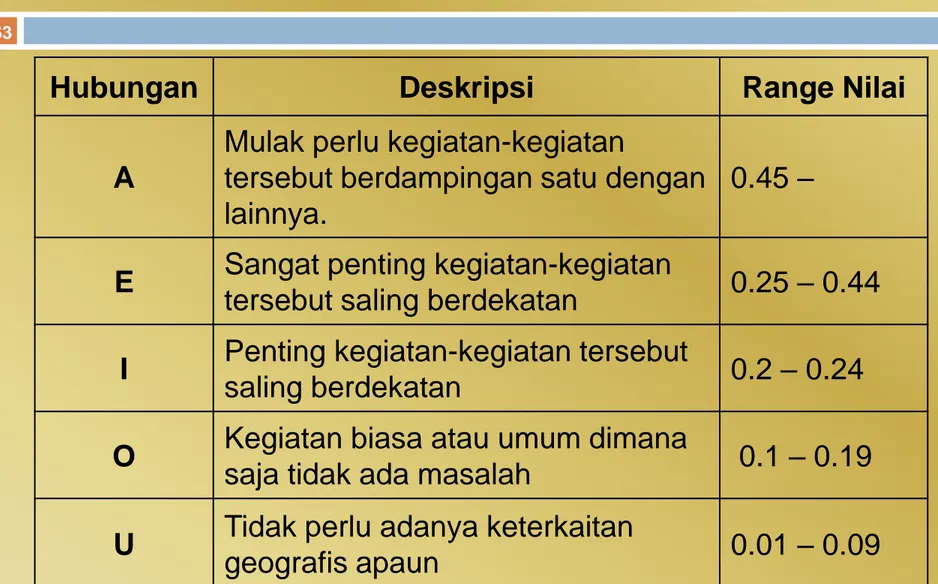
Tabel 9. Derajat kedekatan dan range
nilai
Hubungan Deskripsi Range Nilai
A
Mulak perlu kegiatan-kegiatan
tersebut berdampingan satu dengan lainnya.
0.45 –
E Sangat penting kegiatan-kegiatan
tersebut saling berdekatan 0.25 – 0.44
I Penting kegiatan-kegiatan tersebut
saling berdekatan 0.2 – 0.24
O Kegiatan biasa atau umum dimana
saja tidak ada masalah 0.1 – 0.19
U Tidak perlu adanya keterkaitan
geografis apaun 0.01 – 0.09
Skala Prioritas
•
Pengisian derajat kedekatan pada tabel skala
prioritas berdasarkan angka-angka atau
koefisien dari FTC inflow dan FTC outflow
dengan berdasarkan range nilai untuk
masing-masing derajat kedekatan.
•
Penentuan range nilai tidak baku. Range nilai
untuk masing-masing FTC infow dan FTC
outflow dapat berbeda satu dengan lainnya.
64Tabel 10. Skala Prioritas Outflow
No Nama mesin Hubungan A E I O U 1 RM 40.46 20.29 2 Saw 50.6 30.17 3 Lathe 50.55 40.34 4 Drill 60.63 30.14 50.08 5 Mill 61.53 40.28 6 Ins 71.5 30.23 7 Packing 81 8 FG 8 65TRIANGULAR FLOW DIAGRAM
• Adalah suatu diagram yang digunakan untuk
mengambarkan (secara grafis) aliran material, produk, informasi, manusia dan sebagainya atau juga bisa dipergunakan untuk mengambarkan hubungan kerja antara satu departemen (fasilitas kerja) dengan departemen lainnya.
• Lokasi dari departemen ditunjukkan berupa
lingkaran-lingkaran, dimana jaraknya adalah 1 (segitiga sama sisi dengan panjang sisi = 1) sedangkan luas area yang diperlukan diabaikan.
TRIANGULAR FLOW DIAGRAM
No komp
Stasiun kerja
R E F B A C D S
1 O-1 O-6 O-3 O-2 O-5 O-4 O-7
2 O-1 O-2 O-5 O-4 O-3 O-6
3 O-1 O-2 O-3 O-4 O-5 O-6 O-7 O-8
4 O-1 O-2 O-3 O-4 O-5 O-6
TRIANGULAR FLOW DIAGRAM
Langkah berikutnya membuat analisis aliran material/komponen dari satu mesin (departemen) menuju mesin (departemen) yang lain. Pertimbangan mengenai berat atau ukuran material, jumlah atau volume yang dipindahkan dsbnya akan menentukan total perpindahan yang akan dilaksanakan. Analisis dibuat dalam bentuk “kartu aliran” flow card.
PT.X KARTU ALIRAN tgl :5 Feb 06dibuat :Nur
ket : aliran material dari D ke S No.
Komp Jml Pcs part perproduk unit/periode Berat Komp (kg/unit) Total Berat (kg)
3 1000 2 2000
TRIANGULAR FLOW DIAGRAM
Selanjutnya buat table rekapitulasi sesuai dengan pengelompokkan titik awal pemindahan yang sama.
Titik awal pemindahan
Hubungan aliran
pemindahan No komp yg dipindahkan Berat total seluruh
R R-A 1 5000 R-B 2 6000 R-C 5 8000 R-E 3 2000 R-F 4 5000 A A-B 1 5000 A-C 3 dan 4 7000 A-D 5 8000 A-S 2 6000 B B-A 3 2000 B-D 1 dan 2 11000 C C-A 2 dan 5 14000 C-D 3 dan 4 7000 D D-C 2 6000 D-F 1 5000 D-S 3,4 dan 5 15000 E E-F 3 2000 F F-A 4 5000 F-B 3 2000
TRIANGULAR FLOW DIAGRAM
Berikutnya, gambar aliran yang telah dianalisis langkah 1 dan 2
Kemudian lakukan analisa hubungan departemen
Lakukan kembali langkah-langkah diatas hingga diperoleh total nilai hubungan yang lebih kecil (optimal)
Terakhir adalah menerapkan layout sebenarnya didasarkan atas analisis nilai hubungan antar departemen yang memberikan hasil optimal.
Titik awal
pemindahan pemindahanhubungan aliran Berat total seluruh Jarak BeratxJarak Jumlah
R R-A 5000 1 5000 30380 R-B 6000 1.73 10380 R-C 8000 1 8000 R-E 2000 1 2000 R-F 5000 1 5000 A A-B 5000 1 5000 43900 A-C 7000 1 7000 A-D 8000 2 16000 A-S 6000 2.65 15900 B B-A 2000 1 2000 21030 B-D 11000 1.73 19030 C C-A 14000 1 14000 21000 C-D 7000 1 7000 D D-C 6000 1 6000 26000 D-F 5000 1 5000 D-S 15000 1 15000 E E-F 2000 1 2000 2000 F F-A 5000 1.73 8650 17650 F-B 2000 2 4000
Exercise
1. Suatu perusahaan memproduksi 7 jenis produk, dari hasil pengamatan diketahui beberapa data seperti pada tabel berikut ini :
Product % of Handling Volume
Depart Flow Squence
A 5 R- II – III – VII – III – VI – Warehouse B 20 R – I – II – III – IV – V – VI – VII –
Warehouse
C 25 R – III – I – IV – VII – V – Warehouse D 20 R – II – III – I – IV – VI – Warehouse E 5 R – IV – V – VI – VII – Warehouse F 20 R – II – III – V – VI – Warehouse
Pertanyaan :
– Berdasarkan % of handling volume, buatlah FTC dengan susunan departemen sebagai berikut : Receiving – I – II – III – IV – V – VI – VII – Warehouse. Lakukan analisa momen bila forward diberi bobot 1 dan backward diberi bobot 2.
– Lakukan trial ke-2 dengan memindahkan 2
departemen yang sebaiknya dipindah. Berikan alasan mengapa anda