BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Di era globalisasi saat ini perusahaan harus mampu mengoptimalkan sumber daya yang dimiliki. Dimana dengan diberlakukannya Asean Free Trade
Area (AFTA) dan Asean-China Free Trade Area (ACFTA) 2015, persaingan di
dunia industri baik sektor industri manufaktur maupun jasa semakin kompetitif. Dalam kompetisi ini, perusahaan harus mampu bersaing agar tetap bertahan dengan menunjukkan keunggulan dari setiap produk yang dihasilkan. Salah satu cara untuk menunjukkan keunggulannya yaitu peningkatan kualitas produk yang dihasilkan sesuai dengan keinginan konsumen.
Persaingan dalam bidang pemasaran produk menyebabkan perusahaan perlu meningkatkan kualitas produk. Perusahaan dapat dikatakan berhasil dalam persaingan apabila perusahaan tersebut berhasil mempertahankan eksistensi di pasar yang penuh persaingan. Pihak konsumen akan dirugikan karena telah membeli produk yang mempunyai mutu atau kualitas kurang baik.
Hal tersebut juga terjadi pada PT. Sinar Utama Nusantara untuk terus melakukan peningkatan kualitas produk dengan menekan jumlah produk rusak yang dihasilkan. PT. Sinar Utama Nusantara merupakan suatu perusahaan yang bergerak di bidang manufaktur penghasil produk pipa PVC (Poly Vinyl Clhoride). Dalam memproduksi pipa PVC PT. Sinar Utama Nusantara masih menghasilkan produk cacat yaitu pipa bergelombang, pipa penyok dan pipa hangus. Kualitas
pipa PVC sangat dipengaruhi oleh proses ekstrusi. Ekstrusi merupakan proses pemanasan bahan hingga menjadi fluida padat yang dilakukan pada mesin ekstruder. Dimana pada proses ekstrusi, jika temperatur pemanasan yang terlalu tinggi dapat mengakibatkan pipa hangus dan begitu juga temperatur yang rendah mengakibatkan pipa menggumpal. Temperatur pendingin dan ketidaksesuaian Kecepatan ekstruder dan haul off, dimana kecepatan haul off lebih cepat daripada kecepatan ekstruder mengakibatkan pipa bergelombang. Ketidaksesuaian antara tekanan pencetakan dan kecepatan haul off mengakibatkan pipa penyok.
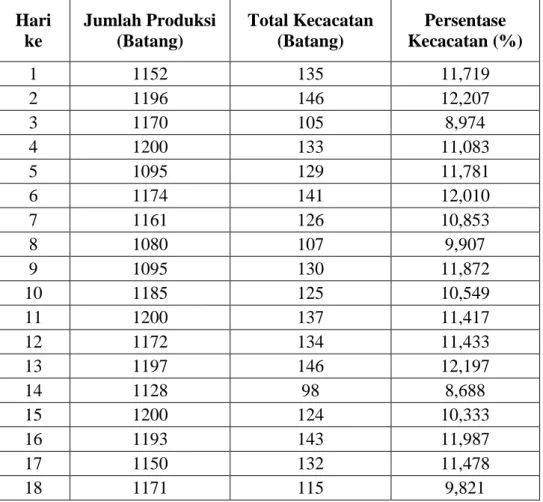
Tabel 1.1. Menunjukkan data historis kecacatan produksi pipa PVC pada bulan Septemer 2014 di PT. Sinar Utama Nusantara.
Tabel 1.1. Data Historis Kecacatan Produksi Pipa PVC pada September 2014
Hari ke Jumlah Produksi (Batang) Total Kecacatan (Batang) Persentase Kecacatan (%) 1 1152 135 11,719 2 1196 146 12,207 3 1170 105 8,974 4 1200 133 11,083 5 1095 129 11,781 6 1174 141 12,010 7 1161 126 10,853 8 1080 107 9,907 9 1095 130 11,872 10 1185 125 10,549 11 1200 137 11,417 12 1172 134 11,433 13 1197 146 12,197 14 1128 98 8,688 15 1200 124 10,333 16 1193 143 11,987 17 1150 132 11,478 18 1171 115 9,821
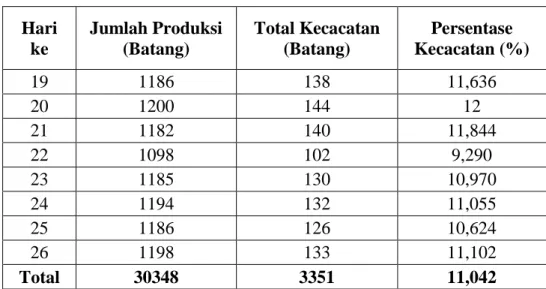
Tabel 1.1. Data Historis Kecacatan Produksi Pipa PVC pada September 2014 (Lanjutan) Hari ke Jumlah Produksi (Batang) Total Kecacatan (Batang) Persentase Kecacatan (%) 19 1186 138 11,636 20 1200 144 12 21 1182 140 11,844 22 1098 102 9,290 23 1185 130 10,970 24 1194 132 11,055 25 1186 126 10,624 26 1198 133 11,102 Total 30348 3351 11,042
Sumber: PT. Sinar Utama Nusantara
Selama melakukan proses produksi, pipa yang dihasilkan sering mengalami kecacatan tidak sesuai standar dan melebihi toleransi yang telah ditetapkan. Data historis kecacatan produksi pipa PVC pada September 2014 persentase rata-rata produk cacat mencapai 11,042%. Persentase kecacatan tersebut tidak sesuai dengan standar yang ditetapkan perusahaan yaitu 6% dengan toleransi ±1%. Hal ini mengakibatkan perusahaan harus melakukan daur ulang dari produk yang cacat, untuk mengurangi cacat produk diperlukan upaya perbaikan. Sehingga dalam penelitian ini, peneliti menggunakan seventools sebagai alat untuk mengidentifikasi faktor penyebab kecacatan produk. Metode Taguchi digunakan untuk mengetahui proses sehingga dapat mengendalikan kondisi proses dengan mengamati karakteristik dari produk maupun parameter proses sehingga memperoleh kombinasi level faktor optimum dari parameter proses tersebut. Metode Fault Tree Analysis (FTA) digunakan untuk
mengidentifikasi faktor yang paling dominan mempengaruhi kecacatan pipa PVC melalui nilai probabilitas terbesar sebagai tindakan perbaikan dan memberikan usulan perbaikan dan mengurangi potensi penyebab kecacatan produk sehingga dapat menurunkan jumlah kecacatan produk pada proses produksi.
Penelitian yang dilakukan oleh Adventinus Telaumbanua pada PT. Asahan Crumb Rubber, yang merupakan perusahaan yang bergerak di bidang produksi crumb rubber (bandela) pada tahun 2013 dari Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang berjudul “Analisis Pengendalian Kualitas dengan Pendekatan Metode Taguchi. Dalam penelitian ini digunakan metode seven tools untuk mengidentifikasi faktor-faktor penyebab kecacatan, sedangkan metode Taguchi digunakan untuk mendapatkan kombinasi level faktor optimum terhadap faktor penyebab kecacatan .1
Penelitian yang dilakukan oleh Susatyo Nugroho pada Industri pengolahan susu sapi tahun 2011 dari Departemen Teknik Industri, Fakultas Teknik, Universitas Diponegoro Semarang yang berjudul “Analisa Penyebab Penurunan Daya Saing Produk Susu Sapi Dalam Negeri Terhadap Susu Sapi Impor pada Industri Pengolahan Susu (IPS) dengan Metode Fault Tree Analysis (FTA) dan
Barrier Analysis”. Dimana dalam penelitian ini Analisa yang digunakan adalah
analisa dengan metode Fault Tree Analysis (FTA) untuk mengetahui akar penyebab terjadinya suatu permasalahan dan memberikan rekomendasi tindakan perbaikan. Dari penelusuran akar penyebab permasalahan, dibuat troubleshooting yang berisi petunjuk pemecahan masalah jika permasalahan tersebut terjadi
1
Adventinus, T. (2013). Analisis Pengendalian Kualitas dengan Pendekatan Metode Taguchi pada PT. Asahan Crumb Rubber, e-Jurnal Teknik Industri FT USU, vol 3, No. 5.
kembali baik troubleshooting permasalahan produktifitas, kuantitas, harga susu segar lokal yang tidak kompetitif terhadap susu segar impor dan rekomendasi tindakan perbaikan yang meliputi aspek man, methode, material, machine, mother
nature dan maintenance.2
2
Nugroho, S. (2011). Analisa Penyebab Penurunan Daya Saing Produk Susu Sapi Dalam Negeri Terhadap Susu Sapi Impor pada Industri Pengolahan Susu (IPS) dengan Metode Fault Tree Analysis (FTA) dan Barrier Analysis. Universitas Diponegoro, e-Jurnal Teknik Industri FT UNDIP, vol 6, No. 2.
1.2. Rumusan Masalah
Rumusan masalah yang diperoleh berdasarkan latar belakang penelitian ini adalah kualitas pipa PVC yang tidak sesuai dengan satndar dan toleransi yang ditetapkan perusahaan. Sehingga perlu mengidentifikasi faktor-faktor yang mempengaruhi kualitas pipa PVC, memperoleh kombinasi level faktor optimum dari faktor yang signifikan dan memberikan usulan tindakan perbaikan agar dapat meningkatkan kualitas produk.
1.3. Tujuan dan Manfaat Penelitian
Tujuan umum pada penelitian ini adalah menurunkan jumlah produk cacat dengan mengidentifikasi faktor-faktor yang berpengaruh. Mengetahui proses untuk mengendalikan kondisi proses dengan mengamati karakteristik dari produk maupun parameter proses, dan memberikan usulan perbaikan untuk mengurangi penyebab kecacatan produk.
1. Mengidentifikasi faktor penyebab kecacatan dengan menggunakan metode
seventools.
2. Menentukan kombinasi level faktor optimum yang berpengaruh signifikan dengan menggunakan metode Taguchi.
3. Memberikan usulan perbaikan untuk melakukan pencegahan dan mengurangi potensi penyebab kecacatan produk.
Manfaat penelitian ini adalah sebagai berikut: 1. Bagi Mahasiswa
Meningkatkan kemampuan bagi mahasiswa dalam menerapkan teori yang diperoleh selama mengikuti perkuliahan dengan mengaplikasikannya di lapangan dalam menyelesaikan suatu permasalahan.
2. Bagi Perusahaan
Perusahaan dapat mengetahui data cacat yang terjadi dan faktor penyebabnya. Persentase cacat dapat diminimalkan dengan adanya kombinasi level faktor yang optimum dari faktor-faktor yang berpengaruh terhadap banyaknya kecacatan produk. Perusahaan dapat memberikan perhatian lebih terhadap faktor-faktor yang paling berpengaruh terhadap produksi.
3. Bagi Departemen Teknik Industri
Mempererat kerjasama antara perusahaan dengan Departemen Teknik Industri, Fakultas Teknik USU dan untuk menambah literatur perpustakaan sebagai acuan bagi penelitian-penelitian selanjutnya.
1.4. Batasan Masalah dan Asumsi
Batasan-batasan yang digunakan dalam penelitian ini adalah: 1. Penelitian difokuskan pada produk pipa PVC.
2. Analisa biaya tentang kerugian yang timbul akibat kecacatan produk tidak dibahas dalam penelitian ini.
3. Faktor-faktor yang diteliti adalah faktor-faktor terkendali yang mempengaruhi kualitas yang disetujui oleh pihak pabrik.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Dalam proses produksi produk yang diamati berada pada kondisi normal. 2. Proses produksi berjalan dengan baik pada saat pengambilan data untuk
penelitian.
3. Tidak terjadi perubahan struktur organisasi selama proses penelitian.
1.5. Sistematika Penulisan Tugas Sarjana
Dalam pengerjaan sistematika penulisan tugas sarjana dibagi dalam beberapa bab dengan tujuan untuk memudahkan penelitian, pembahasan dan penilaian tugas sarjana. Sistematika penulisan tugas akhir adalah sebagai berikut: BAB I PENDAHULUAN
Bab ini berisi tentang latar belakang masalah sehingga dapat diketahui mengapa penulis mengambil judul tersebut, batasan masalah untuk membatasi masalah agar terfokus pada masalah yang diteliti, rumusan masalah, tujuan penelitian, asumsi–asumsi yang digunakan penulis
dalam menyusun penelitian, manfaat dari penelitian baik untuk penulis, perusahaan maupun universitas, dan sistematika penulisannya.
BAB II GAMBARAN UMUM PERUSAHAAN
Menguraikan sejarah perusahaan, ruang lingkup perusahaan, lokasi dan daerah pemasaran perusahaan, serta uraian proses produksi.
BAB III LANDASAN TEORI
Menguraikan mengenai tinjauan-tinjauan kepustakaan yang berisi teori-teori yang digunakan dalam analisis pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Dalam bab ini diuraikan tentang objek penelitian, kerangka konseptual, variabel penelitian, data penelitian, pengumpulan dan pengolahan data beserta diagram alir penelitian.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Menampilkan data primer dan sekunder yang digunakan dalam penelitian dan pengolahan data yang membantu dalam analisis pemecahan masalah.
BAB VI ANALISA PEMECAHAN MASALAH
Menganalisis hasil pengolahan data untuk menghasilkan solusi terhadap masalah yang ada.
BAB VII KESIMPULAN DAN SARAN
Bab ini menguraikan tentang kesimpulan berdasarkan hasil penelitian serta saran-saran yang dapat diberikan berdasarkan analisis dan pembahasan terhadap data-data yang telah diperoleh.
DAFTAR PUSTAKA LAMPIRAN